日产7000吨熟料预分解窑的分解炉设计 精品
日产5000t水泥熟料预分解窑窑尾工艺设计说明书

5000t/d水泥熟料预分解窑窑尾(低氮氧化合物排放)工艺设计摘要:水泥是社会经济发展最重要的建筑材料之一,在今后几十年甚至是上百年之内仍然是无可替代的基础材料,对人类生活文明的重要性不言而喻。
以预分解窑为代表的新型干法水泥生产技术已经成为当今水泥工业发展的主导技术和最先进的工艺,它具有生产能力大、自动化程度高、产品质量高、能耗低、有害物排放量低等一系列优点。
但在水泥生产过程中会放出一些有害物质,尤其是氮氧化合物,按照要求本设计采用一系列的方法,以求降低氮氧化合物的排放浓度。
本设计依据当今新型干法水泥生产技术的设计要求进行,主要任务是窑尾部分的工艺设计,包括新型干法水泥生产对原料、燃料的质量要求,配料方案的设计和配料计算,物料平衡计算,主辅机平衡与设备选型,储库计算和窑尾工艺设计。
关键词:5000t/d;预分解窑;低氮排放;工艺设计The Process Design of the Back End ofPrecalciner Kiln for 5000T/D CementClinker(Low Nitrogen OxideEmissions)Abstract:Cement is one of the most important building materials of the social and economic development, within the coming decades or even a century,Cement is still no substitute for basic materials, the importance of human civilization is self-evident.calciner kiln as the representatives has become leading technology and the most advanced technology of the cement industry. It has many advantages, such as high throughput, a high degree of auto mation, high quality products, low energy consumption, low emissions of harmful substances, etc.In the production process of cement will release a number of harmful substances,particularly nitrogen oxides,according to the requirement of this design,the designuses a range of methods to reduce the concentration of nitrogen oxide .Based on the design of new dry cement production technology in today's design requirements, the main task is the back-end part of the process design, including the production of cement raw materials, fuel quality requirements, the design of ingredients and ingredients, the material balance calculation , the main auxiliary balance and equipment selection, calculation and storage back-end process design.Key words: 5000T / D, Low Nitrogen Emissions, Process Precalciner kiln, Design目录第1章绪论........................................................... ..11.1 引言 (1)1.2设计简介 (1)第2章建厂基本资料 (3)2.1设计题目 (3)2.2建厂条件 (3)2.3原料质量要求 (3)2.3.1水泥原料质量要求.......................................... (3)2.3.2石膏和混合材质量要求 (4)2.4燃料品质要求 (5)2.5熟料热耗的选择 (6)2.6生产方法和窑型的选择 (6)第3章配料计算与物料和主机平衡 (8)3.1配料计算 (8)3.1.1原料原始数据 (8)3.1.1.1原燃料化学成分 (8)3.1.1.2原、燃料水分 (8)3.1.1.3烟煤的工业分析 (8)3.1.1.4烟煤的元素分析 (8)3.1.2水泥配料方案 (8)3.1.2.1三个率值的选择 (9)3.1.2.2煤灰掺入量的计算 (10)3.1.2.3干燥原料配合比试配 (10)3.1.2.4干燥原料配合比调整 (12)3.1.2.5生料湿原料配合比的计算 (14)3.1.2.6生料配合比最终确定 (14)3.2物料平衡计算 (15)3.2.1烧成车间生产能力和工厂生产能力的计算 (15)3.2.2原燃料消耗定额计算 (18)3.2.3全厂物料平衡表 (24)3.3主机平衡与选型 (24)3.3.1车间工作制度确定 (24)3.3.2主机选型 (25)3.3.3主机平衡表 (32)第4章储库计算 (33)4.1各种物料储存期的确定 (33)4.2各种原料储存设施的计算 (34)4.2.1石灰石、原煤、联合预均化堆场、石膏、矿渣预均化堆场计算 (34)4.2.1.1石灰石预均化堆场计算 (34)4.2.1.2原煤预均化堆场计算..................... (35)4.2.1.3联合储库计算........................... (36)4.2.1.4石膏、矿渣预均化堆场计算.................. (36)4.3各种物料的储存设施计算 (37)4.3.1生料配料站.............................................. ... .374.3.2生料均化库............................................. .... .394.3.3熟料库.................................................. ... .404.3.4熟料配料站 (40)4.4水泥库计算 (41)4.5储库一览表 (42)第5章物料和热平衡计算......................................... (43)5.1原始资料................................................... . (43)5.2物料平衡与热平衡计算........................................ (44)5.2.1 物料平衡计算............................................. (44)5.2.2 热平衡计算............................................... (50)5.3物料平衡表与热平衡表的编制................................... ..54第6章窑外分解系统的设计计算 (56)6.1原始资料..................................................... ..566.2相关参数的设定 (56)6.3单位烟气的计算 (58)6.4窑尾系统各部位烟气量计算..................................... ..58 6.5窑尾各部位烟气量汇总表....................................... ..61 6.6分解炉设计方案选择. (61)6.7分解炉结构尺寸计算........................................... ..63 6.8旋风筒设计方案选择. (66)6.9旋风筒结构尺寸计算 (68)6.10分解炉与旋风筒尺寸汇总表 (75)第7章窑尾设备的计算及选型...................................... ... (77)7.1窑尾冷却器(喷水装置)的计算及选型....................... . ... (77)7.2窑尾收尘器选型 (77)7.3窑尾高温风机以及窑尾排风机选型 (78)7.4烟囱的计算选型 (78)7.5提升机及喂料装置的选型 (79)第8章低NOX排放技术........................................... .. (86)第9章烧成车间工艺布置........................................... .. (88)第10章全厂工艺平面布置............................................. ..899.1全厂总平面布置基本原则 (89)9.2全厂总平面布置说明.......................................... (90)结语 (91)致谢................................................................. .. .92 参考文献.......................................................... .. .. ..93第一章绪论1.1引言我国氮氧化合物的排放量年增长5%-8%,如果不采取进一步的的减排措施,到2030年我国氮氧化合物排放量将达到3540吨,如此巨大的排放量讲给公众健康和生态环境带来灾难性的后果,而水泥行业对氮氧化合物的贡献仅次于电力行业与机动车尾气排放,巨第三。
日产7000吨熟料预分解窑的分解炉设计精品

日产7000吨熟料预分解窑的分解炉设计精品熟料预分解窑(precalciner)是水泥生产中常用的设备之一,它是水泥窑系统中用来预分解熟料的设备。
预分解窑的主要作用是在水泥窑系统前段对熟料进行预煅烧,使其部分碳酸盐分解,释放出二氧化碳和其他有害气体,从而降低水泥窑系统尾气中的CO2排放量。
在熟料预分解窑中,熟料通过与燃烧气体的接触,发生预分解反应,其产品称为分解炉熟料。
分解炉熟料具有良好的火化性能,能够提高熟料煅烧的效果。
以下是针对7000吨熟料预分解窑的分解炉设计的详细描述:1.设备选型:根据7000吨熟料的生产需求,选用具有足够容量和高效性能的预分解窑设备。
预分解窑的主体结构由预分解炉筒和预煅器组成,内部设置有适当的燃烧器、分解料层和料层形成装置等。
2.炉筒设计:炉筒应具备良好的热交换性能,以保证燃料充分燃烧和熟料分解的高效率。
炉筒的直径和长度要能够适应7000吨熟料的产量要求,并能提供足够的热交换面积。
炉筒内部应采用特殊的耐火材料,以保证其对高温和化学侵蚀的稳定性。
3.燃烧器设计:选用高效的燃烧器,以确保燃料的完全燃烧和预分解过程的顺利进行。
燃烧器应具备良好的调节性能,能够根据燃烧气体和熟料的变化,自动地调整燃烧参数。
同时,燃烧器的设计要考虑到排渣和清灰的方便性,以便保证系统的连续运行。
4.热交换装置设计:热交换装置通过回收预热煤粉和部分废气中的热能,提高燃料的利用率和系统能源效率。
设计中应考虑到热交换装置的型式和结构,以及热交换面积和热传导效率等因素。
同时,还需要合理设计气体流动和物料流动的路径,以保证热能的传递和分解反应的进行。
5.分解料层设计:分解料层是熟料在预分解窑中进行分解反应的重要区域。
料层的形成方式和分布要能够保证分解反应均匀进行,并且便于煤粉喷射和气体的流通。
料层的厚度和分解炉的运行参数要合理把握,以实现最佳的分解效果。
6.排渣装置设计:在分解炉内会产生大量的固体废渣和灰渣,因此需要设计合适的排渣装置,以保证分解炉的正常运行。
日产5000吨水泥熟料新型干法生产线烧成系统窑头工艺设计
日产5000吨水泥熟料新型干法生产线烧成系统窑头工艺设计随着水泥工业的迅速发展,对于熟料烧成系统的要求也越来越高。
本文将对一条日产5000吨水泥熟料新型干法生产线的烧成系统窑头工艺进行设计和论述。
一、烧成系统窑头工艺设计的目标1.提高熟料的质量,降低生产成本。
2.提高能源利用率,降低生产过程中的排放。
3.确保炉内稳定的温度和氧气含量,保证燃烧效果。
4.保证炉内较低的CO浓度,防止炉内积炭。
5.确保炉内无积存物,使得生产线连续稳定运行。
二、烧成系统窑头工艺设计的主要控制参数1.窑头布置:合理布置窑头,使得煤气流线畅通,有利于煤气的燃烧和炉内温度的均匀分布。
2.煤粉喷淋:采用喷淋煤粉的方式,将煤粉均匀喷入窑头区域,确保燃烧稳定,控制煤粉的喷射量和角度,以达到最佳燃烧效果。
3.进料量控制:通过控制进料量,保持炉内熟料层的稳定,并控制窑头区域的温度分布。
4.喷注位置和方式:合理设置喷注位置,使得燃料和空气能够充分混合,燃烧更充分。
确保炉内氧气浓度达到规定要求,提高熟料的烧结质量。
三、烧成系统窑头工艺设计的具体内容1.窑头布置合理设置窑头区域的布置,使得煤气在该区域内流线畅通,有利于煤气的燃烧和炉内温度的均匀分布。
窑头区域应尽量避免死角和室外风向相对应的通风口。
2.煤粉喷淋采用喷淋煤粉的方式,将煤粉均匀喷入窑头区域,使得燃烧更加均匀稳定。
喷淋方式可以采用多角度喷淋或者环形喷淋,根据窑头区域的具体设计来决定。
3.进料量控制通过控制进料量,保持炉内熟料层的稳定,并控制窑头区域的温度分布。
进料量可以通过控制进料设备的运行速度和进料口的开启程度来实现。
4.喷注位置和方式根据窑头区域的特点和煤粉的喷射角度,合理设置喷注位置,使得燃料和空气能够充分混合,燃烧更加充分。
喷射方式可以采用立喷、横喷或者斜喷等方式。
5.空气供给浓度达到规定要求。
炉内的氧气浓度可以通过调节空气进口阀门的开启程度来实现。
四、总结通过对日产5000吨水泥熟料新型干法生产线的烧成系统窑头工艺设计的详细论述,我们可以看到,合理布置窑头、控制煤粉喷淋、控制进料量、合理设置喷注位置和方式,以及调节空气供给量等因素,对于烧成系统的燃烧效果、熟料质量和生产成本具有重要影响。
日产12000吨熟料水泥厂烧成系统工艺设计(窑尾)
摘要本次的设计是设计日产12000吨水泥烧成系统窑尾工艺设计。
烧成窑尾核心内容式预热器分解炉。
从分解炉内的气流运动来看,可归纳为四种基本型式,即:涡旋式、喷腾式、悬浮式和流化床式。
早期开发的分解炉,多以上述四种运动型式之一为基础,使生料和燃料分别依靠“涡旋效应”、“喷腾效应”、“悬浮效应”和“流态化效应”分散于热气流中,利用物料颗料之间在炉内流场中的相对运动,实现高度分散、均匀混合和分布、迅速换热,以达到提高燃烧效率,传热效率和入窑生料碳酸盐分解率的目的。
伯力鸠斯设计的MSC分解炉增加了脱氮燃烧器和顶部三次风管通过燃料、空气及生料的多级燃烧以达到降低废气中NOx气体含量的目的。
影响NOx浓度的主要因素:主燃烧区温度、主燃烧区氧气浓度、主燃烧区氮气的浓度、气体在主燃烧区的停留时间、燃料中氮元素的含量等窑尾预热预分解系统采用单在线分解炉、双系列预热器的方案不仅极大地方便了系统参数的调节和控制,使系统操作易于平衡和优化,而且可使该系统投资额降低15%以上。
系统分解炉采用专有技术,分解回转窑中产生的NOx气体,实现了低NOx的排放。
该系统配置的分解炉设有低NOx分解段,实现系统的低NOx关键字预热器分解炉旋风筒窑尾AbstractThe this design is the design nissan 12000 tons of cement firing system preheater process design. Firing end of the core content type preheater decomposition furnace. Decomposition furnace from the airflow movement to see, can be divided into four basic types, namely: the vortex type, spray those who type, suspension type and fluidized bed type. The early development of decomposing furnace, in the four movement type as the foundation, make one of raw material and fuel respectively depend on "scroll effect", and "spray effect", and "who suspended effect" and "fluidized effect" scattered in heat flow, the use of material between the makings of the flow field in the oven relative motion, realize a highly decentralized, mixing and distribution, rapid heat to improve combustion efficiency, heat transfer efficiency to kiln and raw decomposition rate of carbonate purpose. "Force, the MSC design theory of decomposing furnace burner increased nitrogen and top three ductThrough the air and fuel, the multistage raw order to reduce waste gas burning in the purpose of gas concentration NOx. The main factors of influence NOx concentration: the Lord, the Lord burning zone temperature combustion zone oxygen concentrations, the Lord of the whole area nitrogen gas concentration, in the Lord the retention time, fuel burning in the content of nitrogen element such as preheated preheater precalcining system by a single online decomposition furnace, double series preheater scheme not only greatly show where system parameters of the adjustment and the control, and makes the system is easy to operate and the optimization, and balance can make the system more than 15% lower investment. System decomposition furnace using proprietary technology, the decomposition of rotary kiln produced gas, NOx realize low NOx emissions. The system configuration of decomposition furnace has low NOx decomposition section, realize the system low NOxKey words: Forewarmer Decomposing furnace Whirlwind tube Pipeline目录摘要 ......................................................................... 错误!未定义书签。
【精品】预分解窑窑皮几种异常情况的处理

【关键字】精品预分解窑窑皮几种异常情况的处理江超,李思营,马海倩(新乡平原同力水泥有限责任公司河南新乡453011)0引言河南某水泥公司5000t/d水泥熟料生产线由天津水泥工业设计研究院有限公司设计,采用双系列五级预热器和TSD型分解炉,窑的规格为Φ4.8×,配用天津仕名公司TC型四通道燃烧器。
该生产线所用燃料采用低挥发分无烟煤与烟煤按比率搭配而成的混合煤,其燃烧特性既有烟煤的也有无烟煤的,容易产生两极分化。
生产过程中因此出现了几次事故,如窑皮不平整、红窑、窑内结球、窑尾结圈漏料、熟料质量差等。
在处理事故的过程中,总结了一些宝贵的经验。
现做一简介,供同行参考。
1影响窑皮形成的主要因素1.1生料的化学成份生料中铝质与铁质的成份比较多,熟料烧成液相量就多,容易形成窑皮。
铝含量高,液相的粘度大,形成窑皮比较困难。
铁含量高,液相的粘度就比较小,窑皮容易形成,但形成的窑皮也容易掉落。
1.2烧成带的温度烧成带的温度低,物料形成的液相少,不易形成窑皮;相反,窑皮容易脱落。
1.3火焰的形状和燃烧器的位置火焰形状要完整、顺畅,这样形成的窑皮厚薄一致、坚固。
燃烧器的位置应尽量向往外拉一点,同时偏料,火焰宜短不宜长。
这样高温区较集中,高温点靠前,使窑皮由窑前逐渐往窑内推进。
待窑产量增加到正常情况,燃烧器也随之移动到正常生产的位置。
1.4喂料量和窑速挂窑皮期间,喂料量过大或窑速过快,窑内温度就不容易控制,粘挂的窑皮就不平整、不坚固。
2 几次异常窑皮的处理过程2.1 窑~处窑皮偏厚2.1.1表现中班,窑筒体~窑皮偏厚,筒体扫描显示此处温度平均值仅为,窑尾密封圈漏料,熟料结粒偏大、黄心料较多、f-CaO偏高。
2.1.2原因分析由于入窑生料的易烧性变差,f-CaO合格率低,有的操作员由于经验不足又不愿减产,为了使f-CaO合格,采取加大窑头用煤量(超出正常值0.8t/h)、窑尾温度偏高控制的方法,导致此处窑皮偏厚、过渡带副窑皮比正常值厚,窑内物料填充率过高(窑速已经达到最快),影响了通风和热交换,物料预烧不好,结果熟料中黄心料更多、f-CaO 仍然偏高、此处窑皮更厚、窑尾密封圈漏料更为严重。
日产6000吨预分解窑的分解炉系统设计-课程设计任务书
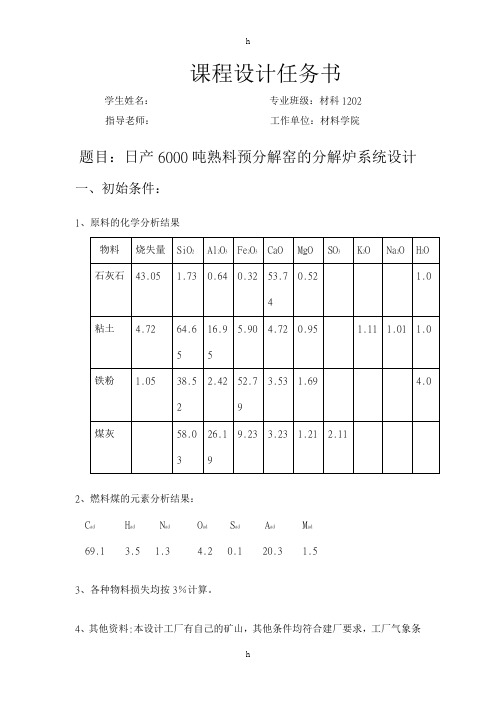
课程设计任务书学生姓名:专业班级:材科1202指导老师:工作单位:材料学院题目:日产6000吨熟料预分解窑的分解炉系统设计一、初始条件:1、原料的化学分析结果2、燃料煤的元素分析结果:C ad H ad N ad O ad S ad A ad M ad69.1 3.5 1.3 4.2 0.1 20.3 1.53、各种物料损失均按3%计算。
4、其他资料:本设计工厂有自己的矿山,其他条件均符合建厂要求,工厂气象条件符合设计要求。
大气压强(夏季):720 mmHg温度:- 4℃~ 40℃,相对湿度:70%~ 80%,地下水位:2m ~ 2.5 m二、要求完成的主要任务:(包括课程设计工作量及其技术要求,以及说明书撰写等具体要求):设计计算说明书应包括以下内容:①配料计算,燃烧计算,物料平衡计算和热量平衡计算,有关设备的选型计算或结构尺寸计算,附属设备的选型计算,耐火材料选材计算与散热计算,有关性能指标计算,设计及附属设备一览表,设计评述,参考资料。
②画出有关设备的工艺布置图和主要剖面图(A2图纸)以及流程图(A3图纸)。
③热工测量计算说明数包括以下内容:原始数据、平衡计算、结果分析。
三、设计要求:⑴要求每个人独立完成,允许讨论,但不能抄袭,鼓励创新。
⑵说明书要求:①设计说明书必须包括有关计算部分的方法,步骤和结果。
②有关设备的选型,设计说明书中应说明其选项取依据,有关经验数据的选取亦说明其来源。
⑶图纸的要求:①图纸必须按工程图示准绘制,鼓励用电脑绘图。
②图纸上必须注明设备主要民族尺寸及有关说明,图面应清洁,整齐。
四、时间安排:2015.6.1~2015.6.7 (第1周):查阅有关资料,进行有关设计计算;2015.6.8~2015.6.14 (第2周)绘制相关的图纸;2015.6.15~2015.6.20(第3周)整理计算说明书,图纸以及其他设计资料。
指导老师签名:李洪斌 2015年5月31日系主任(或责任教师)签名:年月日设计方案与设计步骤流程图目录1.配料计算 (1)1.1计算煤灰掺入量 (2)1.2计算熟料化学成份 (2)2.燃料燃烧计算 (5)3. 物料与热量平衡计算 (6)3.1物料平衡 (6)3.2热量平衡 (14)4分解炉尺寸计算 (16)4.1选择窑型和分解炉的结构尺寸计算 (16)4.2入分解炉的三次风管直径 (16)4.3 生料进料口直径 (18)4.4燃烧器选择 (18)5耐火材料选材与散热计算 (19)5.1 耐火材料总体设计 (19)5.2 材料主要性质 (19)5.3 散热量计算 (19)5.4耐火材料厚度对分解炉筒体尺寸的修正 (20)6 设计评述 (20)参考书目 (21)日产6000吨熟料预分解窑的分解炉设计1.配料计算1.1煤灰掺入量由参考资料[2]P233, 根据设计任务书给出的煤元素分析结果得:由参考资料[3]P196,由此可得煤灰掺入量:式中:G A ——熟料中煤灰掺入量;q ——单位熟料热耗,取3300kJ/kg 熟料;Q net,ad ——煤的低位热值;为25240kJ/kg ; A ad ——煤的空气干燥基灰分含量,为22.110%; S ——; P ——煤耗,kJ/kg 熟料 。
日产7000吨熟料预分解窑的分解炉设计

日产7000吨熟料预分解窑的分解炉设计1 原料配比计算1.1煤的低位发热量计算1.1.1燃料煤的原始资料1.1.2低位发热量计算. 3391030109()25 =33962.59+1030 4.20-109-0.31-25 1.01=24667.5(kJ/kg-)net ad ad ad ad ad adQ C H O S M =+---⨯⨯⨯⨯(8.12)煤1.2煤灰掺入量计算根据参考文献[1]中p175相关知识,取水泥熟料的实际形成热q = 2900kJ/kg-熟料,取煤灰沉落率%100 =S ,可知:100290022.6110010024667.52.66%ad A net adqA SG Q =⨯⨯=⨯=,1.3配料方案原始数据1.3.1率值、热耗预设查阅参考文献[1] 中p174相关信息,预设:KH = 0.90,SM = 2.30,IM = 1.70,∑=97.5%1.3.2熟料成分预算23100%(2.81)(1) 2.65 1.3597.50100%(2.80.901)(1.701) 2.30 2.65 1.7 1.353.52%Fe O KH IM SM IM ∑=⨯++++=⨯⨯+⨯+⨯+⨯+=2323 () 1.7 3.52% 5.98%Al O IM Fe O ==⨯= 22323 () 2.2(5.98% 3.52%) 21.85%SiO SM Al O Fe O =+=⨯+= 22323 () 97.50%(21.85%+5.98%+3.52%) 66.15%CaO SiO Al O Fe O =∑-++=-= 1.4递减试凑求配合比过程1.4.1原料的原始资料1.4.2递减试凑过程及核算熟料化学成分与率值根据参考文献[1]中176页的相关知识,利用递减配料计算如下:表1-3 递减法配料计算表(以100kg 熟料为基准)1.4.3配合比计算 1.4.3.1干物料配比及烧失量计算根据上表可求煅烧100kg 熟料所需各种干原料用量为:石灰石 = 121.12kg 粘土 = 27.15kg 铁粉 = 2.52kg各种原料配合比为:121.12100%121.1227.15 2.5280.32%=⨯++=石灰石 27.15100%121.1227.15 2.5218.01%=⨯++=粘土2.52100%121.1227.15 2.521.67%=⨯++=铁粉 干生料烧失量Ls=⨯∑各原料所占百分比该原料的烧失量=80.32%43.13%18.01% 4.32% 1.67% 1.25%=35.44%⨯+⨯+⨯1.4.3.2湿物料配比及水分计算各种湿生料用量=1-各种干生料用量各种湿生料含水率湿生料总含水率Ws=*∑各原料所占百分比该原料的含水率=80.28%×1.0%+18.00%×1.0%+1.72%×4.0%=1.052%各种物料损失均按3%计算,所以不影响各组分的含量。
分解炉

日本小野田RSP分解炉炉型结构:由预燃室SB,分解室SC和混合室MC组成;与窑联接方式:离线旁置型,SC室单独设置,MC室通过缩口与烟室联接;特点:SB:10~15%三次风进上部旋流腔,作为煤粉燃烧的外风,与煤粉混合着火,起助燃和稳火作用;SC:85~90%三次风吹送热生料,将C3喂入的热生料分散到SC室内,在旋流的作用下,SC室边壁形成防止过热引起粘料的低温保护区,中心形成高温的强化燃烧区。
SC室操作不合适,会引起局部过热导致粘结或烧坏设备。
混合室MC从SC室下端以旋转气流夹带生料进入混合室,与窑尾的喷腾窑气相混合,分解率达90%以上。
该炉对燃煤适应性较强,可烧劣质煤及无烟煤,但结构复杂,阻力较高。
天津院设计的TSD分解炉是带旁置预燃室分解炉,旁置预燃室类似于RSP的SC室,预燃室可以高温操作,低挥发份煤能较好地着火、稳燃和快速燃,大大缩短煤粉燃尽所需的时间。
该炉适合于烧低挥发份的无烟煤。
1、DD、TD、TDF属于同一类,一代更比一代好,双喷腾,脱硝。
2、RSP、TSD相似,都是由预燃室SB,分解室SC和混合室MC组成。
是唯一明焰燃烧的分解炉。
以前RSP炉的MC室设计太小了,对MC的混合作用认识不足,后来国内天津院的TSD的主炉TD比MC合理多了。
3、CSF、TWD、CDC相似。
都是涡流喷腾型。
4、NMFC、TFD都是采用流态化床。
两步到位,一般是离线型布置。
5、Prepoel和Pyroclon都是属于管道式分解炉,旋喷结构。
6、KSV与DD炉相似,但三次风入炉方式不同,一是切线,一是轴线CDC是属于涡旋喷腾(双喷腾)结合型分解炉。
有两种型式,一种是在线,适合烧烟煤,还有一种是半离线型,就是在CDC主炉旁加了一个旁置预燃炉,适合烧无烟煤。
不管怎样说,成都院的CDC炉设计还是非常合理的,物料与气体的停留时间都比较长,石灰石的分解效率还是比较高的。
CDC炉就是NSF炉的变形,把出口改成的U形管,从而解决了用低质煤时反应时间问题。
毕业设计--日产4000吨水泥熟料生料车间工艺设计[管理资料]
![毕业设计--日产4000吨水泥熟料生料车间工艺设计[管理资料]](https://img.taocdn.com/s3/m/9357cdf016fc700aba68fc65.png)
4000T/D水泥熟料预分解窑原料制备系统工艺设计摘要:本文主要介绍了4000t/d水泥熟料预分解窑原料制备系统工艺设计,根据配料计算、全厂物料平衡对各主机、收尘设备、输送设备及其辅助设备进行选型。
在设计中,我们力求做到技术先进、经济合理、安全适当。
生料车间用立磨系统,该系统不仅能节省烘干设备及物料的中间储备和运输,又能节省投资和管理人员,同时,物料在粉磨过程中进行烘干,由于物料不断被粉碎,比表面积增大,烘干效果更好,尤其是磨内通入大量热风能及时将细物料带出磨外,减少缓冲垫层作用,消除了过粉磨现象,提高了粉磨效率。
关键词:立磨系统;比表面积;配料计算Process design of Preparation of raw materials of 4000T/D cement clinker precalciner kiln Abstract:This article mainly introduces the process design of 4000t / d cement clinker kiln raw material preparation system, according to the whole plant ingredients, the material balance of the host, collecting equipment, transport equipment and auxiliary equipment selection. In the design, we tried to be technologically advanced, economical, safe appropriate. Raw materials used vertical mill plant system, which can not only save drying equipment and materials, and transportation among the reserves, but also to save investment and management personnel, at the same time, the material in the grinding process of drying, due to material being crushed, increased surface area and drying better, especially with access to a large number of grinding time of hot air will bring out the fine grinding of materials, the reduction of the role of a buffer layer to eliminate the over-grinding phenomenon and improve the efficiency of the grinding.Key words:Stands rubs system;The relative surface accumulates;Burden calculation目录绪论 (1)第1章配料计算 (2)原始数据 (2)原料的质量要求及评价 (3)水泥原料 (4)燃料的质量要求 (5)配料计算 (6)熟料率值的拟订 (7) (7)湿原料配合比 (8)第2章物料平衡 (9)烧成车间的生产能力和工厂的生产能力计算 (9)烧成系统生产能力 (10)水泥小时产量和日产量、周产量计算 (10)原燃料干料消耗定额计算 (10)考虑煤灰掺入时,1t熟料的干生料理论消耗量 (10)考虑煤灰掺入时,1t熟料的干生料消耗定额 (11)干混合材消耗定额 (11)烧成用煤消耗定额 (12)烘干用煤消耗定额 (12)各种干物料消耗定额换算成含天然水分的湿物料消耗定额 (13)原、燃料需求量计算及物料平衡表的编制 (13)第3章全厂主机平衡计算及选型 (14)车间工作制度的确定 (15)主机选型 (15)石灰石破碎机的选型 (15)生料磨的选型 (15)窑的选型 (16)煤磨的选型 (16)水泥磨的选型 (16)包装机的选形 (17)主机平衡表 (17)第4章储库计算 (17)确定各物料的储存期以及物性参数 (18)各矩形预均化堆场 (18)石灰石预均化堆场 (18)其他各物料矩形堆场 (19)生料均化库 (21)熟料储存库 (22)水泥储存库 (22)混合材库 (23)生料配料库 (24)储库一览表的编制 (25)第5章生料车间工艺设计 (26)生料磨流程和设备发展情况 (26)选取粉磨流程及粉磨设备所考虑的因素 (27)立式磨机与其他粉磨系统的比较 (28)A TOX 磨简介 (28)相关参数核算 (30)磨机热平衡计算 (32)热收入部分 (32)热支出部分 (34)热平衡计算 (35)磨机系统热量收支平衡表 (35)选粉机热平衡计算 (35)热收入部分 (35)热支出部分 (36)高效组合选粉机热量收支平衡表 (37)磨机风速、管道尺寸要求计算 (38)风管尺寸的计算 (38)各风管参数列表如下 (41)窑尾收尘器的选型 (41)生料车间其他设备的选型及计算 (42)皮带机的选型 (42)斗式提升机的选型 (43)螺旋输送机的选型 (44)空气斜槽的选型 (44)第6章全厂工艺布置 (44)全厂总平面布置的原则 (44)全厂总平面布置说明 (45)第7章原料制备车间工艺布置 (46)总结 (47)致谢 (48)主要参考文献 (49)绪论新型干法水泥生产自问世以来倍受世界各国的关注,特别是80年代以来得到了突飞猛进的发展,国际水泥工业以预分解技术为核心,将现代科学技术和工业化生产的最新成果广泛应用于水泥生产的全过程,形成了一套具有现代高科技为特征和符合优质、高效、节能、环保以及大型化、自动化的现代生产方法。
日产 4000 吨水泥熟料新型干法 生产线窑尾系统工艺设计精品

Production losses were set as to 3%.According to the Tung Wah Group of Zibo Cement Co. Huafeng Cement Limited who produces 5000 T / d and the production statistics , single larger scale, environmentally advanced, the orderly management of the factory, factory production loss is likely to remain in the 3 -5% level.
新型干法是相对于老的水泥干法生产技术而言的,其与后者的区别主要是,在生料制备过程中设置了一套完整的均化链工艺与相应设备,同时采用现代的生料粉磨与烘干装备;在熟料烧成过程中使用悬浮预热窑或带预分解炉窑;废气处理系统运用了现代收尘设备与其他环保设施;在水泥制造过程中选用高效节能的现代水泥粉磨系统。新型干法按烧成技术分为悬浮预热窑技术和预分解窑技术。悬浮预热窑技术是预分解窑新型干法发展过程中处于初级阶段的生产方法,在工业发达国家已被淘汰。现代最先进的水泥生产技术就是预分解窑新型干法。
重点车间的工艺设计计算2751设计计算基础2752系统工艺流程规划生料库底至熟料库2953回转窑的设计计算30531回转窑规格的确定30532回转窑产量的标定30533回转窑的功率和物料运动速度计算30534回转窑的热工计算3154窑尾各部分风量计算4255部分设备选型计算45551分解炉45552悬浮预热器45材料科学与工程学院材专0601
When the program calcined under the above conditions, yield quality, and lining brick can be ensured.
预分解窑分解炉温度的模糊控制设计与仿真
文章编号 :0 9— 4 1 2 0 3— 0 7— 3 10 9 4 (06 0 0 1 0 J
预分解窑分解炉温度的模糊控制设计与仿真
口 口 巍匕 稳 ,胡 或 (. l 通 1太原理工大学, 山西 太原
原
摘
002 ;. 304 2 山西综合职业技术学院, 山西 太
经验, 与控制理论相结合 , 对无法或难以建立对象数
学模型的复杂系统实施的一种智能控制方法。 针对 1 0 d 0t 熟料的新型干法水泥生产线 , 0 / 基 于现场总路线 控制 的 D S系统 , C 应用模糊 控制技
般来讲 , 加入 的燃料越多 , 分解率越 高 , 反之 亦然。而燃料加入过多或过少对分解炉的气温影响 也是 明显 的 , 因此 , 调节 燃料 加入 量 主要 是控 制物 料
统工况复杂多变 , 以得到精确的数学模型 , 难 生产效 率低、 能耗高 、 质量不稳定是水泥工业普遍存在 的现
象。因此 。 采用传统 的控制策略难 以获得满意的控 制效果 , 严重影响着水泥的产量和质量后系统物料 的过热结皮甚至堵塞 ; 如果 出炉 气温过低 , 说明分解炉下游燃料基本烧完, 将使分解 炉下游分解速度锐减 , 不能充分发挥分解炉的效能。 12 影响分解炉温度的主要因素 . 12 1 燃料喂料量 ..
现代控制理论 的发展 , 特别是智能控制理论的 产生, 为水泥工业提供 了良好 的发展前景。模糊控 制作为智能控制的一个主要分支 , 因其具有简单 、 实
用、 有效等特点而成 为当前控制领 域的一个研 究热
点。模糊控制是基 于模糊数学理论 中模糊集 、 模糊 逻辑的概念 , 模拟人类 大脑思维方 式和专家的控制
建 材技 术与应 用 3 2 0 /06 ・ 7・ 1
本科毕业论文---日产4000吨水泥熟料预分解窑熟料粉磨系统的初步设计正文

毕业论文(设计)论文题目4000t/d水泥熟料预分解窑熟料粉磨系统的初步设计学院年级专业学生姓名学号指导教师毕业论文(设计)论文题目4000t/d水泥熟料预分解窑熟料粉磨系统的初步设计学院材料科学与工程年级专业无机非金属材料工程学生姓名学号指导教师摘要水泥粉磨是水泥成品制备的重要工艺过程,它直接影响水泥质量的好坏,因此水泥粉磨车间的设计在整个的水泥厂的设计中是很重要的一个环节。
本论文就4000 t/d(日产4000吨)吨硅酸盐水泥工厂水泥粉磨车间进行设计,根据相关文献以及对产量要求对水泥的配料方案、三大平衡(物料平衡、主机平衡、储库平衡)和水泥粉磨车间系统设备的选型进行设计与计算,并据此对水泥粉磨车间的主要粉磨设备以及其相关的附属设备(选粉机、收尘器等)的型号进行了选择。
本次设计秉着力求使产品达到“优质、环保、节能”的原则,对生产工艺技术方案以及粉磨车间设备进行了仔细的斟酌与取舍,并做出了生产总体布置平面图和水泥粉磨系统工艺布置图。
关键词:水泥,工厂设计,4000t/dAbstractCement plant design is a very important aspect. This thesis on 4000 t / d (Nissan 4000 tons) tons of Portland cement factory cement grinding plant design, according to the relevant literature as well as production req Cement grinding is finished cement important preparation process, which directly affects the quality of cement is good or bad, so the design of cement grinding plant in the whole of the uirements for cement batching scheme, the three balance (material balance, the host balancing reservoir balance) and cement grinding plant equipment selection system design and calculation, and accordingly cement grinding plant on the main grinding equipment and its associated ancillary equipment (separator, dust collector, etc.) models were selection. This design holds strive to make products to achieve "quality, environmental protection, energy conservation," the principle of the production technology programs and grinding workshop equipment were carefully consider the trade-offs, and make the overall layout of the production plan and cement grinding system process layout.Keywords: cement, plant design, 4000t/d;目录摘要 (I)Abstract (II)目录 (III)第1章绪论 (1)1.1引言 (1)1.2国内外现状 (1)1.3目前世界水泥行业的先进技术和发展 (3)1.4生产需求状况 (4)1.5设计特点 (5)第2章原料与燃料 (10)2.1原料的质量要求 (10)2.1.1 水泥原料(普通硅酸盐水泥) (10)2.1.2 混合材及石膏 (11)2.2燃料的质量要求 (12)2.2.1 煤 (12)2.2.2 熟料热耗的选择 (13)第3章配料计算与物料平衡 (14)3.1配料计算 (14)3.1.1 原料选择 (14)3.1.2 率值及率值确定 (14)3.1.3 水泥配料方案 (15)3.2物料平衡计算 (19)3.2.1 烧成车间生产能力和工厂生产能力的计算 (19)3.2.2 原、燃料消耗定额 (20)3.2.3 烧成系统和工厂的生产能力 (23)3.2.4 全厂物料平衡表 (23)第4章主机平衡计算及选型 (25)4.1车间工作制度的确定 (25)4.2主机选型 (25)4.2.1 破碎机的选型 (25)4.2.2 生料磨的选型 (26)4.2.3 窑系统 (26)4.2.4 煤磨的选型 (27)4.2.5 水泥磨的选型 (28)4.2.6 包装机的选型 (29)4.3主机平衡表 (29)第5章储库计算 (30)5.1确定各种物料储存期 (30)5.2堆场计算 (30)5.2.1 石灰石预均化堆场 (31)5.2.2 原煤预均化堆场 (32)5.2.3 联合预均化堆场 (33)5.3储库计算 (35)5.3.1 生料配料站 (35)5.3.2 熟料库 (39)5.3.3 水泥配料站 (41)5.3.4 水泥库 (44)5.4储库一览表 (45)第6章水泥制成车间设计计算 (46)6.1水泥制成车间介绍 (46)6.1.1 水泥粉磨的功能和意义 (46)6.1.2 现代水泥粉磨技术发展的特点 (46)6.1.3 水泥粉磨流程发展情况 (48)6.1.4 辊压机粉磨系统的发展 (49)6.1.5 辊压机水泥粉磨工艺方案 (49)6.1.6 本设计工艺流程 (51)6.2制成车间选型计算 (52)6.2.1 球磨机的设计计算 (52)6.2.2 水泥球磨机的热平衡计算 (58)6.3辊压机系统选型计算 (61)6.3.1 辊压机选型计算 (61)6.3.2 V型选粉机、旋风筒选型及其他设备选型 (62)6.4其他附属设备的选型计算 (64)6.4.1 O-SEPA选粉机 (64)6.4.2 收尘器 (65)6.4.3 喂料计量设备 (65)6.4.4 配料装置设计 (66)6.4.5 输送设备 (67)第7章水泥制成车间工艺布置 (70)第8章全厂平面工艺布置 (71)8.1全厂总平面设计的基本原则 (71)8.2全厂工艺平面布置说明 (72)结论 (74)致谢 (75)参考文献 (76)第1章绪论1.1引言新型干法水泥生产自问世以来倍受世界各国的关注,特别是上世纪80 年代以来得到了突飞猛进的发展,国际水泥工业以预分解技术为核心,将现代科学技术和工业化生产的最新成果广泛应用于水泥生产的全过程,形成了一套具有现代高科技为特征和符合优质、高效、节能、环保以及大型化、自动化的现代生产方法。
日产5000吨水泥熟料预分解窑窑尾部分的工艺设计
日产5000吨水泥熟料预分解窑窑尾部分的工艺设计根据题目要求,下面是关于日产5000吨水泥熟料预分解窑窑尾部分的工艺设计的详细要点。
1.窑尾部分的主要功能:-熟料的降温:窑尾部分是熟料从窑头到出窑口的最后一个工艺环节,需要对熟料进行合理的降温,保证熟料的质量。
-燃料的燃烧和热量回收:窑尾部分还需要完成燃料的燃烧,并回收热量,以提供给窑头部分的干燥、煅烧和预分解等工艺流程使用。
2.窑尾部分的工艺流程:-熟料冷却:熟料在窑头部分完成预分解、煅烧等工艺后,进入窑尾部分。
在窑尾部分,可采用不同类型的冷却设备进行熟料的冷却,如逆流冷却机、链条冷却机等。
逆流冷却机是常用的熟料冷却设备,通过烟气与熟料的逆流热交换,使熟料迅速降温到约200摄氏度。
-燃料燃烧:在窑尾部分,需要将燃料引入窑尾,通过喷嘴等装置使燃料均匀喷洒在熟料上。
常用的燃料有煤粉、重油和天然气等。
在燃料燃烧时,需要提供适当的氧气,通过窑尾部分的鼓风机等设备进行供氧。
-热量回收:窑尾部分通过合理设计的余热回收系统,将窑尾部分产生的高温烟气中的热量回收利用。
常用的热量回收设备有余热锅炉、换热器等,通过回收烟气中的热量,提高燃气利用率,减少对环境的污染。
-副产物处理:在窑尾部分,除了燃烧熟料的降温和热量回收,还会产生一些副产物,如窑尾灰等。
这些副产物需要进行合理的收集和处理,以减少对环境的影响。
常见的处理方法包括进行粉尘收集和处理,以及回收利用窑尾灰等。
3.窑尾部分的设备和控制系统:-逆流冷却机:逆流冷却机是常用的熟料冷却设备,通过设计合理的风道和冷却管道,实现对熟料的迅速降温。
-燃烧系统:包括燃烧装置、给料装置、燃烧控制系统等,用于实现燃料的燃烧和控制燃烧过程中的温度和氧气浓度等参数。
-余热回收系统:包括余热锅炉、换热器等设备,用于回收烟气中的高温热量。
-控制系统:窑尾部分需要配备合适的控制系统,用于控制和调节窑尾部分的各项工艺参数,如温度、氧气浓度等。
日产水泥熟料生产线烧成车间工艺毕业设计
日产水泥熟料生产线烧成车间工艺毕业设计目录前言 (1)第1章全厂工艺流程 (2)1.1 工艺流程 (2)1.1.1生料制备 (2)1.1.2熟料烧成 (3)1.1.3煤磨 (3)1.2工艺的流程图 (4)第2章原始配料 (6)2.1 原、燃料化学成分 (6)2.2 煤的工业分析 (6)2.3 其它 (6)第3 章配料计算 (8)3.1配料方案的选择 (8)3.1.1 熟料率值的确定 (8)3.1.2 熟料热耗的确定 (9)3.2 配料计算 (10)3.2.1 计算煤灰掺入量 (10)3.2.2 根据熟料设计率值,计算要求的熟料化学成分 (10)3.2.3干生料的配合比 (11)3.2.4 核算熟料化学成分与率值 (11)3.2.5 计算湿原料的配合比 (12)第4章物料平衡和储库平衡 (13)4.1回转窑规格的确定 (13)4.2窑的台时产量标定 (13)4.3 计算烧成系统的生产能力 (14)4.4 原、燃、材料消耗定额的计算 (14)4.4.1 生料消耗定额 (14)4.4.2 干石膏、干混合材消耗定额 (15)4.5储库平衡 (17)4.5.1 物料的储存 (18)4.5.2 物料储存量 (18)4.5.3 堆棚、堆场的计算公式 (19)4.6 堆场、堆棚的计算 (19)4.6.1 石灰石预均化堆场 (19)4.6.2 辅助原料预均化堆场 (20)4.6.3 原煤堆场 (20)4.7 储库的计算 (21)4.7.1 石膏储库 (21)4.7.2 混合材储库 (21)4.7.3 生料均化库 (22)4.7.4 熟料库 (22)4.7.5 水泥库 (22)第5章主机平衡 (24)5.1计算要求主机小时产量 (24)5.2 主机设备选型 (25)5.2.1 石灰石破碎机选型 (25)5.2.2 生料磨选型 (26)5.2.3 回转窑选型 (27)5.2.4 煤磨选型 (29)5.2.5 水泥磨机选型 (30)5.2.6 包装机选型 (31)第6章重点窑尾 (34)6.1旋风预热器级数的选择 (34)6.2 窑尾车间工艺流程 (35)6.3 窑尾工艺参数的确定 (35)6.3.1 进入预热器生料量 (36)6.3.2 系统气体量计算 (37)6.4旋风预热器结构尺寸的确定 (42)6.4.1各级旋风筒分离效率 (42)6.4.2旋风筒直径的确定 (42)6.4.3 分解炉规格的确定 (44)第七章生产质量控制系统与说说明 (46)7.1生产质量控制网点图 (46)7.2全厂生产质量控制表 (47)结论 (51)谢辞 (52)参考文献 (53)外文资料翻译 (53)前言水泥是建筑工业三大基本材料之一,可广泛用于民用、工业、农业、水利、交通和军事等工程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日产7000吨熟料预分解窑的分解炉设计1 原料配比计算1.1煤的低位发热量计算1.1.1燃料煤的原始资料1.1.2低位发热量计算. 3391030109()25 =33962.59+1030 4.20-109-0.31-25 1.01=24667.5(kJ/kg-)net ad ad ad ad ad adQ C H O S M =+---⨯⨯⨯⨯(8.12)煤1.2煤灰掺入量计算根据参考文献[1]中p175相关知识,取水泥熟料的实际形成热q = 2900kJ/kg -熟料,取煤灰沉落率%100 =S ,可知:100290022.6110010024667.52.66%ad A net adqA SG Q =⨯⨯=⨯=,1.3配料方案原始数据1.3.1率值、热耗预设查阅参考文献[1] 中p174相关信息,预设:KH = 0.90,SM = 2.30,IM = 1.70,∑=97.5%1.3.2熟料成分预算23100%(2.81)(1) 2.65 1.3597.50100%(2.80.901)(1.701) 2.30 2.65 1.7 1.353.52%Fe O KH IM SM IM ∑=⨯++++=⨯⨯+⨯+⨯+⨯+=2323 () 1.7 3.52% 5.98%Al O IM Fe O ==⨯= 22323 () 2.2(5.98% 3.52%) 21.85%SiO SM Al O Fe O =+=⨯+= 22323 () 97.50%(21.85%+5.98%+3.52%) 66.15%CaO SiO Al O Fe O =∑-++=-= 1.4递减试凑求配合比过程1.4.1原料的原始资料1.4.2递减试凑过程及核算熟料化学成分与率值根据参考文献[1]中176页的相关知识,利用递减配料计算如下:表1-3 递减法配料计算表(以100kg 熟料为基准)1.4.3配合比计算 1.4.3.1干物料配比及烧失量计算根据上表可求煅烧100kg 熟料所需各种干原料用量为:石灰石 = 121.12kg 粘土 = 27.15kg 铁粉 = 2.52kg各种原料配合比为:121.12100%121.1227.15 2.5280.32%=⨯++=石灰石 27.15100%121.1227.15 2.5218.01%=⨯++=粘土2.52100%121.1227.15 2.521.67%=⨯++=铁粉干生料烧失量Ls=⨯∑各原料所占百分比该原料的烧失量=80.32%43.13%18.01% 4.32% 1.67% 1.25%=35.44%⨯+⨯+⨯1.4.3.2湿物料配比及水分计算各种湿生料用量=1-各种干生料用量各种湿生料含水率湿生料总含水率Ws=*∑各原料所占百分比该原料的含水率=80.28%×1.0%+18.00%×1.0%+1.72%×4.0%=1.052%各种物料损失均按3%计算,所以不影响各组分的含量。
2物料平衡与热平衡计算: 2.1原始资料⑴物料化学组成.见下表⑵ 燃料组成,元素分析见下表⑶ 温度a. 入预热器生料温度:50℃;b. 入窑回灰温度:50℃;c. 入窑一次空气温度:30℃;d. 入窑二次空气温度:1300℃;e. 环境温度:30℃;f. 入窑、分解炉燃料温度:60℃;g. 入分解炉三次空气温度:1100℃;h. 气力提升泵输送生料空气温度:50℃; i. 熟料出窑温度:1360℃; j. 废气出预热器温度:290℃; k. 飞灰出预热器温度:330℃; ⑷ 入窑风量比(%)分别取K 1=8,K 2=90,K 3=2; ⑸ 燃料比(%)回转窑(Ky ):分解炉(K F )=40:60; ⑹ 出预热器飞灰量:0.1 kg/kg 熟料; ⑺ 出预热器飞灰烧失量:35.0%; ⑻ 各处过剩空气系数:窑尾:y α=1.05 分解炉混合室出口:L α=1.15 预热器出口:f α=1.3; 其中:预热器漏风量占理论空气量的比例4K =0.1,气力提升泵喂料带入空气量占理论空气量的比例5K =0.09,折合料风比为19.8 kg/Nm ³;⑼ 分解炉及窑尾漏气量(包括分解炉一次空气量)占分解炉用燃料理论空气量的比例6K =0.05;⑽ 电收尘和增湿塔综合收尘效率为99.99%; ⑾ 系统表面散热损失:430 kJ/kg 熟料; ⑿ 生料水分含量:1.052%;⒀ 窑的日产量:7000t/d(或291.667t/h)。
2.2物料平衡计算基准:1kg 熟料,温度:0℃。
范围:回转窑+分解炉+预热器系统。
根据确定的基准和范围,绘制物料平衡图如下:图1 物料平衡图2.2.1收入项目按参考文献[2] 118页中的方法,可知: 2.2.1.1燃料总消耗量:m r (kg/kg 熟料)① 窑头燃料量:0.40(kg/kg )yr y rr m K m m ==-熟料② 分解炉燃料量:0.60(kg/kg )Fr F rr m K m m ==-熟料2.2.1.2生料消耗量、入预热器物料量 ⑴ 干生料理论消耗量:10010010022.61110035.441.5490.350(kg/kg )r ad gsL sr r m A m L m m α-=--⨯⨯=-=--熟料 式中:α——燃料飞灰掺入量,取100%。
⑵ 出电收尘飞损量及回灰量:(1) 0.1(10.999) 0.0001(kg/kg )Fh fh m m η=-=⨯-=-熟料0.10.0001 0.10(kg/kg )yh fh Fh m m m =-=-=-熟料⑶ 考虑飞损后干生料实际消耗量:fh s100-L 100-L 10035.0(1.5490.350)0.000110035.441.5490.350(kg/kg )gs gsL Fhr r m m m m m =+-=-+⨯-=--熟料⑷ 考虑飞损后湿生料实际消耗量:100 100100(1.5490.350)100 1.0521.5650.354(kg/kg )s gs sr r m m W m m =⨯-=-⨯-=--熟料⑸ 入预热器物料量:1.5650.3540.10 1.6650.354(kg/kg )s yhr r m m m m =+=-+=--入预热器生料量熟料2.2.1.3入窑系统空气量根据参考文献[3] 242 页中介绍的计算方法: ⑴ 燃料燃烧理论空气量:3 0.089C 0.2670.033() 0.08962.59+0.267 4.20+0.033(0.31-8.12) 6.434(Nm /kg )LKad ad ad ad V H S O '=++-=⨯⨯⨯=-煤`LK 1.293 6.434 1.293 8.319(kg/kg )LKm V '=⨯=⨯=-煤⑵ 入窑实际干空气量:yK 3 1.05 6.4340.40 2.702(Nm /kg )y LKyr y LKy r r r V V m V K m m m αα'='==⨯⨯=-煤1.293 1.2932.7023.494(kg/kg )a yk rr m V m m =⨯=⨯=-熟料其中,入窑一次空气量,二次空气量及漏风量:11yK3 0.08 2.702 0.216(Nm /kg )yk rr V K V m m ==⨯=-熟料22yK3 0.90 2.702 2.432(Nm /kg )yk rr V K V m m ==⨯=-熟料13yK3 0.02 2.702 0.054(Nm /kg )LOK rr V K V m m ==⨯=-熟料⑶ 分解炉从冷却机抽空气量: ① 出分解炉混合室过剩空气量:13 (1) (1.151) 6.434 0.965(Nm /kg )L LKr rr V V m m m α'=-=-⨯=-熟料② 分解炉燃料燃烧空气量: 23 6.4340.60 3.860(Nm /kg )LKFr LKF r rr V V m V K m m m '='==⨯⨯=-熟料③ 窑尾过剩空气量:3r 3 (1) (1) (1.051) 6.4340.40 0.129(Nm /kg )y LK yr y LKy r r V V m V K m m m αα'=-'=-=-⨯⨯=-熟料④ 分解炉及窑尾漏入的空气量: 4663 0.05 6.4340.60 0.193(Nm /kg )LKFr LKF r r r V K V m K V K m m m '='==⨯⨯=-熟料⑤ 分解炉从冷却机抽空气量:312343 0.965 3.8600.1290.193 4.503(Nm /kg )F K r r r r r V V V V V m m m m m =+--=+--=-熟料 33 1.293 1.293 4.503 5.822(kg/kg )F K F K rr m V m m =⨯=⨯=-熟料⑥气力提升泵喂料带入空气量:53 0.09 6.434 0.579(Nm /kg )sk LKr rr V K V m m m '==⨯=-熟料1.293 1.2930.579 0.749(kg/kg )sk sk rr m V m m =⨯=⨯=-熟料⑦ 漏入空气量: 预热器漏入空气量:543 0.10 6.434 0.643(Nm /kg )LKr rr V K V m m m '==⨯=-熟料窑尾系统漏入空气总量:2453 0.1930.643 0.836(Nm /kg )LOK r rr V V V m m m =+=+=-熟料22 1.293 1.2930.836 1.081(kg/kg )LOK LOK rr m V m m =⨯=⨯=-熟料⑷全系统漏入空气总量:123 0.0540.836 0.890(Nm /kg )LOK LOK LOK r rr V V V m m m =+=+=-熟料1.293 1.2930.890 1.151(kg/kg )LOK LOK rr m V m m =⨯=⨯=-熟料2.2.2支出项目2.2.2.1熟料量:M sh = 1kg2.2.2.2出预热器废气量⑴ 生料中物理水含量:1001.052(1.5650.354)1000.01650.00372(kg/kg )s ws sr r W m m m m ==-⨯=--熟料30.8040.01650.003720.8040.02050.00463(Nm /kg )ws ws rr m V m m =-==--熟料 ⑵ 生料中化学水含量:23 0.00353 0.00353(1.5490.350) 3.546 0.01940.0048(kg/kg )shs gs r r m m Al O m m ==⨯-⨯=--熟料 30.8040.01940.004380.8040.02410.00545(Nm /kg )hs hs rr m V m m =-==--熟料 ⑶ 生料分解放出CO 2气体量:222 4444 43.140.595640.334.54CO CO ssCaOMgOM M CO CaO MgO M M =+=⨯+⨯=2210010034.5435.0(1.5490.350)0.00041001000.5350.121(kg/kg ) fh s CO gsffr r L CO m m m m m =-=-⨯-⨯=--熟料 2231.9770.5350.121 1.9770.1790.0612(Nm /kg )s COs CO rr m Vm m =-==--熟料⑷燃料燃烧生成理论烟气量:2322.41001262.590.224121.168(Nm /kg )r adCO rrr C V m m m =⨯=⨯=-熟料 2 0.790.224281.16(0.79 6.9190.224)285.092(kg/kg )r adN LKr r r r N V V m m m m '=+⨯=⨯+⨯=-熟料23M 4.20 1.010.224()0.224()2182180.483(Nm /kg )r ad ad H Or rr H V m m m =+=+=-熟料 23SO 0.31V 0.2240.2240.00217(Nm /kg )3232rad r r r S m m m =⨯=⨯=-熟料 2222O 3(1.168 5.0920.4830.00217)6.745(Nm /kg )r r r r r CO N H SOr r V V V V V m m =+++=+++=-熟料 `3LK (1)(8.31910.2261)9.093(Nm /kg )100r adr r r A m m m m m =+-=+-=-熟料 ⑸ 烟气中过剩空气量:03 (1) (1.31) 6.434 1.930(Nm /kg )k f a r rr V V m m m α=-=-⨯=-熟料1.293 1.930 1.2932.495(kg/kg )k k r r m V m m =⨯=⨯=-熟料其中:230.79 0.79 1.930 1.525(Nm /kg )k kN rr V V m m ==⨯=-熟料222822.4281.52522.41.906(kg/kg )k k N N r r m V m m =⨯=⨯=-熟料230.21 0.21 1.906 0.400(Nm /kg )k kO rr V V m m ==⨯=-熟料223222.4320.40022.40.571(kg/kg )k k O O r r m V m m =⨯=⨯=-熟料⑹ 总废气量:222223 (0.1790.0612 1.168)(5.092 1.525)(0.02050.004630.02410.004450.483)0.4000.00217 0.2248.600(Nm /kg )f CO N H O O SO r r r rr r r rr V V V V V V m m m m m m m m m =++++=-++++-+-+++=+-熟料2.2.2.3出预热器飞灰量0.100(kJ/kg )fh m =-熟料2.3热量平衡计算按参考文献[2] 121 页中的方法,可知:图2 热平衡图2.3.1收入项目根据文献[8]中相关知识计算:2.3.1.1燃料燃烧化学热24667.5(kJ/kg )rR r net adr Q m Q m ==-,熟料2.3.1.2燃料带入物理热1.15460 69.240(kJ/kg )r r r rr r Q m C t m m ==⨯⨯=-熟料(0~60℃时熟料平均比热C r = 1.154kJ/kg·℃)2.3.1.3生料带入物理热[] () (1.5490.350)0.878(0.02050.00463) 4.18250 72.28816.333(kJ/kg )s gs s ws w sr r r Q m C m C t m m m =+=-⨯+-⨯⨯=--熟料 (0~50℃时,水的平均比热C w = 4.182kJ/kg·℃,干生料平均比热C s =0.878kJ/kg熟料)2.3.1.4入窑回灰带入热量0.1000.83650 4.180(kJ/kg )yh yh yh yhQ m C t ==⨯⨯=-熟料(0~50℃时,回灰平均比热C yh = 0.836 kJ/kg·℃)2.3.1.5空气带入热量⑴ 入窑一次风温:1111yK 11 0.08 0.08 2.702 1.29830 8.417(kJ/kg )y k y k y k y ky k y kr r Q V C t V C t m m ===⨯⨯⨯=-熟料(0~30℃时,空气平均比热C y1k = 1.298 kJ/Nm3·℃) ⑵ 入窑二次风温:222222 0.90 0.90 2.702 1.4431300 4561.814(kJ/kg )y k y k y k y kyK y k y kr r Q V C t V C t m m ===⨯⨯⨯=-熟料(0~1300℃时,空气平均比热C y2k = 1.443 kJ/Nm3·℃) ⑶ 入分解炉三次风温:3333 4.503 1.4221100 7043.593(kJ/kg )F K F K F K F Kr r Q V C t m m ==⨯⨯=-熟料(0~1100℃时,空气平均比热C F2K = 1.422 kJ/Nm3·℃) ⑷ 气力提升泵喂料空气带入热量:0.579 1.29950 37.606(kJ/kg )sk sk sk skr r Q V C t m m ==⨯⨯=-熟料(0~50℃时,空气平均比热C sk = 1.299kJ/Nm3·℃) ⑸ 系统漏风带入热量:0.890 1.29830 34.657(kJ/kg )LOK LOK LOK LOKr r Q V C t m m ==⨯⨯=-熟料(0~30℃时,空气平均比热C LOK = 1.298kJ/Nm3·℃)2.3.1.6总收入热量122 24667.569.240(72.28816.333) 4.180 8.417 4561.8147043.59337.60634.67 76.46836406.495(kJ/kg )zs rR r s yh y h y k F k sk LOK r r r r r r r r r Q Q Q Q Q Q Q Q Q Q m m m m m m m m m =++++++++=++-++++++=+-熟料2.3.2支出项目2.3.2.1熟料形成热按参考文献[2] 121 页中的方法2322322223317.1927.1032.0121.40 2.47107.90()71.06()83.64() 17.19 6.09127.100.94932.0166.752 21.4022.0122.47sh sh sh sh shsh Al O MgO CaO SiO Fe O sh s sh s sh sNaO NaO KO KO SO SO Q m m m m m m m m m m m =++------+-=⨯+⨯+⨯-⨯-⨯3.565107.90(0.3010.193)71.06(0.2740.175)83.64(0.0560) 1805.734(kJ/kg )-⨯--⨯-+⨯-=-熟料 2.3.2.2蒸发生料中水分耗热量() (0.01650.003720.01940.00438)2380 85.44219.278(kJ/kg )ss ws hs qhr r r Q m m q m m m =+=-+-⨯=--熟料 (50℃时,水的汽化热q qh = 2380kJ/kg )2.3.2.3废气带走热量22222222220 [(0.179+1.107) 1.870+6.617 1.310(0.04460473)1.5300.400 1.3510.00217 1.950]290 116.8613502.722(kJ/kg )f CO CO N N H H O O O SO SO fr r r r r r Q V C V C V C V C V C t m m m m m m =++++=⨯⨯++⨯+⨯+⨯=+-()熟料(0~290℃时,CO 2、N 2、H 2O 、O 2、SO 2平均比热分别为1.870kJ/kg·℃、1.310 kJ/kg·℃、1.530 kJ/kg·℃、1.351kJ/kg·℃、1.950kJ/kg·℃) 2.3.2.4出窑熟料带走热量1 1 1.0781360 1466.08(kJ/kg )ysh sh shQ C t =⨯=⨯⨯=-熟料(0~1360℃时,熟料平均比热C sh = 1.078kJ/kg·℃)2.3.2.5出预热器飞灰带走热量0.1000.895330 29.535(kJ/kg )fh fh fh fhQ m C t ==⨯⨯=-熟料(0~330℃时,飞灰平均比热C fh = 0.895kJ/kg·℃)2.3.2.6系统表面散热损失根据相关资料,设定:430(kJ/kg )B Q =-熟料2.3.2.7支出总热量1805.734(85.44219.278)(116.8613502.722)1466.0829.535430 3933.6723483.444(kJ/kg )zc sh ss f ysh fh Br r r Q Q Q Q Q Q Q m m m =+++++=+-+++++=+-熟料2.3.3列出收支热量平衡方程式zc zs Q Q =76.46836406.495 3933.6723483.444r r m m +=+0.1172(kJ/kg )r m =-求得:熟料。