SIP制作作业指导书
标准作业指导书(S.O.P.)制作要领

标准作业指导书(S.O.P.) 制作要领1000字标准作业指导书(S.O.P.)是企业管理中常用的工具,旨在规范和统一企业的操作流程。
通过制作好的S.O.P.,可以引导员工按照标准的操作流程开展工作,提高工作效率和质量,降低失误率。
下面就S.O.P.制作的要领进行详细讲解:一、明确制作目标制作S.O.P.前,要明确制作目的,即为了解决企业的哪些问题,提供给哪些人使用。
通常分为以下几种:1. 操作指引类:旨在规范企业的操作流程,提高操作标准化程度。
2. 安全操作类:为保障员工及设备安全,确保生产过程中不会发生意外事故。
3. 职责说明类:明确员工岗位职责、权限与责任,避免工作中的不必要麻烦和纠纷。
二、收集和整理信息制作S.O.P.时,需要收集和整理相关信息。
这些信息通常来自现场观察、问卷调查、现有文档等多种来源。
按以下步骤进行:1. 确认操作流程对操作流程进行现场观察和记录,包括每个操作步骤、所需时间、各种设备使用情况等。
2. 确认岗位职责明确各个岗位的职责与任务。
可以通过问卷调查、访谈等方式来获取相关信息。
3. 收集现有文档收集与操作流程相关的现有文档,如操作手册、安全流程、设备维护记录等。
三、撰写S.O.P.制作S.O.P.时,要注意以下方面:1. 简明扼要S.O.P.要清晰简明,通俗易懂。
一般按照过程顺序、层级结构进行撰写,利用有序列表、流程图、图片等方式来展示操作流程。
2. 统一格式为提高S.O.P.可读性和可用性,同一类S.O.P.要使用统一的格式。
可以设计公司专属的S.O.P.标准格式,并准确地记录S.O.P.的版本信息,以便后期修订。
3. 定期更新操作流程随着时间的推移可能会发生变化,因此S.O.P.制作后应定期进行更新。
要定期全面的检查、评估、修订,以确保S.O.P.的有效性和可靠性,防止出现瑕疵影响工作效率和质量。
四、发布和使用制作好S.O.P.后,应该在公司内部进行宣传、培训和应用,确保S.O.P.的直接受益人员都有所了解。
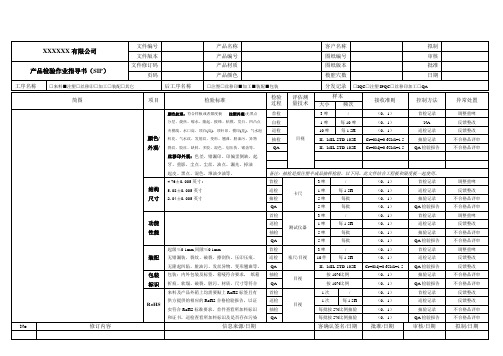
注塑部品SIP标准作业指导书样式

客户
注塑部品检查基准书(SIP)
品
名
产品颜色
品番
模具编号
模具取数
原料与型号
项目
检查内容
检查要领
使用工具 检验类别 重要度
样品核对
形状、结构、刻印等符合标准样板
E
FA/P/F/O 主要
表面状态
无污垢、异物ቤተ መጻሕፍቲ ባይዱ油类附着等
E
FA/P/F/O 主要
一般外观
符合外观品质基准
E
FA/P/F/O 主要
形状
与图面形状无不同
E
FA/P/F/O 主要
变形· 破损
无
E
FA/P/F/O 主要
裂纹·白化·短喷射
无
E
FA/P/F/O 主要
毛边量(含分型面) 外观检查
取毛边屑
0.1以下 无附着
E
FA/P/F/O 主要
E
FA/P/F/O 主要
浇口迹
凸0.5以下
E
FA/P/F/O 主要
色调
自然色
E
FA/P/F/O 主要
变更履
FQC
入库检查
外观AQL=0.65(ISO2859-1),尺寸抽检2模
历
A0
OQC
出货检查
外观:水准Ⅱ.AQL=0.65(ISO2859-1),尺寸检验的抽检数量N=2模
记号
变更 日期
变更内容
作成
审核
图面版本 日期
承认
记号
变更日 期
变更内容
作成
审核 承认 Q-038 VER:B
使用材料(型号) 使用材料(安规等
级) 顶针迹
POM UL94HB(HBF)以上认可品
SIP范本
10啤
每1.5H
(0,1)
巡检记录
反馈整改
料花、气水纹、发射纹、变形、翘曲、脏油污、异物
抽检
II,MIL-STD-105E
Cr=0Mj=0.65Mi=1.5
抽验记录
不合格品评审
裂纹、胶丝、缺料、多胶、混色、划压伤、锯齿等。
QA=0.65Mi=1.5
QA检验报告
巡检
1次
每1.5H
(0,1)
巡检记录
反馈整改
实符合RoHS标准要求。首件查看所加料标识
抽检
每批按5%比例抽验
(0,1)
抽验记录
不合格品评审
和证书,巡检查看所加料标识及是否存在污染
QA
每批按5%比例抽验
(0,1)
QA检验报告
不合格品评审
No.
修订内容
信息来源/日期
客确认签名/日期
批准/日期
审核/日期
拟制/日期
检验标准
检验过程
评估测量技术
样本
接收准则
控制方法
异常处置
大小
频次
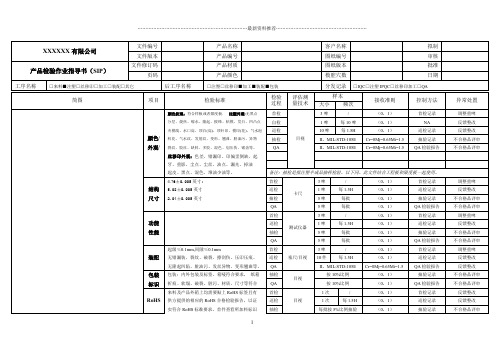
颜色/外观/
颜色纹理:符合样板或者限度板.注塑外观:无黑点
首检
目视
3啤
/
(0,1)
首检记录
调整重啤
分层、烧焦、缩水、隆起、披锋、粘模、发白、凹凸点
自检
1啤
每10啤
(0,1)
NA
反馈整改
夹模线、水口高、顶白(高)、顶针印、模印(花)、气水泡
XXXXXX有限公司
文件编号
产品名称
客户名称
拟制
文件版本
产品编号
图纸编号
审核
产品检验作业指导书(SIP)
sip标准作业指导书
sip标准作业指导书SIP标准作业指导书。
一、概述。
SIP(Session Initiation Protocol)是一种应用层控制协议,用于建立、修改和终止会话。
它可以用于多种类型的会话,包括音频、视频和即时消息。
SIP标准作业指导书旨在为使用SIP协议的人员提供详细的操作指南,以确保他们能够正确地使用SIP协议进行通信。
二、SIP基本原理。
SIP的基本原理是通过请求-应答模式来建立会话。
当一个用户希望建立一个会话时,他会发送一个INVITE请求给另一个用户。
另一个用户可以选择接受或拒绝这个请求。
如果请求被接受,会话就会建立起来,如果被拒绝,会话就不会建立。
在会话进行过程中,SIP还可以用于修改和终止会话。
三、SIP标准作业流程。
1. 准备工作。
在使用SIP协议进行通信之前,需要做一些准备工作。
首先,需要确保网络连接正常,确保网络设备支持SIP协议。
其次,需要配置SIP客户端,包括设置SIP 服务器地址、端口号等信息。
2. 建立会话。
当需要建立一个会话时,用户需要发送一个INVITE请求给对方。
在请求中需要包括对方的SIP地址、媒体类型等信息。
对方可以选择接受或拒绝请求,如果请求被接受,会话就会建立起来。
3. 修改会话。
在会话进行过程中,可能需要修改会话的一些参数,比如增加新的媒体流、修改编解码器等。
这时候,用户可以发送一个UPDATE请求给对方,对方可以选择接受或拒绝请求。
4. 终止会话。
当会话结束时,用户可以发送一个BYE请求给对方,对方接收到请求后会结束会话。
四、SIP标准作业注意事项。
1. 确保网络连接正常,确保网络设备支持SIP协议。
2. 配置SIP客户端时,确保设置了正确的SIP服务器地址、端口号等信息。
3. 在建立会话时,确保提供了正确的对方SIP地址、媒体类型等信息。
4. 在修改会话时,确保发送的UPDATE请求包含了正确的修改信息。
5. 在终止会话时,确保发送的BYE请求能够正确结束会话。
SIP范本精编版
丝移印外观:色差、错漏印、印偏歪倒缺、起
牙、重影、尘点、尘丝、油点、漏光、掉油
起皮、黑点、混色、堆油少油等。
备注:抽检是指注塑半成品抽样检验。以下同。此文件结合工程板和限度板一起使用。
结构尺寸
4.76±0.005英寸;
首检
卡尺
3啤
/
(0,1)
首检记录
调整重啤
5.08±0.005英寸
巡检
1啤
Байду номын сангаасQA检验报告
不合格品评审
装配
起级≤0.1mm,间隙≤0.1mm
首检
塞尺/目视
3啤
/
(0,1)
首检记录
调整重啤
无错漏装、裂纹、破裂、擦刮伤、压印压痕、
巡检
10件
每1.5H
(0,1)
巡检记录
反馈整改
无隆起凹陷、脏油污、发丝异物、变形翘曲等。
QA
II,MIL-STD-105E
Cr=0Mj=0.65Mi=1.5
检验标准
检验过程
评估测量技术
样本
接收准则
控制方法
异常处置
大小
频次
颜色/外观/
颜色纹理:符合样板或者限度板.注塑外观:无黑点
首检
目视
3啤
/
(0,1)
首检记录
调整重啤
分层、烧焦、缩水、隆起、披锋、粘模、发白、凹凸点
自检
1啤
每10啤
(0,1)
NA
反馈整改
夹模线、水口高、顶白(高)、顶针印、模印(花)、气水泡
每1.5H
(0,1)
巡检记录
反馈整改
2.04±0.005英寸
抽检
SIP制作作业指导书
目的:对SIP的制作进行规范化管理使其便于交流、使用、管理。
1.范围:生技课所制作发行之SIP。
2.权责单位:2.1.生技课:制作之SIP严格按照此规范执行。
3.名词定义:SIP:即为品质工程图,为产品品质检验之标准。
4.内容:4.1.线型4.1.1 轮廓线(可看得见),一律使用默认值(连续线,线宽默认)——白色;4.1.2 尺寸线,一律使用连续线,线宽用0.00毫米——绿色;4.1.3 看不见的轮廓,一律使用虚线,线宽用0.00毫米——灰色;4.1.4 中心线,一律使用点划线,线宽用0.00毫米——红色。
4.2.字体:4.2.1图中所有文字均用宋体,除图中标注尺寸中字体为TXT。
4.3.常用符号:C——倒角T——厚度 CA——清角SCALE——放大 M——螺牙4.4注意事项:4.4.1 图面绘制符合标准,采用第三角视图画法;4.4.2 图面严格采用1:1绘制,包括基准件截面形状;4.4.3 局部放大应标明原始位置,原始尺寸及放大比例;4.4.4 标注:1).位置、标注在最直观的视图上,让人一目了然;2).精度、依客户要求为主,厂内为参考(无特殊通知不可更改客户公差)3).标注基准统一,方便测量,满足功能,无累积误差。
4.4.5 图框:使用现行最新图框(如附件1:最新图框)4.4.6各客户的产品有不同之处需在图中表达清楚,有不明之处请勿自作主张,需向业务、生管、品管请教、询问,后再作决定,特别是产品品名料号须询问清楚;4.4.7 图面应清晰、有序,布局合理,美观大方!5. 制作流程:1).接受工程文控配布之临时图面;2).与开发段“可行评估”所确认之图面进行核对,如完全一至,则可进行进一步的制作。
如与开发段“可行评估”所确认之图面有差别,则需向工程文控反映,由工程文控反馈至营业,并追踪其与客户核实。
3).将“临时图面”转为我司内部之标准SIP格式,具体制作细则见:6. 图面制作细则4).SIP交由主管审核后发至工程文控处,由工程文控配布文管发行至品管、生管、生计(存档备查)。
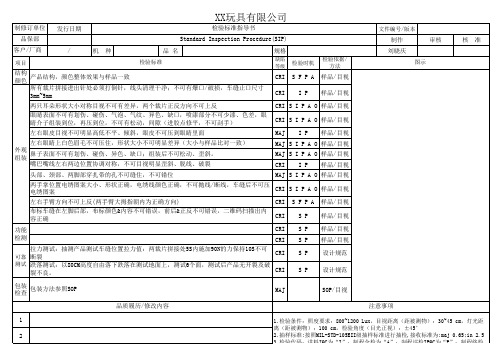
玩具公司检验作业指导书(SIP)
SP
设计规范
文件编号/版本 制作
刘晓庆
审核
图示
核准
包装 检查
包装方法参照SOP
MAJ
SOP/目视
品质履历/修改内容
注意事项
1
1.检验条件:照度要求:800~1200 Lux,目视距离(距被测物):30~45 cm,灯光距
离(距被测物):100 cm,检验角度(目光正视):±45°
2
2.抽样标准:按照MIL-STD-105EII级抽样标准进行抽检,接收标准为:maj 0.65;in 2.5
3.检验代码:进料IQC为“I”;制程全检为“A”;制程巡检IPQC为“P”;制程终检
FQC为“F”;出货OQC为“O”,首件及样品检验为“s”
1.检验条件:照度要求:800~1200 Lux,目视距离(距被测物):30~45 cm,灯光距
离(距被测物):100 cm,检验角度(目光正视):±45°
2.抽样标准:按照MIL-STD-105EII级抽样标准进行抽检,接收标准为:maj 0.65;in 2.5
3.检验代码:进料IQC为“I”;制程全检为“A”;制程巡检IPQC为“P”;制程终检
3
FQC为“F”;出货OQC为“O”,首件及样品检验为“s”
CRI
SP
样品/目视
功能 检测
CRI S P 样品/目视 CRI S P 样品/目视
拉力测试:抽测产品测试车缝位置拉力值:两裁片拼接处5S内施加90N的力保持10S不可 可靠 断裂
CRI
SP
设计规范
测试 跌落测试:以80CM高度自由落下跌落在测试地面上,测试6个面,测试后产品无开裂及破 裂不良。
CRI
头部、颈部、两脚部穿扎带的孔不可缝住,不可错位
SIP作业指导书

SIP作业指导书SIP作业指导书课程:SIP(软件工程实践)指导教师:XXX一、作业目的:本次作业的目的是让学生能够通过实际项目实践来熟悉和运用软件工程的基本概念和方法,培养学生团队合作和项目管理的能力,并锻炼学生的问题分析和解决能力。
二、作业要求:1. 学生们将分为若干个小组,每个小组3-5人。
2. 每个小组要选择一个软件项目,项目类型不限,但需在指导教师的审批范围内。
3. 每个小组需要按照软件工程的基本步骤进行项目开发,包括需求分析、系统设计、编码、测试和部署等阶段。
4. 每个阶段开发完毕后,小组需要提交相应的文档和代码,并向指导教师进行汇报。
5. 项目开发过程中,小组成员需要积极合作,充分发挥每个成员的潜力,相互协助解决问题。
6. 作业完成后,每个小组需要进行项目总结和经验分享。
三、作业分数评定:1. 项目策划、需求分析和系统设计:占总分的30%。
2. 代码实现和测试:占总分的40%。
3. 汇报和演示:占总分的20%。
4. 小组合作和项目进展情况:占总分的10%。
四、提交截止日期:作业的提交截止日期将在课程中确定,请同学们密切关注课程公告和指导教师的通知。
五、补充说明:1. 小组成员之间可以通过各种方式进行沟通和交流,包括在线聊天工具、电子邮件等,但不得泄露个人信息。
2. 作业中所需的文档和代码请按照指导教师的要求进行命名和格式要求。
3. 如遇到问题,请及时向指导教师进行咨询和求助,但不得直接向其他学生求助或索取他人的代码。
以上为SIP作业的指导书,请同学们按照要求完成作业,并在规定的时间内提交。
希望本次作业能够帮助各位同学提升软件工程实践能力,感谢大家的合作与努力!。
sip和sop的作业指导书
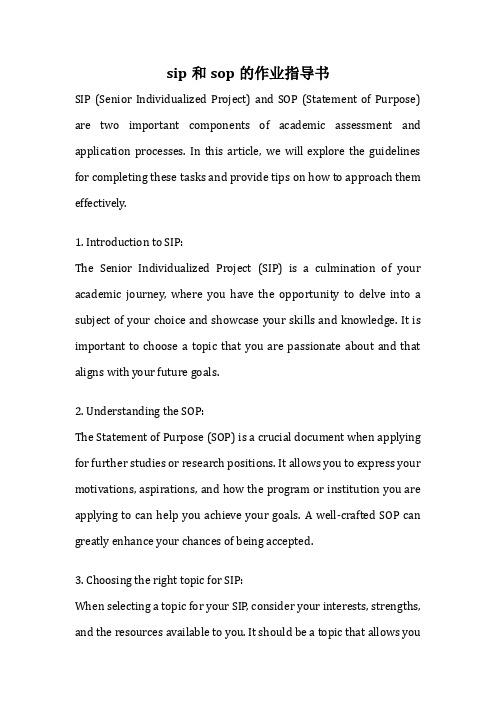
sip和sop的作业指导书SIP (Senior Individualized Project) and SOP (Statement of Purpose) are two important components of academic assessment and application processes. In this article, we will explore the guidelines for completing these tasks and provide tips on how to approach them effectively.1. Introduction to SIP:The Senior Individualized Project (SIP) is a culmination of your academic journey, where you have the opportunity to delve into a subject of your choice and showcase your skills and knowledge. It is important to choose a topic that you are passionate about and that aligns with your future goals.2. Understanding the SOP:The Statement of Purpose (SOP) is a crucial document when applying for further studies or research positions. It allows you to express your motivations, aspirations, and how the program or institution you are applying to can help you achieve your goals. A well-crafted SOP can greatly enhance your chances of being accepted.3. Choosing the right topic for SIP:When selecting a topic for your SIP, consider your interests, strengths, and the resources available to you. It should be a topic that allows youto demonstrate your expertise and passion. Conduct thorough research to ensure that your topic is unique and hasn't been extensively explored before.4. Structuring your SIP:To ensure a coherent and organized SIP, it is important to follow a logical structure. Divide your project into sections such as introduction, literature review, methodology, analysis, and conclusion. Each section should have a clear purpose and contribute to the overall understanding of your topic.5. Writing the SOP:When writing your SOP, start with a compelling introduction that grabs the reader's attention. Clearly state your objectives, including why you are interested in the program or institution and how it aligns with your career goals. Provide specific examples of your experiences, skills, and achievements that demonstrate your suitability for the program.6. Showcasing your uniqueness:Both the SIP and SOP should highlight your individuality and what sets you apart from other candidates. Share personal anecdotes, experiences, and challenges you have overcome. This will make your application more memorable and give the admissions committee aglimpse into your character and potential.7. Language and style:Pay attention to your writing style and language choices. Use a varied vocabulary to express your ideas effectively. Avoid clichés and overly formal language, as they can make your writing sound robotic. Aim for a natural and engaging tone that captures the reader's attention.8. Proofreading and editing:Before submitting your SIP or SOP, proofread and edit your work meticulously. Check for grammar, punctuation, and spelling errors. Ensure that your sentences and paragraphs flow smoothly and coherently. Seek feedback from mentors, teachers, or peers to get valuable insights and suggestions for improvement.9. Conclusion:Completing a SIP and writing an SOP are essential tasks that require careful planning, research, and strong communication skills. By following the guidelines provided and infusing your own unique voice and perspective, you can create compelling and impactful documents that showcase your abilities and potential.Remember, these projects are opportunities to showcase your passion, knowledge, and skills. Approach them with enthusiasm anddedication, and let your personality shine through. Good luck with your SIP and SOP!。
【最新推荐】sip指导书-范文模板 (5页)
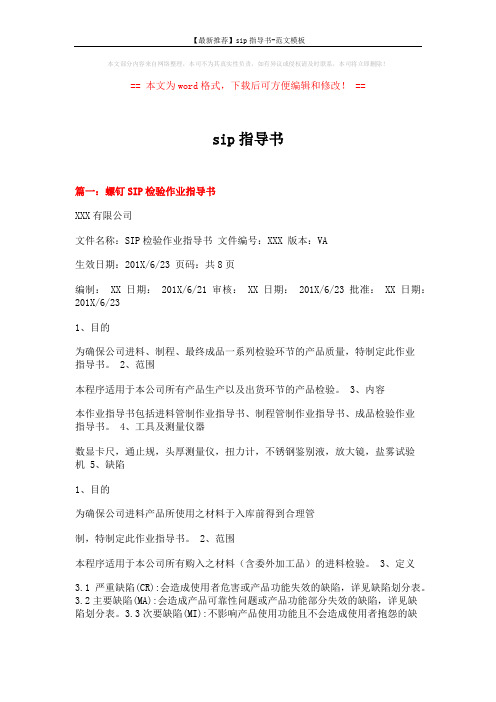
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==sip指导书篇一:螺钉SIP检验作业指导书XXX有限公司文件名称:SIP检验作业指导书文件编号:XXX 版本:VA生效日期:201X/6/23 页码:共8页编制: XX 日期: 201X/6/21 审核: XX 日期: 201X/6/23 批准: XX日期:201X/6/231、目的为确保公司进料、制程、最终成品一系列检验环节的产品质量,特制定此作业指导书。
2、范围本程序适用于本公司所有产品生产以及出货环节的产品检验。
3、内容本作业指导书包括进料管制作业指导书、制程管制作业指导书、成品检验作业指导书。
4、工具及测量仪器数显卡尺,通止规,头厚测量仪,扭力计,不锈钢鉴别液,放大镜,盐雾试验机 5、缺陷1、目的为确保公司进料产品所使用之材料于入库前得到合理管制,特制定此作业指导书。
2、范围本程序适用于本公司所有购入之材料(含委外加工品)的进料检验。
3、定义3.1严重缺陷(CR):会造成使用者危害或产品功能失效的缺陷,详见缺陷划分表。
3.2主要缺陷(MA):会造成产品可靠性问题或产品功能部分失效的缺陷,详见缺陷划分表。
3.3次要缺陷(MI):不影响产品使用功能且不会造成使用者抱怨的缺陷,详见缺陷划分表。
注:同一产品有二个以上缺点同时存在,概以其最高级的缺点判定。
4.1.1厂商交货时仓库人员依照供应商送货单点收无误后,将厂商送货单交与品管部检验,IQC根据MIL-STD-105E(11级)。
外观AQL=0.25 CR=0 MA=0.4MI=2.5与《产品检验规范》进行抽检,并将抽检结果记录于《进料检验记录表》,判定合格后加盖合格章交仓库人员办理入库手续。
判定不合格的,品检人员应张贴好不合格标签并注明原因,同时发出《品质异常处理单》至采购,相关部门确认签字无误后退回供应商。
生产车间检验操作指导书(SIP)
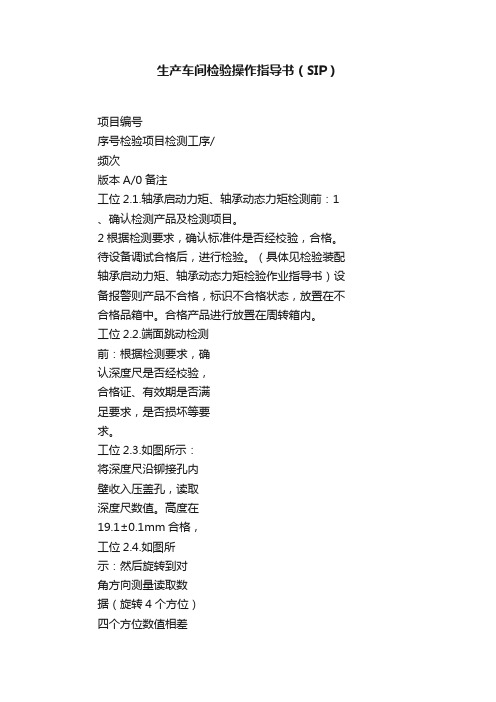
生产车间检验操作指导书(SIP)项目编号序号检验项目检测工序/频次版本A/0备注工位2.1.轴承启动力矩、轴承动态力矩检测前:1 、确认检测产品及检测项目。
2根据检测要求,确认标准件是否经校验,合格。
待设备调试合格后,进行检验。
(具体见检验装配轴承启动力矩、轴承动态力矩检验作业指导书)设备报警则产品不合格,标识不合格状态,放置在不合格品箱中。
合格产品进行放置在周转箱内。
工位2.2.端面跳动检测前:根据检测要求,确认深度尺是否经校验,合格证、有效期是否满足要求,是否损坏等要求。
工位2.3.如图所示:将深度尺沿铆接孔内壁收入压盖孔,读取深度尺数值。
高度在19.1±0.1mm合格,工位2.4.如图所示:然后旋转到对角方向测量读取数据(旋转4个方位)四个方位数值相差值在01mm之间为合格,合格件进行位置度检验工序。
1 21.铆接后游隙值-0.035~-~0.0052.端跳动:3.装配高60±0.24.端面平面度1.旋转力矩启动力矩≤1.7,动态扭矩≤1.32.齿圈距传感器安装面距离尺寸19±0.13.齿圈跳动装配流水线检验100%全检工位1.1.油隙检测前:1、确认检测产品及检测项目。
2根据检测要求,确认标准件是否经校验,合格。
待设备调试合格后,进行检验。
(具体见检验装配油隙检验作业指导书)设备报警则产品不合格,标识不合格状态,放置在不合格品箱中。
合格产品进行铆合端跳动检测。
工位1.2.铆合端跳动检测前:1、确认轴侧仪校准,并在有效期内。
2如图放置产品读取数值在±200um之间合格。
工位1.3.使用右手按顺时针方向旋转产品在旋转产品时,读取表针变化最大/最小值判定产品是否合格如:表针变化在0-30um之间为合格。
去四点数据在50um之间。
工位1.4.合格产品进行合套装配高、端面跳动检测,不合格在产品上标识好不合格位置并将产品放置在不合格品箱中隔离。
F537后轮毂轴承单元(15007091)SiP检验操作程序编审核:批准:日期:制:。
无菌线产品 CIP、SIP作业指导书

无菌线产品CIP、SIP作业指导书1.目的规定CIP、SIP操作程序,确保设备的清洗消毒达到理想效果。
2.适用范围适用于公司无菌线的UHT、无菌罐、无菌水供应系统、灌注系统和液氮供应系统在酸性饮料、中性饮料生产时的CIP、SIP清洗消毒要求。
3.职责3.1 生产部灌注操作员负责CIP 清洗液的配制和CIP、SIP的操作。
3.2 糖房操作员负责对无菌罐清洗液浓度的检测、无菌罐CIP过程监控及CIP清洗效果检查。
3.3 在线品控员负责对生产线清洗液浓度的检测、生产线CIP过程监控、CIP 清洗效果检查和SIP过程的监控。
3.4 QA经理对此文件的有效性负责。
4.定义无5.CIP 清洗步骤5.1 三步热碱清洗消毒程序5.1.1处理水冲净缸和管道残余饮料;5.1.2用浓度为 1.5%-3.0%、75℃以上的碱液循环至少 20 分钟;(GEA UHT2.0-3.0%≥75℃30分钟;water UHT、Filler、无菌罐 1.5-2.5% ≥75℃ 30 分钟);5.1.3处理水冲洗至无碱液残留。
备注:连续生产时间超过 84 小时,GEA UHT 需增加 30 分钟的 85℃热水洗。
5.2 五步碱酸清洗消毒程序5.2.1处理水冲净缸和管道残余饮料;5.2.2用浓度为 1.5%-3.0%、75℃以上的碱液循环至少 20 分钟;(GEA UHT2.0-3.0%≥80℃ 30 分钟;water UHT、Filler、无菌罐 1.5-2.5% ≥75℃ 30 分钟);5.2.3处理水冲洗至无碱液残留;5.2.4用浓度为 0.5%-3.0%、35℃以上的酸液循环至少 10 分钟;(GEA UHT1.0-3.0% ≥65℃30 分钟,water UHT、Filler 0.5-1.0% ≥65℃ 10 分钟,无菌罐 1.0-2.0% ≥65℃ 30分钟);5.2.5处理水冲洗至无酸液残留。
备注:连续生产时间超过 84 小时,GEA UHT 需增加 30 分钟的 85℃热水洗。
SIP---制造业产品制程检验标准精致模板

工具
检验规范(項目)
V 尺寸 依左表,依規定检具检验尺寸规格项目
V
P
P 外观 V 检验
V
P
功
能
测
试
抽检方式/數量
参阅检查类别描述 描述
工具
包 裝 检 验
随 附 文 件
工具 目检「A」、手测「H」、卡尺「V」、投影机「P」、塞规「PG」、深度规「B」、插拔力机「E」、显微鏡「S」 代碼 电子秤「W」、自制量具「G」、微欧姆计「Ω」、色卡「F」、安规「S」、投影仪「P」、其他「O」。成品图
FAI 首件检验
IPQC 制程检验
FQC 成品检验 变更日期
零件图、成品图 零件图 成品图
作業依據 变更內容
尺寸/外观抽样检验数 尺寸检验:塑料半成品每穴抽测1PCS (塑料原材免检尺寸,); 金属半成品随机抽检5PCS(金属原材取內/外圈段各5cm,依1、3、5cm处分三段两边进行量测) 包材类每批抽检验3个。
组装段:首件任取5PCS。
組裝段 - 检测频率:1次/每2HR。尺寸/功能检验抽样数-2PCS/次;外观检验抽样数-20PCS/每工站。
成品 - FQC尺寸外观检验随机任取5PCS。 变更者
核准
审核
制表
文件及其版本号
品名:
XXX公司
制程标准检验作业指导书
Specification In Process
料号:
SIP 版別
0
贴图和说明区
IQC 首件 IPQC FQC 项目 ●●● 1 ●●● 2 ●●● 3 ●●● 4 ●●● 5 ●●● 6 ●●● 7 ●●● 8
规格
负公差 正公差 良品标准范围 0.00 - 0.00 0.00 - 0.00 0.00 - 0.00 0.00 - 0.00 0.00 - 0.00 0.00 - 0.00 0.00 - 0.00
检验作业指导书SIP
版本 1.0第1页
银都铝业
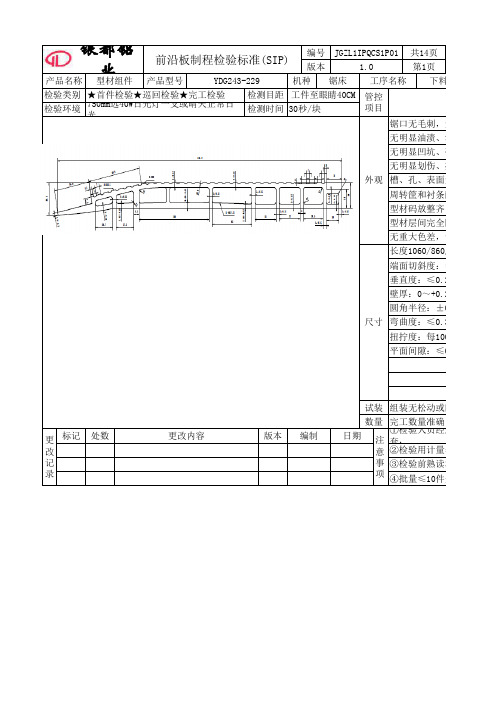
前沿板制程检验标准(SIP)
编号JGZL1IPQCS1P01共14页产品名称
型材组件
产品型号
YDG243-229
机种
锯床
工序名称
下料
检验环境
750mm远40W日光灯一支或晴天正常日
光
检测时间30秒/块
检验类别★首件检验★巡回检验★完工检验
检测目距工件至眼睛40CM 管控
项目管
槽、孔、表面无铝
周转筐和衬条配备无明显划伤、擦伤无明显凹坑、砂孔尺寸长度1060/860/66端面切斜度:≤2型材码放整齐,无型材层间完全隔离外观锯口无毛刺,无明无明显油渍、污渍垂直度:≤0.2mm 无重大色差,色泽弯曲度:≤0.3mm
扭拧度:每1000m 壁厚:0~+0.2mm 圆角半径:±0.5平面间隙:≤0.3
试装组装无松动或凹凸
数量完工数量准确
更改记录
标记
处数
更改内容
版本
编制
日期注意事项①检验人员经过专
套;
②检验用计量器具③检验前熟读相关④批量≤10件全检
;。
199作业指导书SIP

199作业指导书产品品称连体工序名称一工序使用工具文件编号版本一工序二工序 三工序 四工序 五工序六工序尺寸检验:①开粗后要求底面厚度:1.9±0.05② 内腔底部要平面:6.2±0.05③ 定位柱子:φ4.00+0.024 四周对称外观检验:1.目视比对样品,确认有无断刀;2.作业时轻拿轻放,不可有碰伤、撞伤等3.两边厚度对称核准:审核:制表:页次: OFA0电脑锣加工流程定位定位产品品称连体工序名称二工序使用工具文件编号版本一工序二工序 三工序 四工序 五工序六工序 尺寸检验:① 高度控制在7.85以上②长:124.23-0.04;宽:58.91+0.04; 100.84±0.02③ 装玻璃镜片处宽:10.51±0.02 ; 深度: 1.4±0.05;边厚:1.19-0.04;两边对称 ④φ1.7+0.05孔深:0.35±0.05; φ1.6±0.02孔深:1.0±0.05;孔边到一夹边距:4.43±0.05; 14.41±0.05⑤2-φ2.03±0.02; 孔中心距:11.7±0.05;孔边到一夹边:22.64±0.057.61±0.05⑥2-φ2.03±0.02; 孔中心距:15.69±0.05;孔边到一夹边:20.64±0.052.8±0.05外观检验:1.目视比对样品,确认有无断刀;2.作业时轻拿轻放,不可有碰伤、撞伤等3.两边厚度对称核准:审核:制表:页次: OF产品附图:A0电脑锣加工流程7.8以上1.4±0.0515.69±0.0520.64±0.0522.64±0.0514.41±0.0558.95-0.04产品品称连体工序名称三工序使用工具文件编号版本一工序二工序 三工序 四工序 五工序六工序 尺寸检验:① 边厚度:1.33-0.04 底部到内腔大平面:1.35+0.05;到TP大面:6.65±0.05② φ2.03±0.02; 孔深:1.05±0.05 ;φ1.8±0.02; 孔深:1.05±0.05③ 6-φ2.03±0.02; 孔深:1.4±0.05 φ2.03±0.02; 孔深:1.3±0.05④ φ2.03±0.02;孔深:1.45±0.05;到底部:3.38±0.05⑤ 二个注胶孔φ2.25±0.05; 内壁宽:49.5±0.05⑥ 5.20+0.1 产品总高:7.75+0.05 ⑦ 大柱子φ3.7±0.02; 小柱子2-φ0.8±0.02;⑧3个压钉孔厚度0.8+0.05 2个压钉孔厚度:0.6+0.05⑨φ2.03孔边到一夹边距离:13.83±0.05;另一夹边:32.40±0.05重点 ⑩开关键孔宽:3.95±0.05;到一夹边:5.5±0.05; 厚度:0.85±0.02;(此处沉台深:1.35±0.05)另宽度2.56处最 最薄处厚度:0.8±0.05;⑾ 上U1.6孔平面到底部:2.2±0.05;下U2.03孔平面到底部:2.05±0.05;卡托处平面到底部:2.56±0.05;外观检验:1.产品左右对称,刀纹光滑,不可有夹伤、变形等;2.作业时轻拿轻放,不可有碰伤、核准:审核:制表:页次: OF产品附图:A0电脑锣加工流程 3.目视对比样品、确认有无断刀-0.0413.83±0.05到底部2.2±0.05到底部2.05±0.05到底部2.56±0.05产品底部厚此处厚度:0.8产品品称连体工序名称四-五工序文件编号版本一工序二工序 三工序 四工序 五工序六工序尺寸检验: 中 ① φ2.03±0.02 深0.9+0.05 ;② φ2.03±0.02 深1.05±0.05;③孔到边: 3.7±0.05; 4.1±0.05; (此处为斜面注意测量方法)④孔中心到上U边 26.16±0.05; 29.80±0.05;(注意测量方法)⑤孔中心到下U边:25.46±0.05;其中两孔中心距:20.26±0.05另两孔中心距18.71±0.05上U ① 上U4-φ2.03±0.02 深1.05±0.05;孔中心到一夹边:4.18±0.05 ② 一夹边:16.81±0.05 ;两孔中心距:6.67±0.05开关键清角厚度:0.8±0.02,确保清角到位(上U孔距测量方法:用卡尺测量边距尺寸:15.83;另一边:20.45 用卡尺测量(卡尺一边靠紧中板)孔到平面斜边:3.75)外观检验: 1.产品左右对称,刀纹光滑,不可有夹伤、变形等; 2.作业时轻拿轻放,不可有碰伤、核准:审核:制表:页次: OF电脑锣加工流程 3.目视对比样品、确认有无断刀产品附图:A016.81±0.0525.46±0.0526.16±0.0529.80±0.054.1±0.053.7±0.0520.26±0.0518.71±0.0521.42±0.05φ2.03±0.02深1.05±0.05此处清角6.67±0.05台深:。
【优质文档】sip作业指导书-精选word文档 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==sip作业指导书篇一:螺钉SIP检验作业指导书XXX有限公司文件名称:SIP检验作业指导书文件编号:XXX 版本:VA生效日期:201X/6/23 页码:共8页编制: XX 日期: 201X/6/21 审核: XX 日期: 201X/6/23 批准: XX日期:201X/6/231、目的为确保公司进料、制程、最终成品一系列检验环节的产品质量,特制定此作业指导书。
2、范围本程序适用于本公司所有产品生产以及出货环节的产品检验。
3、内容本作业指导书包括进料管制作业指导书、制程管制作业指导书、成品检验作业指导书。
4、工具及测量仪器数显卡尺,通止规,头厚测量仪,扭力计,不锈钢鉴别液,放大镜,盐雾试验机 5、缺陷1、目的为确保公司进料产品所使用之材料于入库前得到合理管制,特制定此作业指导书。
2、范围本程序适用于本公司所有购入之材料(含委外加工品)的进料检验。
3、定义3.1严重缺陷(CR):会造成使用者危害或产品功能失效的缺陷,详见缺陷划分表。
3.2主要缺陷(MA):会造成产品可靠性问题或产品功能部分失效的缺陷,详见缺陷划分表。
3.3次要缺陷(MI):不影响产品使用功能且不会造成使用者抱怨的缺陷,详见缺陷划分表。
注:同一产品有二个以上缺点同时存在,概以其最高级的缺点判定。
4.1.1厂商交货时仓库人员依照供应商送货单点收无误后,将厂商送货单交与品管部检验,IQC根据MIL-STD-105E(11级)。
外观AQL=0.25 CR=0 MA=0.4MI=2.5与《产品检验规范》进行抽检,并将抽检结果记录于《进料检验记录表》,判定合格后加盖合格章交仓库人员办理入库手续。
判定不合格的,品检人员应张贴好不合格标签并注明原因,同时发出《品质异常处理单》至采购,相关部门确认签字无误后退回供应商。
SIP作业指导书
文件名称: 电阻器发行版本: A/0文件编号:Hnk-11-005发行日期:2011-5-29页次: 共1页制定此标准使我司进入管理规范化。
2.适用范围:适用于我司所有电阻器检验。
3.AQL抽值计划:CR:0.01 MAJ:0.65MIN:1.04.检验依据:样板、承认书、BOM 清单、作业指导书、ECN 变更单、联络单、客户要求。
5.检验工具:卡尺、万用表、LCR/数字电桥、恒温烙铁、6.外观检验:6.1 包装检验:来料外标识如名称、规格、数量、日期、型号、检验状况应符合我司采购订单要求。
每一批来料数量标识需与实物一致。
只允许一批数量只有一个尾数箱。
6.2 表面检验:电阻表面丝印清晰、不能有氧化、生锈、破裂、料盘包装需良好不能出现倒不出料、表面规格与实物不符、错料等现象。
7.尺寸检验:来料规格尺寸与BOM表清单要求尺寸一致。
如0402、0805、0603规格等不可出现来料尺寸与BOM表要求不符。
8.试装检验:电阻来料规格型号符合要求后对相应的PCB板进行试装检查是否符合要求.9.功能检验:来料用万用表、或LCR/数字电桥测量工具设备调至电阻档位“R”对电阻进行测试电阻阻值功能是否符合要求。
10.可焊性测试:用恒温烙铁调试温度为235±15℃在电阻引脚处加锡.可焊时间为3S引脚应上锡良好不可出现上不了锡或上锡不均匀现象。
11.不良缺陷分类:CR MAJ MIN√√√√√√√√√√制表: 审核: 批准:可焊性外观尺寸试装功能 2.电阻来料经与PCB板试装有轻微偏差但整体上不影响品质标准。
1.电阻经测试阻值不符要求或无阻值.2.电阻测试阻值有轻微偏下线但整机上不影响品质1.电阻引脚氧化、生锈经烙铁上锡后可焊性测试不2.电阻引脚有轻微氧化、生锈经烙铁上锡可焊性测试后可焊时间稍长。
能上锡.3.表面有轻微的印字不清晰、破损、氧化但不影响电性阻值功能和可焊性功能。
1.来料规格尺寸与BOM表要求规格尺寸不符。
标准检验指导书(SIP) (格式模板)
。
4
3.产品出模后来不及检验加工的有无摆放整齐。
5
4.检查作业员撒毛边时手法是否正确。
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深圳 圳市 市超 超人 人实 实业 业有 有限 限公 公司 司 SHEN ZHEN MINBO ELECTRONICS CO.,LTD.
文件编号 /版本
制作
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验标准样品目视菲林13需要做后工序喷油丝印电镀等加工的要注意出现的缺陷是否可以接受21参照工程图纸及样板为准
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
确认
审核
规格
本标准适用范围
生效日期
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺缺陷等级Leabharlann MAJ MAJ36
制程检验作业指导书SIP
**********有限公司
Shanghai ******** Co.,Ltd
批准日期
5
目视
制作:
审核:
批准:
制程检验指导书
颜色结构与封样件颜色、结构一致抽样标准A/00应用站别: IPQC
制定日期2008/11/30
HAN抽样标准HS-3-25-01一般正常水平AQL=0
包装
标识清楚,内容正确,数量见包装规范,不可混装或多装,少装等现象。
比对样品用检具测量
检具编号581
2序号
4轮廓尺寸2模/2H
HAN抽样标准HS-3-25-01一般正常水平AQL=0
备注
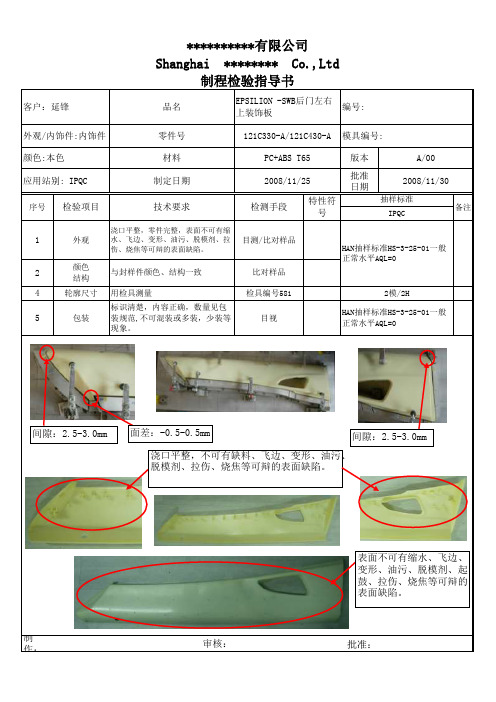
1外观浇口平整,零件完整,表面不可有缩水、飞边、变形、油污、脱模剂、拉伤、烧焦等可辩的表面缺陷。
目测/比对样品
检验项目
技术要求
客户:延锋品名外观/内饰件:内饰件零件号编号:EPSILION -SWB后门左右上装饰板
2008/11/25特性符号
检测手段
IPQC
模具编号:颜色:本色材料版本121C330-A/121C430-A
PC+ABS T65间隙:2.5-3.0mm 面差:-0.5-0.5mm
间隙:2.5-3.0mm
浇口平整,不可有缺料、飞边、变形、油污、脱模剂、拉伤、烧焦等可辩的表面缺陷。
表面不可有缩水、飞边、变形、油污、脱模剂、起鼓、拉伤、烧焦等可辩的表面缺陷。
、起的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目的:对SIP的制作进行规范化管理使其便于交流、使用、管理。
1.范围:
生技课所制作发行之SIP。
2.权责单位:
.生技课:制作之SIP严格按照此规范执行。
3.名词定义:
SIP:即为品质工程图,为产品品质检验之标准。
4.内容:
.线型
4.1.1轮廓线(可看得见),一律使用默认值(连续线,线宽
默认)——白色;
4.1.2尺寸线,一律使用连续线,线宽用毫米——绿色;
4.1.3看不见的轮廓,一律使用虚线,线宽用毫米——灰色;
4.1.4中心线,一律使用点划线,线宽用毫米——红色。
.字体:
4.2.1图中所有文字均用宋体,除图中标注尺寸中字体为TXT。
.常用符号:
C——倒角T——厚度CA——清角SCALE——放大M——螺牙
注意事项:
4.4.1图面绘制符合标准,采用第三角视图画法;
4.4.2图面严格采用1:1绘制,包括基准件截面形状;
4.4.3局部放大应标明原始位置,原始尺寸及放大比例;
4.4.4标注:
1).位置、标注在最直观的视图上,让人一目了然;
2).精度、依客户要求为主,厂内为参考(无特殊通
知不可更改客户公差)
3).标注基准统一,方便测量,满足功能,无累积误
差。
4.4.5图框:使用现行最新图框(如附件1:最新图框)
4.4.6各客户的产品有不同之处需在图中表达清楚,有不明之
处请勿自作主张,需向业务、生管、品管请教、询
问,后再作决定,特别是产品品名料号须询问清楚;
4.4.7图面应清晰、有序,布局合理,美观大方!
5.制作流程:
1).接受工程文控配布之临时图面;
2).与开发段“可行评估”所确认之图面进行核对,如完全一至,则可进行进一步的制作。
如与开发段“可行评估”所确认
之图面有差别,则需向工程文控反映,由工程文控反馈至
营业,并追踪其与客户核实。
3).将“临时图面”转为我司内部之标准SIP格式,具体制作细则见:6.图面制作细则
4).SIP交由主管审核后发至工程文控处,由工程文控配布文管发行至品管、生管、生计(存档备查)。
6.制作细则:
.流程的制定:
6.1.1无需外包处理的成品流程:架模→成型→IPQC→清洗
→FQC、包装→成仓
6.1.2需外包处理产品流程:架模→成型→IPQC→入委外仓
→外包处理→IQC、包装→成仓
6.1.3半成品多工序流程:架模→(开料、折弯……)→IPQC→
(下站折弯、冲孔…入半成品仓)
6.1.4覆膜类产品流程:架模→成型→IPQC→擦油污→
FQC、包装→成仓
6.1.5其他特殊产品流程需向设计、业务咨询
.品名、料号依gs02电脑中共享资料材料规格表(BOM表)为准.
.文件编号的编写依文件编码原则编写(如附件2:文件编号编码原则).
.产品尺寸公差以SJ06电脑中共享的成品图为主,客户图面做参考,有不同的地方要查明原因,每次发行SIP时必须与
SJ06电脑中的图纸及最新客户图纸对照,设计图面及客户
图保持一致!
.产品变更时:
6.5.1需版本变更,第一次、第二次、第三次......
6.5.2变更记录要记清楚,日期、变更者;
6.5.3在图中所变更之处注明1.第一次、2.第二次、第三
次......
6.5.4变更时必须有变更通知单、相关部门会签过的联络单或
部门经理级通知方可实施.
6.5.5多工件铆合需在图中注明各部件品名(料号),各部件
使用的材质、材料规格、使用数量及模号;
6.5.6所有铆合产品需在检查事项中注明拉拔力并列为管制项
目;
6.5.7富瑞产品需注名客户最新版本号,不清楚的版本号向业
务咨询.
6.5.8对于铆合件的凸包,孔径的配合公差必须核对清楚,特
别要注意配合的上下限公差是否合理.
6.5.9各类产品需将必要的外形尺寸、孔位尺寸、凸包位置、
压线位置尺寸标注出来.
6.5.10FIN类产品要注意片数及片数公差!需注明在图中!
6.5.11产品有平面度、平行度要求的要列为管制项目!
6.5.12弹片中除铆合用孔径有特定公差外,其余的过孔孔径
需给正公差!
6.5.13弹片孔位尺寸、铆合件外形孔位尺寸、FIN抽牙孔尺
寸、弹片高度尺寸、BLOCK外形孔位需用检具!
6.5.14不同产品的外观要求需区分清楚,铜类、铝类、不锈
钢类外观要求也不一样,FIN类、BLOCK类PLATE
类、COVER类要求需区分清楚.
6.5.15BLOCK、SPRING、PLATE产品有倒角时需列为管制项目.
6.5.16镀化镍的产品管制“符合低温焊锡制程,色泽均
匀”,阳极产品管制“色泽均匀,色泽以限制度样板
管制”。
7.附件
附件1:最新图框
附件2:文件编号编码原则
附件1:最新图框
附件2:文件编号编码原则。