焊接工艺规程焊接技术模板
焊接工艺规范及操作规程

焊接工艺规范及操作规程1 . 目的和合用范围1 .1 本规范对本公司特殊过程 ――焊接过程进行控制, 做到技术先进、经济合理、安全适用、确保质量。
焊接。
合用的焊接方法包括: 手工电弧焊、 气体保护焊、 埋弧焊及相应焊接方法的组合。
3 . 焊接通用规范3 . 1 焊接设备3 .1 .1 焊接设备的性能应满足选定工艺的要求。
3 .1 .2 焊接设备的选用:手工电弧焊选用 ZX3-400 型、 BX1-500 型焊机CO2 气体保护焊选用 KR Ⅱ-500 型、 HKR -630 型焊机埋弧自动焊选用 ZD5 (L )-1000 型焊机3 .2 焊接材料3 .2 .3 焊丝应符合现行国家标准《熔化焊用钢丝》(GB /T14957)、《气体保护电弧焊用碳钢、低合金钢焊丝》(GB /T8110)及《碳钢药芯焊丝》(GB /T10045)、《低合金钢 药芯焊丝》(GB /T17493)的规定。
3 .2 .4 埋弧焊用焊丝和焊剂应符合现行国家标准《埋弧焊用碳钢焊丝和焊剂》(GB /T5293)、《低合金钢埋弧焊用焊剂》(GB /T12470)的规定。
的规定。
3.2.2 焊条应符合现行国家标准《碳钢焊条》(GB /T5117),《低合金钢焊条》(GB /T5118) 证明书或者检验报告; 其化学成份、力学性能和其它质量要求必须符合国家现行标准规定。
3 .2 .1 焊接材料的选用应符合设计图纸的要求, 并应具有钢厂和焊接材料厂出具的质量GB50017-2003 《钢结构设计规范》GB50205-2001 《钢结构工程施工质量验收规范》JGJ81-2002 《建造钢结构焊接技术规程》本规范引用如下标准: 和普通构筑物的钢结构工程中, 钢材厚度≥4mm 的碳素结构钢和低和金高强度结构钢的多层和高层梁柱框架结构等工业与民用建造 2. 1.2 本规范合用于各类铁塔结构、 桁架结构、气体质量应符合该标准中优等品的要求,即其 CO2 含量(V /V )不得低于 99.9%,水3 .2 .6 焊缝金属应与主体金属相适应。
焊接通用规程

一、气焊通用工艺规程1. 主题内容和适用范围本标准规定了气焊操作规程。
本标准适用于本公司金属结构件的气焊。
2. 引用标准YB/JQ10/15 《钢铁企业制造通用技术条件焊接结构件》。
3. 准备工作3.1 熟悉图纸和工艺要求,了解材质、规格、焊肉等工艺规程。
3.2 准备好氧、乙炔气。
3.2.1氧气含量不低于99.2%,水份不超过10ml/瓶;乙炔的杂质符合标准,磷化氢≤0.08%硫化物≤0.15,电石出气率≥235升/公斤。
3.2.2 使用临时乙炔发生器时。
发生器至少离火源10米,取暖设备1米,发生器内要保持足够的干净水,水封回火防止器要保持一定的水位。
3.2.3 发生器内用的电石按规定的一次加入量添加,块度为50—80mm,不得加电石粉末。
3.2.4氧气瓶严禁沾油,且装表前要放气吹去接下来头处的尘土杂物。
移动气瓶应避免撞击,禁止用起重机吊运。
3.3 检查焊炬、管带及氧气表、乙炔表是否正常,连接处是否紧密。
3.4 清理操作场地,检查焊件的装配质量。
焊缝间隙应均匀一致,符合要求,清除干净焊缝两侧10mm内的铁锈、油污,焊缝表面应进行打磨。
4. 气焊工艺4.1 根据工艺要求选用焊丝、焊剂,焊丝不允许有油污和铁锈。
对无要求的,可根据焊件的材质和板厚选用,焊丝直径可参考表1。
表1 焊丝直径与焊件厚度的关系4.2 根据焊件厚度选择焊咀型号工艺参数(表2,表3)4.3 根据焊件材质选择火焰类型。
4.3.1 碳化焰用于气焊高碳钢、高速钢、硬质合金、铝。
青铜及铸铁。
4.3.2 中性焰用于气焊低碳钢、低合金钢、高铬钢、不锈钢、紫铜、锡青铜、铝及铝合金、镁合金。
4.3.3 氧化焰用于气焊黄铜、锰钢。
镀锌铁皮等。
4.4 气焊时焊咀与工件之间要倾斜一定的角度,大小取决于板厚(表4)。
对于熔点高,导热性好的材料,角度要大些;始焊时为迅速加热焊件,应用80o—90o的角,然后再逐渐减小,收尾时应减小倾角,焊咀提高。
表4 焊咀倾角4.5 焊时先将金属加热到熔融状态,再填充焊丝,焊丝与焊件表面倾斜20 o—40o,且焊时焊咀和焊丝要交叉均匀摆动,以避免焊接缺陷。
焊接工艺规程
执行标准: JB/T4730-2005
操作技术要求
1.焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
其它
电特性:
焊层
焊接方法
填充金属
电流
电压范围
(V)
焊接速度
(m/h)
型号或牌号
规格mm
种类和极性
范围(A)
1
111
E5015(J507)
φ4.0
直流反接
150~180
23~26
—
—
—
钨极类型和尺寸
母材
类别号
组别号
型号或牌号
母材厚度范围
管子直径范围
适合焊缝厚度范围
母材1
1
1
Q245R
1.5~12mm
全部
≤12mm
母材2
1
1
Q245R
1.5~12 mm
全部
≤12mm
母材3
填充金属:
焊剂牌号:
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
焊接工艺规范及操作规程

焊接工艺规范及操作规程1焊接通用工艺1 范围本守则规定焊接加工的工艺规则,适用于本公司焊接加工。
2 焊工2.1焊工必须经过考试并取得合格证后,方可上岗。
焊工考试按照JG/T5080.2进行。
2.2 焊工必须严格遵守焊接工艺规程,严禁自由施焊及在焊道外的母材上引弧。
3 焊前准备3.1 焊接前应检查并确认焊接设备及辅助工具等处于良好状态。
3.2 焊接工作尽可能在室内进行,当工件表面潮湿或暴露于雨雪条件下,不得进行焊接作业。
3.3 焊条、焊剂和药芯焊丝应按产品说明书的规定进行烘干。
低氢焊条在施焊前必须进行烘干,烘干温度为350~400℃,时间1~2h。
一般在常温下超过4h即重新烘干。
酸性焊条一般可不烘干,但焊接重要结构时经150~200℃烘干1~2h。
3.4焊材的选用3.4.1钢材和焊条的选配3.4.2 焊丝、焊剂的选配3.5 碳素钢板厚大于50mm、低合金钢板厚度大于36mm时,施焊前一般应进行预热至100~150℃,预热区应在焊缝两侧,每侧宽度不应小于焊件厚度的两倍且不小于100mm。
3.6 焊接部位必须进行焊前清理、去除铁锈、油污等杂质,重要部位还要求打磨光洁。
4 焊接4.1根据具体情况选用合理的焊接参数进行焊接,不允许超大电流焊接。
4.2 多层焊时,前一层焊道表面必须进行清理,检查、修整,如发现有影响焊接质量的缺陷,必须修整清除后再焊。
4.3 焊后处理4.3.1 焊接结束,焊工应清理焊道表面的熔渣飞溅物,检查焊缝外形尺寸及外观质量。
公司规定要敲钢印的部位打上焊工钢印。
4.3.2 焊缝缺陷超标允许返修,但返修次数不超过两次。
4.3.3 焊缝出现裂纹时,焊工不得擅自处理,应及时的报告技术人员,查清原因,订出修补措施方可处理。
4.3.4 对于一些封闭型结构,多焊缝、长焊缝的构件,焊后应进行锤击、振动等方法消除残余应力,产品技术条件中要求热处理的,应采用热处理消除应力。
5各种焊接方法规范5.1 手工电弧焊5.1.1 有焊接工艺的按焊接工艺规定操作。
焊接工艺操作规程

焊接工艺操作规程引言:焊接是一种常用的金属连接方法,广泛应用于各个行业。
为确保焊接质量和安全,制定并遵守焊接工艺操作规程至关重要。
本文将就焊接工艺操作规程进行详细论述,从焊接前的准备工作、焊接材料的选择、焊接设备的使用、焊接操作的具体技巧等方面进行全面阐述。
一、焊接前的准备工作1.材料准备:选择符合要求的焊接材料,包括焊条、气体保护剂、辅助材料等。
根据焊接对象的材质和要求,选择合适的焊接材料。
2.清理准备:将焊接对象的表面清洁干净,去除可能影响焊接质量的污垢和氧化物。
3.设备准备:检查焊接设备的工作状态,确保设备良好运行。
同时检查焊接电源、电缆、气瓶等配套设备的正常工作状态。
4.环境准备:确保焊接环境良好,没有易燃物质和无光照的干扰。
二、焊接材料的选择1.焊条:根据焊接材料的种类和要求,选择适合的焊条。
焊条的选择应符合相关标准,并考虑焊接强度、耐蚀性等方面的要求。
2.气体保护剂:根据不同焊接方法的要求,选择适当的气体保护剂,如惰性气体、活性气体等。
3.辅助材料:根据需要,选择适当的辅助材料,如焊接剂、助焊剂、保护垫等。
三、焊接设备的使用1.焊接机使用:根据焊接对象的材料和要求,调整焊接机的参数,确保焊接电流、电压等与焊接要求相符合。
2.电缆连接:确保焊接电缆连接牢固,并保持电缆外皮完好,避免引起安全事故。
3.气瓶使用:使用气体保护焊接时,将气瓶正确连接到焊接设备,确保气瓶阀门关闭严密,避免气体泄漏。
四、焊接操作的具体技巧1.焊接姿势:选择适当的焊接姿势,保持稳定,确保焊接质量和安全。
2.电弧点燃:使用正确的方法点燃电弧,避免电弧跳跃和不稳定引起焊接缺陷。
3.焊接速度:根据焊接要求和材料的导热性,确定合适的焊接速度,避免过快或过慢导致焊接质量不佳。
4.焊接路径:遵循焊接路径规定,保持焊接线路连续、均匀,避免焊接过程中的起停引起焊缝不均匀。
5.焊接顺序:根据焊接构件的形状和要求,合理确定焊接顺序,避免焊接残余应力和变形。
焊接工艺规程
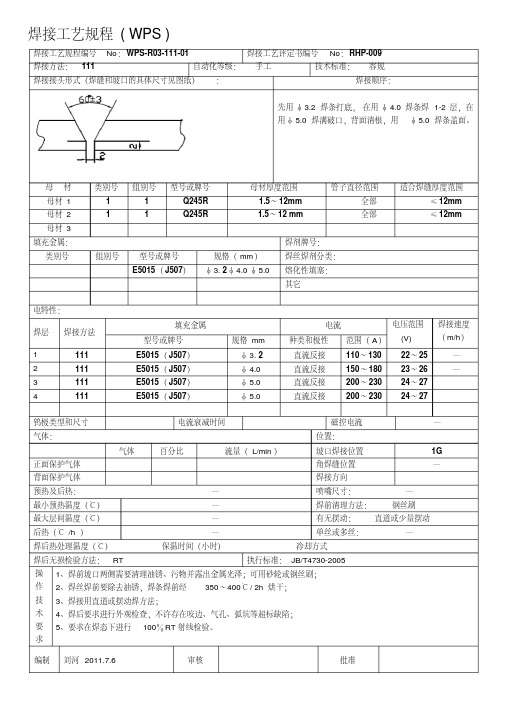
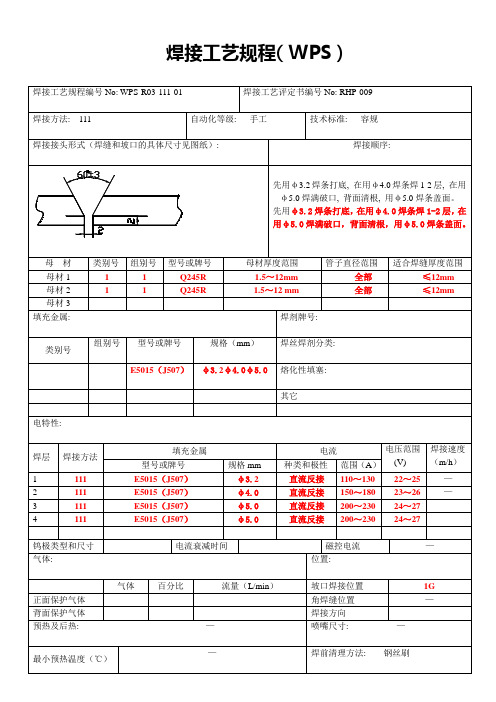
焊接工艺规程( WPS )焊接工艺规程编号No:WPS-R03-111-01焊接工艺评定书编号No:RHP-009焊接方法:111自动化等级:手工技术标准:容规焊接接头形式(焊缝和坡口的具体尺寸见图纸):焊接顺序:先用φ3.2焊条打底,在用φ4.0焊条焊1-2层,在用φ5.0焊满破口,背面清根,用φ5.0焊条盖面。
母材类别号组别号型号或牌号母材厚度范围管子直径范围适合焊缝厚度范围母材1 1 1 Q245R 1.5~12mm 全部≤12mm 母材2 1 1 Q245R 1.5~12 mm 全部≤12mm 母材3填充金属:焊剂牌号:类别号组别号型号或牌号规格(mm)焊丝焊剂分类:E5015(J507)φ3.2φ4.0φ5.0熔化性填塞:其它电特性:焊层焊接方法填充金属电流电压范围(V)焊接速度(m/h)型号或牌号规格mm 种类和极性范围(A)1 111 E5015(J507)φ3.2 直流反接110~130 22~25 —2 111 E5015(J507)φ4.0直流反接150~180 23~26 —3 111 E5015(J507)φ5.0直流反接200~230 24~274 111 E5015(J507)φ5.0直流反接200~230 24~27钨极类型和尺寸电流衰减时间磁控电流—气体:位置:气体百分比流量(L/min)坡口焊接位置1G正面保护气体角焊缝位置—背面保护气体焊接方向预热及后热:—喷嘴尺寸:—最小预热温度(℃)—焊前清理方法:钢丝刷最大层间温度(℃)—有无摆动:直道或少量摆动后热(℃/h )—单丝或多丝:—焊后热处理温度(℃)保温时间(小时)冷却方式焊后无损检验方法:RT 执行标准:JB/T4730-2005操作技术要求1、焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h 烘干;3、焊接用直道或摆动焊方法;4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;5、要求在焊态下进行100%RT射线检验。
(完整word版)焊接工艺规程
Ⅰ级
熔透
RT
10%
焊缝两端各250-300mm
焊缝长度大于1。2m时,中间加探250-300mm
GB/T 3323—2005
B
Ⅱ级
7
其他对接焊缝
12-60
Ⅰ级
UT
100%
焊缝全长
GB/T11345—2013
B
Ⅰ级
熔透
RT
10%
焊缝两端各250-300mm
焊缝长度大于1.2m时,中间加探250—300mm
2)底板间的横向对接焊缝;
3)组装隔板单元后首先焊接隔板和底板的焊缝、然后焊接隔板和底板加劲肋的焊缝;
4)组装腹板单元后首先焊接腹板和底板的角焊缝(中间向两侧对称进行焊接,同一梁段上的多个腹板,应从梁段中间的向两侧的腹板对称焊接),然后焊接隔板和腹板的焊缝,最后焊接隔板和翼板的焊缝;
5)组装顶板单元后,先焊接顶板和隔板,后焊接顶板和腹板。
4。8埋弧焊焊剂使用前放入烘干箱烘干,烘干温度300-350℃,烘焙2h,放到干燥器中冷却。
5。焊前监控措施
5。1熟悉有关图纸和工艺文件,核对焊接部件,确定焊接起点。
5。2检查并确认使用的设备工作状态正常,仪表工具良好、齐全,空气湿度80%以上不允许焊接。
5。3焊前清理:焊接前,必须彻底清除接头坡口及其附件表面的油、锈、底漆和水等污物。
4.焊材储存和使用要求
4。1焊材必须在干燥通风的室内存放,焊材储存库内,不允许放置有害气体和腐蚀性介质,室内保持整洁。
4.2焊材存放在专用架子上,严防焊条受潮.
4。3 。焊材堆放时应按种类、牌号、规格、入库时间分类堆放,每垛应有明确标记,避免混乱。
4。4焊材在供应给使用单位之后至少在6个月之内可保证使用,入库的焊材应做到先入库的先使用.
焊接工艺过程及工序卡片模板

焊接工艺过程及工序卡片模板1. 简介本文档旨在提供焊接工艺过程及工序卡片模板,以便在焊接作业中记录和管理相关数据。
该模板可用于不同类型的焊接工艺,包括手工电弧焊、气体保护焊、焊接机器人等。
2. 工艺过程2.1 准备工作- 确定焊接工件的材料和尺寸。
- 准备焊接设备和材料,包括焊接机、电极、焊丝等。
- 清洁焊接表面以确保良好的焊接质量。
2.2 焊接操作- 调整焊接设备参数,如电流、电压等。
- 采用正确的焊接技术和操作方法,如垂直焊接、水平焊接等。
- 控制焊接速度和焊接温度,以避免焊接缺陷和变形。
2.3 检验及修正- 对焊接接头进行检验,包括外观检查和非破坏性检测。
- 如有缺陷或不合格部分,及时进行修正和补焊。
- 重新检验修正后的焊接接头,确保符合质量标准。
3. 工序卡片模板3.1 概述工序卡片用于记录和管理焊接过程中的关键信息。
以下是一个示例模板:3.1.1 任务信息- 焊接任务编号:- 焊接工件名称:- 焊接工件材料:- 焊接工艺规程编号:3.1.2 焊接参数- 电流:- 电压:- 焊接速度:- 焊接温度:3.1.3 操作步骤- 准备工作:- 焊接操作:- 检验及修正:3.1.4 检验记录- 外观检查结果:- 非破坏性检测结果:4. 结论本文提供了一个焊接工艺过程及工序卡片模板,帮助记录和管理焊接作业中的重要信息。
使用该模板可以提高焊接质量和效率,确保焊接接头符合质量标准。
根据具体工艺需要,可以对模板进行调整和完善。
钢结构焊接工艺技术规程

FEE有限公司文件发放号:使用者:焊接工艺技术规程焊接工艺技术规程一、范围:本规定适用于钢管电杆、变电构支架、铁塔及一般钢结构产品的手工电弧焊和埋弧自动焊。
本公司产品图样或技术文件中无特殊要求时,均应符合本技术条件的规定。
二、本规程引用标准:DL/T646-2006 《输电线路钢管杆制造技术条件》GB/T 2694-2003 《输电线路铁塔制造技术条件》GB50205-2001 《钢结构工程施工质量验收规范》JB/T7949-99 《钢结构焊缝外形尺寸》JGJ81-2002 J218-2002 《建筑钢结构焊接技术规程》GB11345-89 《钢焊缝手工超声波探伤方法和探伤结果分级》SDZ019-85 《焊接通用技术条件》三、一般技术要求3.1焊接工作应配备专职的焊接技术人员、焊接检查和检验人员。
3.2焊工应持证上岗,(取得第三方公证单位认可的焊工合格证)。
3.3焊接原材料和焊接材料的型号、规格和订货要求应符合图样和技术文件规定,材料的代用应执行代用制度。
对无牌号、规格、无质量保证书的原材料和焊接材料,只有经过检验和鉴定,确定其规格、型号、质量状态后,方可使用;否则严禁使用。
3.4焊接材料的选用,应根据母材的化学成份、机械性能、焊接接头的抗裂性、焊前预热、焊后热处理及使用条件等因素综合考虑。
3.4.1同种钢材之间的焊接,焊接材料的选用,一般应符合下列要求:A.焊接接头的机械性能应与母材相当;B.工艺性能良好;C.低碳钢及低合金钢焊接的焊条应符合GB981-76《低碳钢及低合金高强度钢焊条》的要求。
3.4.2异种钢之间的焊接,焊接材料的选用应符合下列要求:A.两侧均非奥氏体不锈钢时,焊缝金属宜与基本金属相适应,可根据合金元素含量较低(或强度等级较低)的一侧钢材选用。
B.其中一侧是奥氏体不锈钢时,可选用含镍、铬量比不锈钢更高的焊条(焊丝)。
艺、施焊时气温等综合因素来确定。
在正常情况下,焊件的厚度为:对低碳钢,不宜大于50mm;对低合金钢,不宜大于36mm。
焊接工艺规范及操作规程

焊接工艺规范及操作规程1.目的和适用范围1.1 本规范对本公司特殊过程――焊接过程进行控制,做到技术先进、经济合理、安全适用、确保质量。
1.2 本规范适用于各类铁塔结构、桁架结构、多层和高层梁柱框架结构等工业与民用建筑和一般构筑物的钢结构工程中,钢材厚度≥4mm的碳素结构钢和低和金高强度结构钢的焊接。
适用的焊接方法包括:手工电弧焊、气体保护焊、埋弧焊及相应焊接方法的组合。
2.本规范引用如下标准:JGJ81-2002《建筑钢结构焊接技术规程》GB50205-2001《钢结构工程施工质量验收规范》GB50017-2003《钢结构设计规范》3.焊接通用规范3.1 焊接设备3.1.1 焊接设备的性能应满足选定工艺的要求。
3.1.2 焊接设备的选用:手工电弧焊选用ZX3-400型、BX1-500型焊机CO2气体保护焊选用KRⅡ-500型、HKR-630型焊机埋弧自动焊选用ZD5(L)-1000型焊机3.2 焊接材料3.2.1 焊接材料的选用应符合设计图纸的要求,并应具有钢厂和焊接材料厂出具的质量证明书或检验报告;其化学成份、力学性能和其它质量要求必须符合国家现行标准规定。
3.2.2 焊条应符合现行国家标准《碳钢焊条》(GB/T5117),《低合金钢焊条》(GB/T5118)的规定。
3.2.3 焊丝应符合现行国家标准《熔化焊用钢丝》(GB/T14957)、《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T8110)及《碳钢药芯焊丝》(GB/T10045)、《低合金钢药芯焊丝》(GB/T17493)的规定。
3.2.4 埋弧焊用焊丝和焊剂应符合现行国家标准《埋弧焊用碳钢焊丝和焊剂》(GB/T5293)、《低合金钢埋弧焊用焊剂》(GB/T12470)的规定。
3.2.5 气体保护焊使用的CO2气体应符合国家的现行标准《焊接用二氧化碳》(HG/T2537)的规定,大型、重型及特殊钢结构工程中主要构件的重要焊接节点采用的CO2气体质量应符合该标准中优等品的要求,即其CO2含量(V/V)不得低于99.9%,水蒸气与乙醇总含量(m/m)不得高于0.005%,并不准检出液态水。
焊接行业焊接工艺操作规程

焊接行业焊接工艺操作规程一、前言本规程旨在规范焊接行业中焊接工艺的操作要求,提高焊接工艺的质量和效率,确保焊接过程的安全可靠。
二、适用范围本规程适用于焊接行业中各种类型的焊接工艺。
涵盖电弧焊、气体焊、电阻焊等不同焊接工艺。
三、设备及材料准备1. 确保焊接设备完好无损,使用前应进行检查和维护;2. 选择符合工艺要求的焊接材料,包括焊条、焊丝、助剂等;3. 加工和清理焊接材料,确保其表面洁净。
四、焊接过程操作规范1. 安全操作- 在进行焊接操作前,应戴好安全防护设备,如防护眼镜、焊接手套等;- 工作场所应具备良好的通风条件,确保焊接过程中的有害气体得到有效排除;- 焊接现场应保持整洁,杜绝易燃物品存在。
2. 准备工作- 根据焊接工艺要求,进行适当的预热处理;- 对待焊材料进行预处理,如去除油污、锈蚀等;- 针对不同焊接工艺,选择合适的焊接电流、电压和保护气体。
3. 焊接操作- 焊工应熟悉焊接材料、设备和工艺要求;- 控制焊接电流和电压,保持合适的焊接速度;- 在操作中保持稳定的手持姿势,使焊接电弧能够充分接触工件;- 操作时应注意保持焊接焦点的稳定,避免出现跳弧、飞溅等问题。
4. 焊接质量控制- 每次焊接完成后,应对焊缝进行外观检查,确保焊缝无明显缺陷;- 使用合适的非破坏性检测方法对焊缝进行评估,以确保焊接质量符合要求;- 对合格的焊接件进行标识,记录焊接参数和焊接时间等相关信息。
五、事故处理及维护1. 发生事故时,应立即停止焊接操作,并采取相应的应急措施;2. 严禁擅自修复焊接设备,应由专业人员进行维修和保养;3. 定期对焊接设备进行检查,确保其正常运行;4. 对焊接工艺进行定期评估和改进,以提高焊接质量和效率。
六、总结本规程通过对焊接工艺的操作流程和要求进行规范,能够提供焊接行业从业人员正确的操作指导,确保焊接过程的安全性和质量。
同时,焊接企业应建立相应的培训机制,提高员工的专业素质和技能水平,为行业的发展做出贡献。
铸钢焊接工艺规程模板
铸钢焊接工艺规程模板1、焊接工艺基本信息1.1 焊接方法:铸钢焊接1.2 材料:铸钢1.3 板厚/管径:根据具体要求1.4 焊接位置:根据具体要求1.5 焊接接头类型:根据具体要求1.6 焊接设备/焊接材料:根据具体要求2、前期准备工作2.1 检查并确认焊接材料质量,如有问题及时更换2.2 清理焊接接头表面及附近区域,确保无油污、灰尘等杂质2.3 准备焊接设备和工具,检查其正常工作状态2.4 确保工作场所通风良好3、焊接工艺步骤3.1 按照焊接图纸或规范要求,确定焊接顺序和位置3.2 进行试焊,确保焊接参数合适3.3 根据试焊结果,调整焊接参数3.4 进行预热处理,保证焊接接头温度符合要求3.5 进行熔化、填充和冷却等焊接操作3.6 检查焊缝质量,如有问题及时修整和返修3.7 进行焊后热处理,消除残余应力3.8 进行焊缝表面处理和清理4、质量控制与检验4.1 控制焊接参数,保证焊接质量4.2 进行焊接过程中的可视检查4.3 进行焊后无损检测,如必要时进行超声波、磁粉、射线等检测4.4 进行焊缝力学性能测试,如拉伸试验、冲击试验等4.5 进行金相组织分析和硬度测试4.6 根据检测结果,评估焊接质量,接受或返工焊接接头4.7 做好记录,保存相应焊接工艺文件5、安全注意事项5.1 操作人员必须佩戴合适的个人防护装备,如安全帽、防护眼镜等 5.2 操作人员应有相关焊接证书或经验,熟悉相关工艺规范5.3 确保焊接设备的安全运行,定期检查和维护5.4 切勿在缺氧环境下进行焊接操作,以防发生火灾或爆炸5.5 严禁在有害气体排放的室内进行焊接,确保好通风条件6、焊接质量要求6.1 焊缝无裂纹、夹渣、气孔等缺陷6.2 焊缝与母材结合良好,无脱焊等问题6.3 焊缝密实,无内部缺陷6.4 焊接接头符合相关标准和规范要求7、焊接工艺参数记录7.1 焊接电流:7.2 焊接电压:7.3 焊接速度:7.4 焊接工艺步骤记录:7.5 焊后热处理参数(如有):注意:以上提供的模板仅供参考,实际应根据具体焊接工艺要求进行调整和修改。
焊接工艺规程模板

材料标准号型号或牌号
与
材料标准号型号或牌号相焊
厚度范围:坡口焊角焊
管道直径范围:坡口焊角焊其他
填充金属
焊接材料标准号
型号
牌号
尺寸
烘干温度/时间
焊缝熔敷金属厚度
其他
焊接位置:
坡口对接焊缝位置
角焊缝位置
焊接方向(向上、向下)
其他
预热:
预热温度
层间温度
后热温度和时间
加热方式及其他
焊接工艺规程编号
页数2of2
焊接工艺规程(模板)
焊接工艺规程编号页数Iof2
工程名称
工程编号
产品名称(施焊部位)
产品编号(设备编号、管线号或焊缝编号)
焊接工艺评定报告(PQR)编号
焊接施工执行标准
焊接方法操作类型(手工,自动,半自动)
焊接接头:
坡口形式衬垫(材料及规格)
简图(接头型式、坡口形式和尺寸、焊层/焊道布置及顺序示意图):接头制备要求:
焊后热处理:
温度
时间
气体:种类(/保护气4尾部气背部气其他
戌分)混合配比(纯度)流量(1ymin)
本
升温速率
降温速率
其他
—
电特性:
电流种类极性电?
布范围(A:
电弧电压(V)
送丝速度熔S
商过渡形式
(类型及尺'
r
其他
焊层/焊道
焊接方法
填充金属
焊接电流
电弧电压(V)
焊接速度(cm∕min)
线能量(KJ∕cm)
牌号
直径类型Biblioteka 极性安培(A)技术措施:
摆动焊或不摆动焊道焊前清理或层间清理背面清根
焊接工艺规程WPS模版

AWS No.(Class)
ANSI/AWS A5.18 ER70S-6上海中钢焊材有限公司
F—No.
None
A--No.
NA
填充金属尺寸Size of Filler Metals
①1.2mm
熔敷焊缝金属厚度范围对接焊缝
Deposited Weld Met.Thick ness Ran ge: Groove
保护气Shielding二氧化碳+氩气18/8215-25L/min
预热PREHEAT
最小预热温度Preheat Temp. Min.5°C
最大层间温度In ter pass Temp. Max.300C
预热保持方式Preheat MaintenanceNo ne
尾部保护气TrailingNoneNoneNone
(Con ti nu ous or special heat ing where applicable shall be recorded)
背面保护气BackingNoneNoneNone
电特性ELECTRICAL CHARACTERISTICS
交流或直流Current AC or DCDC极性PolarityEP
送丝速度范围Electrode Wire Feed Speed Ra ngeNA
施焊技术CHNIQUE
无摆动焊或有摆动焊Stri ng or Weave BeadStri ng无摆动焊
喷孔或喷嘴尺寸Orifice or Gas Cup SizeNA
2003.03.10
多丝焊或单丝焊Multiple or Si ngle Electrodes
角焊缝位置Position(s) of FilletPA
焊接工艺规程(WPS)PQR
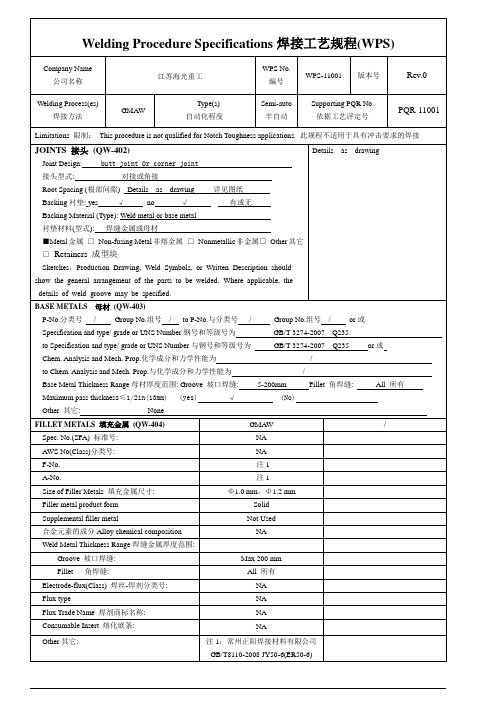
Prepared by 编制: Date: Approved by 批准: Date:Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11003/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11004/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11005/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11006/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11007/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11008/Rev.0Prepared by 编制: Date: Approved by 批准: Date:Prepared by 编制: Date: Approved by 批准: Date:Procedure Qualification Records焊接工艺评定记录(PQR) Company Name公司名称江苏海光重工PQR No./编号PQR-11001Welding Process(es)焊接方法GMAWTypes自动化等级Semi-auto半自动WPS No./ Rev.依据规程号WPS-11001/0JOINTS 接头(QW-402) Groove design of Test Coupon 试件坡口设计BASE METALS 母材(QW-403)Material Spec. 材料标准号: GB/T3274Type or Grade 型号或等级: Q235B+ Q235BP-No. / Group No. / to P-No. / Group No. / Thickness of Test Coupon 厚度: 50mm Diameter of Test Coupon 直径: NA Maximum pass thickness ≤13mm Other 其它: 无None FILLER METALS 填充金属(QW-404)SFA Specification标准号:NAAWS Classification分类号: NA合金元素的成分Alloy chemical composition NA Filler Metal F-No. 注1Weld Metal Analysis A-No. 注1Size of Filler Metals填充金属尺寸: φ1.0;1.2mm Weld Metal Thickness 焊缝金属厚度: 50mmFiller metal product form NASupplemental filler metal Not UsedElectrode flux classification NA flux type NA Flux Trade Name NA Other 其它:注1:常州正阳焊接材料有限公司GB/T8110-2008 JY50-6(ER50-6) POSITIONS 焊接位置(QW-405)Position of Groove 坡口位置: 3GWeld Progression (Uphill, Downhill) 焊接方向: NA Other 其它:PREHEAT 预热(QW-406)Preheat Temp.预热温度: 10℃Inter pass Temp.层间温度: 180℃Other 其它: POSTWELD HEAT TREATMENT 焊后热处理(QW-407) Temperature 温度: 610℃±15℃Time时间: 3小时hOther 其它:GAS 保护气体(QW-408) (GTAW)Percent Composition百分比组成Gas(es)气体Mixture混合比Flow Rate流量Shielding 保护气: CO2&Ar 80%:20% 15-25L/Min Trailing尾部保护: No NA NABacking背部保护: No NA NAOther NoneELECTRICAL CHARACTERISTICS 电特性(QW-409)Current 电流AC or DC: DC 直流Polarity 极性: EP 正接Amps 安培: See below见下表V olts 伏特: /Tungsten Electrode Size钨极尺寸: NAMode of metal transfer GMAW(FCAW): Globular Transfer 融滴过渡TECHNIQUE 焊接技术(QW-410)Travel Speed 焊接速度:String or Weave Bead 有无摆动: Weave 摆动Oscillation 摆动方式: NASingle or Multiple Pass (Per side) 单道焊或多道焊(每侧): single单道Single or Multiple Electrodes单丝焊或多丝焊:Initial and Inter pass Cleaning 打底或层间清理: Brushing and Grinding Method of Back Gouging 背面清理方法: NAClosed to out chamber:闭室焊到室外焊NAOther其它: None 无Weld Layer(s)焊层Process焊接方法Filler Metal填充金属Current电流V olt电压(V)Travel Speed焊接速度(mm/min)其它Other Class种类Dia.直径(mm)Type Polar.极性Amp.电流(A)1 GMAW ER50-6 1.0 DCEP 195-200 20-22 / NA 2-3 GMAW ER50-6 1.0 DCEP 205-210 26-27 /others GMAW ER50-6 1.2 DCEP 260-265 32-33 /PQR No. PQR-11001/Rev.0Tensile Test 拉伸试验(QW-150)Fillet-Weld Test 角焊缝试验(QW-180)Result-Satisfactory (Yes or No ) 结论是否合格: Yes NA No NAPenetration into Parent Metal (Yes or No ) 母材是否熔透: Yes NA No NAMacro-Results宏观检查结果: NAOther Tests 其它试验Type of Test 试验类型: NONEDeposit Analysis 焊缝成分: NONEOther 其它: NONEWelder’s Name 焊工姓名: lv Wenfei 吕文飞Clock No. Stamp No. 钢印号: B213Laboratory Test No. 试验室编号: PMZ-QC-PCTR-110801Tests conducted by 试验执行人: 郑丽华Zheng Lihua Test Equipment No.试验设备编号:PMZ2-0004We certify that the statements in this record are correct and that the test welds were prepared, welded ,and tested in accordance with the requirements of Section IX of the ASME Code.兹证明本报告所述均属正确,并且试件是根据ASME规范第IX卷的要求进行试件的制备、焊接和试验的。
焊接工艺规范及操作规程

焊接通用工艺1 范围本守则规定焊接加工的工艺规则,适用于本公司焊接加工。
2 焊工2.1焊工必须经过考试并取得合格证后,方可上岗。
焊工考试按照JG/T5080.2进行。
2.2 焊工必须严格遵守焊接工艺规程,严禁自由施焊及在焊道外的母材上引弧。
3 焊前准备3.1 焊接前应检查并确认焊接设备及辅助工具等处于良好状态。
3.2 焊接工作尽可能在室内进行,当工件表面潮湿或暴露于雨雪条件下,不得进行焊接作业。
3.3 焊条、焊剂和药芯焊丝应按产品说明书的规定进行烘干。
低氢焊条在施焊前必须进行烘干,烘干温度为350~400℃,时间1~2h。
一般在常温下超过4h即重新烘干。
酸性焊条一般可不烘干,但焊接重要结构时经150~200℃烘干1~2h。
3.4焊材的选用3.4.1钢材和焊条的选配3.4.2 焊丝、焊剂的选配3.5 碳素钢板厚大于50mm、低合金钢板厚度大于36mm时,施焊前一般应进行预热至100~150℃,预热区应在焊缝两侧,每侧宽度不应小于焊件厚度的两倍且不小于100mm。
3.6 焊接部位必须进行焊前清理、去除铁锈、油污等杂质,重要部位还要求打磨光洁。
4 焊接4.1根据具体情况选用合理的焊接参数进行焊接,不允许超大电流焊接。
4.2 多层焊时,前一层焊道表面必须进行清理,检查、修整,如发现有影响焊接质量的缺陷,必须修整清除后再焊。
4.3 焊后处理4.3.1 焊接结束,焊工应清理焊道表面的熔渣飞溅物,检查焊缝外形尺寸及外观质量。
公司规定要敲钢印的部位打上焊工钢印。
4.3.2 焊缝缺陷超标允许返修,但返修次数不超过两次。
4.3.3 焊缝出现裂纹时,焊工不得擅自处理,应及时的报告技术人员,查清原因,订出修补措施方可处理。
4.3.4 对于一些封闭型结构,多焊缝、长焊缝的构件,焊后应进行锤击、振动等方法消除残余应力,产品技术条件中要求热处理的,应采用热处理消除应力。
5各种焊接方法规范5.1 手工电弧焊5.1.1 有焊接工艺的按焊接工艺规定操作。
焊接工艺规程
焊接工艺规程第一节焊接规程本工程钢结构制作焊接工作量较大,焊接的质量好坏直接关系到构件制作的质量,因此控制焊接质量是非常必要和关键的。
采取合理有效的焊接技术、焊接工艺和焊接质量保证措施是十分重要的。
1.焊接技术人员①焊接技术责任人员应接受过专门的焊接技术培训,取得中级以上技术职称并有一年以上焊接生产或施工实践经验。
②焊接质检人员应接受过专门的技术培训,有一定的焊接实践经验和技术水平,并具有质检人员上岗资质证。
2、焊工①参加本工程焊接的焊工应持有行业指定部门颁发的焊工合格证书。
严格持证上岗从事与其证书等级相应的焊接工作。
②重要结构装配定位焊时,应由持定位焊工资格证的焊工进行操作。
③持证焊工无论其原因如何,如中断焊接操作连续时间超过半年者,该焊工再上岗前应重新进行资格考试。
④焊工考核管理由质管部归口3、焊接工艺方法及焊接设备1.3.1、本钢结构工程主要构件有相贯面钢管桁架、钢柱等。
主要焊接方法有手工电弧焊、CO气体保护焊、埋弧焊等焊接方法。
21.3.2、为保证钢结构工程具有优良的焊接质量,本工程施工使用的主要焊接切割设备有:直流手工电弧焊机,交流手工电弧焊焊机,埋弧自动焊机,CO2气体保护半自动焊机(美国林肯公司和松下公司产)、双头电渣焊机、焊接材料烘培设备及焊条保温筒及上海伊萨切割机、日本产铣边剖口机等。
4焊接材料订购、进库、检验及管理要求。
焊接材料的订购、进库、检验及管理。
按公司制定的程序文件规定,并严格做到:4.1、焊材的选用必须满足本钢结构工程的设计要求并选用本钢结构工程技术规范指定的焊接材料。
4.2、本钢结构工程的焊接材料必须具有材料合格证书,每批焊接材料进厂后,应由公司质量部门按采购要求和检验标准进行检验,合格后方可使用。
4.3、焊接材料的贮存、运输、焊前处理(烘干、焊丝油锈处理等),烘焙和领用过程中都要有标识和记录,标明焊接材料的牌号、规格、厂检号或生产厂批号等。
焊接材料的使用应符合制作厂的说明书和焊接工艺评定试验结果的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺规程焊接技术
焊接工艺规程焊接技术
通用焊接工艺(一)
1 总则
本通用工艺适用于我公司采用手工电弧焊、埋弧自动焊, 钨极氩弧焊及熔化极CO2气体保护焊工艺的各类钢制压力容器的焊接。
2 焊工
2.1 焊工必须按《锅炉压力容器焊工考试规则》进行考试, 并取得焊工合格证, 方能在有效期内从事合格项目的焊接工作。
2.2 焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。
3 焊接方法
3.1 下列焊缝一般采用埋弧焊
3.1.1 10≤δ≤60的拼接焊缝;
3.1.2 直径φ≥1000mm且δ≥10mm的A、B缝内、外口; 600mm≤直径φ<1000mm的A、B缝外口。
3.2 下列焊缝一般采用手工焊:
3.2.1 直径φ≥1000mm且δ<10mm的A、B缝内、外口;
3.2.2 600mm≤直径φ<1000mm的A、B缝内口
3.2.3 直径φ≥89mm接管与法兰B类缝外口;
3.2.4 C、D 类焊缝。
3.3 下列焊缝一般采用钨极氩弧焊:
3.3.1 直径φ≥1000mm 且δ≤8mm的A、B类缝打底焊;
3.3.2 600mm≤直径φ<1000mm的A、B类缝打底焊;
3.3.3 直径φ≥89mm接管与法兰B类缝打底焊;
3.3.4 φ<89mm的接管与法兰B缝焊接;
3.3.5 图样要求采用氩弧焊的C、D类焊缝焊接。
3.4 下列焊缝一般采用熔化极CO2气体保护焊:
3.4.1 塔器的裙座和底座环的焊接;
3.4.2 容器和换热器等设备的鞍座和支座的焊接。
4 焊接材料
4.1 根据产品图纸或JB/T4709《钢制压力容器焊接规程》的规定选用相应的焊接材料。
4.2 焊条、焊丝、焊剂必须具有产品质量证明书, 并符合相应的标准规定, 经验收或复验合格后方可使用。
4.3 焊条存放处必须干燥, 焊条应堆放整齐, 分类、分牌号存放, 避免混乱。
4.4 焊条、焊剂使用前应按说明书规定进行烘烤, 焊条领用时须用焊条筒存放, 随取随用。
连续使用的焊剂应过筛, 除去其中的尘土和粉末。
4.5 焊丝表面应无铁锈、氧化皮、油污等污物。
4.6 焊接用保护气体的纯度必须达到规定的标准要求, 有含水量要求的要严格控制其含水量。
5 焊缝坡口形式与基本尺寸
5.1 采用手工焊的坡口形式和基本尺寸规定如下:
5.1.1 单面V 型坡口见图5.1.1。
5.1.2 不对称X 型坡口见图5.1.2。
5.1.3 当直径≤600mm, 采用单面焊双面成形工艺时可采用单面V 型外坡口。
5.1.4 当直径>600mm选用V型和X型坡口, 先焊大坡口侧, 背面清根, 再焊小坡口侧。
5.2 采用埋弧自动焊工艺时, 焊缝坡口型式和基本尺寸规定如下: 5.2.1 I 型坡口见图5.2.1(适用于ä=10-14mm钢板)。
5.2.2 单面V型坡口见图5.2.2
5.2.3 不对称X型坡口见图5.2.3。
5.3 采用氩弧焊工艺时, 一般采用单面V型外坡口见图5.3。
5.4 除5.1条、5.2条、5.3条规定外, 可根据产品图纸和相关标准选择焊缝坡口形式和基本尺寸。
6 焊前准备
6.1 全面检查电源、焊机、焊枪、供气系统、工装等设备是否正常。
6.2 确认焊条、焊剂、焊丝牌号、规格及质量是否符合要求。
6.3 检查焊件的装配质量和坡口情况。
6.3.1 焊接的坡口形式和基本尺寸以及装配公差必须符合产品图纸要求及技术工艺文件的规定, 坡口应保持平整, 不得有裂纹、分层、夹渣等缺陷。
6.3.2 坡口表面及两侧20mm范围内的水分、铁锈、油污等有害杂质应清理干净。
6.4 不锈钢及其复合钢板复层坡口两侧各100mm范围涂白垩粉, 以防止沾附焊接飞溅。
6.5 采用埋弧自动焊焊平板拼缝、筒体纵缝时, 必须有引弧板和熄弧板各一块, 长150mm, 宽100mm, 厚度、材质与筒体相同。
6.6 氩气的纯度不低于99.99%( 体积比) , 含水量不超过20×10-6, 当瓶内气体压力低于1Mpa时应停止使用。
6.7 按工艺文件要求实施预热, 要保持预热的均匀性, 确认达到预热温度后才能施焊。
7 焊接要求
7.1 焊接环境出现下列任一情况时, 须采取有效防护措施, 否则禁止施焊。
7.1.1 风速大于10m/s;
7.1.2 相对湿度大于90%;
7.1.3 雨、雪环境;
7.1.4 焊件温度低于-20℃。
7.2 不锈钢、有色金属容器应有与钢制产品隔离的专用的焊接场地, 地面应铺设橡胶等软垫, 保持环境清洁。
7.3 焊接环境必须符合安全卫生要求。
7.4 焊工的工作环境应有足够的光线。
7.5 当焊件温度为0℃时, 应在施焊处100mm 范围内预热到15℃
左右。
有预热要求时, 应不低于预热温度。
7.6 应在引弧板或坡口内引弧, 禁止在非焊接部位引弧。
应防止地线、电缆线、焊钳与焊件打弧。
7.7 定位缝若存在裂纹必须清除定位焊重焊; 如存在气孔、夹渣时应去除气孔、夹渣。
7.8 熔入永久焊缝内的定位焊两端应修磨至便于接弧。
7.9 受压元件的角焊缝根部应保证焊透。
7.10 双面焊需清理焊根, 显露出正面打底的焊缝金属, 接弧处应保证焊透与熔合。
7.11 每条焊缝应尽可能一次焊完, 当中断焊接时, 对冷裂纹敏感的焊件应及时采取后热、缓冷措施, 重新施焊时, 仍需按规定进行预热。
7.12 按焊接工艺卡执行焊接规范, 并注意及时调整电流、电压和焊速, 以确保焊接质量。
7.13 采用控制线能量, 选择合理焊接次序等措施, 防止和减少焊接变形。
7.14 当焊缝出现大量气孔、裂纹及成型不良时, 应立即停止焊接, 分析原因, 进行修补和调整后方可继续施焊。
8 焊接工艺参数的选择
8.1 手工电弧焊工艺
8.1.1 一般根据焊件厚度选择焊条直径, 见表8.1.1。
表8.1.1焊条直径的选择。