锡膏厚度测试仪操作指引
锡膏测厚仪操作规程

锡膏测厚仪操作规程一、目的:测量SMT印刷工艺锡膏高度、体积;衡量印刷机工艺参数设置是否正确;提供印刷工序可信的SPC数据,证实印刷工艺的稳定性。
二、适用范围:SMT技术人员。
三、操作步骤:1、检查电脑与测量系统连接良好,电源连接正常。
2、开启电脑主机及测量系统。
3、当操作系统正常启动后,用鼠标双击桌面ASM图标,开启测试程序。
4、将待测PCB板放在工作台适当位置,找到要测试点,调节光源及镜头使图像清淅。
开启激光线并旋转调整机构,调整激光本和水平框線重叠达到适当焦距。
5、上下移动调整杆,当调整杆移到激光线反射光线中间处,可进行直接测量。
6、冻结影像[冻结影像]键,冻结影像,影像转换7、窗口设定/单点量测设定检测窗口或以以鼠标点出两点,两点定出位移量作成点量测纪录表8、检测参数设定T-High / T-Low / SMA /SMD9、显示与否Check Box [Display]10、Open/Close Image Check Box [Open]/[Close]11、厚度计算T-Low = 100~150, T-High=25512、面积计算T-Low = 100~150, T-High=180~22013、显示结果结果键/点量测纪录表/厚度分布结果14、打印结果打印/点量测纪录表/厚度分布结果/影像15、储存结果档案 储存点量测结果/工作文件/影像文件四、关机结束 STRONG,关闭操作窗口,退出控制软件,关闭电脑主机。
五、注意事项非指定人员严禁操作此机器,不可随意去触动机器各部件。
六、保养事项1、使用完毕后要把鼠标、键盘摆放在规定的位置,台面上要保持整洁,不可有杂物。
2、每班须对机器的表面进行清洁,除去灰尘等其它异物。
7.使用表单设备履历卡设备保养点检记录表设备维修申请单仪器、设备报废申请单设备履历卡填表日期: 年月日编号:机仪器设备保养记录表设备维修申请单仪器、设备报废申请单第一联:行政部(白)第二联:财务(蓝)锡膏测厚仪。
锡膏厚度测试仪操作与保养作业指导书
发行日期2019.2.20 修订日期2019.2.20 版本 A.0 页次2/31.目的:规范操作仪器。
2. 范围:SMT锡膏厚度测试人员。
3. 权责:无4. 定义:无5. 作业内容5.1仪器外观及功能介绍(如图1)电源指示灯镭射调节钮调焦钮电源开关图象放大器灯光调节钮工作平台圖15.2操作步驟5.2.1首先打開电脑主机电源开关,然後再打開兩台显示器开关。
5.2.2打開仪器左後側电源开关,前方藍色LED燈亮。
5.2.3双击桌面上圖示,進入操作主画面。
5.2.4 將待測PCB平放於工作平臺上,通過显示器上显示的圖像移動PCB位置,將所需測量位置移至紅色鐳射线上。
5.2.5 調節燈光調節鈕,將显示画面調至清晰狀態。
5.2.6 調節調焦鈕,將紅色鐳射线基準點調至显示器上正中心的基準线上(如圖2),然後點击操作画面中鍵將显示視窗中數值清零(如圖3)。
发行日期2019.2.20 修订日期2019.2.20 版本 A.0 页次3/3圖2 圖35.2.7然後再調節調焦鈕,將紅色鐳射线最頂點調至正中心的基準线上(如圖4)。
圖45.2.8 此時显示視窗中所显示的數值即為锡膏的厚度。
5.2.9 量測完毕,將PCB板從平臺上取出,並調節燈光調節鈕將燈光亮度調至最小。
5.2.10长时间不使用仪器的情況下需關閉仪器电源與电脑,並將插頭拔下。
5.3锡膏厚度测试仪日常保养规范:5.3.1保养所需工具:抹布、清潔水。
5.3.2保养方法:5.3.2.1 用干净的抹布將机台表面擦拭干净,個別髒的地方可以滴少許清潔水,然後用抹布擦拭干净。
5.3.2.2檢查机器运转是否正常。
5.3.2.3檢查电脑工作是否正常。
5.3.2.4檢查各螺絲是否有鬆動,螺杆是否有鬆動。
5.3.2.5日保养由每日白班IPQC按设备保养SOP內項目進行保养,並記錄於〔设备治工具日保养表〕,由QC組长進行最終確認。
6. 參考文件:无7. 使用表单:〔设备治工具日保养表〕8. 附件:无。
锡膏厚度测试仪操作指引-1
1.目的:为SMT锡膏厚度测试仪操作规范2.范围:适用于本厂SMT车间锡膏厚度测试仪 3.职责:SMT主管执行,SMT工程师,技术员,IPQC负责操作培训.4.内容: 4-1.开机4-1.1检查机器内部是否有异物,接通电源按下机身后电源按键,仪器开机系统进入Window桌面。
4-1.2双击桌面上的 图标,显示程序界面。
双击打开桌面BESTEMP-D200应用程序.4-2.生产4-2.1按以下步骤开始测试取产线印刷良品第1.2.3.4块PCB或每次开拉前需测2拼板(前刮刀和后刮刀各取1拼板)依次放入锡膏测厚仪中进行测试4-2.2 调整适宜待测锡膏板的轨道后从测试程序中点击 图标打开像机再次点击 开始测试。
4-2.3调整相机像距和红外线标线尺的距离,根据锡膏印刷面积选择要测试的区域,点击 开始测试数据。
4-2.4以上步骤完成后,就可点击此处查看测试结果。
然后依据<锡膏厚度测试仪测试规范》来判定检验之结果是符合印刷工艺要求。
4.3关机4-3.1回到测试软件主画面后。
4-3.2从“程序面”中点击“退出”让机器退出系统.4-3.3当机器提示:“Window正在关机”后即可关闭机器电源.5.安全操作注意事项:5.1不可二人或二人以上人员同时操作设备仪器.5.2机器运行过程中,不可将身体任何部位或其它任何物体伸入机器内。
5.3机器生产过程中,不可突然关闭电源,气源.5.4非SMT技术,检验人员不可随意更改生产程序或机器参数.5.5测试完毕应将测试良品标识放回产线。
AT-WI-02-03A/01/1版 次页 码文件编号质量体系作业指导东莞市安泰电子科技有限公司锡膏厚度测试仪操作指引制作:(签名/日期)审核:(签名/日期)批准:(签名/日期)。
锡膏厚度仪作业指导书
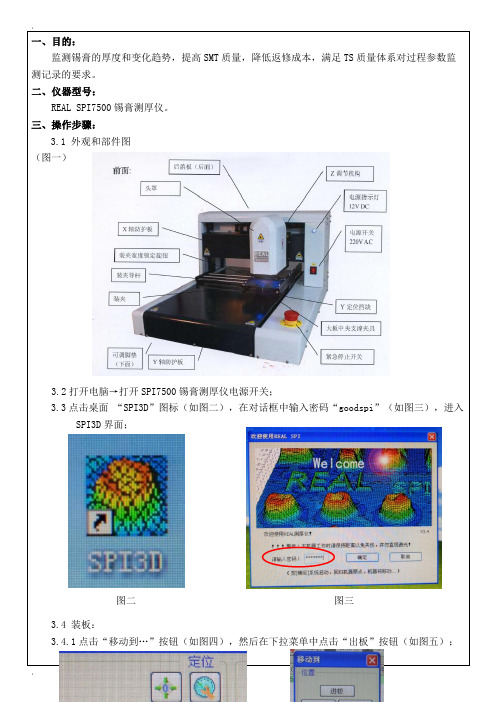
一、目的:监测锡膏的厚度和变化趋势,提高SMT质量,降低返修成本,满足TS质量体系对过程参数监测记录的要求。
二、仪器型号:REAL SPI7500锡膏测厚仪。
三、操作步骤:3.1 外观和部件图(图一)3.2打开电脑→打开SPI7500锡膏测厚仪电源开关;3.3点击桌面“SPI3D”图标(如图二),在对话框中输入密码“goodspi”(如图三),进入SPI3D界面;3.4 装板:图三图二3.4.2松开轨道锁定旋钮(如图六),根据PCB 的尺寸将轨道调整到合适的宽度,然后将PCB放入轨道,并将Y 定位挡块打到阻挡PCB 退出的位置(如图七);3.4.3点击“移动到…”下拉菜单中的“进板”按钮,将PCB 送入待检测位置(如图八);3.5 编程;3.5.1 新建程序:点击“新建程序”按钮(如图十),然后在对话框中输入与PCB 型号对应的程序名称(如图十一),再点击“保存”按钮; 图四图五图六图七图八图九X 轴Y 轴注意:每次放入PCB 的方向必须与(图九)所示的丝印文字方向保持一致,以便实物扫描的区域与自动测试程序的目标扫描区域保持一致。
3.5.2点击“编辑当前程序”按钮(如图十二);3.5.3输入PCB 尺寸等信息(如图十三),并确认其它参数无误后点击“确认”按钮(如十四、十五); 图十图十一图十二图十三用直尺测量PCB 板X 轴和Y 轴的尺寸(如图七标示的X 、Y 周方向,单位:mm )3.5.4寻找MARK 点:用鼠标左键点击导航图中PCB 板MARK 点的位置(如图十六),用鼠标右键点击显示画面中左下角的图像,将蓝色十字光标移动到MARK 点的中心位置(如图十七);3.5.5编辑MARK 点:点击“编辑标记1”按钮(如图十八),然后选择适当的照明颜色、曝光率、阈值(如图十九、二十),观察显示画面中MARK 点的识别效果达到最佳时(如图二十一),点击“应用/识别”按钮(如图二十),然后点击“确定”按钮完成第一个MARK 点的编辑,点击“编辑标记2”按钮,用同样的方法完成PCB 对边(对角/同侧)另一个MARK 点的编辑; 图十四图十五图十六图十七3.5.6识别MARK 点:2个MARK 点编辑完成后,点击“识别标记”按钮进行MARK 点识别(如图二十二),当提示“自动识别失败”时,需重新修正MARK 点识别参数或重新选取MARK 点; 3.5.7编辑扫描程序:点击“目标”按钮,在左下角的视图中框选需要测试的目标范围,然后点击“参照”按钮,选择4个参考点(如图二十三、二十四),原则上4个参考点应选择在靠近目标测试区域的较大的覆铜线路上,以减小测量误差,最后点击“自动寻焦”按钮(如图二十五)并使用方向键指定聚焦的平面(原则上选择PCB 的阻焊层作为聚焦平面);3.5.8添加扫描:目标测试区域和参考点选取后,点击“添加扫描”按钮,将目标添加到程序扫描顺序中,然后输入命名和拼板号,然后点击“应用编辑”按钮(如图二十六),完成1个目标测试区域的编辑,用同样的方法继续添加需要测试的目标区域,原则上每块拼板最少需要选择4个对角加1个中心作为目标测试区域,(备注:此处的命名指的是PCB 上的元器件名称(例如IC 用U1、U2……表示),拼板号代表的是程序的步骤,用自然数字1、2、3、4、5……表示),完成所需目标的添加后,点击“完成编辑”按钮,结束程序的编辑。
锡膏测厚仪操作规程
锡膏测厚仪操作规程一、目的:测量SMT印刷工艺锡膏高度、体积;衡量印刷机工艺参数设置是否正确;提供印刷工序可信的SPC数据,证实印刷工艺的稳定性。
二、适用范围:SMT技术人员。
三、操作步骤:1、检查电脑与测量系统连接良好,电源连接正常。
2、开启电脑主机及测量系统。
3、当操作系统正常启动后,用鼠标双击桌面ASM图标,开启测试程序。
4、将待测PCB板放在工作台适当位置,找到要测试点,调节光源及镜头使图像清淅。
开启激光线并旋转调整机构,调整激光本和水平框線重叠达到适当焦距。
5、上下移动调整杆,当调整杆移到激光线反射光线中间处,可进行直接测量。
6、冻结影像[冻结影像]键,冻结影像,影像转换7、窗口设定/单点量测设定检测窗口或以以鼠标点出两点,两点定出位移量作成点量测纪录表8、检测参数设定T-High / T-Low / SMA /SMD9、显示与否Check Box [Display]10、Open/Close Image Check Box [Open]/[Close]11、厚度计算T-Low = 100~150, T-High=25512、面积计算T-Low = 100~150, T-High=180~22013、显示结果结果键/点量测纪录表/厚度分布结果14、打印结果打印/点量测纪录表/厚度分布结果/影像15、储存结果档案 储存点量测结果/工作文件/影像文件四、关机结束 STRONG,关闭操作窗口,退出控制软件,关闭电脑主机。
五、注意事项非指定人员严禁操作此机器,不可随意去触动机器各部件。
六、保养事项1、使用完毕后要把鼠标、键盘摆放在规定的位置,台面上要保持整洁,不可有杂物。
2、每班须对机器的表面进行清洁,除去灰尘等其它异物。
7.使用表单设备履历卡设备保养点检记录表设备维修申请单仪器、设备报废申请单设备履历卡填表日期: 年月日编号:机仪器设备保养记录表设备维修申请单仪器、设备报废申请单第一联:行政部(白)第二联:财务(蓝)锡膏测厚仪。
锡膏厚度测试仪SPIDA操作指引
C
第 1 页 共 2 页
锡膏厚度测试仪(S. P. I .D .A) 二、 操作过程: 1. 打开电脑主机电源,进入“Windows XP” 操作界面。 2. 打开测试仪摄像头电源。 3. 操作界面上点击“Z Check” 图标,进入测试界面。 4. 将待测板放入水平测试平台上。 5. 按紧平台左下角按钮,移动板,按照工件指导选择测试点。 6. 调节平台上的上下、左右微调螺杆,精确位置。 7. 调节光圈上的放大档,在“Z Check” 中选择相应的档位。 8. 调节光圈上的放大焦距螺杆,直到看到清晰锡膏图像。 9. 鼠标的左、右键调节测量范围。(参照第二页附图) 10. 点击“Clear” 清除数据。 11. 点击“Z”,读取的Z数值便为锡膏厚度。(锡膏厚度应为0.006-0.008英寸) 12. 重复操作测试五个不同点。 13. 关机时,先关掉“Z Check”软件,再关摄像头电源,最后关机。 三、 过程要求: 1. 2. 3. 4. 5. 四、 注意事项: 1. 背景光和灯光可调,为延长使用寿命,少用强光。 2. 操作员无调校摄像头的权限。 五、 文字记录: 《锡膏厚度测试记录表》 须打开摄像头电源,再激活“Z Check” 程序。 摄像头上的档位与“Z Check”选择的档位须一致。 使用左右键限定范围时,须两线夹测试线于中间。 注意保护被测量的PCB板。 测量值必须在规定范围内,否则需经工人员调试直到OK为止。
DOC TYPE 文件類別 :
WORKING IN STRUCTION 工 作 指 导
DOC. NO. 文件號 :
FILE 文件名稱:
锡膏厚度测试仪SPIDA 操作指示
MODEL 適用型號:
BD-02-GE0061
PAGE 頁碼: PAGE OF
锡膏测厚仪-L6000操作手册

介绍感谢您购买 LASCAN® L6000 锡膏厚度测试仪此介绍的目的是向您介绍该系统并且使您能够尽快能使用该设备。
请注意可以向各区代理商处获得更多更详细的参数资料,新产品信息,及应用信息。
使用注意事项移动该设备时,必须保护好该设备的光学部件及运动部件。
先开电脑,后开设备电源, 然后再启动L6000主体软件。
软件运行后,设备3轴自动复位,届时请不要碰触机器除了前部工作台以外的任何地方。
L6000 锡膏厚度测试仪标准配置所含设备及部件Lascan L6000 主机 1 台标准高度校正块 1个USB 视频线 1条232 串口控制线 1条标准电源线 1条电脑软件光盘 1个操作手册 1本L6000系统安装首先确认电脑系统是否符合在此手册最后的最低电脑配置要求;用USB视频线将PC后面的USB接口与L6000主机的USB接口连接 ;用串口控制线将PC后面的COM‐1口与L6000主机的232接口连接;将软件狗插入PC的USB口。
将L6000主机连接上电源;必须使用2平方毫米以上的线与L6000主机的线相接驳。
地线必须连接。
在安装开始前,尽量关闭所有其他应用软件;安装过程如下:将光盘放入CDROM,关上CDROM;如果自动安装系统没有启动请按如下操作:打开光盘执行SETUP文件。
1.X方向运动轴2.Y方向运动轴3.光学结构头部4.产品放置平台5.急停开关6.后盖1.主按键栏2.主显示界面3.数据结果栏4.产品名称栏5.模式切换栏6.坐标位置栏7.3D图像栏8.辅助按键栏第一章 界面功能介绍1.新建产品按键新建一个产品的检测程序2.选择产品按键打开一个产品的检测程序3. 动态/静态图像模式按键左边 动态图像模式 ‐‐‐‐ 连续抓图右边 静态图像模式 ‐‐‐‐ 单一抓图4. 扫描范围控制按键单击此按键 可调整扫描的范围中央蓝色实线 为激光聚焦线上面黄色虚线 为下扫描范围线下面黄色虚线 为上扫描范围线红色数字的单位 是毫米 表示扫描的高度范围。
FY-200锡膏测厚仪操作手册

新建项目文件
1. 点击【文件】; 2. 【新建】; 3. 选择保存路径(请勿放在C盘); 4. 【新建文件夹】,命名文件名称; 5. 确定,文件建立,便于同一机种以后 点击进入【规格管理】; 3. 【添加】新规格; 4. 命名【产品规格】文件名称; 5. 定义【规格上限】,【规格目标】,
SPC统计报表
点击快捷按钮进入SPC统计界面
报表统计曲线
选择时间段,点击【统 计】,统计结果
1.选择产品规格; 2.设置分组浏览数,样 本编组数
3.点击【应用】
SPC数值列表,可导 出
功能列表
列表切换功能键
添加用户、更改密码
【设置】——【用户管理】
用户列表
功能按钮
修改密码
确认按钮
日常维护及保养
击3点,然后点击【添加】,圆周自动计算; 2)圆心半径绘制:点击鼠标左键不放,拖住拉动鼠标确定圆的大小,点击【添 加】;
打开规格文件
单击【文件】 【打开】
选择文件存储路径
打开当前文件
系统环境设置
点击【设置】,【系统设置】,调整LED、LASER亮度(数值增加,亮度增加) 点击确定,设置完成
单位切换按钮
【规格下限】 6. 【应用】。
* 1)单击规格列表内任一规格,点击【删除】或 者【修改】可对其改动。 2)规格上限、下限建议客户以规格目标为基准, ±0.03mm 3)规格目标值参照钢网厚度设置。
厚度测量
1. 点击【拍摄】,机器运转; 2. 手动放入PCB,将被测高度点移动到相机的可视范围内; 3. 旋转机械悬臂,将laser线与界面中的蓝线重合; 4. 调整基准框与测量框的大小; 5. 点击测量; 6. 完成此次测量任务,移动到下一个被测高度。 7. 点击【文件】【保存】,将测量记录保存在建立的
3D锡膏测厚仪操作简易指引
VCAM(伟凯美) 3D锡膏测厚仪操作指引一、 软件的安装:一共三步:1、密码狗驱动 2、相机的驱动 3、测试主程序二、 校正:把镜头的放大倍数调到2、3、4、5,软件上的校正系数要调到与之一一对应(放大系数1不用校正,只做扫描缩略图用)。
1、 平面校正:把网格调到最清楚,点菜单“系统/平面校正”,要求能正确找到网格的线条(少显示可以,如果显示乱七八糟的线那是对焦不清楚),然后校正为0.5mm2、 厚度校正:把校正块调到最清楚,低的那个平面移到最左边,基准面上的红色激光线与十字架线调到重合,点“添加FOV”,扫描后在右边程序里选择刚添加的这一行,点“测量”,在基准面上画三个框,在测量面上画一个框,厚度值就出来了,如果不是0.2mm,点菜单“系统/厚度校正”,输入0.2确认,校正完成。
三、 做缩略图:把镜头放大倍数调到一档,指定板的左下角和右上角,然后点“摄取”。
自动扫描生成PCB缩略图。
四、 做MARK点:移到Mark点正中,打开激光,把低平面的激光线调到与十字架重合,或再点一下“对焦”,在软件的右上角基准点A选择“设定”,在窗口里画一个小框,框住Mark点的白色部分既可。
第二个点做法相同。
五、 添加测试点:1、 移到要测的点,窗口激光线的最左边要为基准面,不能是其它高低不平的位置。
2、 添加FOV,自动扫描,选择这一行,点测量,在基准面上画三个框,在锡膏上画一个框,厚度就测出来了,然后点“记录”(符号是一个勾),可对这个点重命名、设置厚度上下规格线等参数。
3、再添加更多的点,重复上述步骤既可。
六、 正常测试:调出要测试的程序,把板放到最里面的位置(用定位压块压住,防PCB变形),按机器上的“开始”键,全自动测试,自动记录每次测的数据。
测完把板拿出,再换一片板测试。
注意事项:1、 如果右下角显示未连接,可能是COM口设置不对,COM1被别的设备占用了。
解决方法:在设备管理器里面删除当前的COM1,或者改设置,改成查看到的另一个数字。
锡膏测厚作业规范

锡膏厚度测试作业规范1.开启电源,打开测试软件“GAM70” 2.取出原厂校规
3.将原厂校规置于荧幕中心 4.调整黄色框架框住校规突出物件,
5切换至左下角功能页至“校正”页6点击“校正”字体,进入校正状态
7.输入标准的厚度值及程式名,密码8.点击“测量”,使厚度与标准值一致
9.若不一致则重新“打光”再测量(校正周期为一天一次)
10.校正OK后,将要测试的PCB之元件移至荧幕中心。
并按“打光”键
11.调整镜头焦距,使荧幕清楚。
且红色光束对准蓝色中心线
12.移动待测板,将要量测锡膏移至红色光束,使红色光束呈现弯曲光束。
移动红色间距框至非锡膏之上部
分投射红色光束,再将黄色框架框住欲测锡膏部分之光束
13.按“测量”键或按“Enter”键(将测量数据存档)。
焊锡膏测厚仪指导书
锡膏测厚仪作业指导书作业区域:SMT生产线文件负责人: P QA文件发放部门:文控中心产品SMT工程工程产线产线维修仓库行政部备品库拟制:审核:会签:(生产)(质量)批准:索引:参考目录第一部分使用仪器与设备第二部分消耗品第三部分防静电要求第四部分安全要求第五部分清洁要求第六部分操作指导第七部分工艺控制或品质基准第八部分使用表单及附件第九部分文件历史记录1.0使用仪器及设备无2.0 消耗品无3.0 防静电要求参见《SMT ESD 作业指导书》4.0 清洁要求5.1 清洁工作台及工作周围区域。
5.2 清洁并摆好工作台,收好所有工具。
5.3 清扫或吸净周围的环境。
5.4任何时间都要保持工作环境整洁。
5.0 操作指导6.1系统开启a.确定量测系统I/O端口与计算机主机I/O端口正确连接.b.确定量测系统同轴电缆与计算机影像输入端口正确连接.c.开启量测系统电源.d.开启计算机并执行ASM程序.6.2 ASM程序操作直接测量读取厚度数据a双击ASM图标开启程序.b选中雷射、光源复选框并调整雷射与兰色水平线重叠.c. 将PCB正确放置, 并调至适当焦距,上下移动调整杆将蓝色水平线移至雷射光源处,此时量测值会自动显示即可读取结果数据,或输入允许接受上、下限值,按下“加入记录”钮,即可自动判定OK/NG结果。
2. 6.3测量完毕关闭系统a.关闭镭射.b.关闭ASM程序.c.关闭量测系统电源.7.0 工艺控制或品质基准7.1 测试时,不要触及PCB板上的焊锡和镀金面,做到轻拿轻放。
8.0 使用表单及附件焊锡高度检查工艺控制9.0 文件历史记录版本号更改描述制作时间V1.0 原始文件。
锡膏测厚仪作业指导书

基板定位及焦点距调整
1.点选[目标]找到被测锡膏位置后便可关闭目标镭射,此时目标点镭射应在目标的中心位置。
点选[镭射]后旋转调整机构调整线镭射与蓝色水平标线重叠,此时表示调至适当焦距。
4
厚度计算
1.除了线镭射[镭射]外关闭其它光源。
2.按下[冻结影像]进行影像冻结。
3.点选[纪录]页之中[A.THK]项目,并按要求填写或修改标准.上限.下限.USER.POINT或其中部分值。
1.按下[纪录]页之中[加入纪录]按钮,至此单点的厚度计算测量完毕。
2.当按以上过程完成测量的点数与要求的取样数一致时,按下[结果]菜单之[单点量测纪录表]项之[加到SPC]和[全部清除]按钮,注意取样数点选的正确性。
3.若是第一次测量,则[结果]菜单之[统计结果]之[规格表]按钮中各项要填入相应的规定值。
3.在[窗口设定]模式下以鼠标拖曳的方式点选出被测物,待形成黄色窗口后,按下[厚度]页之[厚度]按钮即自动进行厚度量测计算,注意黄色窗口中被测物前后左右需留些适当均等距离,且要求超过蓝色水平标线。
4.若是第一次测量,则注意影像处理参数的正确设定,同时在测量过程中也不要更改其参数值。
5
作SPC统计结果档案
6
离开量测系统程序
1.按下[档案]菜单之[储存统计结果档]项保存SPC统计结果档案,并输入正确的文件名
2.按下[离开]菜单离开。
7.参考文件
修订记录
NO
版本
修订内容
日期
修改
做成
确认
承认
无
8.记录
《锡膏测厚仪点检表》
日期日期Biblioteka 日期测试指导书生效日期:
文件名
锡膏测厚仪作业指导书
锡膏厚度测试仪校验规程
德信诚培训网
锡膏厚度测试仪校验规程
1、目的
规范锡膏厚度测试仪之校准程序,确保其于使用期间能维持其精密度和准确度,以保证产品之测试质量.
2、适用范围
本公司各种型号之锡膏厚度测试仪均适用之。
3、权责
3.1品质部QE:锡膏厚度测试仪之校准,仪器异常之处理。
4、定义
校准:在规定条件下,为确定测量仪器或测量系统所指示的量值,或实物量具或参考物质所代表的量值,与对应的由校准所复现的量值之间关系的一组操作。
测量准确度:测量结果与被测量真值之间的一致程度。
相对标准偏差:标准偏差与平均值的比值。
5、内容
5.1 锡膏厚度测试仪校准
5.1.1尺寸校准
5.1.1.2把待校件与已校准件依次放在水平桌面上,分别用外校计量卡尺做对比测试,并记录之。
5.1.1.3重复量测三次,记录其读值,并与已校准件比较,是否在误差范围内。
5.2允许误差为: 1mm±10um;6mm±10um;10mm±10um。
5.3校准合格者贴上合格标签;部分功能不合格且仍可使用者贴限用标签, 并注明限用范围;严重不合格者贴禁用标签,视情况提出异常报告并作追踪处理。
更多免费资料下载请进:好好学习社区。
锡膏厚度测试仪操作说明
范围; 围; 8.滑动鼠标点击2键,并按"View"键,每名称 锡膏测厚仪
用量 1台
制程特性
符号
9.单击"view"键,选取所需查看的Line别,检查"Process Control-vari 的
待Z-CHECK600软体开启,一个窗口将出现; 调整待测试物位置,使量测点中心置于十字线中心点; 调整移动光束,使十字线位于折射光线最高与最低点
,此时萤幕显示在最清晰之状态; 晰之状态; 之左角,右键点量测点之右下角来框选欲测量的锡膏
范围; w"键,每次对首件5片进行测量并记录,且每片选取取
四
的Line别,检查"Process Control-variables:xbar-R"图中 的
2.打开Z-CHECK600电源控制箱,并将"背景光源控制旋钮"与"测量 从左往右调整;
用量
3.将印刷OK 的PCB板放 置在X/Y平 台上;
4.双击Z-CHECK600图示,等待Z-CHECK600软体开启,一个窗口
5.利用X/Y平台之各调整钮,调整待测试物位置,使量测点中心置 6.利用主结构之焦距微调钮,调整移动光束,使十字线位于折射光
测试数值个数是否相符. 10.按以上步骤全部作业后,单击"Cancel"键,然后再单击右上角关
到windows桌面. windows桌面. 11.将电源控制箱上的"背景光溜须拍马控制按钮"与"测量光源控
左调整然后关闭电源控制箱. 调整然后关闭电源控制箱.
40 S8M锡膏测厚仪操作指导书
標準編號:
C-06-040-X31200
期 發行編號
版次 頁數 日 2 2
2008.02.19
*********************** * * S8M 錫膏測厚儀操作指導書 * * ***********************
標準 承認
校 對
製 表
華容電子(昆 山)有限公司
7 .附件 :
錫膏測厚儀點檢保養表 適用 測厚儀操作 頁次 標準 承認 校 對 2/2 版次 製 表 2 PE046*1 標準編號 製表 日期 C-06-040-X31200 2008.02.19
பைடு நூலகம்
[文 件 修 訂 記 錄 表 ] 文件名稱: S8M 錫膏測厚儀操作指導書 文件編號: C-06-040-X31200 頁 (發行) 版 標 準 E C N 編號 (數) 製 表校 對 更 內 容 次 變更日期 本 變 承 認 連絡書編號 1 首次發行
2
2007/08/06
孫智
2
修改錫厚測量取值范圍
2
2008.02.19
武警
華 容 電 子 (昆 山 )有 限 公 司
文件名稱 S8M 錫膏測厚儀操作指導書
1. 目的: 規范 S8M 錫膏測厚儀的操作使用. 2. 適用范圍: S8M 錫膏厚度測量機操作. 3. 權責: 3-1. 機器使用管理: 生技 3-2. 機器保養維護: 生技. 4. 名詞解釋:無 5. 相關文件:無 6. 內容: 6-1 : 錫膏厚度測量: a. 從產線取需要量測之印刷好錫膏的 PCB. b. 開機,將 PCB 放在測試平台(工作台)上. c. 打開儀器電源,開啟照明燈電源 d. 雙擊電腦桌面:Grid Meter S8M 應用程式 e. 打開后可以選擇在原來的程式里添加,就選擇打開文件夾,如果 要建立新機種就點擊:NEW 即可 f. 將所需測量的位置移動到圖象的中央,根據 PCB 的光亮度選擇 適當的照明值 g. 點擊 strat measurement 拍取所要測量點的圖片信息 h. 選擇點擊 reference-plane 參考基准面 i. 點擊 set 分別選定好三角定位,其定位點一定要設定在 PCB 的銅 適用 測厚儀操作 頁次 版次 標準編號 C-06-040-X31200 1/2 2 鉑上,作為基准面的參考點 標準 承認 校 對 製 表 製表 日期 2008.02.19
锡膏厚度测试仪使用方法
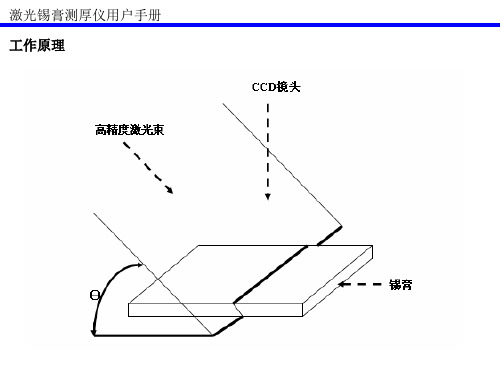
激光锡膏测厚仪用户手册 工作原理
激光锡膏测厚仪用户手册 简单使用方法
如左图: 1.测试仪打开后把激光灯打开,并调整激光束的位置在 显示器光标十字架的中心位置。 2.取底部基准点 框,分别取需要测试位置锡膏的上 下两侧,要求取点的激光平面平整,高度一致。 3.取锡膏基准点 框,在所需测试位置锡膏正面中间 位置取点,要求取点的激光平整无波动。 注: 由于测量框的选择直接影响厚度值的计算,因此应该尽 量选择最能代表锡膏厚度分布情况的区域,避免选择锡 膏边缘、锡膏厚度突变点等。一般两个基准框选择在测 量框的两侧,但如果基准面上的激光线只在锡膏的单侧 出现,则可以把两个基准框放在测量框的同一侧,且两 个基准框可以重合、部分重合或者不重合。 测试框调整方法: 调整的方法是:在选框范围内按住鼠标左键拖动选框, 调整选框位置;拖动选框上的小方块,调整选框大小。
ASM-II锡膏测厚仪操作规程 mps-0033
7.3保持量测平台的整洁。
8、相关质量记录
无
6.4.3程序开启后,将待测基板放置在适当位置,并由控制面板开启点雷射光源(Point)协助定位。当找到欲测量的目标后便可关闭目标点雷射。此时即可开启狭缝光线。以两侧的旋转调整机构调整狭缝光线与屏幕上的浅蓝色水平标线重叠,重叠后即表示调至适当焦距。
6.4.4手动量测:点选【记录】里的【手动量测厚度】选项后,点选【冻结影像】按钮,点选【标线】菜单,此时用鼠标上下移动调整杆,当蓝色调整杆移到狭缝光线反射光线中心处,此时量测值便会自动显示。
6.4.5自动量测:点选【记录】里的【A.厚度】选项后,点选【冻结影像】按钮,用鼠标拉动圈起所要测量的锡膏范围,然后点击【厚度】菜单中的【厚度】按钮,此时量测值便会显示出来。
6.4.6当量测值显示后便可按下【加入记录】键将量测结果记录。同时,亦可输入接受标准,允收上限,允收下限,量测者,量测位置,量测时间等其它相关信息,这些信息可被同时记录,并且程序会自动判别OK或NG。NG>O代表超过允收上限,NG<L代表小于允收下限。
6.4.7由【量测结果】菜单下【单点量测表】开启点量测结果档案。通过编辑指令【修改】【单列清除】【全部清除】对结果档案作编修工作。同时管制结果如量测总数,平均值,OK数,NG数,最大值,最小值也会显示于此页。按下【返回】则回到主画面。
6.4.8记录统计结果并存档。
6.5测量结果的判别:
7、注意事项
7.1作业者拿PCB板时必须带上防静电手套。
6.2测量原理:
利用狭缝光源45度斜投射原理,然后以CCD CAMERA取得由锡膏厚度造成光源投射影像所造成的像差位移,复以影像处理便可求源自锡膏厚度分布。6.3开启系统
测试锡膏厚度的方法

测试锡膏厚度的方法
《测试锡膏厚度的方法》
嘿,要知道锡膏厚度怎么测,这里面可有不少门道呢。
咱先说一种常用的方法——使用锡膏测厚仪。
这玩意儿就像是锡膏厚度的“裁判员”。
你把涂了锡膏的电路板或者基板放在测厚仪指定的位置上,就像把菜放在秤上称重一样。
然后启动测厚仪,它里面有高科技的传感器呢。
这些传感器就像一个个小眼睛,会发射出光线或者信号,去“看”锡膏的厚度。
测厚仪的屏幕上就会显示出数值啦,你可以在不同的点多测几次,这样能得到更准确的结果,就像你称体重的时候多称几次求个平均值一样。
还有一种方法呢,就是用显微镜加测量软件。
这就有点像给锡膏做一个超级详细的体检。
先把样品放在显微镜下,通过显微镜把锡膏的微观世界放大。
这时候你能清楚地看到锡膏的样子,就像看到了一个神奇的小星球表面。
然后用专门的测量软件,在显微镜看到的图像上进行测量。
这个软件有各种工具,就像画图软件里的尺子一样,可以量出锡膏不同位置的厚度。
不过这种方法得有点耐心,因为操作起来要更精细些,就像绣花一样,得慢慢来。
我有个朋友在电子厂工作,有一次他们厂生产一批电路板,锡膏厚度出了点问题。
一开始大家都不知道怎么回事,后来就是用这些方法找到了原因。
原来是印刷锡膏的那个模板有点小磨损,导致锡膏厚度不均匀。
要是没这些测试方法,这问题可就不好找啦,就像在黑暗里找东西,两眼一抹黑。
所以啊,掌握测试锡膏厚度的方法很重要,这能保证电路板的质量,让那些电子产品都能好好地工作,不至于因为锡膏厚度问题出故障,就像给电子产品的质量上了一道保险呢。
HJ-SOP-053(01) 锡膏厚度测量仪操作规范
编制/Prepared 审核/Checked 批准/Approved 日期/Date 2009.08.04日期/Date 日期/Date一、目的明确锡膏厚度测量仪的操作方法。
二、适用范围三、职责品保部:负责本设备的使用及操作。
四、内容4.1 开机前准备4.1.1 检查测试工作台面整洁、无杂物、松动等。
4.1.2 将显示器及主机电源线连接好。
4.1.3 检查电源电压正常。
4.2 调整方法4.2.1 启动程序后,双击“Real Z3000 System”图标。
4.2.2 点击“FILE”新建文件,输入文件名,设定需测量厚度的上、下偏差及单位。
4.2.3 调出需测量的程序名,点击“SAVE”后,既可测量。
4.3 测量操作步骤4.3.1 打开LSM主机电源及显示器电源,指示灯亮。
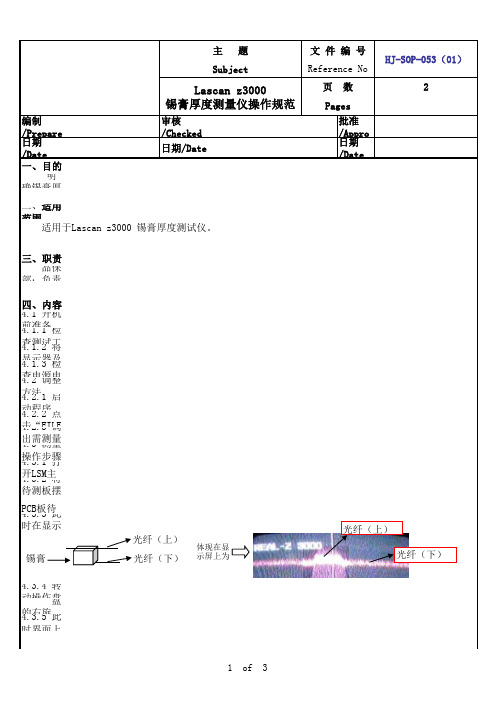
4.3.2 将待测板摆放在工作台面上,移动PCB板,并在右边转动调整聚焦旋钮,使得激光光纤对准 PCB板待测锡膏点。
4.3.3 此时在显示屏中出现方波形状激光成像。
如:4.3.4 转动操作盘的右旋钮,使显示屏中的中心线对准激光光纤的下端;点击“Zero”再转动操作 盘的右旋钮,使显示屏中的中心线对准激光光纤的上端。
4.3.5 此时界面上方显示出的数值即为量测值,然后点击“Sample”,读出的数值为实际量测值。
适用于Lascan z3000 锡膏厚度测试仪。
HJ-SOP-053(01)2主 题Subject 页 数Lascan z3000锡膏厚度测量仪操作规范PagesReference No 文 件 编 号锡膏光纤(上)光纤(下)光纤(下)光纤(上)体现在显示屏上为操作步骤见以下图示4.4 关机程序依次关闭主机及显示器的电源。
4.5 注意事项4.5.1 按正常操作程序开、关机。
4.5.2 工作台面保持清洁。
4.5.3 注意保护激光腔体。
4.5.4 设备的接地线要牢靠。
五、相关文件无六、记录表格无中心线中心线对准Zero 按钮点击“Zero”中心线对准Sample 按钮点击“Sample”按钮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的:
检验SMT生产线锡膏印刷质量,确保产品的品质.2.范围:
适用于本厂SMT所有产品的锡膏厚度检测。
3.检验标准规范:
3.13.2锡膏测试仪机器操作方法参照工程部的《锡膏厚度测试仪AT-WI-02-03》。
3.3A :钢网厚度为0.10mm ,标准工艺下限=0.075mm ,上限=0.13mm ,中间值=0.10mm 。
B :钢网厚度为0.12mm ,标准工艺下限=0.095mm ,上限=0.15mm ,中间值=0.12mm 。
3.43.53.63.7
4.1
4.2
4.3
4.4请做好防静电措施(戴好静电手环和静电手套)
基准点的选择原则:三个基准点尽量呈三角形,选择同类型区域(全是铜箔或全是基板绿油上)测试点的选择原则:测试点需分布在PCB的不同方位,且优先选择IC等间距小的关键元器件,以保证锡膏印刷出来的均匀性,如某个区域没有印刷锡膏,则在其他区域增加一个测试点。
制作:(签名/日期)审核:(签名/日期)批准:(签名/日期)锡膏厚度测试仪测试标准规范
AT-WI-02-04A/01/1版 次页 码4、注意事项:
质量体系
作业指导IPQC对自己负责的产线的印锡产品进行测量并记录测量数据,新产品测量频率为连续测量25组数
据供做CPK分析,其它已量产的产品在有时生产时,每天测量一次并记录,每片PCB板上选取四个测量点进行测量。
锡膏厚度在测量完后记录的值为面积平均高度,针对钢网厚度不同,上下限控制线标准有所改变,具体如下:
按锡膏测试仪操作规范步骤进行操作,每测完一个PAD ,仪器自动生成一个报告。
检查界面报告
不良项中数据(包括偏位、少锡、多锡、连锡等),如有出现不良,依据图标显示位置采用3D 电子显微镜观察确认。
每次抽测完毕后,必须将测试自动生成的数据,手动输入到电脑的《X-R 控制图》图表中,方便生产查询《X-R 控制图》图表自动生成的CPK 值,以便制程控制。
东莞市安泰电子科技有限公司
锡膏厚度标准的上下限为:钢网厚度+0.03mm/-0.025mm;如:钢网厚度为0.12mm,那么锡膏的厚度标准为:0.095mm~0.15mm。
文件编号测试时未发现不良,该产线可以继续正常生产。
如在检测过程中出现不良时,要求生产主管、工程人员来确认。
如发现有不良,则生产线必须立即停止生产,由品质开出《品质异常单》,生产、工程必须针对不良进行分析改善,并将分析结果记录与《品质异常单》中。
对于已印刷出来的产品区分标识,要求生产部对此批产品做全检。
工程人员找出不良原因后进行改善时,生产线应该先投产8pcs ,由工程人员对其进行100%检测,如全部合格并有IPQC 确认改善有效后,方可以进行批量正常生产。