T机械加工未注公差标准
未注尺寸公差GBT1804-M

未注尺寸公差GBT1804-M
GBT1804-M是中国标准化协会发布的《未注尺寸公差》标准,该
标准规定了未注尺寸公差的基本原则和计算方法,旨在准确描述零件
的尺寸变化范围,以确保零件在装配过程中的可靠性和稳定性。
未注
尺寸公差是指在设计图纸上没有专门注明尺寸公差的情况下,按照标
准规定的公差等级进行制造。
未注尺寸公差的主要作用是简化设计图纸的标注和制造过程,减少
人为因素对零件尺寸的影响,提高零件的制造精度和产品质量。
根据GBT1804-M标准,未注尺寸公差分为三个等级:IT01、IT0、IT1,对
应的公差范围和形位公差要求不同,使用范围也有所区别。
在实际工程中,设计师和制造工程师需要根据零件的具体要求和用
途选择合适的未注尺寸公差等级,以确保零件的装配性能和可靠性。
同时,制定企业内部的产品公差管理制度,规范产品设计和制造流程,提高产品的竞争力和市场占有率。
总之,GBT1804-M《未注尺寸公差》标准对于提高产品质量、降低生产成本、改善生产效率具有重要意义,企业和从业人员应认真学习
和遵守相关标准规定,共同推动我国制造业的发展和进步。
未注尺寸公差、未注形位公差及表面粗糙度

未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
未注尺寸公差按GB-T1804-2000-m

未注公差&表面粗糙度法规标准2009-04-23 15:40:53 阅读190 评论1 字号:大中小1.未注尺寸公差按GB/T1804-2000-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~ 10 >10~50 >50~120 >120~400 >400精密f ±1o ±30′±20′±10′±5′中等m粗糙e ±1o30′±1o ±30′±20′±10′最粗v ±3o ±2o ±1o ±30′±20′2.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
机械加工公差表及公差的标注
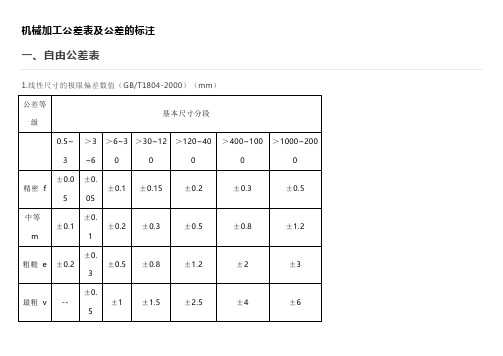
机械加工公差表及公差的标注一、自由公差表4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630二、形位公差标注:三、公差标注详解:1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
国标未注尺寸公差

未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
未注公差的规定
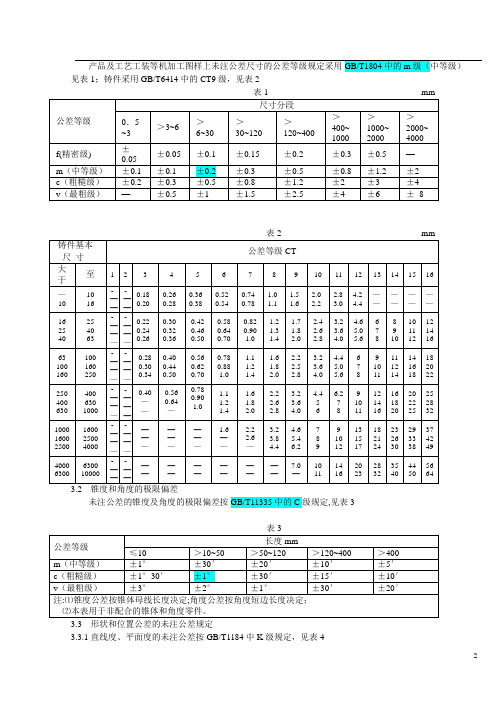
见表1;铸件采用GB/T6414中的CT9级,见表2
3.2 锥度和角度的极限偏差
未注公差的锥度及角度的极限偏差按GB/T11335中的C级规定,见表3
3.3 形状和位置公差的未注公差规定
3.3.1直线度、平面度的未注公差按GB/T1184中K级规定,见表4
3.3.2 垂直度的未注公差值按GB/T1184中的K级规定,见表5
3.3.3 对称度的未注公差值按GB/T1148中K级规定
3.3.5 其它形位公差的未注公差值按GB/T1148-1996中的5.1.2、5.1.3、5.2.1、5.2.4条规定执行。
4 检测方法
4.1 未注尺寸公差的检测按GB/T3177的规定执行。
4.2 未注形状和位置公差的检测按GB/T1958的规定执行。
5 未注公差值的图样表示法
由标准号和公差等级代号组成:“GB/T1184—×”。
机加焊接未注公差要求

一、线性尺寸未注公差(GB/T1804-1992)
公差等级
0.5-3
>3-6
>6-30
>30-120
尺寸分段 >120-400 >400-1000 >1000-2000
m
±0.1
±0.2
±0.3
±0.4
±0.5
±0.8
±1.2
>2000-4000 >4000-8000
>18-30 0.05
>30-50 0.06
>50-120 0.08
>120-250 0.1
八、螺孔与螺栓通孔未注位置度公差(GB/T1184-1996)
螺栓直径
M4
M5
M6
M8
M10
M12
M16
通孔
0.5
0.5
0.6
1
1
1.5
1.5
螺纹孔
0.25
0.25
0.3
0.5
0.5
0.75
0.75
螺栓直径
M30
M36
M42
M48
M56
M64
M72
通孔
3
3
3
4
6
6
6
螺纹孔
1.5
1.5
1.5
2
3
3
3
M20
M24
2
2
1
1
M80
M90
6
6
3
3
九、未注表面粗糙度 (一)、螺纹通孔、长孔和麻花钻或钻尖头加工的孔Ra值不大于25um。 (二)、退刀槽、润滑槽、螺纹、螺纹退刀槽、楔键和平键槽的Ra值不大于3.2um。 (三)、内倒圆(倒角)与它相连的精表面相同,外倒圆(倒角)与它相连的粗表面相同。
GBT 1804-2000_未注公差
前言本标准是根据国际标准第部分未单独注出公差的线性和角度尺寸的公第对般公差线性尺寸的未注公进行修订的本标准与原和标准名称作了修本标准时代替本标准的附录是提示的本标准由国家机械工业局提本标准由全国产品尺寸和几何技术规范标准化技术本标准起草单位本标准主要前言由各国标准的世界范围的国际标准的起草工作一般通过各技术每一个成员团体对已成立的技术委员会的任务感兴趣有权派代表参加其中工与有联系的政府的或非政府的国际可参加工与从事电工标准化的国际的合在理事会批准作为国际标准前被技术委员会采纳的国际标准草案须经各成员团体通信投票表按照导有成员团体投票赞成方可国际标准由配本一起代替标以下部分第部分未单独注出公差的线性和角度尺寸的公差第部分未单独注出公差的要素的几何公差本部分标准的附录是提示的中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差代替范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差本标准适用于金属切削加工适用于一般的冲压加工金属材料和其他工艺方法加工的尺寸可参照本标准仅适用于下列未注公差的尺寸尺寸距离倒圆半径和倒角高角度尺寸包括通常不注出角度值提到的或等多边形的角度除外机加工组装件本标准不适用于下列尺寸其他一般公差标准涉及的线性和角度尺寸括号内的参考尺寸矩形框格内的理论正确引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的本标准出版示版本均为有所有标准都会被修订使用本标准的各方应探讨使用下列标准最新极限与配合基础第部分词汇形状和位置公差未注公差零件倒圆与倒角定义本标准采用给出的有关术语一般公差指在车间通常加工条件下可保证采用一般公差的尺寸在该尺寸后不需注出其极限偏差注的出了一般公差的概念和国家质量技术监督局批准实施总则选取图样上未注公差的尺寸的一般公差的公差等级考虑通常的车间精度并由相应的技术文件或标准作出具体规对任一单一尺寸如功能上要求比一般公差更小的公差或允许更大的公差并更为经济相应的极限偏差要在相关的基本尺寸后在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时应按本标准第章的规由不同类型的工切削和别加工形成的两表面之间的未注公差的尺寸应按规定的两个一般公差数值中的较大值以角度单位规定的一般公差仅控制表面的线或素线的总方控制它们的形状误际表面得到的线的总方向是理想几何形状的接触线方接触线和实际线之间的最大距离是最小可能一般公差的公差等级和极限偏差数值一般公差分精密等粗共个公差等按未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差线性尺寸表给出了线性尺寸的极限偏差数值表给出了倒圆半径和倒角高度尺寸的极限偏差表线性尺寸的极限偏差数值基本尺寸分段公差等级精密中等粗糙最粗表倒圆半径和倒角高度尺寸的极限偏差数值基本尺寸分段公差等级精密中等粗糙最粗注倒圆半径和倒角高度的含义参见角度尺寸表给出了角度尺寸的极限偏差值按角度短边长度确定对圆锥角按圆锥素线长度确表角度尺寸的极限偏差数值长度分段公差等级精密中等粗糙最粗一般公差的图样表示法若采用本标准规定的一般公差应在图样标题栏附近或技术要企业注出本标准号及公差等级代例如选取中等级时标注为判定除另有规出一般公差的工件如未达到损害其功能时通常不应判定附录的线性和角度尺寸的一般公差的概念和解释构成零件的所有要素总是具有一定的尺寸和几何由于尺寸误差和几何差的存保证零件的使用功能就必须对它们加以限制超出将会损害其功在图样上表达的所有要素都有一定的公差要对功能上无特殊要求的要素可给和位置等几何要采用一般公差的要素在图样上可不单独注出其公差而是在图求或技术企业作出总的线性和角度尺寸的一般公差是在车间普通工床设备可保证在正常维护和操作情况代表车间通常的加工精一般公差的公差等级的公差数值符合通常的车间精按零件使用要求选取相应的公差等线性尺寸的一般公差主要用于低精度的非配合采用一般公差的尺寸在正常车间精度保证的不对某确定的公差大公差通常在制造上并不会例如适常中等精的车间加工直径的某要素规的极限偏差值通常在制造上对车间不会带来更大的利益而选用的一般公差的极限偏差等当功能上允许的公差等于或大于一般公差有当要素的功能允许比一般公差大该公差在制造上比一般公差更为经济时所钻的盲孔深相应的极限偏差数值要在尺寸后由于功要素要求的公差后注出其相应的极限偏差当然这已不属一般公差的范带来以下好处简化制图图面清晰易读可高效地进行信息交节省图样设计时设计人员不必逐一考虑或计算公差需了解某要素在功能上是否允许采用大于或等于一般公差的公差图样明确了哪些要素可由一般工艺水平保证可简化检验要求有助于质量管突出了图样上注出公差的尺寸这些尺寸大多是重要的且需要控制的引起加工与检验时重视和作出由于签订合同前就已经知道工常车间精方和供方间能更方便地进行订货谈判同时图样表示完整也可避免交货时买方和供方间的争只有特定车间的通常车间精度可靠地满足等于或小于所采用的一般公差条件时才能完全体现上述这些因此车间应做到车间的通常车间精只接受一般公差等于或大于通常车间精度的图抽样检查以保证车间的通常车间精度不被降零件功能允许的公差常常是大于一般公差所以当工件任一要素超然地超时零件的功能通常不会被只有当零件的功能受到损害出一般公差的工件才能被。
未注尺寸公差

未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列灰铸铁国标化学成分对比表材料名称:灰铁250;牌号:HT250 标准:GB 9439-88 类型:珠光体类型的灰铸铁密度:约为6.8-7.3g/cm3 化学成分碳C :3.16~3.30硅Si:1.79~1.93 锰Mn:0.89~1.04 硫S :0.094~0.125 磷P :0.120~0.170 编辑本段性能力学性能抗拉强度σb (MPa):250 硬度:(RH=1时)209HB 试样尺寸:试棒直径:30mmGB/T8162-1999结构钢执行标准。
GB/T+1804-2000未注公差

了 判定
除另有规定, 超出一般公差的工件如未达到损害其功能时, 通常不应判定拒收( 见A 5 ) o
G B / T 1 8 0 4一 2 0 0 0
附 录 A
( 提示的附录)
线性和角度尺寸的一般公差的概念和解释
F
# & ’ ( )* ’ ’ ’ ! " $%
+ , - !"
!"#$%&’ 2 ()*!#$+, 1 &-/0123/45& ’ 3 ! " # $ . / 01 . / 0 -.+, 2 /6789:;<= . / 0 *>?@.ABC-3D:E-.+,FG-H / > ? @ . A / I J K L M4 NOPQRSTUV89 3 W . ]^ST89 3. / 0 W_ / 0 N4X/YZ/[\YZ/!"&’ 4 ‘a8#$%/!"a8@.A 1 Nbcd/59 3 2 . 5 6 e. j>?@.Akl/!"#$7mno*-.+,<pqr / 0 f‘Ag$9h!"#$i 4 nN 7 {^<= 3 Rs 3 tu . 8 9 xy/-.+,qrz- 4 / 0 vw 4 ! "#$ . |}W~5 B >?@.A67 3 ! . ":#2 W. 7 ; < = >) . @ A 7 ; < = > 1 / 0: / 0# ? 6 / 0: / 0 : 7 ; < = ::6Q $ . 7 ; < C > D 7 @ 3 / 0: :; %& B ’ # () 4 )x )*+ &- C 7 ; <e A . / 0: ,-./0%& / 1234567 / %& )) " >*+ C " *+ ,-./0%& / 89 / :;%& )) : C 7 ; <!*+ #$/ <= E ( >? / <= 3 . / 0:
ISO-2768未注尺寸公差、未注形位公差及表面粗糙度

ISO-2768未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm) 取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。