半自动平压模切机设计
半自动平压模切机课程设计 -回复
对于半自动平压模切机的课程设计,以下是一个简单的设计框架,可根据具体的教学目标和课程要求进行调整:引言和背景介绍:介绍模切工艺及其在工业生产中的应用。
说明半自动平压模切机的原理、结构和功能。
安全操作:强调使用半自动平压模切机时的安全注意事项。
解释紧急停机装置的作用和使用方法。
强调个人防护装备的重要性。
机器操作:说明半自动平压模切机的主要部件和控制面板。
指导学生如何正确设置刀模、调整模切压力和速度。
演示正确的进料和排料方法。
模切工艺参数:解释模切工艺参数的意义和影响。
指导学生如何选择适当的模切压力、速度和模具。
强调在不同材料和工件上进行模切时的参数调整。
故障排除和维护:列举常见的半自动平压模切机故障,并介绍排除方法。
强调机器的日常维护和保养措施,如润滑、清洁和定期检查。
实践操作:提供学生实践操作半自动平压模切机的机会。
让学生根据给定的工件和材料进行模切操作。
监督学生操作过程并提供指导。
结果评估:要求学生记录和报告模切操作的结果。
评估学生对安全操作、工艺参数和故障排除的理解和应用能力。
可以设置模切质量和操作效率等指标来评估学生的表现。
总结和讨论:回顾半自动平压模切机的关键知识点和操作要点。
强调模切工艺的重要性和应用前景。
鼓励学生提出问题、分享经验和展开讨论。
请注意,这只是一个简单的设计框架,具体的课程设计还需要根据您的教学目标、教学时间和学生群体的特点进行进一步的规划和细化。
希望这个框架能对您的课程设计有所帮助!。
课程设计(半自动平压模切机运动简图方案设计例题)
将设备划分为多个功能模块,方便维护和升级,提高设备的可维护性 和可扩展性。
特色功能描述
自动送料系统
配备自动送料装置,实现纸张的自动供给和定位,提高生产效率 和自动化程度。
在线检测系统
集成在线检测装置,实时监测模切质量和设备运行状态,确保产品 质量和生产安全。
故障自诊断功能
设备具有故障自诊断功能,能够及时发现并提示故障信息,方便快 速排除故障。
控制系统
采用PLC或单片机控制,实现 设备自动化运行。
工作原理及特点
工作原理
通过传动系统驱动模切装置运动,对待加工纸张进行模切和 压线处理。送纸机构将纸张送至指定位置后,模切装置下压 完成模切动作,然后返回原位等待下一次工作循环。
特点
半自动平压模切机具有结构紧凑、操作简便、生产效率高、 模切精度高等优点。同时,由于采用PLC或单片机控制,设 备具有较高的自动化程度,可大大减轻操作人员的劳动强度 。
竞争优势分析
高效率
高可靠性
通过高精度定位系统和智能化控制系统的 应用,提高了设备的运行速度和加工精度 ,从而提高了生产效率。
采用优质的材料和先进的制造工艺,确保 设备的稳定性和可靠性,减少故障率和维 修成本。
易操作性
可扩展性
通过触摸屏和PLC技术的应用,实现了设备 操作的简单化和人性化,降低了操作难度 和培训成本。
应用领域与市场需求
应用领域
半自动平压模切机广泛应用于印刷包装行业,如纸盒、纸箱、标签等产品的模切加工。同时,也可用于非印刷行 业如皮革、塑料等材料的模切处理。
市场需求
随着印刷包装行业的快速发展,市场对半自动平压模切机的需求不断增加。客户对设备性能、精度、稳定性等方 面提出更高要求,同时希望设备具有更高的自动化程度和更低的维护成本。因此,针对市场需求进行半自动平压 模切机的优化设计和研发具有重要意义。
半自动平压模切机的设计
半自动平压模切机的设计设计半自动平压模切机摘要平压模切机广泛应用于印刷和包装行业。
本文介绍了一种半自动平压模切机的设计。
该机器使用了PLC控制系统,实现了自动送料、自动压模切割和自动排废功能。
通过对机械结构、传动系统和控制系统的详细设计,确保了机器的稳定性和可靠性。
最后进行了样机试制并对其性能进行了测试,证明了设计的有效性。
关键词:平压模切机,PLC控制,自动化,性能测试1.引言2.设计原理首先,利用PLC控制系统实现机器的自动化控制。
通过编程,可以实现自动送料、自动压模切割和自动排废功能。
PLC控制系统可以实现快速、准确的控制,增加了机器的稳定性和可靠性。
其次,设计合理的机械结构,保证机器的稳定性和可靠性。
机械结构主要包括底盘、送料装置、压模装置和排废装置等部分。
底盘用于支撑整个机器,保证机器的稳定性。
送料装置可以实现快速、准确的送料,确保了生产效率。
压模装置负责压模和切割操作,需要满足压力均匀、压割尺寸准确的要求。
排废装置能够及时清除切割废料,保持模切区域的清洁。
最后,设计可靠的传动系统,保证机器的正常运转。
传动系统主要包括电机、减速器、齿轮传动和皮带传动等部分。
电机提供动力,驱动机器的运行。
减速器和齿轮传动能够实现动力的传递和转速的调节。
皮带传动可以实现机械部件之间的连接,确保运转的稳定性。
3.详细设计(1)机械结构设计底盘采用一体式设计,选用优质钢材制成。
底盘上设置送料装置、压模装置和排废装置等部件的安装座位。
送料装置采用滚轮送料方式,将待模切的材料送入模切区域。
在滚轮上设置一个光电开关,用于检测材料位置,保证送料的准确性。
压模装置包括上模锁定装置和压模台等部分。
上模锁定装置通过一个液压缸实现,确保模具的稳定性。
排废装置采用吸尘装置和废料收集箱的组合。
吸尘装置吸取切割废料,并送入废料收集箱中。
吸尘装置通过电机提供动力,确保废料的快速排出。
(2)传动系统设计电机通过减速器和齿轮传动连接到机械结构上。
半自动平压模切机机械原理设计
半自动平压模切机机械原理设计1. 引言半自动平压模切机是一种常用的机械设备,用于将纸板、塑料、皮革等材料模切成所需形状。
本文将介绍半自动平压模切机的机械原理设计。
2. 设计目标半自动平压模切机的设计目标是实现高精度的模切,并确保操作的安全性和便捷性。
具体要求如下:1.切割精度:±0.1mm;2.生产效率:每分钟100次以上;3.安全性:设有安全感应装置,确保操作人员的安全;4.操作便捷性:采用人机界面,方便操作。
3. 机械结构设计半自动平压模切机的机械结构主要包括以下部分:1.上模具:用于切割材料的模具,可以根据需要更换不同形状的模具;2.下模具:用于支撑材料的模具,固定在机器的底部;3.传动系统:包括电机、减速机和传动轴,用于驱动上模具进行切割;4.操作台:设有按键和显示屏,用于操作和监控机器;5.安全感应装置:通过传感器来检测操作人员的位置和动作,以确保安全。
4. 工作原理半自动平压模切机的工作原理如下:1.操作人员将材料放置在机器的工作台上,并根据需要调整材料的位置和方向;2.操作人员在操作台上选择所需的模具,并通过按键启动机器;3.电机带动传动系统,传动轴旋转,使上模具向下压力增加;4.上模具向下施加一定压力时,与下模具接触并切割材料;5.切割完成后,上模具自动回弹,操作人员取出切割好的材料;6.安全感应装置会在操作人员离开安全区域时自动停止机器运行,确保操作人员的安全。
5. 设计考虑在机械原理设计过程中,需要考虑以下因素:1.切割力度:根据材料的硬度和厚度,设计合适的切割力度;2.切割速度:根据生产需求,确定合适的切割速度,以提高生产效率;3.传动系统:选择适当的电机和减速机,保证稳定的传动效果;4.操作台设计:设计人性化的人机界面,方便操作和监控机器;5.安全性考虑:采用安全感应装置,并确保其可靠性,以保证操作人员的安全。
6. 结论半自动平压模切机机械原理设计是实现高精度模切和保障操作安全的关键。
半自动平压模切机机构设计及其运动仿真祥解
半自动平压模切机机构设计及其运动仿真祥解1.机台结构设计:半自动平压模切机的机台通常由机身、工作台和上下模具组成。
机身是整个机台的支撑部分,通常采用钢材焊接而成。
工作台是用于放置待加工材料的平面,通常由铝合金材料制成。
上下模具分别安装在机体的上方和下方,通过驱动机构进行上下运动。
2.上下模具设计:上下模具是半自动平压模切机的核心部件,其设计直接影响到加工效果和机器的稳定性。
上下模具通常由高速钢或硬质合金制成,具有一定的硬度和耐磨性。
模具的形状和尺寸需要根据具体的加工需求进行设计,一般采用三维建模软件进行设计和模拟。
3.运动系统设计:半自动平压模切机的运动系统包括上下模具的运动和进给系统的运动。
上下模具的运动通过液压缸或气动缸实现,通过控制液压油或气体的进出来控制模具的上下运动。
进给系统通常采用伺服电机实现,在给定的速度下将材料送入模具中进行加工。
1.机构运动分析:通过运动学分析,计算机模拟机构的运动轨迹、速度和加速度等参数,以验证机构设计是否满足加工要求。
可以通过正逆解等方法,获得机构中各个关节的角度、速度和加速度等信息。
2.机床刚度分析:3.动态响应分析:通过模拟机床在不同工况下的动态响应,可以评估机床的振动特性和动态性能。
通过对振动波形、频率响应曲线等进行分析,可以优化机床结构和减小振动幅值。
总之,半自动平压模切机的机构设计和运动仿真是机床研发过程中非常重要的环节。
通过合理的机构设计和运动仿真,可以确保机床的工作稳定性、精度和效率,提高机床的加工能力和质量。
同时,运动仿真还可以对机床进行有针对性的改进和优化设计。
半自动平压模切机的课程设计书
半自动平压模切机的课程设计书工作原理及工艺动作过程半自动平压模切机是印刷、包装等行业压制纸盒纸箱等纸制品的专用设备,它可用来对各种规格的白纸板及厚度在4mm 以下的瓦楞纸板以及各种高级精细的印刷品进行压痕、切线、折叠以及压制凹凸商标等,经过压痕、切线的纸板,用手工或机械沿切线处去掉边料后,沿压出的压痕可折叠成各种纸盒、纸箱,或制成凹凸商标,可以成批量的生产,实现规模化。
它的工艺动作主要有两个:一是将纸板走纸到位,二是进行冲压模切。
原始数据及设计要求1)每小时压制纸板3000张。
2)上模固定,下模向上移动的行程长度mm H 5.050±=,回程的平均速度为工作行程的平均速度的1.3倍。
3)工作行程的最后2mm 范围内受到生产阻力6102⨯=P c N ,回程时不受力。
下模和滑块的质量共约120kg 。
4)工作台面离地面的距离约1200mm 。
5)所设计的机构性能要良好,结构简单紧凑,节省动力,寿命长,便于制造。
设计方案提示1) 走纸机构可采用双列链传动,走纸横块其两端分别固定在前后两根 链条上,横块上装有若干夹紧片以夹紧纸板。
主动链轮由间歇运动机构带动以实现定时走纸。
2) 模切机构一般可采用六杆冲压机构,在红板停顿时进行冲压模切。
冲压机构要求急回并节省动力。
3) 由于冲压模切机构仅在短时间内承受很大生产阻力,为了减小周期性速度波动可选用较小容量的电机,一般需安装飞轮。
二、半自动平压模切机的功能和设计要求:1.功能半自动平压模切机是印刷、包装等行业压制纸盒纸箱等纸制品的专用设备,它可用来对各种规格的白纸板及厚度在4mm 以下的瓦楞纸板以及各种高级精细的印刷品进行压痕、切线、折叠以及压制凹凸商标等,经过压痕、切线的纸板,用手工或机械沿切线处去掉边料后,沿压出的压痕可折叠成各种纸盒、纸箱,或制成凹凸商标,可以成批量的生产,实现规模化。
压纸工艺过程分为“走纸”和“且模”。
上模固定,下模冲压。
半自动平压模切机机构设计
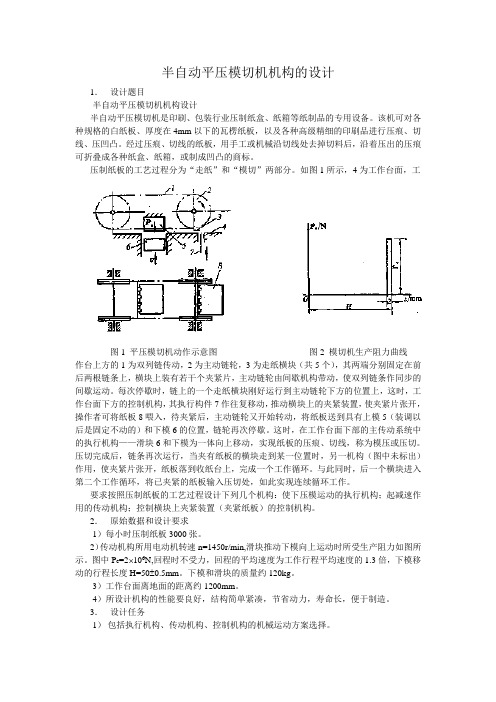
半自动平压模切机机构的设计1.设计题目半自动平压模切机机构设计半自动平压模切机是印刷、包装行业压制纸盒、纸箱等纸制品的专用设备。
该机可对各种规格的白纸板、厚度在4mm以下的瓦楞纸板,以及各种高级精细的印刷品进行压痕、切线、压凹凸。
经过压痕、切线的纸板,用手工或机械沿切线处去掉切料后,沿着压出的压痕可折叠成各种纸盒、纸箱,或制成凹凸的商标。
压制纸板的工艺过程分为“走纸”和“模切”两部分。
如图1所示,4为工作台面,工图1 平压模切机动作示意图图2 模切机生产阻力曲线作台上方的1为双列链传动,2为主动链轮,3为走纸横块(共5个),其两端分别固定在前后两根链条上,横块上装有若干个夹紧片,主动链轮由间歇机构带动,使双列链条作同步的间歇运动。
每次停歇时,链上的一个走纸横块刚好运行到主动链轮下方的位置上,这时,工作台面下方的控制机构,其执行构件7作往复移动,推动横块上的夹紧装置,使夹紧片张开,操作者可将纸板8喂入,待夹紧后,主动链轮又开始转动,将纸板送到具有上模5(装调以后是固定不动的)和下模6的位置,链轮再次停歇。
这时,在工作台面下部的主传动系统中的执行机构——滑块6和下模为一体向上移动,实现纸板的压痕、切线,称为模压或压切。
压切完成后,链条再次运行,当夹有纸板的横块走到某一位置时,另一机构(图中未标出)作用,使夹紧片张开,纸板落到收纸台上,完成一个工作循环。
与此同时,后一个横块进入第二个工作循环,将已夹紧的纸板输入压切处,如此实现连续循环工作。
要求按照压制纸板的工艺过程设计下列几个机构:使下压模运动的执行机构;起减速作用的传动机构;控制横块上夹紧装置(夹紧纸板)的控制机构。
2.原始数据和设计要求1)每小时压制纸板3000张。
2)传动机构所用电动机转速n=1450r/min,滑块推动下模向上运动时所受生产阻力如图所示。
图中P c=2⨯106N,回程时不受力,回程的平均速度为工作行程平均速度的1.3倍,下模移动的行程长度H=50±0.5mm。
半自动平压模切机设计说明书

半自动平压模切机设计说明书1. 引言半自动平压模切机是一种用于纸张、塑料薄膜等材料的模切加工的设备。
本设计说明书旨在介绍半自动平压模切机的设计原理、结构以及使用方法,以供相关人员参考和使用。
2. 设计原理半自动平压模切机的工作原理是利用模切刀具对材料进行切割,通过机械传动使模切刀具作往复运动,将材料切割为所需形状。
机械传动系统由电动驱动装置、减速机、传动齿轮和连杆机构等组成。
切割过程中,需要应用一定的压力对模切刀具施力,以确保切割质量。
为此,设计了机械增力系统,通过手动操作使切割压力达到设定值。
3. 结构设计3.1 主体结构半自动平压模切机的主体结构由底座、机架和工作台组成。
底座固定在地面上,起到承重和稳定的作用。
机架由钢材焊接而成,用于支撑和固定各个部件。
工作台用于放置和固定模切刀具和材料。
3.2 传动系统半自动平压模切机的传动系统采用电动驱动装置与减速机的组合,实现模切刀具的往复运动。
电动驱动装置通过电机驱动减速机输出动力,传动齿轮将旋转运动转换为直线运动,连杆机构将运动传递给模切刀具。
3.3 增力系统为了实现模切刀具的施力,设计了增力系统。
增力系统由手轮、丝杆、螺母和压力传感器等组成。
通过手动旋转手轮,使丝杆带动螺母移动,从而改变模切刀具的位置,施加所需的切割压力。
压力传感器用于监测切割压力,确保切割质量。
4. 使用方法半自动平压模切机的使用方法如下:1.将待切割的材料放置在工作台上,将模切刀具固定在刀架上。
2.打开电动驱动装置的电源,启动机械传动系统。
3.通过手动旋转手轮,调整增力系统,施加适当的切割压力。
4.按下开关,启动模切刀具的运动,开始切割材料。
5.切割完成后,关闭电动驱动装置的电源,停止机械传动系统。
6.将切割好的材料取出,并清理工作台和刀具。
5. 安全注意事项使用半自动平压模切机时,需要注意以下安全事项:•在操作之前,务必熟悉机器的结构和使用方法,并遵循操作规程。
•在使用过程中,应戴好安全手套,注意刀具的锋利性,以防切割伤害。
课程设计(半自动平压模切机运动简图方案设计例题)
五、工作循环图的确定
本机的模切 机构(若 以方案 Ⅴ为例) 工作循 环草图 的
设计要点 是:
(1)曲柄自 运动1 至 相应2 于下压模向上移动5mm,此为下压
模构施运压动区设间计。应追求的主2 愈要大目1 ,标加.压效果愈理想,这是模切19机
五、工作循环图的确定
设计要点2是: (2)由间歇运动机构控制的 输送链轮12应比 1 角提 前100 停止转动,并延后 100 角开始转动,以确保加压工 位上的纸板能处于静止状 态下模切.
(3)在夹紧工位上,应确保输送链轮停止转动后,凸轮机构的推杆6才 升至上位,以顶动夹紧片张开,输送链轮重新转动前,推杆6应迅速 下降,使夹紧片夹紧纸板.在此期间,要有足够的时间将纸板喂20 入
可以看出,各机构的协调运动参数有赖于1、 2
角的准确值,这有待于模切机构的运动设计完成 后才能确定,然后便可以确定其它有关的参数 至此,该机的运动简图方案设计大体上告一段落. 待备选的各模切机构方案的运动设计及运动分 析和动力分析完成后,通过对比和定量评价,再 从中选ห้องสมุดไป่ตู้最优者,经过适当调整和修改,直至以 最佳状态满足设计要求为止.
曲柄实际转速为
n n n / i (1450 / 29.056 )r / min 49.9r / min 13
四、 传动系统的拟定
3.传动系统图设计
如图所示,所有的轴线均水平布置,兼作曲柄和飞轮的齿轮4 、 控制夹紧片的凸轮5以及驱动输送链轮12作间歇运动的原动件 (不完全齿轮)7都固定在同一构件轴Ⅲ(分配轴)上,间歇机构的从 动件8与输送链的主动链轮12之间也采用链传动机构。 14
9
三、 模切机构运动简图方案的定性筛选 从机构的功能、 功能质量和经济性 三个方面,对模切机构的各个方案初 步定性分析。
半自动平压模切机的设计
目录第一章概述 (1)1.1课题来源 (1)1.2课题研究目的及意义 (1)第二章方案选型 (2)2.1 根据工艺动作要求拟定运动循环图 (2)2.2 送料模切机构选型 (3)2.3 机械运动方案的评定和选择 (6)2.4 电动机的选型 (11)第三章机械传动设计 (14)3.1传动比的分配 (14)3.2计算传动装置的运动参数和动力参数。
(14)3.3V带传动设计 (15)3.4减速器的齿轮设计 (16)3.5轴的设计 (20)3.6轴承的选择和校核计算 (24)3.7平面六杆滑块机构设计 (26)3.8凸轮机构的设计 (27)3.9链条及链轮的设计 (28)参考文献总结致谢半自动平压模切机摘要机械设计是工科高等学校机械类,机电类等专业必修的一门技术基础课,我们在学习基础知识的同时,也应更加注重对知识的整体运用和实践。
作者设计的半自动平压模切机是印刷包装行业压制纸盒、纸箱等纸制品的专用设备。
本文从拟定运动循环图出发,通过查找机械设计手册,比较不同方案,选择了最合适的传动系统和执行机构,并且对其工作原理,结构设计和几何参数进行了深刻的分析和探讨。
作者运用优秀的Auto cad将设计的装置形象,直观的描绘出来了。
该模切机具有结构简单,紧凑,效率高,易操作的特点。
关键词:机械设计半自动平压模切机Auto cadSemi automatic die-cutting machineAbstractMechanical design is an engineering college machinery, electrical and other specialized types of a compulsory basic course of technology, we study the basic knowledge at the same time, should also pay more attention to the knowledge of the overall application and practice. The author designed semi-automatic die-cutting machine is the printing and packaging industry press boxes, cartons and other paper products and special equipment. This paper proposed the motion cycle chart from the start, through the search of mechanical design manual, comparison of different options, select the most suitable transmission system and executing mechanism, and its working principle, structure design and geometric parameters of an in-depth analysis and discussion. The excellent Auto CAD will design the device image, intuitive outlined. The cutting machine has the advantages of simple structure, compact structure, high efficiency, easy to operate.Key words: Mechanical Design Semi automatic die-cutting machine AutoCAD第一章概述1.1课题来源本课题属于自主选题,其研究目标为设计可对各种规格的纸板、厚度在4 mm 以下的瓦楞纸板,以及各种高级精细的印刷品进行压痕、切线、压凹凸的模切机。
半自动平压模切机的课程设计书

半自动平压模切机的课程设计书工作原理及工艺动作过程半自动平压模切机是印刷、包装等行业压制纸盒纸箱等纸制品的专用设备,它可用来对各种规格的白纸板及厚度在4mm 以下的瓦楞纸板以及各种高级精细的印刷品进行压痕、切线、折叠以及压制凹凸商标等,经过压痕、切线的纸板,用手工或机械沿切线处去掉边料后,沿压出的压痕可折叠成各种纸盒、纸箱,或制成凹凸商标,可以成批量的生产,实现规模化。
它的工艺动作主要有两个:一是将纸板走纸到位,二是进行冲压模切。
原始数据及设计要求1)每小时压制纸板3000张。
2)上模固定,下模向上移动的行程长度mm H 5.050±=,回程的平均速度为工作行程的平均速度的1.3倍。
3)工作行程的最后2mm 范围内受到生产阻力6102⨯=P c N ,回程时不受力。
下模和滑块的质量共约120kg 。
4)工作台面离地面的距离约1200mm 。
5)所设计的机构性能要良好,结构简单紧凑,节省动力,寿命长,便于制造。
设计方案提示1) 走纸机构可采用双列链传动,走纸横块其两端分别固定在前后两根 链条上,横块上装有若干夹紧片以夹紧纸板。
主动链轮由间歇运动机构带动以实现定时走纸。
2) 模切机构一般可采用六杆冲压机构,在红板停顿时进行冲压模切。
冲压机构要求急回并节省动力。
3) 由于冲压模切机构仅在短时间内承受很大生产阻力,为了减小周期性速度波动可选用较小容量的电机,一般需安装飞轮。
二、半自动平压模切机的功能和设计要求:1.功能半自动平压模切机是印刷、包装等行业压制纸盒纸箱等纸制品的专用设备,它可用来对各种规格的白纸板及厚度在4mm 以下的瓦楞纸板以及各种高级精细的印刷品进行压痕、切线、折叠以及压制凹凸商标等,经过压痕、切线的纸板,用手工或机械沿切线处去掉边料后,沿压出的压痕可折叠成各种纸盒、纸箱,或制成凹凸商标,可以成批量的生产,实现规模化。
压纸工艺过程分为“走纸”和“且模”。
上模固定,下模冲压。
半自动平压模切机机械原理设计

机械传动系统设计
机械传动系统设计的关键技术
• 传动方式的选取:根据设备的工作原理和加工对象,选择合适的传动方式
• 传动部件的设计:根据设备的运行速度和加工精度要求,设计合适的齿轮、链条等传动部件
• 动力学分析:对设备的传动系统进行动力学分析,保证设备的运行稳定性和加工精度
机械传动系统设计是半自动平压模切机设计的关键部分
• 下模:固定在工作台上,与上模配合使用,用于模切、压痕等工艺
• 模切刀具:安装在上模和下模之间,用于切割原材料
模切系统的功能
• 对原材料进行模切、分切、压痕等工艺
• 保证产品的质量和生产效率
• 降低设备的故障率和维修成本
压力调节系统结构与功能
压力调节系统是半自动平压模切机的重要组成部分
• 负责调整模切系统的压力,以保证产品的质量
• 液压泵的选型:根据压力缸的需求和液压油的性质,选择合适的液压泵
• 控制系统设计:设计控制系统,实现压力的自动调节和监控
04
半自动平压模切机的关键技术
模切刀具的设计与选择
模切刀具是半自动平压模切机的关键部件
模切刀具的设计与选择
• 影响产品的质量和生产效率
• 根据原材料的性质和加工要求,设计合适的模切刀具
• 在印刷包装行业具有重要的地位
• 通过优化设备结构和引入先进技术,可以提高设备的生产效率
和加工精度
• 半自动平压模切机市场前景广阔,具有较大的发展潜力
未来展望
• 半自动平压模切机的未来发展方向如下
• 提高设备的自动化程度,减少人工辅助操作
• 优化设备结构,提高生产精度和稳定性
• 引入智能化技术,实现设备的远程监控和诊断
• 服装、鞋帽、箱包等纺织制品包装
半自动平压模切机机械原理课程设计
半自动平压模切机机械原理课程设计半自动平压模切机机械原理课程设计半自动平压模切机是一种常见的机械设备,广泛应用于印刷和包装行业等领域。
该设备能够将印刷品或纸板等材料通过模切刀具进行切割和加工,以满足不同形状和尺寸的需求。
在机器的操作和使用方面,需要了解这个设备的机械原理,以便正确和有效地操作和维护设备。
本文主要介绍半自动平压模切机的机械原理课程设计,包括课程设计目的、基本原理和课程设计内容等方面,以便对机器的基本原理有更深入的了解。
一、课程设计目的半自动平压模切机机械原理课程设计的目的是让学生掌握该设备的基本原理和工作原理,以便正确使用和维护设备。
通过学习和实践,学生能够:1、了解半自动平压模切机的基本机构和工作原理;2、掌握半自动平压模切机的操作和维护技能;3、能够根据实际情况解决常见故障,确保设备的正常运转。
二、基本原理半自动平压模切机主要由送料系统、切割系统、排废系统、电气系统和液压系统等部分组成。
其中,切割系统是主要部分之一,是实现切割加工功能的核心部件。
下面简单介绍一下半自动平压模切机的基本原理。
1、送料系统送料系统是将纸板或印刷品等材料送入机器内部的部分,通常由进料辊和送料装置组成。
进料辊能够将材料送至送料装置,对材料的运动和张力进行控制,确保材料能够稳定地进入切割系统。
2、切割系统切割系统是半自动平压模切机最重要的部分,它包括上模板、下模板、模切模具和压力装置。
当料块进入模切区域时,上下模板将会在压力的作用下将材料与模具紧密贴合。
通过压力和模具的作用,材料将会割裂和成形,并呈现出所需要的形状和尺寸。
3、排废系统排废系统是将材料的废料排除的部分,通常由废料输送带和废渣清切装置组成。
废料输送带能够将废料从切割区域输送到废渣清切装置处,再由清切装置将废渣切成小块清除。
4、电气系统和液压系统电气系统和液压系统是半自动平压模切机的控制部分,它们负责实现设备的自动化和动力控制。
电气系统包括伺服电机、光电开关等,能够对设备进行自动化控制;液压系统包括油泵、油管、配件等,能够提供设备所需的动力部分。
半自动平压模切机设计说明书(DOC 34页)

半自动平压模切机设计说明书(DOC 34页)半自动平压模切机设计说明书一、设计目的通过本课程设计将学过的基础理论知识进行综合应用,着手设计“半自动平压模切机”。
通过对机构的选型、设计;对机械传动方案、机械运动方案的选择和评价而培养结构设计,计算能力。
熟悉一般的机械装置设计过程。
二、工作原理及工艺动作过程半自动平压模切机是印刷,包装行业压制纸盒、纸箱制品的专用设备。
它可以对各种规格的纸板、厚度在4mm一下的瓦楞纸板,以及各种高级精细的印刷品进行压痕、切线、压凹凸。
经过压痕、切线三、运动循环图(一)机构运动要求从机器的工艺动作可以看出,可以把整个机构运动的运动分成两个部分,一是辅助运动,它可以用于完成纸板的夹紧,走纸,松开等动作。
对实现该运动的传动机构要求做间歇运动;二是主运动,完成对纸板的压切动作,要求装有模板的滑块做直线往复运动。
其特点是行程短,受载大。
本机构要求行程是50毫米,最大载荷是,工作速度是每小时压制3000张。
另外,主运动和辅运动要相互协调。
(二)运动示意图由上述机构运动要求,绘制如下运动示意草图:走纸(三) 各部件运动分析1、 主轴的选择和转角运算为了计算和设计方便,选择变速箱的输出轴为运动分析主轴,如上图所示。
由原始数据和设计要求知,平面六杆机构的行程速比系数K=1.3,则极位夹角°并知该运动周期分为两部分,以156.5°(156.5°=180°-23.5°)为界分为0°---156.5°和156.5°--360°两个过程。
2、模切机构的分析当主轴转角为0°---156.5°,下模从行程最低点开始,在平面六杆机构的带动下向上移动至预定模切位置,进行冲压模切;当主轴模切主夹紧夹紧转角为156.5°--360°,下模完成模切动作,快速急回运动至行程最低点即下一周期起点。
半自动平压模切机课程设计

电气控制系统设计
控制方式选择
根据设备自动化程度和工艺要求,选择合适的控制方式(如PLC 控制、单片机控制等)。
电气元件选型
根据控制要求和设备功率,选用合适的电气元件(如断路器、接触 器、传感器等)。
控制程序设计
根据工艺流程和设备动作要求,编写相应的控制程序,实现设备的 自动化运行。
课程知识点回顾
平压模切机的基本构造与工作原 理
掌握平压模切机的主要组成部分,如送纸 部、模切部、收纸部等,以及各部分之间 的协调工作原理。
模切工艺与模具设计
学习模切工艺的基本流程,包括模具的选 择、设计、制作及调试等,了解模具对模 切质量的影响。
电气控制系统与自动化
维护与故障排除
熟悉半自动平压模切机的电气控制系统, 包括电机、传感器、控制器等组成部分, 以及实现自动化的相关技术和方法。
通过课程设计,使学生掌握半自动 平压模切机的基本操作、维护保养 及故障排除等技能,提高学生的实 践能力和就业竞争力。
推动教育教学改革
将理论与实践相结合,探索新的教 学模式和方法,推动包装印刷专业 的教学改革。
教学目标与要求
01
02
03
知识目标
掌握半自动平压模切机的 工作原理、结构特点、操 作流程及维护保养等相关 知识。
能力目标
能够独立完成半自动平压 模切机的操作、调试及简 单故障排除,具备一定的 生产实践能力。
素质目标
培养学生的安全意识、团 队协作精神、创新能力和 职业素养。
课程安排与平压模切机的基本概念、 工作原理、结构特点等内容,共计8 学时。
采用理论考试和实践操作考核相结合 的方式,综合评价学生的学习成果, 共计4学时。
机械原理课程设计-半自动平压模切机机构设计
机械原理课程设计-半自动平压模切机机构设计
半自动平压模切机是一种常见的用于对纸张、塑料薄膜等材料进行模切的机械设备。
其主要由以下机构组成:
1. 运动机构:包括驱动轮、主动轮和传动装置。
传动装置一般采用电机将旋转的动力转化为直线运动,通过带动主动轮带动工件移动。
2. 强制送料机构:用于将材料送至切割位置,一般由送料装置和压料装置组成。
送料装置可以采用电机驱动的辊子,将材料送到切割位置;压料装置则用于压紧材料,使其保持平稳。
3. 切割机构:主要由上刀和下刀组成。
上刀安装在机架上,下刀安装在滑块上,通过滑块的上下运动控制切割行程。
上刀一般由电机驱动,下刀则用于切割材料。
4. 收料机构:用于收集切割好的成品。
可以采用输送带将成品送到指定位置,或者直接由工作台进行收集。
5. 控制系统:用于对机器的工作状态进行控制,可以包括按钮、开关、PLC等。
在进行半自动平压模切机机构设计时,需要根据具体要求和工作条件进行合理的选择和布局。
一般需要考虑的因素包括切割材料的尺寸和特性、工作效率要求、安全性要求等。
同时,还需要考虑机构的稳定性、切割行程的准确性、切割力的控制等方面。
最后,还需要进行机械性能计算和强度校核等工作,确保机构的可靠性和安全性。
半自动平压模切机设计说明书

目录1.设计题目--------------------------------------------------------------------------------------22.给定的设计条件、数据及要求-----------------------------------------------------------23.设计步骤--------------------------------------------------------------------------------------21)原动机的选择--------------------------------------------------------------------------------32)传动机构的选择与比较--------------------------------------------------------------------43)执行机构的选择与比较--------------------------------------------------------------------54)机械系统运动方案的拟定和比较--------------------------------------------------------55)机械系统的运动循环图--------------------------------------------------------------------86)所选机构的设计与分析--------------------------------------------------------------------87)机械运动方案布置图及机械运动简图-------------------------------------------------12 8)完成设计所用方法及其原理的简要说明--------------------------------------------134.主要参考资料-------------------------------------------------------------------------------135.附录--------------------------------------------------------------------------------------------14半自动平压模切机设计说明书1设计题目:半自动平压模切机工作原理及工艺动作过程:纸板压痕机是印刷、包装行业压制纸盒、纸箱等纸制品的专用设备,该机可对各种规格的白纸板、厚度在4mm以下的瓦愣纸板,以及各种高级精细的印刷品进行压痕、切线。
半自动平压模切机设计(DOC)
中原工学院课程设计课程名称:机械设计(上)课程审计课程号:DB0302028专业:机械设计制造及其自动化班级:机自131班学号:201300314103学生姓名:刘旭东指导教师:程军红2015年06 月26 日题目:半自动平压模切机的模切设计设计者:刘旭东同组成员:王超凡、李俊熙目录<一>:课程设计任务 (4)<二>:执行机构的功能原理 (8)<三>:执行机构运动规律及型式设计 (9)<四>:主机构的运动设计 (17)<五>:执行系统的协调设计 (19)<六>:方案评价总结 (20)<七>:课程设计总结(体会) (21)<八>:参考文献 (21)<九>附录 (21)<一>:课程设计任务一、设计题目:半自动平压模切机的模切机构二、工作原理及工艺动作过程半自动平压模切机是印刷、包装行业压制纸盒、纸箱等纸制品的专用设备.它可对各种规格的纸板、厚度在4mm以下的瓦愣纸板,以及各种高级精细的印刷品进行压痕、切线、压凹凸。
经过压痕、切线的纸扳,用手工或机械沿切线处去掉边料后,沿着压出的压痕可折叠成各种纸盒、纸箱,或制成凹凸的商标。
压制纸板的工艺过程主要分两部分,一为将纸板走纸到位,二是对纸板冲压模切。
如图一所示,4为工作台面,工作台上方的1为双列链传动,2为主动链轮,3为走纸模块,其两端分别固定在前后两根链条上,横块上装有若干个夹紧片。
主动链轮由间歇机构带动,使双列链条作同步的间歇运动。
每次停歇时,链上的一个走纸模块刚好运动到主动链轮下方的位置上。
这时,工作台面下方的控制机构,其执行构件7作往复移动,推动横块上的夹紧装置,使夹紧片张开,操作者可将纸板8喂入,待夹紧后,主动链轮又开始转动,将纸板送到具有固定上模5和可动下模6的位置。
链轮再次停歇。
这时,在工作台面下部的的主传动系统中的执行构件(滑块)和下模6为一体向上移动,实现纸板的压痕、切线(称为模压或压切)、压切完成以后,链条再次运行,当夹有纸板的模块走到某一位置时,受另一机构(图上未表示)作用,使夹紧片张开,纸板落到收纸台上,完成一个工作循环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
半自动平压模切机设计说明书一、设计目的通过本课程设计将学过的基础理论知识进行综合应用,着手设计“半自动平压模切机”。
通过对机构的选型、设计;对机械传动方案、机械运动方案的选择和评价而培养结构设计,计算能力。
熟悉一般的机械装置设计过程。
二、工作原理及工艺动作过程半自动平压模切机是印刷,包装行业压制纸盒、纸箱制品的专用设备。
它可以对各种规格的纸板、厚度在4mm一下的瓦楞纸板,以及各种高级精细的印刷品进行压痕、切线、三、运动循环图(一)机构运动要求从机器的工艺动作可以看出,可以把整个机构运动的运动分成两个部分,一是辅助运动,它可以用于完成纸板的夹紧,走纸,松开等动作。
对实现该运动的传动机构要求做间歇运动;二是主运动,完成对纸板的压切动作,要求装有模板的滑块做直线往复运动。
其特点是行程短,受载大。
本机构要求行程是50毫米,最大载荷是,工作速度是每小时压制3000张。
另外,主运动和辅运动要相互协调。
(二)运动示意图由上述机构运动要求,绘制如下运动示意草图:走纸机构夹紧装置夹紧装置模切机构主轴(三)各部件运动分析1、主轴的选择和转角运算为了计算和设计方便,选择变速箱的输出轴为运动分析主轴,如上图所示。
由原始数据和设计要求知,平面六杆机构的行程速比系数K=1.3,则极位夹角°并知该运动周期分为两部分,以156.5°(156.5°=180°-23.5°)为界分为0°---156.5°和156.5°--360°两个过程。
2、模切机构的分析当主轴转角为0°---156.5°,下模从行程最低点开始,在平面六杆机构的带动下向上移动至预定模切位置,进行冲压模切;当主轴转角为156.5°--360°,下模完成模切动作,快速急回运动至行程最低点即下一周期起点。
3、走纸机构的分析当主轴转角为0°---156.5°,特殊齿轮组(用于完成间歇运动)没有啮合运动,链轮链条处于静止状态;当主轴转角为156.5°--360°,特殊齿轮组轮齿参与啮合,带动链轮链条运动,进行走纸运动。
4、夹紧装置的分析当主轴转角为0°---156.5°,带动夹子的凸轮走过推程,远休止和回程使刚性弹簧夹完成夹纸动作;当主轴转角为156.5°--360°,凸轮处于近休止状态使刚性弹簧夹处于夹紧状态。
(四)综上所述运动循环图如下:四、送料、模切机构的选型(一)送料机构的选型1、可选机构2、选型原因:(1)对于纸板的输送构件,选用双列链轮传动:a、相对皮带传动而言,双列链轮传动精度较高,有利于纸板的精确走纸定位;b、适合于本机构的远距离传递;c、本机构在长时间传输、模切时摩擦大,易发热,而双列链轮传动机构适合于长时间在此恶劣环境下工作。
另外,使用皮带轮传动其易打滑,易变形,传输精度低,传递效率低。
(2)对于纸板的停歇,选用特殊齿轮组:a、相对凸轮机构相比而言,特殊齿轮组制造容易,工作可靠。
b、特殊齿轮组在设计时,易实现从动件的运动时间和静止时间的比例在较大范围内调节,适用范围广。
c、特殊齿轮组在工作时由于面接触且是间歇运转,因此不易磨损,使用寿命长。
另外凸轮机构制造加工困难,易磨损。
(3)对于纸板的固定,选用刚性弹簧夹:a、在走纸时,相对普通夹子而言,由于刚性弹簧力的作用,可以自动的将纸板夹紧,并准确平稳的走纸;b、在夹紧和松开纸板时,运用凸轮机构和刚性弹簧的配合使用,能准确、方便、自动的实现纸板的夹紧和松开动作。
另外,使用普通夹子较难实现纸板的自动夹紧和松开的工艺动作以及平稳走纸的目的。
3、最终选型:纸板的输送选用双列链轮传动;纸板的停歇殊齿轮组选用特;纸板的固选用刚性弹簧夹。
(二)模切冲压机构的选型1、可选机构2、选型原因:a、相对凸轮机构而言,连杆机构的运动副一般均为低副,其运动副元素为面接触,压力较小,润滑好,磨损小,则承载能力较大,有利于实现增力效果。
b、连杆机构的设计、加工制造容易,经济性好,且低副一般为几何封闭,工作的可靠性好。
c、在满足运动要求的条件下,连杆机构可以灵活改变各杆件的相对长度来调节运动规律,适用性强。
另外,凸轮机构增力效果差,设计加工制造困难,适用性差。
3、最终选型:平面六杆曲柄滑块机构。
五、机械运动方案的评定和选择由上述运动循环图及题设要求可知,“半自动平压模切机”主要分为三大部分:动力传动机构;走纸机构;冲压模切机构。
其中动力传动机构又分为动力传递机构和变速转向机构。
走纸机构分为:纸板的输送机构,纸板的停歇机构和纸板的固定机构。
冲压模切机构为急回机构。
备选机构列表:由上述备选机构可得32种备选机械运动方案,从中选出3种典型可行方案如下:方案A:双列链轮传动----特殊齿轮组----刚性弹簧夹----平面六杆曲柄滑块机构----V 形带----圆柱齿轮传动机构方案B:双列链轮传动----凸轮机构----刚性弹簧夹----直动推杆凸轮机构----联轴器----锥--圆柱齿轮传动机构方案C:皮带轮传动----凸轮机构----普通夹子----直动杆凸轮机构----联轴器----单级蜗杆传动机构典型可行方案评定方案A:1、示意图2、分析与评定(1)机械功能的实现质量由于V形带和齿轮的组合传动,功率损失小,机械效率高,可靠性高;平面六杆曲柄滑块机构能够承受很大的生产阻力,增力效果好,可以平稳的完成模切任务;使用刚性弹簧夹自动的实现纸板的夹紧与松开动作,并运用特殊齿轮组完成走纸的间歇运动和准确的定位,以实现与冲压模切的协调配合。
(2)机械的运动分析在同一传动机构的带动下,特殊齿轮和双列链轮机构共同完成走纸的准确定位,运动精度高,并且能和冲压模切运动很好的配合完成要求动作工艺。
(3)机械动力分析平面六杆曲柄滑块机构有良好的力学性能,在飞轮的调节下,能大大的降低因短时间承受很大生产阻力而带来的冲击震动;整个机构(特别是六杆机构和特殊齿轮组)具有很好的耐磨性能,可以长时间安全、稳定的工作。
(4)机械结构合理性该机构各构件结构简单紧凑,尺寸设计简单,机构重量适中。
(5)机械经济性平面六杆曲柄滑块机构设计,加工制造简单,使用寿命长,维修容易,经济成本低,虽然特殊齿轮组设计加工难度较大,成本偏高,但与其他等效备选机构相比,其能更好的实现工作要求,以带来更大的经济效益。
方案B:1、示意图2、分析与评定(1)机械功能的实现质量相较于方案A的V形带,联轴器的传递效率虽然高,但是减速效果差;采用直动推杆凸轮机构难承受很大的生产阻力,不能很好的完成冲压模切功能;运用凸轮机构带动走纸机构间歇运动,由于长时间工作而磨损变形,会造成走纸机构无法准确定位。
虽然能实现总体功能要求,但实现的质量较差。
(2)机械运动分析凸轮的长期间歇运动导致微小误差积累,从而引起走纸定位的准确性下降,最终引起各执行机构间的配合运动失调。
(3)机械动力分析直动推杆凸轮机构难以承受很大的生产阻力,不便长期在重载条件下工作,不能很好的满足冲压模切的力学要求;该方案中的凸轮机构(包括机构中的两个凸轮机构)耐磨性差。
(4)机械结构合理性该机构结构简单紧凑,但由于凸轮机构的使用,造成整体机构的尺寸很重量都较大。
(5)机械经济性由于凸轮机构和锥圆柱齿轮的设计、加工制造较难,用料较大,维修不易,故而生产和维修经济成本均较高。
方案C:1、示意图2、分析与评定(1)机械功能的实现质量相对于方案B,皮带传送很难实现走纸的准确定位;普通夹子不便于纸板的自动化夹紧和松开,需要相应辅助手段较多;采用蜗杆减速器,结构紧凑,环境适应好,但传动效率低,不适宜于连续长期工作。
总体上机械功能的实现质量很差。
(2)机械运动分析皮带传送易磨损、打滑,走纸运动的精度低,又因很难实现准确定位与冲压模切的协调性差。
(3)机械动力分析直动推杆凸轮机构难以承受很大的生产阻力,不便长期在重载条件下工作,不能很好的满足冲压模切的力学要求;该方案中的凸轮机构(包括机构中的两个凸轮机构)和平带耐磨性差。
(4)机械机构合理性该机构结构简单紧凑,但由于凸轮机构的使用,造成整体机构的尺寸很重量都较大。
(5)机械机构经济性由于普通夹子的使用,降低了生产成本,但由于其易磨损,维修成本大,又由于凸轮机构和蜗杆机构的存在,经济成本还是很大。
综上所述,从机械功能的实现质量、机械运动分析、机械动力分析、机械结构合理性、机械经济性等各方面综合考虑,方案A各方面性能均优,故选择其为最优方案。
六、电动机的选型1、类型和结构形式:三相异步笼型交流电动机,封闭式,380V,Y型;2、功率:=5.897 kw(---功率、---生产阻力、s---有效模切行程、t’---周期、k---行程速比系数)(分别为皮带,轴承和齿轮的效率)故kw3、转速:( =8~40 分别为皮带和减速器的传动比) 则4、电动机方案选型方案型号(kw)转速r/min重量N参考价格(元)传动比同步满载总传动比V带减速器1Y160M1-1 11 3000 2930 1170 135058.62.8 20.932 Y160M-11 1500 1460 1230 1800 29. 2.5 11.684 23 Y160L-6 11 1000 970 1470 160019.42 9.7 综上所述4点,最终选型为:型号(kw)满载时起动电流额定电流起动转矩额定转矩最大转矩额定转矩转速r/min电流(380V)效率%功率因数Y160M1-111 2930 20.8 87.2 0.88 7.0 2.0 2.2安装尺寸:型号安装尺寸(mm) 外形尺寸(mm)A B C D E F G H K AB AC ADHDLY160M1 -1 25421108421112 37161533335265385605七、机械传动设计(一)传动比的分配1、总传动比:2、分配传动比:(分别为皮带和减速器传动比),为使V型带传动外廓尺寸不至过大,初步取,则同理,按展开式考虑润滑条件,为使两级大齿轮直径相近,由展开式曲线,查得=5.70,则(二)齿轮组的设计根据(一)中传动比的分配设计以及整体尺寸综合考虑,查圆柱齿轮标准模数系列表(GB/T 1357—1987)得:(1)、m1=2 a1=113mm z1=20 z2=z1·i3=20 5.70=114(2)、m2=3 a2=139.5mm z1=20 z2=z1·i4=20 3.67=73(3)、m3=0.5 a3=27.5mm z1=60 z2=z1·I’=60=50(4)、m4=6 a4=180mm z=30 由=0.435得z’=13(三)链轮、链条的设计依据上述整体尺寸,初步设计链轮直径为300mm,查短节距传动用精密滚子链的基本参数与主要尺寸(GB/T 1243--1997)得:齿数z=25 ,其直径为d=303.989mm则链条的节数即链条为:24A-1-78 GB/T 1243-1997(s为链轮中心距s=1000mm p为节距p=38.1mm)(四)轴承和键的设计根据上述齿轮模数m和齿数z,求得相应直径d=mz,以及轴的转速(见第九章第一节:轴的参数)等查深沟球轴承(GB/T 276--1994)得下表:轴代号轴承尺寸/mm基本额定载荷/kN极限转速(r·) 代号安装尺寸/mm d D B 脂油I轴15 35 11 5.6 7.65 3.72 18002200620220 32 0.6II轴45 85 19 1.1 31.5 20.5 7000 9000 620952 78 1III 轴50 90 21.135.023.2 6700 8500 62157 83 1IV35 802 1.5 33.4 19.2 8000 9500 63044 71 1.5轴0 1 7V轴65 120 231.5 57.2 40.0 5000 6300 621374 111 1.5VI 轴15 35 115.6 7.65 3.72 18002200620220 32 0.6 同上述,查普通平键(GB/T 1096--1990)得轴代号键的公称尺寸键槽尺寸b(h9) h(h11) L(h14)t公称公差公称公差I轴 5 5 10~56 3.0 +0.1 2.3 +0.1 II轴14 9 30~160 5.5 +0.2 3.8 +0.2 III轴16 10 45~180 6.0 +0.2 4.3 +0.2 IV轴10 8 22~110 5.0 +0.2 3.3 +0.2 V轴20 12 56~220 7.5 +0.2 4.9 +0.2 VI轴 6 6 14~70 3.5 0 2.8 0 (五)V形带的设计¦Α¦Α由上图得:皮带的长度l=α·+2a·sinα+(π-α)其中cosα=故皮带A:a=800mm 则α=1.4005 l=2517.785mm 查普通V带的基准(GB/T 11544--1997)得此皮带型号为:A 2500 GB/T 11544-1997皮带B:a=295.68mm 则α=1.518 l=1111.315mm 查表得此皮带型号为:A 1120 GB/T 11544-1997皮带C:a=1016.07mm 则α=1.5549 l=2551.505mm 查表得此皮带型号为:A 2500 GB/T 11544-1997(六)刚性弹簧夹及其配合凸轮的设计刚性弹簧夹及其配合凸轮的尺寸如上,按设计要求配合凸轮只需完成在规定时间内将夹子顶开和松弛两个动作,故采用匀速运动规律即可满足运动要求。