连铸二冷水喷嘴堵塞原因分析与对策
连铸二冷水喷嘴堵塞原因分析与对策(武钢)
连铸二冷水喷嘴堵塞原因分析与对策武汉钢铁(集团)公司李英俞琴摘要:炼钢连铸二冷水水质问题引起喷嘴堵塞。
造成铸坯表面裂纹。
以昆钢三炼钢板坯连铸机二冷水喷嘴堵塞现状为例,从水处理工艺、水源、水质及运行管理等方面进行分析。
找出二冷水喷嘴堵塞的原因各影响因素。
提出相应整改据施。
关键词:昆钢连铸二冷水喷嘴堵塞原因分析对策措施昆钢三炼钢厂板坯连铸机,因连铸喷淋水喷嘴堵塞速度快、面积大,严重影响铸机生产和板坯质量。
武钢工艺优化品种结构小组邀请了武钢能源动力公司供水厂相关专业技术人员,对昆钢三炼钢板坯连铸机二次冷却水系统进行调查,从水系统工艺、水源、水质及运行管理等方面进行分析,找出二冷水喷嘴堵塞的原因和影响因素,提出相应整改措施。
1 现场调查1.1 喷嘴堵塞现状昆钢三炼钢板坯连铸机扇型段分为8区12段,各种直径的喷嘴有665个。
生产过程中,喷嘴堵塞现象十分频繁,在铸机开浇很短时间内,喷嘴被堵个数达100多个,被迫更换喷嘴后不久,又会有大面积喷嘴出水呈线状直至喷嘴堵塞,造成的后果是板坯表面出现裂纹。
1.2 水处理运行现状从各种运行记录得知,目前板坯连铸二冷水处理各个工序处于正常运行状态,经化学除油器处理后的水质达到且优于设计标准要求。
水处理站各项制度比较健全,水质分析、水处理药剂、水处理运行等参数都有较全面记录。
1.3 板坯连铸机二次冷却水系统工艺流程三炼钢扩建时,因受场地等条件限制,板坯连铸机二次冷却水未形成独立的水处理系统,而是并入热轧的浊环水系统。
板坯连铸机设计供水量520 m3/h,板带轧机设计供水量2339 m3/h,系统容积估算约8000~10000 m3,补充水量设计为120 m3/h,系统实际补水量极少。
因有外来水进入本系统,水的循环率无准确数据。
板坯连铸二冷水是敞开式浊循环水。
供出的水与铸机铸坯直接接触,铸坯、铸机表面大量氧化铁皮、润滑油、水乙二醇随水回到水站进行处理。
用户回水进入旋流沉淀池,去除大颗粒氧化铁皮后,进入化学除油器,通过投加混凝剂、絮凝剂,可去除水中大部分细小的氧化铁皮和油。
板坯连铸机二冷水喷嘴堵塞原因分析及对策

板坯连铸机二冷水喷嘴堵塞原因分析及对策作者:郭少云来源:《科技视界》2014年第20期0 前言二次冷却是连铸生产的重要环节,是使铸坯离开结晶器后接受连续冷却直至完全凝固的过程。
铸坯的中心热量除了通过铸坯的辐射方式带走,更主要是靠喷淋到铸坯表面的水滴的蒸发和升温而带走,影响二次冷却效果的是喷淋冷却水。
目前钢铁企业板坯连铸机二冷水喷嘴普遍存在堵塞的现象,喷嘴的堵塞导致铸坯局部冷却降温不均匀,造成角裂、表面缺陷等一系列的质量问题。
严重的制约着铸坯的质量和产量。
如何控制喷嘴堵塞,将喷嘴月堵塞率降低到3%以下,成为很多钢铁企业攻关的课题。
1 喷嘴堵塞原因分析1.1 堵塞物分类喷嘴的堵塞物主要有以下几类,油(包括液压油、润滑油)、氧化铁颗粒(氧化铁和气路中的腐蚀产物)、泥、水体中盐类的析出物(比如碳酸钙、碳酸镁等)、比较大的固体颗粒。
1.2 喷嘴堵塞方式分析1)油泥堵塞:这里的油泥是指在油的作用下将水体中其他细小固体物质粘附在一起而形成。
油泥对喷嘴的堵塞表现在两个方面,一是水体中已经形成的油泥对喷嘴堵塞,比如,连铸系统停止供水,连铸再次复产时,管道中富集的油泥由于水流的冲击而剥落,通过喷嘴时粘附在喷嘴口,直接将喷嘴堵塞。
二是连铸生产时,产生高温区,喷嘴的温度也很高,在此情况下水体中的油发生化学反应,油粘附在喷嘴上,由于油的粘度增加造成其他固形物在此富集,时间累积喷嘴堵塞。
2)结垢堵塞:水体中溶解盐含量高,在通过喷嘴时,高温下析出,富集产生喷嘴堵塞,在循环水高浓缩倍数时容易产生。
3)气路氧化物堵塞:气路中的气体难免会带有水分,在水的作用下,供气管路发生腐蚀,腐蚀产物脱落后堵塞喷嘴。
4)固体物质堵塞:连铸车间过滤器在不正常工作的状态下和检修时疏忽带来固体物质,从而进入布水管线,最终导致碰嘴堵塞。
以上几种堵塞方式是比较常见的情况,尤其是第一种情况,大部分的喷嘴堵塞都是由于油泥而造成。
2 解决对策除去生产工艺及设备装备等客观因素,连铸机喷嘴堵塞归根结底是一种管理问题,完善的管理模式、强有力的贯彻执行是降低喷嘴堵塞率的关键所在。
连铸二冷水喷嘴堵塞原因分析及综合解决方案
2012年第l期冶金动力总第149期ME T A L L uR G I c A L Po、ⅣER55连铸二冷水喷嘴堵塞原因分析及综合解决方案杨泽宇(中冶京诚工程技术有限公司,北京.1∞176)【摘要】针对连铸二冷水喷嘴堵塞问题,结合二冷水处理工艺及特点,进行了全面系统的原因分析。
并提出了一体化综合解决方案。
.【关键词】二冷水;喷嘴堵塞;原因分析;解决方案【中图分类号】聊85【文献标识码】B【文章编号】1006—6764(2012)01一0055—04C aus酷A nal ys i s of Secondar y C ool i ng W at er N oz zl e B l oc l【ageof C ont i nuo吣C as t i ng a nd C om pr ehens i V e Sol ut i onY A N G ze一”∞一c鲫删E蟛聊e咖&RⅢ矾^知叩删加以,成茚嘲JD D J砸C^叫【A bst r躯t】I n t l l e l i ght of:secondar y cool i ng w a t e r nozzl e bl ocka ge of cont i nuo鹏c鹊t i ng 觚d com bi ni ng t l I e s ec onda r y cool i ng w a t er臼eat I l l e nt t echnol o罢:)r and ch盯∞t er i st i c80f t l l e 8ys t em,t l I e ca u∞8a陀an al yzed8ys t e m a t i ca U y and a c om pr e hens i ve80l ut i on i s adv蛐ced.【K ey w or ds】s econdar y c00l i ng w a t er;noz zl e bl ockage;c肌∞舳al ysi s;80l ut i帆1概述在连铸浊环水运行过程中,二冷水喷嘴堵塞是最常见的问题。
板坯连铸机二冷水喷嘴堵塞原因分析及对策

渊6冤多开展一些参与性强尧涉及面广尧与图书馆发展密切相关的活 动袁增强读者的主人翁意识引导馆员主动的参与到图书馆创新发展中 去遥
图书馆也可以通过积极引入一些 SNS 应用尧 社会性软件等服务 来完成本馆的 SNS 模式构建工作遥 其中主要包括博客尧Wiki,以及即时 性通讯软件等应用遥 如美国宾夕法亚大学图书馆引进了标签系统遥 国 内厦门大学尧清华大学尧华中科技大学等 10 余所高校开发了可介入豆 瓣 API 的 OPAC 馆藏查询应用程序遥 上海交通大学图书馆也于 2010 年引进了 LibGuides 袁成为国内首家使用该系统的高校图书馆袁充分 利用 SNS 功能袁开展个性化服务遥 猿援猿 自主开发模式
揖参考文献铱 咱1暂周鹏飞.国内有关 SNS 网站的研究综述[J].现代情报,2010,30(7):174-177. 咱2暂王捷.SNS 带给图书馆的机遇和挑战[J].图书馆理论与实践袁2012袁5院26-28. 咱3暂郑陈律.图书馆 SNS 服务的研究[J].图书馆工作与研究袁2009袁10院7-10. 咱4暂张琳.高校数字图书馆引进 SNS 的研究分析[J].图书馆界袁2011袁1院7要8. 咱5暂胡丽丽.SNS 在高校图书馆中的应用研究[J].农业图书情报学刊袁2011袁23渊10冤院 19-22. 咱6暂苏建华袁汪初芸.国内外高校图书馆应用 SNS 的比较研究[J].情报资料工作袁 2011袁2院102-104. 咱7暂梁爽.SNS 在图书馆应用综述[J].图书馆学刊袁2012袁1院139-142.
(完整word版)改善连铸水口堵塞的方法小结

改善连铸水口堵塞的方法小结大家普遍认为这主要是由钢水中的固态显微夹杂(如Al203、Ti02、ZrO2、稀土氧化物、CaS或A12O3•MgO 等)粘附在水口内壁而引起的,此外钢水的化学成分和钙处理工艺,以及Ar气注流保护措施、钢水温度、水口设计、耐火材料等因素都与水口的堵塞有关。
对夹杂物的变性处理对于连铸过程中水口堵塞比较严重的铝镇静钢,通常会在钢水中加入Ca-Si丝(或Ca-Si粉)来对A12O3进行变性处理.这主要是因为通过钙处理能将A12O3夹杂转化为低熔点的铝酸钙物质(主要是C12A7)。
但钙处理时需对钙加入量进行一定的控制:(1)钙加入量不足,容易生成高熔点的铝酸钙,如CA6,CA2和CA.(2)钙加入量过多,则会在CA和MnO。
A12O3的基体上产生更加难于解决的高熔点物质CaS或(Ca,Mn)S。
Ca添加量不足,A12O3颗粒没有被CaO改性为液体氧化物时,如果有CA6生成,水口会被迅速堵塞,这是因为在Ca处理的同时,生成了熔融的Ti02。
CaO。
A12O3起到粘结剂的作用。
所以只有添加最佳量的Ca才能取得所希望的效果,实验证明,在中间包温度1550℃及w(A1)在0.02%的情况下,要想避免CaS的形成,w(S)不可以超过0。
025%。
减少脱氧产物的沉积曾有学者道森计算过,对于典型的浇铸过程,如果每1500个非金属夹杂中有1个沉积在水口上,水口就可能堵塞。
为了减少夹带的脱氧产物的沉积,连铸生产中多采用吹Ar来改善,原因如下:(1)在水口壁上形成氩气膜,可防止脱氧产物与水口壁接触;(2)氩气泡将脱氧产物从水口壁上吹洗掉;(3)氩气泡促使脱氧产物的上浮;(4)喷氩可增强紊流,可使沉积物被冲洗掉;(5)水口内的压力增大,因而可减少通过水口的空气吸入;(6)氩气可防止钢水与耐火材料之间的化学反应.但吹Ar也容易引发一定的问题,这在实际生产中已有所体现。
首先它会增大结晶器的液位波动,气泡被带进坯壳产生质量缺陷;其次由于高的回压或水口热冲击抵抗性减小而加剧水口渣线侵蚀甚至开裂。
板坯连铸机二冷水喷嘴堵塞原因分析及对策
板坯连铸机二冷水喷嘴堵塞原因分析及对策二次冷却是连铸生产的重要环节,是使铸坯离开结晶器后接受连续冷却直至完全凝固的过程。
铸坯的中心热量除了通过铸坯的辐射方式带走,更主要是靠喷淋到铸坯表面的水滴的蒸发和升温而带走,影响二次冷却效果的是喷淋冷却水。
目前钢铁企业板坯连铸机二冷水喷嘴普遍存在堵塞的现象,喷嘴的堵塞导致铸坯局部冷却降温不均匀,造成角裂、表面缺陷等一系列的质量问题。
严重的制约著铸坯的质量和产量。
本文分析了板坯连铸机二冷水喷嘴堵塞原因分析及对策。
标签:板坯连铸机;喷嘴;堵塞原因;对策引言:在连铸过程中,大量使用水进行铸坯冷却,二冷区冷却水直接与铸坯接触使得水中含有大量的油、金属粉尘、氧化铁皮、保护渣等。
这些物质进入到冷却水水处理系统中,会恶化水质,造成很大的危害水质恶化会直接导致喷嘴堵塞。
对京唐喷嘴堵塞物进行化验,其主要为铁氧化物和油的混合物、一些大颗粒杂质。
为了减少喷嘴堵塞数量,提高铸坯质量,本文对京唐公司水处理工艺流程和设备进行了调查分析,通过改善水质、提高过滤效果来降低喷嘴堵塞率。
1、喷嘴堵塞原因分析1.1、堵塞物分类喷嘴的堵塞物主要有以下几类,油(包括液压油、润滑油)、氧化铁颗粒(氧化铁和气路中的腐蚀产物)、泥、水体中盐类的析出物(比如碳酸钙、碳酸镁等)、比较大的固体颗粒。
1.2、喷嘴堵塞方式分析1)油泥堵塞:这里的油泥是指在油的作用下将水体中其他细小固体物质粘附在一起而形成。
油泥对喷嘴的堵塞表现在两个方面,一是水体中已经形成的油泥对喷嘴堵塞,比如,连铸系统停止供水,连铸再次复产时,管道中富集的油泥由于水流的冲击而剥落,通过喷嘴时粘附在喷嘴口,直接将喷嘴堵塞。
二是连铸生产时,产生高温区,喷嘴的温度也很高,在此情况下水体中的油发生化学反应,油粘附在喷嘴上,由于油的粘度增加造成其他固形物在此富集,时间累积喷嘴堵塞。
2)结垢堵塞:水体中溶解盐含量高,在通过喷嘴时,高温下析出,富集产生喷嘴堵塞,在循环水高浓缩倍数时容易产生。
连铸二冷水供水系统常见故障
连铸二冷水供水系统常见故障
1.1故障现象:二冷水井水温高,铸机水温报警
故障原因:热水泵供水压力低冷却塔风机未启动或发生故障布水管、喷头堵塞损坏热水井水位高,溢流到冷水井中。
处理措施:
1.1.1检修热水泵;
1.1.2启动冷却塔风机或进行检修;
1.1.3清理布水管,更换冷却塔喷头;
1.1.4控制好热水井水位,水位保持在中水位。
1.2故障现象:连铸泵房供水压力低于1.05兆帕,连铸机供水压力低报警。
故障原因:泵运行台数不够出水阀开度不足或阀板脱落水泵运行出现故障。
处理措施:
1.2.1根据连铸生产工艺要求,调整供水泵开启数量:
1.2.2调节出水阀开度或更换阀门;
1.2.3切换备用泵,并检查处理故障泵;
1.3故障现象:二冷水水质浑浊,悬浮物超标;
故障原因:冷、热水井未按要求定期清理药剂投加量不合理化学除油器清理不及时连铸机设备漏油严重,
检修垃圾较多
处理措施:
1.3.1及时清理冷、热水井;
1.3.2根据水量,合理调节药剂投加量;
1.3.3按规定及时清理化学除油器;
1.3.4连铸车间加强运行和检修时油品管理。
1.4故障现象:二冷水水泵出水流量低。
故障原因:出水阀门开度太小水泵运行故障供水管道堵塞流量计故障。
处理措施:
1.4.1确认阀门开度,调整至生产工艺压力;
1.4.2检查水泵;
1.4.3疏通供水管路;
1.4.4重新标定流量计或更换。
连铸二冷喷嘴堵塞原因分析
连铸二冷喷嘴堵塞原因分析本文中通过对钢厂实际生产中的连铸二冷喷嘴使用情况进行了詳细研究,发现实际生产过程中存在着不同程度的二冷喷嘴堵塞的问题,并且在不同程度上影响了实际生产。
但是由于工作条件的不同,所造成的具体堵塞的原因也不相同。
为了减少堵塞情况出现,所以本文通过分析钢厂中二冷喷嘴的堵塞情况和原因,相应的提出防止喷嘴堵塞的具体措施。
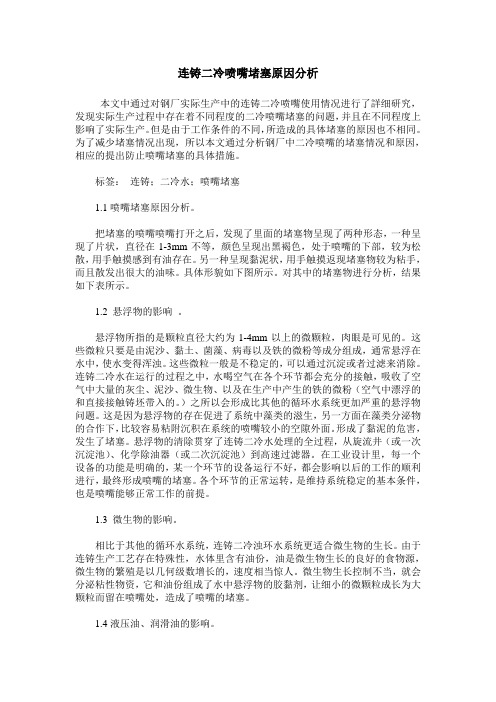
标签:连铸;二冷水;喷嘴堵塞1.1喷嘴堵塞原因分析。
把堵塞的喷嘴喷嘴打开之后,发现了里面的堵塞物呈现了两种形态,一种呈现了片状,直径在1-3mm不等,颜色呈现出黑褐色,处于喷嘴的下部,较为松散,用手触摸感到有油存在。
另一种呈现黏泥状,用手触摸返现堵塞物较为粘手,而且散发出很大的油味。
具体形貌如下图所示。
对其中的堵塞物进行分析,结果如下表所示。
1.2 悬浮物的影响。
悬浮物所指的是颗粒直径大约为1-4mm以上的微颗粒,肉眼是可见的。
这些微粒只要是由泥沙、黏土、菌藻、病毒以及铁的微粉等成分组成,通常悬浮在水中,使水变得浑浊。
这些微粒一般是不稳定的,可以通过沉淀或者过滤来消除。
连铸二冷水在运行的过程之中,水喝空气在各个环节都会充分的接触,吸收了空气中大量的灰尘、泥沙、微生物、以及在生产中产生的铁的微粉(空气中漂浮的和直接接触铸坯带入的。
)之所以会形成比其他的循环水系统更加严重的悬浮物问题。
这是因为悬浮物的存在促进了系统中藻类的滋生,另一方面在藻类分泌物的合作下,比较容易粘附沉积在系统的喷嘴较小的空隙外面。
形成了黏泥的危害,发生了堵塞。
悬浮物的清除贯穿了连铸二冷水处理的全过程,从旋流井(或一次沉淀池)、化学除油器(或二次沉淀池)到高速过滤器。
在工业设计里,每一个设备的功能是明确的,某一个环节的设备运行不好,都会影响以后的工作的顺利进行,最终形成喷嘴的堵塞。
各个环节的正常运转,是维持系统稳定的基本条件,也是喷嘴能够正常工作的前提。
1.3 微生物的影响。
相比于其他的循环水系统,连铸二冷浊环水系统更适合微生物的生长。
连铸二冷水喷嘴堵塞原因分析与对策
连铸二冷水喷嘴堵塞原因分析与对策本部分设定了隐藏,您已回复过了,以下是隐藏的内容连铸二冷水喷嘴堵塞原因分析与对策武汉钢铁(集团)公司李英俞琴摘要:炼钢连铸二冷水水质问题引起喷嘴堵塞。
造成铸坯表面裂纹。
以昆钢三炼钢板坯连铸机二冷水喷嘴堵塞现状为例,从水处理工艺、水源、水质及运行管理等方面进行分析。
找出二冷水喷嘴堵塞的原因各影响因素。
提出相应整改据施。
关键词:昆钢连铸二冷水喷嘴堵塞原因分析对策措施昆钢三炼钢厂板坯连铸机,因连铸喷淋水喷嘴堵塞速度快、面积大,严重影响铸机生产和板坯质量。
武钢工艺优化品种结构小组邀请了武钢能源动力公司供水厂相关专业技术人员,对昆钢三炼钢板坯连铸机二次冷却水系统进行调查,从水系统工艺、水源、水质及运行管理等方面进行分析,找出二冷水喷嘴堵塞的原因和影响因素,提出相应整改措施。
1 现场调查1.1 喷嘴堵塞现状昆钢三炼钢板坯连铸机扇型段分为8区12段,各种直径的喷嘴有665个。
生产过程中,喷嘴堵塞现象十分频繁,在铸机开浇很短时间内,喷嘴被堵个数达100多个,被迫更换喷嘴后不久,又会有大面积喷嘴出水呈线状直至喷嘴堵塞,造成的后果是板坯表面出现裂纹。
1.2 水处理运行现状从各种运行记录得知,目前板坯连铸二冷水处理各个工序处于正常运行状态,经化学除油器处理后的水质达到且优于设计标准要求。
水处理站各项制度比较健全,水质分析、水处理药剂、水处理运行等参数都有较全面记录。
1.3 板坯连铸机二次冷却水系统工艺流程三炼钢扩建时,因受场地等条件限制,板坯连铸机二次冷却水未形成独立的水处理系统,而是并入热轧的浊环水系统。
板坯连铸机设计供水量520 m3/h,板带轧机设计供水量2339 m3/h,系统容积估算约8000~10000 m3,补充水量设计为120 m3/h,系统实际补水量极少。
因有外来水进入本系统,水的循环率无准确数据。
板坯连铸二冷水是敞开式浊循环水。
供出的水与铸机铸坯直接接触,铸坯、铸机表面大量氧化铁皮、润滑油、水乙二醇随水回到水站进行处理。
连铸二冷水喷嘴堵塞原因分析及改进措施

塞『 2 _ 。 本文根据重钢连铸二冷水喷嘴堵塞实际情况 , 结 合二 冷水 处理 工 艺特点 , 对 喷 嘴堵 塞原 因进 行 系 统 分析 , 并 据此 提 出和 实施 了一 系列 的改 进措 施 。
l C l O l A1 l S i l C a l F e l
物, 长成大颗粒物 , 也容易刺激菌群大量繁殖滋生 , 最终堵塞喷嘴, 造成长期水质恶化影响。
3 . 2 - 3 检 修 的影 响 检修 前线 外 喷嘴 未进行 遮 盖密 封 , 造成 喷嘴 上 线 前 已经 存 在不 同程度 的堵 塞 , 更换 新 喷水 管 时未 将 制造 中 留下 的焊渣 、铁 屑 以及密 封胶 带 清除 , 安
好; 弧 形段 较多 , 其 它段 较好 。 3 喷 嘴堵塞 原 因分 析 3 . 1 堵 塞物 成分 分析 为 了分析 铸机 喷 嘴堵 塞物 的来 源 , 我们 收 集 了
在连 铸 生 产 过程 中 , 液压 油 、 润滑 干 油脂 会 不 断进入 二冷 水体 ,油 脂经 过化 学 除油 器处 理后 , 本
3 . 2 . 2 液压 油 、 润 滑 油 的影 响
冷喷嘴堵塞严重 , 在铸机开浇很短时间 内, 喷嘴被 堵个数达近百个 ,堵塞率更是一度高达 2 2 . 3 %, 喷 嘴被迫更换后不久 , 又会有大面积 喷嘴出水呈线状 直 至 喷 嘴堵 塞 , 严 重影 响铸 机 生产 顺 行 。 从 喷嘴 堵 塞 实 际 情 况来 看 , 铸 机两 边 喷 嘴 堵塞 严 重 , 中 间较
油、 金属粉尘 、 氧化铁皮 、 保护渣等 , 同时 , 管道设备
CSP连铸机二冷水喷嘴堵塞原因分析与对策
CSP连铸机二冷水喷嘴堵塞原因分析与对策陈治国;周燕霞;周东凯【摘要】针对连铸二冷水喷嘴频繁堵塞的现象,对喷嘴堵塞物、浊环水处理系统设备设施运行、检修状况展开了全面的分析调查。
通过排查找出关键问题,制定改进及优化方式,使连铸机二冷水悬浮物指标明显降低,连铸机喷嘴堵塞问题得到了较大的改善。
%To solve the problem of frequent clogging in the secondary cooling system of CSP caster, the clogging matters and operation and maintenance state of the turbid circulating water treatment system were thoroughly investigated. Crucial problems were found out and im-provement and optimization measures were drawn up and taken, apparently reducing the level of suspending substances in the secondary cooling water and significantly improving the noz-zle clogging problem.【期刊名称】《冶金动力》【年(卷),期】2014(000)003【总页数】3页(P55-56,58)【关键词】铸机二冷水;喷嘴堵塞;悬浮物;改进和优化【作者】陈治国;周燕霞;周东凯【作者单位】酒泉钢铁集团公司,甘肃嘉峪关 735100;酒泉钢铁集团公司,甘肃嘉峪关 735100;酒泉钢铁集团公司,甘肃嘉峪关 735100【正文语种】中文【中图分类】TQ085酒钢公司CSP两台连铸机主要生产中碳系列(Q235B、Q345B)和低碳系列(冷轧基料)钢种,生产950*58、1020*58、1250*52、1500*70等规格产品,主要应用于汽车行业、桥梁建造、管材等产业。
连铸浸入式水口堵塞原因分析及控制措施
连铸浸入式水口堵塞原因分析及控制措施连铸浸入式水口是连接中间包和结晶器的关键耐材,钢水通过浸入式水口进入结晶器,通过实时调节浸入式水口上部与塞棒的相对位置,改变两者之间的缝隙,控制着浸入式水口截面过钢量和连铸机生产效率,决定着结晶器液面状态,从而影响到连铸坯质量。
在传输过程中,钢水与浸入式水口内壁不可避免地接触,钢水含有的夹杂物在水口内壁粘附、聚集,随着时间延长,在水口内壁形成结瘤物。
这些结瘤物一方面易被钢水冲刷进入结晶器,以较大尺寸的夹杂物留存在连铸坯内;另一方面由于结瘤物形状不规则,造成塞棒控制失稳和结晶器液面大幅波动,严重时引起水口堵塞,甚至导致连铸停浇的生产事故。
目前水口材质多以熔融石英或铝-碳为基本材料,浇注过程中,水口内壁经常有结瘤物或堵塞物,在连铸机上的表现为塞棒的上涨、铸速或结晶器液面的下降。
理想情况下,结瘤物在水口内壁上较为均匀地分布,但可能在某些部位比较严重。
例如在水口下部钢水流出孔处更为明显,而且堵塞位置不同对钢水的流场也有不同的影响。
目前结瘤和堵塞现象难以预测,只有少量文献采用数据统计、神经网络和电磁制动控制的方法大致判断趋势。
水口内壁结瘤物与水口堵塞物普遍存在着分层现象,从诸多文献中看出,结瘤物或堵塞物从水口外层向水口中心分层,依次为水口材质侵蚀层、夹杂物烧结层、含钢夹杂物层。
各层的厚度、结瘤物的成分因钢种的不同而略有差别。
在浇注含有Al、Ti、稀土元素等活泼元素的钢水后,侵蚀层内存在该类元素的氧化物、硫化物、尖晶石夹杂物。
对于硫含量较高的钢水来说,Al、Ti、稀土元素等含量较低时,侵蚀层厚度更不明显,其内可见熔点较高的CaS等夹杂物;夹杂物烧结层较为致密,化学成分与钢中夹杂物成分相同;含钢夹杂物层致密度低,除含有较多的凝钢颗粒、铁的氧化物颗粒外,与前两层相比,含有更多的低熔点硫化物等夹杂物。
结瘤物或堵塞物的结构会受到钢水流向的直接影响,当钢水在浸入式水口内部发生偏流时,结瘤物的分布也会不对称,张立峰等就详细报道了偏流引起的不对称水口结瘤。
板坯连铸二次冷却喷嘴状态异常的分析处理

板坯连铸二次冷却喷嘴状态异常的分析处理周卓锁① 李隆宇 齐利国 李凯明(唐山钢铁集团有限公司热轧事业部 河北唐山063606)摘 要 唐钢新建的1900mm板坯连铸机的投产后,系统运行正常,但二次冷却水系统存在一些问题,发生喷嘴堵塞和泄漏报警,通过对系统运行异常点的分析,对水系统、油脂含量、反冲洗过滤器和离线喷嘴检测等进行优化处理,制定措施处理,使隐患得以消除,系统长期处于稳定运行中。
关键词 二次冷却水系统 堵塞和泄漏 喷嘴 分析中图法分类号 TG155.4 文献标识码 BDoi:10 3969/j issn 1001-1269 2022 Z2 0141 前言连铸二次冷却水系统直接影响连铸机铸坯质量,运行存在问题则会导致铸坯表面裂纹,中心偏析和疏松等内部质量缺陷。
唐钢新建的1900mm板坯连铸机于2020年9月8日投产,连铸机二次冷却水系统采用普锐特设计动态配水DAYACS,根据不同钢种特性,模型计算出铸坯表面不同位置的温度,模型驱动调整二次冷却水系统,使铸坯的表面温度尽量逼近目标表面温度,达到最优化的控制。
连铸二次冷却水系统的主要目的为:钢水通过水口进入结晶器,在结晶器内通过铜板冷却结壳,结壳后的板坯经过弯曲段、扇形段,通过二次冷水不断的喷淋降温,直至板坯内钢水完全凝固,此过程要尽可能的在最短时间将板坯冷却,以提高板坯质量及稳定性,在持续过程中要平衡水量及拉坯速度,将铸坯在要求范围内稳定降温,铸坯内外质量才能得以保障。
2 二次冷却水系统管路堵塞和泄漏原因分析我公司引进的普锐特的DYNACS动态二冷水模型中,有喷嘴专家模型,专门用于对各区喷嘴状态进行,实施监测喷嘴状态,并给出报警信息进行处理。
如下图:图1 喷嘴状态监测 上图中在标准中心线下部表示堵塞程度,模型设定当实际流量小于理论流量的20%时,颜色变为红色报警;标准中心线上部表示泄漏程度,模型设定当设计流量大于理论流量的20%时,颜色变为红色报警。
水口堵塞
连铸水口的堵塞机理水口堵塞严重地影响连铸的生产率和质量。
本文对连铸水口堵塞的原因、影响及解决办法进行评论。
讨论了钢流通过水口时产生的热损失的一维稳态分析的结果。
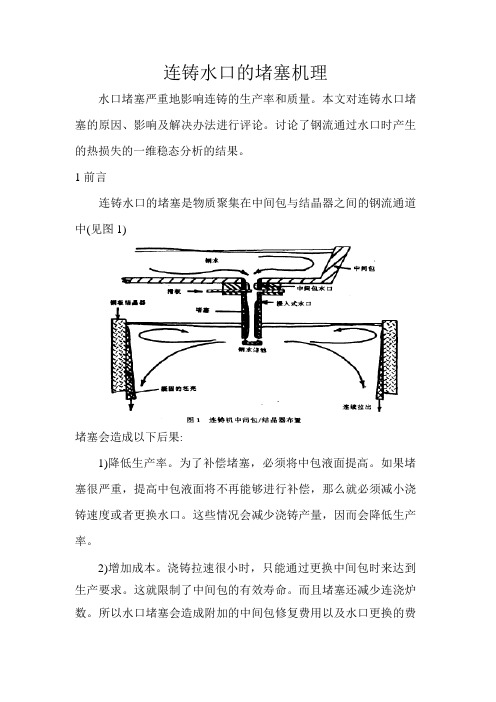
1前言连铸水口的堵塞是物质聚集在中间包与结晶器之间的钢流通道中(见图1)堵塞会造成以下后果:1)降低生产率。
为了补偿堵塞,必须将中包液面提高。
如果堵塞很严重,提高中包液面将不再能够进行补偿,那么就必须减小浇铸速度或者更换水口。
这些情况会减少浇铸产量,因而会降低生产率。
2)增加成本。
浇铸拉速很小时,只能通过更换中间包时来达到生产要求。
这就限制了中间包的有效寿命。
而且堵塞还减少连浇炉数。
所以水口堵塞会造成附加的中间包修复费用以及水口更换的费用。
3)降低质量。
非金属颗粒会从堵塞聚集处分离开而使产品出现不合格的纯度缺陷。
而且流股通道缩小还在结晶器中产生不希望的流场而造成质量问题(如结晶器保护剂吸入、坯壳变薄等)。
而且,由于中间包水口堵塞而更换中间包时出现的结晶器液面波动现象还会引起质量降低。
2堵塞通常有四种类型的堵塞,每一种的起因都不相同。
实际中,一个水口内的堵塞会由于两种或更多种类型的原因所致。
本文按脱氧产物、凝固的钢、复合氧化物和反应产物四种类型的堵塞将形成堵塞的原因区别开。
2. 1堵塞的原因对于由凝固的钢或反应产物形成的那些堵塞,传送及附着机理都很直观,因为堵塞现象发生在水口壁处。
但对于由脱氧产物构成的堵塞,其传送及附着过程就很复杂。
2. 2避免堵塞的办法2. 2. 1提高钢洁净度减少堵塞最明显的措施是降低脱氧产物的聚集及减少二次氧化产物的形成。
对于为达到提高钢洁净度所采取的措施已进行了评论。
重要的洁净炼钢方面包括:1)钢包精炼法真空脱气处理得到的洁净度比底吹氮的效果好;2)防止二次氧化。
钢包到中间包的浸入式浇注、中间包表面保护、密闭的耐火材料接缝等会减少钢水与氧气的接触,因而可改进洁净度;3)去除脱氧产物最佳的中间包流场钢液中去除脱氧产物;4)防止保护渣夹带钢包到中间包的浸入式浇注及避免钢包中的渣带入可减少钢液中外来夹杂的量。
特厚板连铸机喷嘴堵塞原因分析及改进措施
冶金动力
2019 年第 6 期
62
METALLURGICAL POWER
总 第 232 期
连铸二冷水冷却钢坯后从铁皮沟流入旋流井,
二冷水中 90% 以上的氧化铁皮在旋流井中通过沉
淀去除。然后由提升泵送到化学除油器进一步除
油、除细颗粒等污染物。化学除油器在进行二冷水
的处理过程中,一般需要与化学药剂配合使用。首
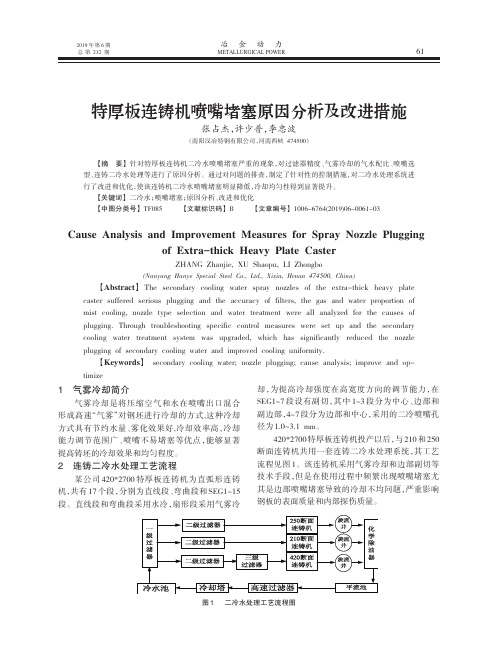
420*2700 特厚板连铸机投产以后,与 210 和 250 断面连铸机共用一套连铸二冷水处理系统,其工艺 流程见图 1。该连铸机采用气雾冷却和边部副切等 技术手段,但是在使用过程中频繁出现喷嘴堵塞尤 其是边部喷嘴堵塞导致的冷却不均问题,严重影响 钢板的表面质量和内部探伤质量。
图 1 二冷水处理工艺流程图
mist cooling, nozzle type selection and water treatment were all analyzed for the causes of plugging. Through troubleshooting specific control measures were set up and the secondary cooling water treatment system was upgraded, which has significantly reduced the nozzle plugging of secondary cooling water and improved cooling uniformity.
分 之 一 的 设 计 要 求[1],采 用 的 二 级 过 滤 器 精 度 能 够
满足过滤精度的要求,也能够有效减少外界环境变
化对水质的影响。在实际使用过程中,应该根据实
连铸喷嘴堵塞与检测

连铸喷嘴堵塞与检测连铸喷嘴在连铸机的整个设备中,是一个非常小的部件,占据非常小的连铸机投资成本。
连铸机投产后,作为一个生产备件,在连铸坯的成本中,同样占据较小的比重,但是它作为一个精密部件,需要定期的更换,定期的检测,防止其堵塞,才能够保持良好的喷雾性能,达到铸坯良好的冷却,保证铸坯在冷却阶段时的内外部质量。
喷嘴运转不良,发生部分堵塞时,喷雾效率显著地降低,导致连铸生产过程受到损害,可以非常迅速地使连铸坯成本每年增加数十万元人民币。
连铸喷嘴分为两大类,一类为液压雾化喷嘴,另一类为气体雾化喷嘴。
液压雾化喷嘴:扇形喷雾喷嘴内部无叶片,比较畅通。
实心锥型喷嘴和实心方形喷嘴内部嵌有叶片,水流通道变得狭小,比扇形喷嘴易于堵塞。
气体雾化喷嘴:扇形喷雾气雾喷嘴实心锥形喷雾气雾喷嘴气雾喷嘴的气入口比较的干净,水入口由于气雾喷嘴的冷却能力强于水喷嘴,孔径小于水喷嘴,喷嘴出口等效孔径明显大于水喷嘴。
连铸喷嘴的堵塞及防止主要有三个方面:一、连铸喷嘴使用的是开路二冷水,由于过滤不严或过滤器破损,大颗粒的氧化铁或结晶器保护渣通过过滤器,另外水里颗粒物的团聚,管道内壁结壳及粘结物的脱落,进入喷嘴,直接的堵塞喷嘴水入口,或扇形喷嘴的出口。
解决方式:A、整体式过滤器大部分的喷嘴可以通过增加整体式过滤器,做到尽量减少喷嘴的堵塞。
整体式过滤器可以作为喷嘴的一部分,直接的连接到喷嘴上,过滤器可以使用各种规格的网孔,最小网孔规格到200目,阻止杂质进入喷嘴。
B、T型过滤器喷嘴不锈钢配管前的集管安装T型过滤器。
T型过滤器有多种外形结构。
自清洗版T型过滤器作为液体过滤的另外一种选择,使被过滤的液体通过滤网和颗粒物返回供液管路。
T型过滤器,底部塞在清洗时可以拆下,过滤筒取出清洗,有的底部塞与排水阀一起卸下,以利于快速的清洗。
二、喷嘴悬浮物堵塞、内表面结垢和油污粘结。
解决方式:A:控制悬浮物含量即使过滤,二冷水里仍含有悬浮物,为了避免由其引起的喷嘴堵塞,悬浮物含量控制在15mg/L;延缓管道内外壁的结垢,在二冷水里加一定量的药物缓垢剂。
连铸二冷水喷嘴堵塞原因分析及控制措施
连铸二冷水喷嘴堵塞原因分析及控制措施姚凤凤【摘要】从水质控制、工艺设备配置维护、生产用水操作及检修管理等方面,分析了连铸喷嘴堵塞的主要原因,并提出了相关控制措施.【期刊名称】《冶金动力》【年(卷),期】2017(000)002【总页数】3页(P41-43)【关键词】连铸二冷水;喷嘴堵塞;原因分析;控制措施【作者】姚凤凤【作者单位】南京南钢产业发展有限公司,江苏南京,210035【正文语种】中文【中图分类】TQ085在连铸生产过程中,连铸喷嘴堵塞情况关系连铸机扇形段二次冷却效果,是铸坯内部质量的影响因素之一,控制连铸喷嘴堵塞率尤为重要。
本文就连铸喷嘴堵塞的主要原因进行浅要分析,并提出相关控制措施。
2.1 堵塞物成分通过对连铸喷嘴堵塞成分的跟踪分析,堵塞物种类大致可以分为氧化铁皮、结垢腐蚀物和生物黏泥,有时会有油胶皮和季节性的柳絮堵塞等。
对堵塞物取样成分分析,典型堵塞物成分如下:喷嘴堵塞以结垢物为主的典型成分:灼烧减量550℃:2.54%;灼烧减量950℃:7.95%;酸不溶物:15.11%;CaO:45.02%;MgO:1.45%;ZnO:0.19%;Fe2O3:2.27%P2O5:0.16%;F:15.44%。
喷嘴堵塞以腐蚀物为主的典型成分:Fe2O3:51.8%;CaO:19.9%;F:13%;SiO2:7.88%MgO:4.17%;Al2O3:1.64%;SO3:0.55%。
2.2 能源介质质量影响2.2.1 水质影响在供水水质方面,影响连铸喷嘴堵塞的主要水质项目为悬浮物、油、微生物及结垢和腐蚀产物,这也是连铸二冷水系统须重点控制的水质指标。
(1)悬浮物:表示水中悬浮固体含量,所表示的颗粒粒径为1μm以上。
(2)油:连铸在生产过程中会有不同程度的油脂泄漏入二冷水系统中,且部分油脂为水溶性油脂。
(3)微生物:水中溶解的营养源引起细菌、丝状菌、藻类等微生物群的增殖,并以这些微生物为主体,混有泥沙、无机物和尘埃等,形成附着的或堆积的软泥性沉积物。
研究连铸二冷水喷嘴堵塞原因及解决措施
研究连铸二冷水喷嘴堵塞原因及解决措施发表时间:2020-12-29T07:49:24.852Z 来源:《中国科技人才》2020年第24期作者:曹先锋李桂军王颖颖[导读] 目前,某炼钢厂二冷水水质能够满足连铸生产工艺的要求,但是,存在喷嘴被堵塞的问题。
山东钢铁集团日照有限公司 276800摘要:分析炼钢厂连铸二冷水的水质波动情况,主要介绍二冷水喷嘴堵塞的原因和双旋流过滤器实用解决方案,从二冷水水质指标控制、设备的操作检修及工艺的完整性着手分析,通过增加设备完善优化水处理工艺,解决了二冷水频繁喷嘴堵的问题,并探讨解决方案实施后的具体情况,为连铸连续生产提供坚强后盾。
关键词:二冷水;喷嘴;双旋流过滤装置;水质目前,某炼钢厂二冷水水质能够满足连铸生产工艺的要求,但是,存在喷嘴被堵塞的问题。
喷嘴堵塞会严重影响连铸铸坯质量的稳定性。
特别是生产质量要求高的产品,问题较严重,会影响产品的质量。
一、铸坯二次冷却先介绍二次冷却的主要目的:①钢水进入结晶器结壳后,进入扇形段通过二冷水不断排喷淋降温,直到完全凝固,要尽可能在最短的时间内进行冷却提高铸坯质量;②在实施二次冷却的过程中,铸坯的表面温度要保证在要求范围内稳定的降温,这样才能保证铸坯的内、外质量。
二、喷嘴的堵塞喷嘴的堵塞会使铸坯局部冷却不均匀,容易造成坯壳鼓肚的问题,其他区域还会因此产生铸坯内裂、脚裂、边裂等情况,对于非常敏感的高强度钢材,非常容易造成废品。
钢水在结晶器内仅能凝固20%,另外有80%钢水未能凝固,且拉出坯壳厚度20mm左右;中心仍是高温高水,静压力大,如果喷嘴堵了,不能及时、连续的冷却从结晶器下方出来的坯壳,就会出现铸坯鼓肚,在高拉速的情况下,会出现漏钢事故。
经过比较和分析,造成二冷水不够的主要原因是喷嘴堵塞,发生的概率为80%,而过滤器堵塞的概率5%,污泥颗粒物堵塞占15%,喷嘴堵塞是产品出现质量问题的主要原因。
喷嘴被堵塞的主要污染源是:①长时间使用的管道内壁形成的水垢,②在更换喷淋集管掉入的颗粒杂物。
堵塞原因分析 根据喷嘴堵塞物的组分及设备使用情况
连铸二冷水喷嘴堵塞原因及分析1、现状分析1)草铺新区喷嘴堵塞现状调查,查看喷嘴堵塞物是否为黑色油泥细小颗粒,灰色坚固附着物是否是氧化亚铁等等;2)水处理运营状况,查记录、水质分析、水处理药剂投加的科学方法以及各类参数;3)新区二冷水工艺流程,净浊环水系统的具体参数、补水量、供水量,连铸机是否是独立水循环系统;4)对比水质分析情况与水质标准要求,即水源至水处理2、堵塞原因分析根据喷嘴堵塞物的组分及设备使用情况,可以将连铸二冷喷嘴堵塞的原因归纳总结如下:2.2.1 氧化铁皮等悬浮颗粒的集聚目前某些钢厂的水处理工艺除油降浊采用絮凝沉淀方式,缺少过滤环节,水中细小的悬浮颗粒在后面行程中会进一步集聚,特别是停机时会沉积在管道和水池中,一旦开机送水,这些沉积物被冲击送出,进入喷嘴处被拦截,从而造成二冷水喷嘴堵塞。
2.2.2 乳化油和水乙二醇水中的乳化油和水乙二醇的大量存在为油泥形成创造条件。
水乙二醇为有机物,于水中可全溶,物理方式很难与水分离,其颗粒度小,表面积大,很容易吸附细小的氧化铁皮粉末及悬浮物,并将其粘结在一起变成大颗粒,从而堵塞喷嘴。
2.2.3 生物粘液及菌藻的影响二次喷淋水系统,由于属接触冷却,系统水温相对偏高,一年四季的水温均在菌藻类最佳的繁殖温度,另由于该系统悬浮物,油含量相对较高,更为菌藻提供了繁殖的载体及所需的养份,随着时间的延长,生产大量的粘泥及藻类堵塞喷嘴,同时也加速管道及设备的腐蚀。
2.2.4 设备及管道腐蚀产物堵塞喷嘴在生产过程中,保护渣中的氟化钙等在高温条件下与水反应生成氢氟酸。
氢氟酸溶于水的同时又极易挥发,挥发性的HF在潮湿的环境中形成酸雾,造成金属外部腐蚀,腐蚀产物多为氧化铁为主的混合锈蚀物。
此外,系统水质以及大量盐类及阴离子的残留也会造成设备的腐蚀。
2.2.5 泥沙的吸入由于水量平衡问题,吸水井水位波动很大,当水位低时,有可能将沉积的泥砂带起,一起进入吸水3防堵对策及措施针对上述造成喷嘴堵塞的诸多原因,可根据自身生产情况及工艺设备特点,采取如下相应的措施,对症下药,解决二冷喷嘴堵塞问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连铸二冷水喷嘴堵塞原因分析与对策本部分设定了隐藏,您已回复过了,以下是隐藏的内容连铸二冷水喷嘴堵塞原因分析与对策武汉钢铁(集团)公司李英俞琴摘要:炼钢连铸二冷水水质问题引起喷嘴堵塞。
造成铸坯表面裂纹。
以昆钢三炼钢板坯连铸机二冷水喷嘴堵塞现状为例,从水处理工艺、水源、水质及运行管理等方面进行分析。
找出二冷水喷嘴堵塞的原因各影响因素。
提出相应整改据施。
关键词:昆钢连铸二冷水喷嘴堵塞原因分析对策措施昆钢三炼钢厂板坯连铸机,因连铸喷淋水喷嘴堵塞速度快、面积大,严重影响铸机生产和板坯质量。
武钢工艺优化品种结构小组邀请了武钢能源动力公司供水厂相关专业技术人员,对昆钢三炼钢板坯连铸机二次冷却水系统进行调查,从水系统工艺、水源、水质及运行管理等方面进行分析,找出二冷水喷嘴堵塞的原因和影响因素,提出相应整改措施。
1 现场调查1.1 喷嘴堵塞现状昆钢三炼钢板坯连铸机扇型段分为8区12段,各种直径的喷嘴有665个。
生产过程中,喷嘴堵塞现象十分频繁,在铸机开浇很短时间内,喷嘴被堵个数达100多个,被迫更换喷嘴后不久,又会有大面积喷嘴出水呈线状直至喷嘴堵塞,造成的后果是板坯表面出现裂纹。
1.2 水处理运行现状从各种运行记录得知,目前板坯连铸二冷水处理各个工序处于正常运行状态,经化学除油器处理后的水质达到且优于设计标准要求。
水处理站各项制度比较健全,水质分析、水处理药剂、水处理运行等参数都有较全面记录。
1.3 板坯连铸机二次冷却水系统工艺流程三炼钢扩建时,因受场地等条件限制,板坯连铸机二次冷却水未形成独立的水处理系统,而是并入热轧的浊环水系统。
板坯连铸机设计供水量520 m3/h,板带轧机设计供水量2339 m3/h,系统容积估算约8000~10000 m3,补充水量设计为120 m 3/h,系统实际补水量极少。
因有外来水进入本系统,水的循环率无准确数据。
板坯连铸二冷水是敞开式浊循环水。
供出的水与铸机铸坯直接接触,铸坯、铸机表面大量氧化铁皮、润滑油、水乙二醇随水回到水站进行处理。
用户回水进入旋流沉淀池,去除大颗粒氧化铁皮后,进入化学除油器,通过投加混凝剂、絮凝剂,可去除水中大部分细小的氧化铁皮和油。
设计出水悬浮物p (SS)≤30 mg/L,p(油)≤10mg/L。
在冷水井处,通过投加水质稳定剂,防止系统腐蚀与结垢。
化学除油器底部污泥抽送至浓缩池,经浓缩后外运。
水处理主要任务以降温、降浊、除油为主。
1.4 用水制度水站开停泵由板坯连铸机开停决定,即开机开泵、停机停泵方式。
1.5 水质现状针对二冷水目前现状,对系统水质及补充水水源、情况进行了解,将各项水质数据进行对比分析。
根据水质分析数据判断板坯连铸二冷水水质特征如下: 1)高含盐量,高硬度水。
电导率偏高,补充水中电导率为540~880μs/cm,循环水中电导率平均值为1920.7 1μs/cm,有时超过2800μs/cm,是补充水的3倍之多。
总硬度值平均为4.05mol/L,其中p(C a2+)均值为107.57mg/L,p(M2+)均值为32.79 mg/L,氯化物质量密度均值为343.28 mg /L,最高达521.26 mg/L。
2)高浊度低悬浮物。
从分析数据可知,经处理后的二冷水悬浮物含量(质量密度)均低于标准要求(≤30mg/L),平均值为11.64 mg/I。
,但水中浊度平均值为24.59 NTU。
此种现象表明,水中有很多小而均匀分布胶体状物质。
1.6水源水现状作为昆钢生产用水水源有两路,一路为净化站水源,该水源取自螳螂川;另一路为昆钢污水处理站,该水站汇集厂区4、5、6号排水干道回水。
据了解,炼钢4、5号转炉烟气洗涤水进入此排水干道。
所排污水经简单絮凝沉淀降浊(未经过滤)处理后,主要供炼钢、轧钢生产用水。
由分析数据可知,两路水源经过絮凝沉淀后,只是除去水中悬浮物,水中的含盐量处于一个较高的浓度水平,大量的微生物和藻类物质均无法去除。
1.7 堵塞物组分分析由现场被堵塞喷嘴表观可见,堵塞物呈黑色油泥细小颗粒状,有少数喷嘴有灰白色坚固附着物。
由分析结果可知,堵塞物主要以氧化亚铁为主,可判定主要来自水中悬浮物。
通过现场对进入铸机前200目机械过滤器前后水样观察,经过静置后水中明显可见沉淀物(刚取样时未见明显沉淀物)。
1.8 轧制油、水乙二醇使用情况板坯连铸二冷水是敞开式浊循环水,用后的水中含有大量的轧制油、水乙二醇,被高温乳化后的油及水乙二醇完全溶于水中。
现有分析方法很难检测到其含量。
从水质分析结果可知,水中悬浮物不高,浊度较高时,初步判断为乳化状的油及水乙二醇。
据了解,炼钢板坯连铸机生产线每月使用2~3桶轧制油,热轧生产线每月正常时使用水乙二醇有2~3桶,个别时有5桶之多,这两条生产线平均每月约有5桶(900 kg)润滑油进人到水中,有时会更多。
随着时间的推移,水乙二醇和乳化油的积累会更多。
1.9 水质稳定方案实施情况热轧浊环水现场实施了水质稳定技术方案,浊环水系统分别投加了阻垢缓蚀剂MS6201、聚合分散剂PY5204、杀菌灭藻剂NX ll00。
2 原因分析二次冷却是连铸生产的重要环节,是使连铸坯离开结晶器后接受连续冷却直至完全凝固的过程。
其一,实现连铸坯在尽可能短的时间内凝固完毕,以提高连铸机的生产力;其二,控制铸坯表面温度波动范围最小,以获得良好的坯内、外部质量。
铸坯在二次冷却过程中,将其凝固潜热全部释放出来,才能完成铸坯凝固。
而铸坯的中心热量除了通过铸坯的辐射方式带走,更主要是靠喷淋到铸坯表面的水滴的蒸发和升温而带走,影响二次冷却效果的是喷淋冷却水。
然而,水滴速度决定了水滴能否穿透滞留在铸坯表面的蒸气膜而打到铸坯表面。
水滴的直径越小,雾化程度就越好,其传热效率就越高,铸坯表面温度越均匀。
当喷嘴被堵时,使铸坯表面有的部位温度急剧下降,有的部位温度大幅回升,这种铸坯温度的下降和回升,温差可高达数百摄氏度,最终造成铸坯表面裂纹。
造成板坯连铸机二冷水喷嘴堵塞原因有以下几个方面。
2.1 浊环水水处理工艺设施缺陷热轧浊环水水处理站同时供热轧轧机和炼钢板坯连铸机生产用水。
热轧轧机和炼钢板坯连铸机生产用水的要求明显不同,从用水量、喷嘴大小、水的压力要求等方面,连铸机用水量、水压、喷嘴直径比热轧轧机生产线都要小,因此对水质的要求要高。
目前水处理工艺除油降浊采用絮凝沉淀方式,缺少过滤环节,水中细小的悬浮颗粒在后面行程中会进一步集聚,特别是停机时会沉积在管道和水池中,一旦开机送水,这些沉积物被冲击送出。
2.2 用水制度不合理停机停泵、开机开泵的用水制度造成水站开停泵频次非常高。
据2008年2月份运行数据统计,共开停水泵12次,有时1天内2~3次,频繁开停水泵,势必将管道沉积的悬浮物随着水的冲力被带动,进入喷嘴处被拦截,这就是每次铸机开机短时间内大量喷嘴被堵的原因。
2.3 系统水乳化油含量高水中的乳化油和水乙二醇的大量存在为油泥形成创造条件。
水乙二醇为有机物,于水中可全溶,物理方式很难与水分离,其颗粒度小,表面积大,很容易吸附细小的氧化铁皮粉末,即黑色素黏泥状。
通过测定水中CO D含量,可判断水中水乙二醇含量高低。
取板坯连铸机过滤器进、出口水样,交昆钢技术中心化验,分析结果CO D含量分别为43.92、41.92 mg/L,可判断水中水乙二醇含量较高(该系统水中CO D含量一般10 mg/L以内)。
2.4 用水标准要求的差异板坯连铸机的用水为浊环水,但所需水质要求不比净环水水质要求低。
目前热轧浊环水标准悬浮物p(SS)≤30mg/L、p (油)≤10mg/L。
的标准不能满足板坯连铸机的用水要求。
特别是生产品种钢时,水质要求更高。
虽然目前供出水水质悬浮物、油含量均控制在现标准范围内,但浊度偏高,水中乳化油无法检出,实际含量较高。
2.5 补充水水质问题昆钢目前2路水源水质均不太理想,主要表现在含盐量高,pH值不稳定。
这些都是目前水站现处理工艺不能解决的问题。
从分析数据和现场情况可知,该水未经循环就有明显的结垢趋势,这也给后续各循环水系统用水带来潜在压力。
3 对策措施3.1 近期整改措施3.1.1 完善浊环水水处理工艺系统水质应提高标准要求,悬浮物p(SS)≤10 m g/L、p(油)≤2mg/L。
为此,应考虑在浊循环水处理化学除油器后增加砂过滤器装置。
1)方案1:全过滤方案即按目前热轧浊环水现供水量为3000 m3/h考虑,增设8台单台处理能力为400 m3/h的砂过滤器,这样既为板坯连铸机用水提供保证,同时也考虑热轧生产今后产品变化对水质新的要求。
2)方案2:部分过滤方案只考虑板坯连铸机二冷水用水要求,按500 m3/h的水量考虑,在化学除油器后增加2台单台处理能力为400 m3/h 的砂过滤器、一座200~300 m3容积的吸水井及相关的水泵。
如果条件允许,建议实施方案1。
3.1.2 调整供水运行方式,制定合理用水制度执行停机不停水的用水制度。
可考虑在板坯连铸机二冷水干管尾部增设回水阀,为板坯连铸机短时间停机不停水创造条件,同时建议采用变频方式供水,达到稳定运行、节能效果。
建立清洗制度,凡连铸机开机前,必须将扇形段冷却水管冲洗干净后,再安装喷嘴。
3.1.3 管道清洗利用月停产检修时间,对管道进行清洗或酸洗。
3-2 综合治理措施3.2.1 建立水处理系统停机月检制度因水处理冷却塔、吸水井、化学除油器及管道等工艺环节是否处于良好状态,对水质影响很大,建议考虑安排月定检制度,以便有清扫和清洗冷却塔、吸水井及管道条件。
3.2.2 加强非水质因素的监控加强轧机、铸机润滑油设备维护管理,制定用油管理制度及管理办法,减少漏油现象。
探究监测水中液压油含量的方法。
3.2.3 考虑水源水质深度处理考虑炼钢4、5号转炉烟气洗涤水实现自身水循环,减少排入污水处理厂废水量。
提升水源水处理水平,考虑水深度处理,如增设杀菌、过滤装置、反渗透除盐技术的应用。
提高水源水的质量。
3.2.4 对水质稳定方案效果予以论证对现用水水质稳定药剂配方进行验证试验,确定科学有效的水质稳定方案。
总之,随着炼钢品种的不断优化,连铸生产对喷淋水水质要求会越来越高,浊循环水水质与喷嘴大小密切相关,完全杜绝喷嘴堵塞是不现实的,但只要有合理的工艺条件,细致的运行管理,从各个环节人手,把可能影响水质的因素控制好,喷嘴堵塞现象将会有大大改善。
4 效果自2008年4月,昆钢三炼钢厂板坯连铸机二冷水系统开始逐项实施整改措施,在板坯连铸机二冷水干管尾部增设回水阀,实现了板坯连铸机短时间停机不停水。
炼钢4号、5号转炉烟气洗涤水实现自身水循环,减少排入污水处理厂污垢物,为水源水质量提供保证。
建立了水处理系统定期冲洗、清扫、检修制度。
这些措施实施后,大面积喷嘴堵塞现象不再发生,未发生因水质问题影响连铸生产和连铸产品质量的事件,特别是确保了品种钢生产的需求。