设备检验大纲-中电环保
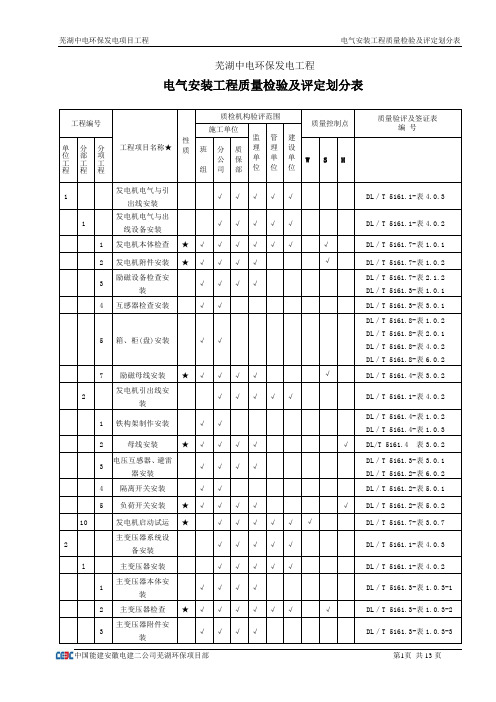
芜湖中电环保电气项目划分表要点
√
√
√
√
DL/T 5161.1-表4.0.2
1
MCC(电动机控制中心)盘安装
√
√
DL/T 5161.8-表1.0.2
DL/T 5161.8-表3.0.3
DL/T 5161.12-表1.0.2
DL/T 5161.4-表3.0.2
3
就地电气设备安装
√
√
DL/T 5161.15-表3.0.2
4
电动机检查
3
电动机检查
★
√
√
√
√
DL/T 5161.7-表2.2.2
4
就地动力控制设备安装
√
√
DL/T 5161.8-表1.0.2
DL/T 5161.8-表4.0.2
DL/T 5161.12-表5.0.2
5
二次回路检查及接线
√
√
DL/T 5161.8-表7.0.2
8
除尘除灰系统电动机带电试运
★
√
√
√
√
√
√
√
DL/T 5161.7-表3.0.11
DL/T 5161.8-表4.0.2
3
二次回路检查及接线
√
√
DL/T 5161.8-表7.0.2
4
电动机检查
★
√
√
√
√
DL/T 5161.7-表2.2.2
5
电动机带电试运
★
√
√
√
√
√
√
√
DL/T 5161.7-表3.0.11
DL/T 5161.7-表3.0.13
4
锅炉间电气设备安装
√
环境试验设备检验方法

环境试验设备检验方法及参照国标国家对生产制造型的企业的产品出厂性能的安全性检验都有具体国家标准可以参照,下面我们简单的介绍一下电工电子产品应该做哪些环境试验检验才能通过国家质检部门的检验。
电子电工产品需要做的环境试验有:温度试验、湿热试验、盐雾试验、太阳辐射试验、高低温低气压试验、腐蚀气体试验、振动试验、稳态加速度试验、低温、低气压/湿热综合试验、温度/湿度组合循环试验、温度/振动综合试验、水试验等,这些试验设备都是要参照GB/T5170的要求了进行检验的,《GB/T5170》包括以下部分:GB/T 5170.1-2008 电子电工产品环境试验设备检验方法总则GB/T 5170.2-2008 电子电工产品环境试验检验方法温度试验设备GB/T 5170.5-2008 电子电工产品环境试验检验方法湿热试验设备GB/T 5170.8-2008 电子电工产品环境试验检验方法盐雾试验设备GB/T 5170.9-2008 电子电工产品环境试验检验方法太阳辐射试验设备GB/T 5170.10-2008 电子电工产品环境试验设备检验方法高低温低气压试验设备GB/T 5170.11-2008 电子电工产品环境试验设备检验方法腐蚀气体试验设备GB/T 5170.13-2005电子电工产品环境试验设备基本参数检定方法振动(正弦)试验用机械振动台GB/T5170.14-1985电子电工产品环境试验设备基本参数检定方法振动(正弦)试验用电动振动台GB/T5170.15-2005电子电工产品环境试验设备基本参数检定方法振动(正弦)试验用液压振动台GB/T5170.16-2005电子电工产品环境试验设备基本参数检定方法稳态加速度试验用离心机GB/T5170.17-2005电子电工产品环境试验设备基本参数检定方法低温/低气压/湿热综合顺序试验设备GB/T5170.18-2005 电子电工产品环境试验设备基本参数检定方法温度/湿度组合循环试验设备GB/T5170.19-2005 电子电工产品环境试验设备基本参数检定方法温度/振动(正弦)综合试验设备GB/T5170.20-2005 电子电工产品环境试验设备基本参数检定方法水试验设备知道了电子电工产品需要做环境试验,也知道了环境试验设备的基本性能参数的检定方法的参照标准,这样您在选择试验设备的时候就不会盲目了,会很有针对性的进行一些设备的选择,在设备采购之后也会很清晰的知道,设备到场现场安装调试的具体内容及鉴定方法及检定参照标准了,对应国标中的一条条的要求逐一进行检定就可以了。
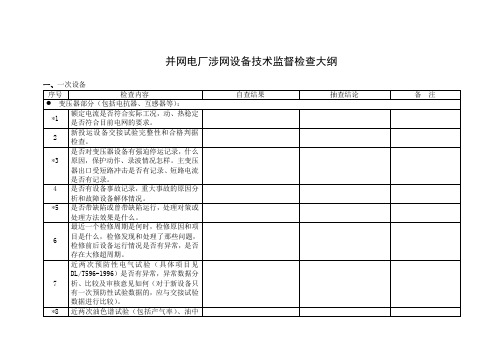
并网电厂涉网设备技术监督检查大纲
主设备的双接地检查
3
各设备接地引下线和地网是否可靠连接
4
高压电气设备的过电压保护是否完善
5
是否定期校核接地装置的热稳定容量
*6
是否有定期导通试验报告
应急预案的制定
1
防止电气误操作事故应急预案
2
防止全厂停电事故应急预案
二、继电保护
序号
检查项目
自查结果
抽查结论
备注
保护配置
*1
主保护双重化配置
2
应配置完整的、能反映各种故障及异常状态的后备保护
每年雷季前
*6
工频参考电流下的工频参考电压(电流值按工厂规定或6mA)
每年雷季前
7
运行电压下的交流泄漏电流
8
在线全电流监视器情况检查
*9
是否定期和用电高峰前作发热红外检测工作
*10
是否在避雷器附近设有集中接地装置
升压站外绝缘及绝缘子类部分
*1
升压变压器和GIS套管,以及升压站500kV悬式、支柱绝缘子串、断路器和隔离开关的爬距检查
18
操作、信号及二次回路的绝缘是否符合规程、规定的要求
19
直流母线电压是否保持在规定的范围内
20
直流系统对地绝缘是否良好
21
蓄电池是否进行过带重负荷试验;蓄电池电解液比重、液位、室温是否处于正常范围。
22
浮充装置稳流、稳压功能是否正常;精度、纹波系数是否满足要求;限流功能是否正常。
23
直流系统各级保险定值是否有专人管理;是否满足选择性动作要求。
*8
近两次油色谱试验(包括产气率)、油中含气量是否正常,有异常指标是否分析、跟踪。
9
何时进行过油中糠醛的测试,对固体绝缘的老化趋势有没有判断。
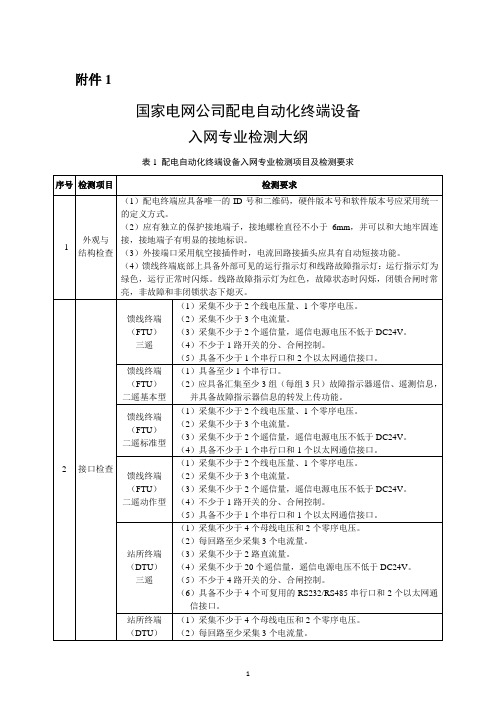
第一批配电自动化终端专业检测大纲

冲 击 电 d)应按电压等级施加冲击电压,额定电压大于 60V 时,应施加 5kV
12
试验电压;额定电压不大于 60V 时,应施加 1kV 试验电压;
压试验
e)冲击波形,三个正脉冲和三个负脉冲,施加间隔不小于 5s。
冲击电压施加部位:
a)电源回路对地;
b)输出回路对地;
c)状态输入回路对地;
d)工频交流电量输入回路对地;
设。
序号 1
2
表 2 二遥配电终端检验项目
试验项目
试验指标要求
结构检查 接口检查
配电终端应具备唯一的 ID 号,硬件版本号和软件版本号应采用统一的定 义方式。
a) FTU 1) 基本型要求具备至少 1 个串行接口; 2) 标准型采集不少于 2 个电压量; 采集不少于 3 个电流量; 采集不少于 2 个遥信量; 采集不少于 2 路直流量; 至少 1 个串行口和 1 个以太网通信接口。 3) 动作型 采集不少于 1 个电压量; 采集不少于 3 个电流量; 采集不少于 3 个遥信量; 采集不少于 2 路直流量; 不少于 1 路开关分合控制,至少 1 个串行口和 1 个以太网通信接口。
扩展;
3) 具备就地/远方切换开关和控制出口硬压板,支持控制出口软压板功能;
4) 具备故障检测及故障判别功能;
5) 具备双位置遥信处理功能;
6) 具备串行口和以太网通信接口;
7) 具备同时为通信设备、开关分合闸提供配套电源的能力;
8) 具备双路电源输入和自动切换功能。
d)TTU 基本功能
1) 具备对配电变压器电压、电流、零序电压、零序电流、有功功率、无
a) FTU 1) 基本型 1.1) 具备接收故障指示器的遥测数据并进行数据转发功能;
电站机组环保性能保证值试验大纲
电站机组环保性能保证值试验大纲1. 前言1.1.电厂简介2×55MW燃煤电厂, 机组安装了废水和污水处理系统。
1.2.锅炉简介由锅炉有限责任公司制造的HG 220/9.8-YM28 型锅炉是高压、平衡通风、自然循环汽包炉。
锅炉按低NO X排放设计。
锅炉烟道尾部布置有静电除尘器。
1.3.燃料特性(设计值)C (重量百分比) 48.33%H (重量百分比) 4.876%O (重量百分比) 14.358%N (重量百分比) 0.64%S (重量百分比) 0.096%A (重量百分比) 10.2% (+5/-6)V (重量百分比) 36.8% (+2/-3.5)W (重量百分比) 21.5% (+2.5/-6)燃料低位发热量20009 kJ/kg (+/-1670)2.测量项目2.1.烟囱入口污染物排放测量项目包括NO X, SO2,烟尘和CO。
2.2.排放污水的品质测量项目包括PH, 总悬浮物, 油和油脂, 残氯, 总铬,铜,铁,锌.3.保证值3.1.烟囱入口污染物排放的保证值3.1.1.燃用设计燃料,烟囱入口排放的NO X 应小于615 mg/Nm3 (参照15% O2) 。
3.1.2.燃用设计燃料,烟囱入口排放的SO2 应小于2000 mg/Nm3 (参照15% O2) 。
3.1.3.燃用设计燃料,烟囱入口排放的烟尘应小于100 mg/Nm3 (参照15% O2)。
3.1.4.燃用设计燃料,烟囱入口排放的CO应小于200 mg/Nm3。
3.2.排放污水品质的保证值3.2.1.排放到海水中污水的PH值应在6—9之间.3.2.2.排放到海水中污水的总悬浮物浓度应小于50 mg/l.3.2.3.排放到海水中污水的油脂浓度应小于10 mg/l.3.2.4.在24小时内排放到海水中污水的残氯平均浓度应小于0.2 mg/l.3.2.5.排放到海水中污水的总铬和铜的浓度应小于0.5 mg/l.3.2.6.排放到海水中污水的铁和锌的浓度应小于1.0 mg/l.4.试验目的4.1.验证燃用设计燃料、THA工况下,烟囱入口处的污染物排放是否小于保证值。
设备、电气控制环境保护项目工程监理大纲
设备、电气控制环境保护项目工程监理大纲1. 引言本监理大纲旨在规范设备、电气控制环境保护项目工程的监理工作,确保工程质量和安全达到最佳水平。
监理工作涉及项目的设计、施工、验收等各个阶段,监理人员应具备相应的专业知识和技术能力,以保证项目的顺利进行。
2. 监理责任2.1 设备、电气控制环境保护项目工程监理人员应根据相关法律法规和标准规范,对项目的施工方案、设计方案进行审核,以确保其符合技术要求和安全要求。
2.2 监理人员应定期检查施工现场,监督施工进度、施工质量和施工安全,及时发现并处理施工中存在的问题。
2.3 监理人员应协助项目管理人员进行施工单位的资质审查和施工组织设计的审查,并参与工程质量和安全评估、验收等工作。
2.4 在工程竣工后,监理人员应对项目进行最终验收,并提供相关的监理报告。
3. 监理工作内容3.1 设备、电气控制环境保护项目工程监理工作内容包括但不限于以下几个方面:- 制定监理计划和工作方案;- 审查施工图纸和设计文件;- 检查施工单位的施工资质和施工组织设计;- 监督施工现场施工进度和施工质量;- 检查施工材料和设备的质量;- 定期组织工程检测和验收;- 解决施工过程中的技术问题和纠纷;- 编制工程监理报告和验收报告。
3.2 监理人员在执行监理工作时,应遵守相关法律法规和标准规范,并与项目管理人员、设计单位、施工单位等相关方进行有效沟通和协作。
4. 监理人员要求4.1 设备、电气控制环境保护项目工程监理人员应具备以下专业知识和技能:- 熟悉相关法律法规和标准规范;- 具备工程管理和监理的基本理论知识;- 熟悉设备、电气控制环境保护项目工程的施工工艺和流程;- 具备良好的沟通和协调能力;- 具备一定的技术评估和问题解决能力。
4.2 监理人员应具备相关的从业资格证书,并不断提升自己的知识和技能,跟进行业发展和技术更新。
5. 结束语设备、电气控制环境保护项目工程监理是保证工程质量和安全的重要环节,监理人员的责任和作用不可忽视。
专业检测大纲
(4)不少于1路开关的分、合闸控制。
(5)具备不少于1个串行口和1个以太网通信接口。
站所终端(DTU)
三遥
(1)采集不少于4个母线电压和2个零序电压。
(2)每回路至少采集3个电流量。
(3)采集不少于2路直流量。
(4)采集不少于20个遥信量,遥信电源电压不低于DC24V。
(8)具备短路故障判别功能,配合负荷开关使用时结合变电站出线开关的动作逻辑实现故障的有效隔离。配合断路器使用时,具备故障直接切除功能并可选配三次自动重合闸功能,支持重合闸后加速。
(9)具备故障动作功能现场投退功能。
馈线终端(FTU)
二遥动作型
(分段开关配套)
(1)具备就地采集模拟量和状态量功能,并具备测量数据、状态数据远传的功能。
(2)采集不少于3个电流量。
(3)采集不少于2个遥信量,遥信电源电压不低于DC24V。
(4)不少于1路开关的分、合闸控制。
(5)具备不少于1个串行口和2个以太网通信接口。
馈线终端(FTU)
二遥基本型
(1)具备至少1个串行口。
(2)应具备汇集至少3组(每组3只)故障指示器遥信、遥测信息,并具备故障指示器信息的转发上传功能。
(5)不少于4路开关的分、合闸控制。
(6)具备不少于4个可复用的RS232/RS485串行口和2个以太网通信接口。
站所终端(DTU)
二遥标准型
(1)采集不少于4个母线电压和2个零序电压。
(2)每回路至少采集3个电流量。
(3)采集不少于2路直流量。
(4)采集不少于12个遥信量,遥信电源电压不低于DC24V。
输入10倍电流标称值,误差应不大于5%。
电力建设工程质量监督检查典型大纲(垃圾发电部分)

电力建设工程质量监督检查典型大纲(垃圾发电部分)1.前言本文档是电力建设工程质量监督检查的典型大纲(垃圾发电部分),旨在为工程建设单位提供监督检查的基础指导,确保工程的设计、施工与运行符合相关法律法规和行业标准规范。
2.垃圾发电项目质量检查2.1 设计质量检查1.根据工程项目的性质和规模,检查项目设计文件的完整性和合理性,确保满足工程建设和实际运行的需要。
2.对垃圾发电工程的主要技术方案、流程、设备选型、施工周期等进行详细审查,并检查设计方案的一致性和可行性,确保设计方案的合理性,以保证工程建设和运行的质量。
2.2 施工质量检查1.检查施工过程中的操作规程和工艺控制,确保施工规范,操作达到技术标准和设计要求。
2.检查设备制造和调试、运输装卸等环节,对设备安装、调试和调试数据进行抽查和核对,确保工程建设的实际情况与设计文件一致,为工程运行提供可靠的技术保障。
2.3 运行质量检查1.检查垃圾发电工程的运行情况,检查运行情况与前期设计方案的一致性以及运行参数是否符合要求。
2.对运行中的控制机制、设备运行情况、人员管理和设备保养情况进行审查,发现问题及时纠正,落实存在的问题关键点整改,保证垃圾发电系统的稳定运行。
3.质量检查报告1.检查结果和意见。
2.检查中的问题,应该在规定时间内进行整改,对检查单位存在严重问题的,告知其整改期限和方法,并加强后续的跟踪检查。
3.检查报告中应说明检查人员、检查时间、检查方法、检查过程中发现的问题,以及整改结果等信息。
4.本文档是电力建设工程质量监督检查的典型大纲(垃圾发电部分),旨在为工程建设单位提供监督检查的基础指导,需要工程建设单位按照本文档的规定进行工程质量监督检查,确保工程建设和运行符合相关法律法规和行业标准规范,为保证公众环境的健康和生态的可持续发展提供保障。
并网电厂热力设备技术监督检查大纲

并网电厂热力设备技术监督检查大纲一、检查范围本次监督检查范围包括并网电厂所有热力设备,包括锅炉、汽轮机和余热回收设备等。
二、检查内容本次监督检查将对以下内容进行检查:1. 设备基本情况包括设备名称、型号、规格、生产厂家、生产日期、安装日期、运行时间等信息。
2. 设备运行情况要求提供设备运行记录、维护记录、检修记录等,回顾设备运行情况。
3. 设备检查要求对设备进行完整的机械、电气、自动化等方面的检查,以确保设备符合相关技术规范和标准要求。
检查内容包括但不限于:•锅炉–水墨分布、各级过热器出口温度、NOx、SOx等排放指标、风管检查、烟囱排放等。
•汽轮机–转子、定子叶片、导叶角度和位置、润滑系统、转矩甩振等。
•余热回收设备–余热锅炉、烟气余热回收、冷凝式余热回收、换热器温差等。
4. 安全生产要求对安全生产情况进行全方位检查,包括设备运行过程中出现的事故和事故处理情况。
对设备运行安全风险进行评估,提出合理化设计和改进意见。
5. 环境保护针对环境保护方面的问题,对排放情况、噪声控制、废水处理和固废处理等方面进行检查,提出工艺改进和操作建议。
三、检查结果根据检查情况,对不符合要求的设备进行整改,要求整改的内容包括但不限于:•设备的环保问题;•设备的安全问题;•设备的技术问题。
整改后,要求提供改进措施和改进效果报告。
四、本次监督检查重点关注设备的安全、环保、技术等方面的问题,提出了一些必要的措施。
通过本次监督检查,加强了并网电厂热力设备的管理和监管,提高了设备的安全、可靠性和环保性。
设备检验大纲-中电环保
设备检验大纲(工艺专业)CEEP-MQ-001-A编制部门:工程管理部2015年6月版次说明版次号版本说明修订时间备注A首次发布2015.6目录第一章罐体设备 (1)1总则 (1)2引用标准 (1)3检验内容 (2)3.1主要原材料入厂验收 (2)3.2其它原材料入厂验收 (3)3.3资质检查 (3)3.4组装外形检查 (3)3.5焊缝质量检查 (4)3.6水压试验 (5)3.7盛水试验 (6)3.8衬胶检验 (7)3.9衬塑检验 (8)3.10密封试验 (8)3.11构件检查 (9)3.12油漆检查 (10)3.13最终成品检查 (11)4检验控制点 (12)第二章通用标准件 (13)1总则 (13)2引用标准 (13)3泵/风机的检验 (13)4阀门检验 (14)5管道管件检验 (14)5.1碳钢/不锈钢管检验 (14)5.2管件检验 (15)5.3法兰检验 (15)第一章罐体设备1总则本章节适用于CEEP所设计的水处理系统中、低、常压设备的检验和试验,旨在监督制造厂按照有关标准生产制造质量合格的罐体设备。
2引用标准设备检验应符合下列标准和规定的最新版本的要求●中电环保股份有限公司技术标准汇编(第一卷)●中电环保股份有限公司技术标准汇编(第二卷)●《钢制压力容器》GB150-2011●《锅炉与压力容器规范》第VIII部分ASME●《水处理设备技术条件》JB/T2932-1999●《钢制焊接常压容器》NB/T47003.1-2009●《橡胶衬里化工设备设计规范》HG/T20677-2013●《橡胶衬里》第一部分设备防腐衬里GB18241.1-2001●《橡胶衬里设备技术条件》CD130A16-85●《电厂用水处理设备质量验收标准》DL543-2006●《电厂水处理设备制造质量分等标准》SDZ037●《塑料衬里设备通用技术条件》HG/T4088-2009●《承压设备无损检测》JB/T4730-2005●《锅炉和压力容器用钢板》GB713-2014●《碳素结构钢》GB700-2006●《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》GB/T708●《热轧钢板和钢带的尺寸、外形、重量及允许偏差》GB/T709●《计数抽样检验程序第一部分》GB/T2828.1-2003/ISO259-1:19993检验内容3.1主要原材料入厂验收⏹碳钢板序号检验要点注意事项1原材料质保书◆质保书上的材质、规格、标准等应符合图纸要求;◆钢板上炉批号印记等与质保书一致;2尺寸允许偏差◆厚度用测厚仪进行检测,符合图纸及标准要求;◆尺寸偏差应符合GB/T708-2006/GB/T709-20063表面质量◆钢板表面不得有气泡、裂纹、凹坑、划痕;◆钢板的表面不得有严重的锈蚀和点蚀;⏹不锈钢板序号检验要点注意事项1原材料质保书◆质保书上的材质、规格、标准等应符合图纸要求;◆钢板上炉批号印记等与质保书一致;◆特殊材质可进行取样分析;2尺寸允许偏差◆尺寸偏差应符合GB/T708-2006/GB/T709-2006 3表面质量◆钢板表面不得有气泡、裂纹、凹坑、划痕;◆钢板的表面不得有锈蚀和点蚀;⏹封头序号检验要点注意事项1质保书◆材质证明清晰且须盖有材料单位检验章,检验项目齐全。
电子产品试验大纲
目录1 范围 (3)2 试验目的 (3)3 产品组成与功能 (3)3.1产品组成 (3)3.2产品功能 (3)4试验条件 (3)4.1环境条件 (3)4.2试验用电源 (3)4.3主要检验设备 (3)5 试验要求 (4)5.1试验项目 (4)5.1.1 重量检测 (4)5.1.2 外形尺寸检查 (4)5.1.3 外观质量检查 (4)5.1.4 搭接电阻 (5)5.1.5 绝缘性 (5)5.1.6 信号连续性 (5)5.1.7 输出性能 (5)5.1.8 环境应力筛选试验 (5)5.1.9 高温工作 (6)5.1.10 低温工作 (7)6 其它说明 (7)1 范围本试验大纲规定了XXX(以下简称产品或XXX)在进行检验时的技术要求和试验方法。
本试验大纲适用于XXX的阶段验收。
2 试验目的检验大纲是检查产品是否满足技术规范规定的功能、性能、接口及主要模块功能的正确性。
3 产品组成与功能3.1产品组成3.2产品功能4试验条件4.1 环境条件除另有规定外,产品在下列标准大气条件下进行检验。
a) 温度:15℃~35℃b) 相对湿度:20%~80%c) 大气压力:检验场所的压力4.2试验用电源直流24V~33V。
4.3 主要检验设备进行验收试验的主要设备有:a)数字电压表或等效设备………………………………1台b)示波器或等效设备………………………………………1台c)毫欧表或等效设备…………………………………………1台d)高阻表或等效设备…………………………………………1台e)精度不低于±1g的工业天平或等效设备………………………………1台f)精度不低于±0.02mm的游标卡尺或等效设备……………………………1台5 试验要求5.1试验项目验收程序一般按表1的顺序进行,允许适当调整或合并。
表1 验收试验项目5.1.1 重量检测用精度不低于±1g的工业天平或等效设备称产品重量,应满足不大于210g(不含手柄)的要求。
新机组整套启动试运后质量监督检查大纲

新机组整套启动试运后质量监督检查大纲一、检查的目的新机组整套启动试运是电力工程建设的重要环节,为保障电力系统的可靠、安全、经济运行,必须严格进行质量监督检查。
本文档旨在为新机组试运后的质量监督检查提供一个大纲,以保证该过程的顺利进行。
二、检查的对象范围及检查内容1. 对象范围本文档所述检查对象为新机组整套启动试运后的质量监督检查,包括新机组的各个系统、设备等,以及各项运行参数和运行记录。
2. 检查内容1.机组系统的安全性:检查机组转速、电压、电流等运行参数是否达到设计值。
检查机组各元件是否正确安装、接好电缆、连接松紧是否适当等。
2.运行设备的性能:检查各部位的设备、控制系统、电气设备是否正常运行。
3.环境保护:检查新机组运行是否满足相关环保标准要求,检查处理新机组尾气、残余水处理是否符合国家环保要求。
4.运行系统稳定性:检查机组运行是否顺畅,各系统间的协调性是否良好,如机组与变电站接线、过渡电阻性能是否正常等。
5.待验事项:主要是机组发电功率、转速、振动、电气性能等方面的检查。
三、检查步骤1. 前期准备1.制定检查计划,2.确定检查人员及其职责分工,3.准备检查工具,如万用表、示波器、测量仪等。
2. 开始检查1)机组安全性检查检查机组运行参数是否达到设计要求,判断各元件是否正确安装、接好电缆,连接松紧是否适当。
2)运行设备性能检查检查各部位的设备、控制系统、电气设备是否正常运行,发现故障及时处理。
3)环境保护检查新机组运行是否满足相关环保标准要求,检查处理新机组尾气、残余水处理情况。
4)运行系统稳定性检查机组运行是否顺畅,各系统间的协调性是否良好,运行记录是否详细。
3. 结束检查根据检查结果制定具体的修复、改进方案,确保问题得到及时解决。
四、注意事项1.检查人员应具备专业知识和丰富的检查经验。
2.检查过程中应注意保障检查人员的人身安全和设备安全。
3.检查应全面、严密、细致,避免因疏漏而造成质量安全事故。
中电通信产品质量检验通用标准.doc11.2
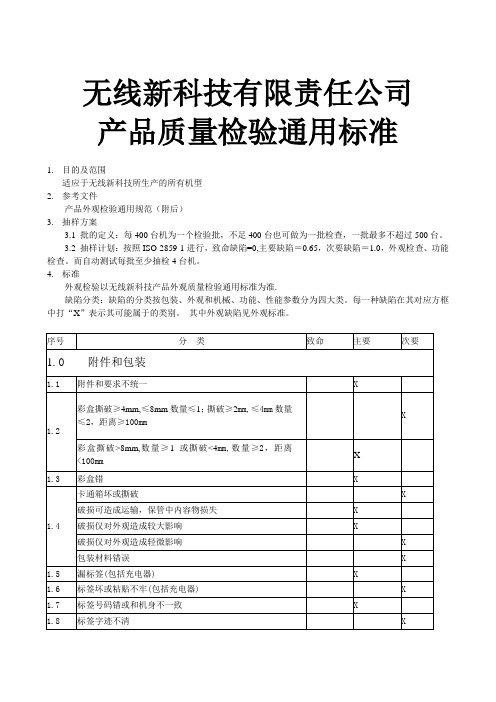
无线新科技有限责任公司产品质量检验通用标准1.目的及范围适应于无线新科技所生产的所有机型2.参考文件产品外观检验通用规范(附后)3.抽样方案3.1 批的定义:每400台机为一个检验批,不足400台也可做为一批检查,一批最多不超过500台。
3.2 抽样计划:按照ISO-2859-1进行,致命缺陷=0,主要缺陷=0.65,次要缺陷=1.0,外观检查、功能检查。
而自动测试每批至少抽检4台机。
4.标准外观检验以无线新科技产品外观质量检验通用标准为准.缺陷分类:缺陷的分类按包装、外观和机械、功能、性能参数分为四大类。
每一种缺陷在其对应方框中打“X”表示其可能属于的类别。
其中外观缺陷见外观标准。
CECT产品外观质量检验通用标准1.检查条件1.1距离:肉眼与被检查物表面距离30cm左右。
1.2时间:在10秒钟时间内能确认缺陷。
1.3角度:视线与被检查物表面角度在45至90度范围内旋转。
1.4照明:生产车间正常灯光下。
2.抽样比例参照加工厂抽样标准3.允收标准按照ISO-2859-1进行,致命缺陷=0,主要缺陷=0.65,次要缺陷=1.0,外观检查、功能检查。
而自动测试每批至少抽检4台机。
注意事项3.1 无论何种缺陷类型,两个可视缺陷距离必须大于20mm,否则拒收。
3.2 有划痕,崩缺,针眼等不良时,需考虑它们的深度、颜色对比等因素而加严标准。
3.3 手机离壳尺寸,用塞尺测量。
如果用某一片塞尺放入后可自由拉动,则缝隙尺寸大于塞尺上所标的尺寸。
3.4 外观缺陷的种类很多,不能一一用数据具体描述。
下述分类以外的其它缺陷,由CECT 质量部确认。
4.一般缺陷分类致命缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。
主要缺陷(Major Defect):产品存在以下五种缺陷,为主要缺陷。
---功能缺陷影响正常使用;---性能参数超出规格标准;---漏元件、配件及主要标识;多出无关标识及其他可能影响产品性能的物品;---包装存在可能危及产品形象的缺陷;---结构及外观方面存在让一般顾客难以接受的严重缺陷。
一次设备检查大纲
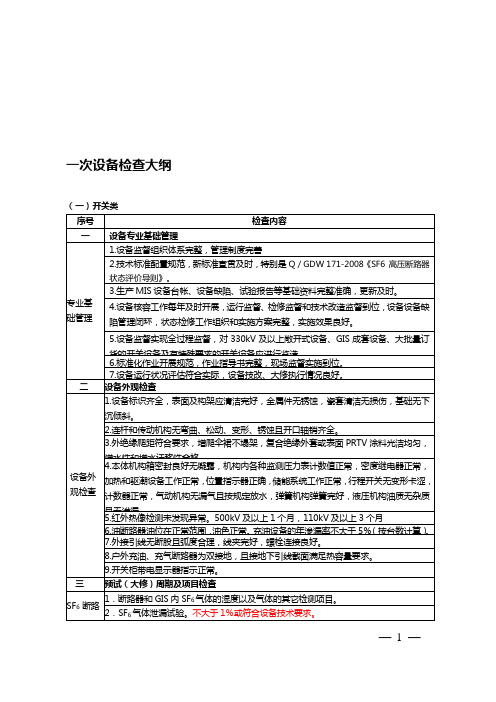
一次设备检查大纲—1 ——2 ——3 ——4 ——5 ——6 ——7 ——8 ——9 ——10 ——11 ——12 —(四)其它变电一次设备—13 ——14 ——15 ——16 ——17 ——18 ——19 —制定依据:1.GB 50150-2006 《电气装置安装工程电气设备交接试验标准》2.DL/T 596-1996《电力设备预防性试验规程》3.2007华中网公司《500kV输变电设备预防性试验(检验)规程》(试行)4.2003年省公司《电力设备预防性试验规程》补充规定5.Q/GDW 168-2008《输变电设备状态检修试验规程》及编制说明6.DL/T969-2005变电站运行导则7.国家电网生技[2005]400号“关于印发《国家电网公司十八项电网重大反事故措施》(试行)的通知”8.国家电网2005 国家电网公司设备技术规范汇编(12类设备技术标准、11类设备检修规范、10类设备技术监督规定、7类设备预防事故措施)-变电部分9. Q/GDW 169-2008《油浸式变压器(电抗器)状态评价导则》及编制说明10.Q/GDW 171-2008《SF6 高压断路器状态评价导则》及编制说明11.华中电网有限公司预防电网重大事故措施,2006年。
12.豫电〔2004〕304号关于印发《河南省电力公司500千伏变电站管理规定》的通知。
13.豫电生〔2007〕1306号关于印发河南省电力公司输变电设备状态检修工作管理规定的通知14.豫电生〔2006〕597号关于印发电力工程接地和过电压保护若干技术措施的通知15.豫电〔2005〕29号关于下发河南电网防止变电站支柱绝缘子断裂反事故措施的通知16.豫电生〔2006〕790号关于印发河南省电力公司电网设备防污闪系列管理规定的通知17.豫电生[2006]522号关于印发河南省电力公司设备线夹管理暂行办法的通知18.豫电生〔2006〕812号关于印发河南省电力公司复合绝缘子全过程质量管理规定的通知19.豫电生〔2005〕523号转发国家电网公司关于印发输变电设备防雷工作管理规定的通知—20 —20.2003年省公司《生产运行管理规定(专业管理)》21.河南电力公司企业标准.《河南电力调度规程》。
(完整版)试验大纲

柴油发电机组试验标准一、概述本手则主要用来衡量我公司出厂发电机组的各项性能,并以此标准里面的试验项目、试验方法为依据。
通过动态电能测量仪器和测试软件,以报表的记录形式,向用户提供机组的出厂调试报告。
我公司的测试设备是采用深圳中电公司ION7550电能质量监测装置和发电机组综合测试软件,其中测试软件里面的试验标准完全按照JB/T10303-2001标准编写。
因此,能熟悉JB/T10303-2001标准对测试人员来说非常重要。
引用标准:GB2820.3-1997往复式内燃机驱动的交流发电机组第3部分:发电机组用交流发电机JB/T10303-2001工频柴油发电机组技术条件GJB1488-1992军用内燃机电站通用试验方法1.机组的主要参数表:工频柴油发电机组主要参数额定电压:400V频率:50Hz额定转速:1500r/min普通型、敞开式①柴油机的功率标定基于ISO3046功率标准,在额定条件下输出功率误差在0〜2%之内。
②以上机组均配套的为上海马拉松发电机。
如配套其他厂家的发电机,请翻阅我公司的彩业等相关资料。
2.试验的仪器仪表和试验项目1.1鉴定试验和型式试验应采用不低于0。
5级准确度的电气测量仪器仪表(允许采用1级准确的功率因数表,兆欧表不作规定)进行测量;出厂试验允许采用1级准确度的电气测量仪器仪表进行测量。
在用户没有对测试项目提出特殊要求时,我们只需向其提供上述打“J”作为标准的出厂试验项目。
1.2试验项目按表8规定表83.试验要求3.1总则3.1.1机组应符合GB/T10303-2001的规定,并按规定程序批准的图样及技术文件制造。
3.1.2机组的总装技术要求应符合JB/T7606的规定。
3.2参数要求3.2.1机组的额定功率符合ISO3046标准、电压及转速的要求符合JB/T8186的规定。
机组的额定功率为0.8(滞后)。
3.2.2机组的质量(kg)应符合上述表格产品技术条件的规定。
3.3指示装置3.3.1机组的电气安装应符合电路图,电路图应装订在机组使用说明书中。
产品设备检验大纲
华立科技有限公司质量检测部产品测试大纲国网GPRS表编制:审核:批准:概述1.测试时可灵活地进行,但测试的内容要涵盖此文档中的所有内容。
2.测试对象:适用于终端、集中器、配变、GPRS表3.对于测试中出现的问题,测试人员一定要跟踪到问题有确切的解决方法止。
4.用例中每次修改都必须加以说明,并经过审核。
修改记录1、测试依据Q/GDW 359 - 2009《0.5S级三相费控智能电能表(无线)技术规范》Q/GDW 354 - 2009《智能电能表功能规范》Q/GDW 356 - 2009《三相智能电能表型式规范》Q/GDW 365 - 2009《智能电能表信息安全交换安全认证技术规范》DL /T 645-2007及其备案文件2、测试主要设备和配套产品2.1、主要设备: 网络表1台、终端1台2.2、配套产品: ESAM密码机、485-232转换器、MSP430编译器3、功能测试3.1、硬件版本及程序版本记录3.2、电能计量3.2.1 、电能计量准确性3.2.2 、分时计量准确性3.2.3 、分相计量准确性3.2.4 、12个结算日数据及储存3.3、需量计量3.3.1 需量测量13.3.2、需量计量23.4 、时钟及校时3.5 事件记录3.5.1 、编程时间3.5.2、需量清零3.5.3、失压3.5.4、校时3.5.5、断相3.5.6、失流3.5.7、电流不平衡3.5.8、逆相序3.5.9、全失压3.5.10、掉电3.5.11、清零3.6 冻结3.6.1 、定时冻结3.6.2、瞬时冻结3.6.3、约定冻结3.6.4、日冻结3.7、负荷记录3.8、控制3.9、基本功能3.10、显示功能3.10.1、液晶显示。
配电设备入网专业检测大纲

国家电网公司一二次融合成套柱上开关及环网柜入网专业检测大纲
一二次融合成套柱上断路器/负荷开关
入网专业检测项目及要求
一、结构与配置
1、柱上断路器
2、柱上负荷开关
3、配电终端接口检查
4、航查、电缆密封要求
二、外观检查
三、绝缘电阻试验
四、工频电压试验
五、雷电冲击试验
六、准确度试验
七、配套电源带载能力试验
八、传动动能试验
九、故障检测与处理
十、防抖动功能试验
十一、馈线自动化功能试验
一二次融合成套环网箱入网
专业检测项目及要求一、结构及配置
二、外观检查
三、绝缘电阻试验
四、工频电压试验
五、雷电冲击试验
六、准确度试验
七、配套电源带载能力试验
八、传动动能试验
九、故障检测与处理
十、防抖动功能试验。
环保监测仪器设备检测、检验和维护说明书
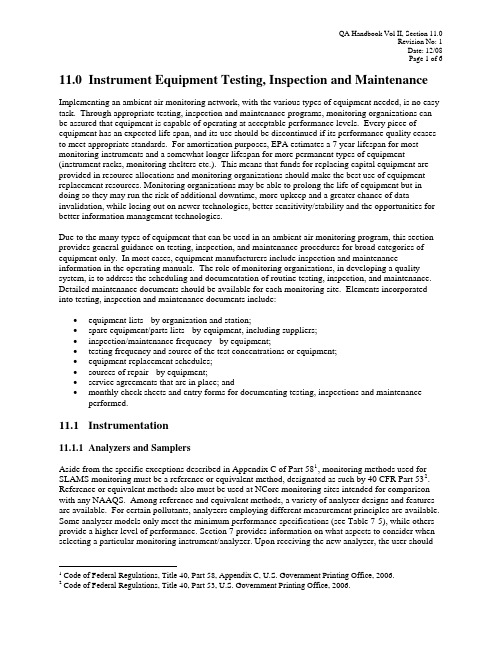
11.0 Instrument Equipment Testing, Inspection and MaintenanceImplementing an ambient air monitoring network, with the various types of equipment needed, is no easy task. Through appropriate testing, inspection and maintenance programs, monitoring organizations can be assured that equipment is capable of operating at acceptable performance levels. Every piece of equipment has an expected life span, and its use should be discontinued if its performance quality ceases to meet appropriate standards. For amortization purposes, EPA estimates a 7 year lifespan for most monitoring instruments and a somewhat longer lifespan for more permanent types of equipment (instrument racks, monitoring shelters etc.). This means that funds for replacing capital equipment are provided in resource allocations and monitoring organizations should make the best use of equipment replacement resources. Monitoring organizations may be able to prolong the life of equipment but in doing so they may run the risk of additional downtime, more upkeep and a greater chance of data invalidation, while losing out on newer technologies, better sensitivity/stability and the opportunities for better information management technologies.Due to the many types of equipment that can be used in an ambient air monitoring program, this section provides general guidance on testing, inspection, and maintenance procedures for broad categories of equipment only. In most cases, equipment manufacturers include inspection and maintenance information in the operating manuals. The role of monitoring organizations, in developing a quality system, is to address the scheduling and documentation of routine testing, inspection, and maintenance. Detailed maintenance documents should be available for each monitoring site. Elements incorporated into testing, inspection and maintenance documents include:∙equipment lists - by organization and station;∙spare equipment/parts lists - by equipment, including suppliers;∙inspection/maintenance frequency - by equipment;∙testing frequency and source of the test concentrations or equipment;∙equipment replacement schedules;∙sources of repair - by equipment;∙service agreements that are in place; and∙monthly check sheets and entry forms for documenting testing, inspections and maintenance performed.11.1 Instrumentation11.1.1 Analyzers and SamplersAside from the specific exceptions described in Appendix C of Part 581, monitoring methods used for SLAMS monitoring must be a reference or equivalent method, designated as such by 40 CFR Part 532. Reference or equivalent methods also must be used at NCore monitoring sites intended for comparison with any NAAQS. Among reference and equivalent methods, a variety of analyzer designs and features are available. For certain pollutants, analyzers employing different measurement principles are available. Some analyzer models only meet the minimum performance specifications (see Table 7-5), while others provide a higher level of performance. Section 7 provides information on what aspects to consider when selecting a particular monitoring instrument/analyzer. Upon receiving the new analyzer, the user should1 Code of Federal Regulations, Title 40, Part 58, Appendix C, U.S. Government Printing Office, 2006.2 Code of Federal Regulations, Title 40, Part 53, U.S. Government Printing Office, 2006.carefully read the instructions or operating manual provided by the manufacturer. Information or instructions concerning the following should be found in the manufacturer’s manual: ∙unpacking and verifying that all component parts were delivered;∙checking for damage during shipment;∙checking for loose fittings and electrical connections;∙assembling the analyzer;∙installing the analyzer;∙calibrating the analyzer;∙operating the analyzer;∙electrical and plumbing diagrams;∙preventive maintenance schedule and procedures;∙troubleshooting; and∙ a list of expendable parts.Many vendors have specific time periods when the initial checks for damage in transit need to be made. The monitor should be assembled and set up according to the instructions in the manufacturer’s manual. It may be important to do this initial set-up and testing at the main office or laboratory facility (see Section 11.1.3) before taking the equipment to the site. Following analyzer set-up, an initial verification of performance characteristics such as power flow, noise, and response time and a muti-point verification should be performed to determine if the analyzer is operating properly. These guidelines assume that the instrument was previously calibrated. If the instrument was disassembled after calibration, or no calibration of the instrument had previously been performed, the monitor must have a multi-point verification/calibration to ensure it is within acceptable calibration requirements prior to use. Short-term span, zero drift and precision should be checked during the initial calibration or measured using abbreviated forms of the test procedures provided in 40 CFR Part 533. Acceptance of the analyzer should be based on results from these performance tests. Once accepted, reference and equivalent analyzers are guaranteed by the manufacturer to operate within the required performance specifications for one year4, unless major repairs are performed or parts are replaced. In such instances, the analyzers must be recalibrated before use.11.1.2 Support InstrumentationExperiences of monitoring organization staff; preventive maintenance requirements, ease of maintenance and general reliability play crucial roles in the selection of support equipment. The following examples depict general categories of support equipment and typical features to look for when selecting this equipment. This list is meant to guide agencies in the selection of equipment and does not represent required specifications.∙Calibration Standards: Calibration standards fall into several categories:-mass flow controlled (MFC) devices;-standards that meet the 1997 Traceability Protocol for Gaseous Calibration Standards5;-permeation devices;-photometers;3 Code of Federal Regulations, Title 40, Part 53, U.S. Government Printing Office, 2006.4 Code of Federal Regulations, Title 40, Part 53, U.S. Government Printing Office, 2006.5 EPA 600/R-97/121: Traceability Protocol for Gaseous Calibration Standards, September 1997-flow measurement devices;-water pressure measurement devices;-barometric pressure measurement devices; and-temperature measurement devices.It is recommended that the devices be 110 VAC, be compatible with data acquisition systems for automated calibrations, and have digital compatibility or true transistor-transistor logic (TTL).The most common standards are MFC devices and permeation devices. Both use dilution air toobtain the needed output pollutant concentration.∙Data Acquisition Systems (DAS): DAS should have at least 32-bit logic for improved performance (DAS with at least 16-bit logic can still be used); have modem and internetcapabilities; allow remote access and control; allow for digital input; and be able to initiateautomated calibrations and polling. It is also recommended that DAS have software compatible with AQS and AQI reporting and editing. Both data loggers and analog chart recorders may beused for recording data; however, the storage, communicability, and flexibility of DAS coupledwith data loggers makes the DAS systems the preferred option. More information on DAS isfound in Section 14.∙Instrument Racks: Instrument racks should be constructed of steel and be able to accept sliding trays or rails. Open racks help to keep instrument temperatures down and allow air to circulatefreely.∙Instrument Benches: Instrument benches should be of sufficient space to allow adequate room for multiple instruments with room to work and be capable of supporting a fair amount of weight (> 100 lbs). Slate or other hard, water-proof materials (e.g., steel) are recommended.∙Zero Air Systems: Zero air systems should be able to deliver 10 liters/min of air that is free of ozone, NO, NO2, and SO2 to 0.001 ppm and CO and non-methane hydrocarbons to 0.1 ppm.There are many commercially available systems; however, simple designs can be obtained byusing a series of canisters.11.1.3 Laboratory SupportWhile it is not required, monitoring organizations should employ full laboratory facilities. These facilities should be equipped to test, repair, troubleshoot, and calibrate all analyzers and support equipment necessary to operate the ambient air monitoring network. In cases where individual laboratories are not feasible, a monitoring organization may be able to find a central laboratory where these activities can be performed.It is recommended that the laboratory be designed to accommodate the air quality laboratory/shop and PM10 and PM2.5 filter rooms, as well as enforcement instrumentation support activities. The air quality portion consists of several benches flanked by instrument racks. One bench and rack are dedicated to ozone traceability. The other instrument racks are designated for calibration and repair. A room should be set aside to house spare parts and extra analyzers.A manifold/sample cane should be mounted behind the bench. If possible, a sample cane that passes through the roof to allow analyzers that are being tested to sample outside air should be mounted to thebench. This also allows any excess calibration gas to be exhausted to the atmosphere. It is recommended that the pump room be external to the building to eliminate noise.Each bench area should have an instrument rack attached to the bench. The instrument rack should be equipped with sliding trays or rails that allow easy installation of instruments. If instrumentation needs to be repaired and then calibrated, this can be performed on the bench top or within the rack. Analyzers then can be allowed to warm up and be calibrated by a calibration unit. Instruments that are to be tested are connected to the sample manifold and allowed to sample air in the same manner as if the analyzer were being operated within a monitoring station. The analyzer is connected to an acquisition system (e.g., DAS, data logger, chart recorder, etc.) and allowed to operate. Any intermittent problems that occur can be observed on the data logger/chart recorder. The analyzer can be allowed to operate over several days to see if anomalies or problems reoccur; if they do, there is a record of them. If the instrument rack has a DAS and calibrator, nightly auto calibrations can be performed to see how the analyzer reacts to known gas concentrations. In addition, the ozone recertification bench and rack should be attached to a work bench. The rack should house the local ozone primary standard and the ozone transfer standards that are being checked for recertification. Zero air is plumbed into this rack for the calibration and testing of ozone analyzers and transfer standards.11.2 Preventive MaintenanceEvery monitoring organization should develop a preventive maintenance program. Preventive maintenance is what its name implies; maintaining the equipment within a network to prevent downtime and costly repairs and data loss. Preventive maintenance is an ongoing element of quality control and is typically enveloped into the daily routine. In addition to the daily routine, scheduled activities must be performed monthly, quarterly, semi-annually and annually.Preventive maintenance is the responsibility of the station operators and the supervisory staff. It is important that the supervisor review the preventive maintenance work and continually check the schedule. The supervisor is responsible for making sure that preventive maintenance is being accomplished in a timely manner. Preventive maintenance is not a static process; procedures must be updated for many reasons, including, but not limited to, new models or types of instruments and new or updated methods. The preventive maintenance schedule is changed whenever an activity is completed or performed at an alternate time. For instance, if a multipoint calibration is performed in February instead of on the scheduled date in March, then the subsequent six-month calibration date moves from September to August. On a regular basis, the supervisor should review the preventive maintenance schedule with the station operators. Following all repairs, the instruments must be verified (multi-point) or calibrated. Lists can facilitate the organization and tracking of tasks and improve the efficiency of preventive maintenance operations. A checklist of regular maintenance activities (e.g., periodic zero-span checks, daily routine checks, data dump/collection, calibrations, etc.) is recommended. A spare parts list, including relevant catalog numbers, is also recommended, as it facilitates the ordering of replacement parts. Such a list should be readily accessible and should include the types and quantities of spare parts already on-hand.11.2.1 Station MaintenanceStation maintenance is an element of preventive maintenance that does not occur on a routine basis; rather, these tasks usually occur on an “as needed” basis. Station maintenance items are checked monthly or whenever an agency knows that the maintenance needs to be performed. Examples of station maintenance items include:∙floor cleaning;∙shelter inspection;∙air conditioner repair;∙AC filter replacement;∙weed abatement and grass cutting;∙roof repair;∙general cleaning;∙inlet and manifold cleaning;∙manifold exhaust blower lube;∙desiccant replacement; and∙ladder, safety rails, safety inspection, if applicable.Simple documentation of these activities, whether in station logs or electronic logs, helps provide evidence of continuous attention to data quality.11.2.2 Routine OperationsRoutine operations are the checks that occur at specified periods of time during a monitoring station visit. These duties must be performed and documented in order to operate a monitoring network at optimal levels. Examples of typical routine operations are detailed in Table 11-1.Table 11-1 Routine Operation ChecksItem Each Visit Weekly/Monthly MinimumReview Data XMark charts, where applicable XCheck/Oil Exhaust Blower XCheck Exterior XCheck/Change Desiccant XManifold Leak Test XInspect tubing XReplace Tubing Annually1Inspect manifold and cane XClean manifold and cane Every 6 months or as neededCheck HVAC systems XCheck electrical connections XField site supply inventory X1If tubing is used externally as an inlet devices it may need to be replaced every 6 months or more frequently depending upon site specific issues.In addition to these items, the exterior of the building, sample cane, meteorological instruments and tower, entry door, electrical cables, and any other items deemed necessary to check, should be inspected for wear, corrosion, and weathering. Costly repairs can be avoided in this manner.11.2.3 Instrument and Site LogsEach instrument and piece of support equipment (with the exception of the instrument racks and benches) should have an Instrumentation Repair Log (either paper or electronic). The log should contain the repair and calibration history of that particular instrument. Whenever multipoint calibration, instrument maintenance, repair, or relocation occurs, detailed notes are written in the instrumentation log. The log contains the most recent multipoint calibration report, a preventive maintenance sheet, and the acceptance testing information or reference to the location of this information. If an instrument is malfunctioning and a decision is made to relocate that instrument, the log travels with that device. The log can be reviewed by staff for possible clues to the reasons behind the instrument malfunction. In addition, if the instrument is shipped to the manufacturer for repairs, it is recommended that a copy of the log be sent with the instrument. This helps non-agency repair personnel with troubleshooting instrument problems. Improper recording of instrument maintenance can complicate future repair and maintenance procedures. The instrument log should be detailed enough to determine easily and definitively which instrument was at which sites over any given time period. If a problem is found with a specific instrument, the monitoring staff should be able to track the problem to the date it initially surfaced and invalidate data even if the instrument was used at multiple sites.The site log is a chronology of the events that occur at the monitoring station. The log is an important part of station maintenance because it contains the narrative of past problems and solutions to those problems. Site log notes should be written in the form of a narrative, rather than shorthand notes or bulleted lists. Examples of items that should be recorded in the site log are:∙the date, time, and initials of the person(s) who have arrived at the site;∙brief description of the weather (e.g., clear, breezy, sunny, raining);∙brief description of exterior of the site. Any changes that might affect the data should be recorded – for instance, if someone is parking a truck or tractor near the site, this may explain high NO xvalues;∙any unusual noises, vibrations, or anything out of the ordinary;∙records of any station maintenance or routine operations performed;∙description of the work accomplished at the site (e.g., calibrated instruments, repaired analyzer);and∙detailed information about the instruments that may be needed for repairs or troubleshooting.It is not required that the instrument and site logs be completely independent of each other. However, there is an advantage to having separate instrument logs. If instruments go in for repair, they may eventually be sent to another site. Having a separate instrument log allows the log to “travel” with the instrument. Keeping electronic instrument and station maintenance logs at stations and at centralized facilities (see LIMS discussion Section 8) also has record keeping advantages, but there needs to be a way that these records can be considered official and not be tampered with or falsified. Newer electronic signature technologies are helping ensure that electronic records can be considered official. It is important, however, that all of the required information for each instrument and site be properly recorded using a method that is comprehensive and easily understood. Many monitoring organizations have developed standard station maintenance forms that contain all the items to be checked and the frequency of those checks. It then becomes a very simple procedure to use this form to check off and initial the activities that were performed.。
《电力建设工程质量监督检查典型大纲》(垃圾发电部分)
附件1:电力建设工程质量监督检查典型大纲(垃圾发电部分)电力建设工程质量监督总站发布2009年5月编制说明为适应垃圾发电建设工程质量监督工作的需要,加强对工程建设各责任主体的质量行为和“工程建设标准强制性条文”执行情况的监督,促进工程质量管理和投产水平不断提高,电力建设工程质量监督总站针对生活垃圾发电特点,编制了《垃圾发电工程机组整套启动试运前质量监督检查大纲》和《垃圾发电工程机组整套启动试运后质量监督检查大纲》.本大纲是在江苏省电力建设质量监督中心站编写的初稿基础上,吸纳了各电力建设工程质量监督中心站的反馈意见后,修改形成的。
电力建设工程质量监督总站于2009年4月28日,在南京组织部分电力建设工程质量监督中心站的代表和专家,对本大纲进行了正式审查。
根据审查意见,又进行了修改、完善,形成了本版本。
《垃圾发电工程机组整套启动试运前质量监督检查大纲》和《垃圾发电工程机组整套启动试运后质量监督检查大纲》适用于接入公用电网的机械炉排式垃圾焚烧发电工程建设项目和流化床式垃圾焚烧发电工程建设项目.垃圾发电工程建设项目除整套启动试运前和整套启动试运后二阶段执行新编大纲外,其余阶段的监检可参照电建质监[2005]57号文颁发的《电力建设工程质量监督检查典型大纲(火电、送变电部分)》及电建质监[2007]26号文颁发的《电力建设工程质量监督检查典型大纲(增补版)》相应阶段的检查大纲。
本大纲自颁发之日起开始试行。
本大纲由电力建设工程质量监督总站负责解释。
电力建设工程质量监督总站二○○九年五月主持编制单位、审核及编写人员主持单位:电力建设工程质量监督总站审核:杨建平吴云喜武英利范景元李光耀许平编写:尹元明汪建玉方民强目录编制说明垃圾发电工程机组整套启动试运前质量监督检查典型大纲 (5)垃圾发电工程机组整套启动试运后质量监督检查典型大纲 (25)垃圾发电工程机组整套启动试运前质量监督检查典型大纲1总则1.0.1依据《建设工程质量管理条例》、《工程质量监督工作导则》和《电力建设工程质量监督规定》,统一垃圾发电建设工程的质量监督工作程序、方法和内容,规范工程建设各责任主体(工程建设各责任主体是指参与工程建设的建设、勘察、设计、施工、调试、监理及生产运行等单位)及有关机构(有关机构是指工程施工过程中,参与试验、检测工作的各类试验室)的质量行为,加强垃圾发电建设工程质量管理,保证工程质量,确保电网安全,保障人民的生命、财产安全,保护环境,维护社会公共利益,充分发挥工程项目的经济效益和社会效益,编制《垃圾发电工程机组整套启动试运前质量监督检查大纲》。
国家电网公司设备材料抽检大纲
国家电网公司电力线路材料抽检大纲(试行)国家电网公司物资部二o—一年七月国家电网公司产品质量监督技术标准化建设始于2007年的设备集中监造。
随着物资集约化管理的不断深化,抽检成为产品质量监督重要和有效的手段之一。
2010年,公司物资部在总结各单位开展抽检工作的基础上,编制了《国家电网公司集中招标采购产品质量抽检技术导则(试行)》,对抽检工作的顺利实施起到了积极的推动作用。
2011年,随着产品质量监督的范I制不断扩大,为了满足各单位开展产品质量监督工作的需要,进一步提高规范化管理和标准化作业水平,公司物资部在充分征集专业部门、所属单位意见基础上,组织编制了《国家电网公司电气设备抽检人纲(2011版)》(以下简称“大纲”),现予以印发。
请各单位认真贯彻执行。
在执行过程中存在的问题,请及时报国家电网公司物资部。
本犬纲从下发之口起执行。
本人纲由国家电网公司物资部负贞解释。
前言 (1)1范围 (1)2规范性引用文件 (1)3术语和定义 (1)4抽检的组织模式及相关要求 (2)4.1组织模式 (2)4.2 —般要求 (2)4.3对抽检实施方的要求 (2)5委托人、抽检实施方及供应商职责和权限 (3)5.1 委托人职责和权限 (3)5.2抽检实施方的职责和权限 (3)5.3供应商职责和权限 (3)6抽检工作的实施 (3)6.1 前期工作 (4)6.2 抽样检测 (4)6.3抽样检查 (5)附录A电力线路材料抽样检测内容 (6)附录B电力线路材料供应商厂内抽查内容 (17)电力线路材料抽检大纲1范围本人纲适用于国家电网公司系统招标采购的电力电缆、电缆附件、导地线、架空绝缘导线、铁塔、电力金具、线路绝缘子、水泥杆等8类电力线路材料的抽检工作。
本人纲规定了线路材料的抽检模式、相关方的职责和权限、抽检工作内容、方法、流程及相应制度,是国家电网公司系统采购电力线路材料抽检工作的指导性文件。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准条款。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备检验大纲(工艺专业)CEEP-MQ-001-A编制部门:工程管理部2015年6月版次说明版次号版本说明修订时间备注A首次发布2015.6目录第一章罐体设备 (1)1总则 (1)2引用标准 (1)3检验内容 (2)3.1主要原材料入厂验收 (2)3.2其它原材料入厂验收 (3)3.3资质检查 (3)3.4组装外形检查 (3)3.5焊缝质量检查 (4)3.6水压试验 (5)3.7盛水试验 (6)3.8衬胶检验 (7)3.9衬塑检验 (8)3.10密封试验 (8)3.11构件检查 (9)3.12油漆检查 (10)3.13最终成品检查 (11)4检验控制点 (12)第二章通用标准件 (13)1总则 (13)2引用标准 (13)3泵/风机的检验 (13)4阀门检验 (14)5管道管件检验 (14)5.1碳钢/不锈钢管检验 (14)5.2管件检验 (15)5.3法兰检验 (15)第一章罐体设备1总则本章节适用于CEEP所设计的水处理系统中、低、常压设备的检验和试验,旨在监督制造厂按照有关标准生产制造质量合格的罐体设备。
2引用标准设备检验应符合下列标准和规定的最新版本的要求●中电环保股份有限公司技术标准汇编(第一卷)●中电环保股份有限公司技术标准汇编(第二卷)●《钢制压力容器》GB150-2011●《锅炉与压力容器规范》第VIII部分ASME●《水处理设备技术条件》JB/T2932-1999●《钢制焊接常压容器》NB/T47003.1-2009●《橡胶衬里化工设备设计规范》HG/T20677-2013●《橡胶衬里》第一部分设备防腐衬里GB18241.1-2001●《橡胶衬里设备技术条件》CD130A16-85●《电厂用水处理设备质量验收标准》DL543-2006●《电厂水处理设备制造质量分等标准》SDZ037●《塑料衬里设备通用技术条件》HG/T4088-2009●《承压设备无损检测》JB/T4730-2005●《锅炉和压力容器用钢板》GB713-2014●《碳素结构钢》GB700-2006●《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》GB/T708●《热轧钢板和钢带的尺寸、外形、重量及允许偏差》GB/T709●《计数抽样检验程序第一部分》GB/T2828.1-2003/ISO259-1:19993检验内容3.1主要原材料入厂验收⏹碳钢板序号检验要点注意事项1原材料质保书◆质保书上的材质、规格、标准等应符合图纸要求;◆钢板上炉批号印记等与质保书一致;2尺寸允许偏差◆厚度用测厚仪进行检测,符合图纸及标准要求;◆尺寸偏差应符合GB/T708-2006/GB/T709-20063表面质量◆钢板表面不得有气泡、裂纹、凹坑、划痕;◆钢板的表面不得有严重的锈蚀和点蚀;⏹不锈钢板序号检验要点注意事项1原材料质保书◆质保书上的材质、规格、标准等应符合图纸要求;◆钢板上炉批号印记等与质保书一致;◆特殊材质可进行取样分析;2尺寸允许偏差◆尺寸偏差应符合GB/T708-2006/GB/T709-2006 3表面质量◆钢板表面不得有气泡、裂纹、凹坑、划痕;◆钢板的表面不得有锈蚀和点蚀;⏹封头序号检验要点注意事项1质保书◆材质证明清晰且须盖有材料单位检验章,检验项目齐全。
◆原材料质保书的名义厚度不得小于图纸的名义厚度。
◆有拼缝的需检查无损检测报告。
2表面质量◆表面不允许有裂纹、重度疤痕,凹陷和凸起。
◆不得出现丁字型拼缝。
◆最小拼接板应大于200mm。
3尺寸允许偏差◆封头形状尺寸偏差应符合JB/T4746或GB/T25198。
◆封头成形实测厚度应大于图纸规定的最小有效厚度。
⏹法兰序号检验要点注意事项1质保书◆材质证明清晰且须盖有材料单位检验章,检验项目齐全。
◆要求是锻件的,应有锻件质保书及热处理报告;2尺寸◆应根据图纸所要求的标准进行验收,重点检查孔中心矩,孔径,孔数,厚度等;3表面质量◆法兰密封面不得有划痕;法兰表面不得有缺口,缺损;3.2其它原材料入厂验收管件、紧固件、油漆等主要检查产品质保书和实物是否与图纸要求是否一致;3.3资质检查从事罐体焊接的人员应持有相应的焊工证书,且焊工证批准的施焊项目应能满足罐体设备制造需求。
焊缝检查时还应核对焊缝上钢印和施焊人员是否一致。
从事罐体焊缝无损检测的人员应持有相应的无损检测证书,且能罐体设备焊缝无损检测需求。
对于承压罐体,还应检查对应的焊接工艺评定报告(特别是厂家首次合作或制造)。
3.4组装外形检查序号检验要点注意事项1剖口检查◆所有拼缝处的剖口应符合图纸及JB/T2932或DL/T543要求;特别是罐体内部焊接部位应重点检查(例如:多孔板与筒体的焊接,多孔板支撑与多孔板的焊接,出脂管、出水管与多孔板及封头的焊接)。
◆对于罐体上预留的需要现场焊接的接口(例如:前置过滤器的进出水管),检查其剖口是否符合图纸及相关标准要求;序号检验要点注意事项2接口检查◆检查所焊接的法兰、螺纹接口是否符合图纸要求;◆检查法兰的螺栓孔是否跨中对称布置;◆检查法兰的垂直度是否符合图纸及JB/T2932要求;◆接口方位及标高;3外形尺寸◆壳体内径、长度、直线度、圆度、设备总长等应符合图纸要求,尺寸公差应符合JB/T2932或GB150规定(具体以图纸要求的标准为准);4其它检查◆罐体上不得十字焊缝;且焊缝错开至少100mm以上;且不小于筒体壁厚的3倍;◆如筒体超过2节,则最短筒体的长度>300mm;3.5焊缝质量检查3.5.1焊缝分类根据产品构件的受力情况以及重要性,把焊缝分为A、B、C、D等四大类。
具体分类见表1。
焊缝类别适用行业A核电及涉外中低压罐体设备;所有项目高压罐体设备;B核电及涉外常压罐体设备;常规项目中低压设备;C常规项目常压设备;D市政项目常压设备;注:如设备图纸要求高于本表格分类,则按照图纸要求进行检查和验收。
3.5.2焊缝质量要求项目焊缝类型A B C D表面气孔不允许表面夹渣不允许表面飞溅不允许轻微允许,应打磨处理表面裂纹不允许焊缝类型项目A B C D弧坑缩孔不允许表面焊瘤不允许未焊透不允许未融合不允许电弧擦伤不允许局部出现打磨后厚度≥设计厚度焊缝成形焊缝与母材圆滑过渡,焊缝宽度应符合图纸设计要求焊缝余高h≤1+0.05b h≤1+0.1b h≤1+0.1b h≤1+0.15b未焊满及凹坑不允许h<0.2+0.02t≤0.6单面焊缝错边h≤0.10t≤0.5h≤0.10t≤1h≤0.10t≤1h≤0.10t≤1.5双面焊缝错边h≤0.10t≤1h≤0.10t≤1.5h≤0.10t≤2h≤0.10≤2焊缝咬边不允许应符合JB/T2932中7.6.5条规定要求角焊缝厚度(a)0.707t≤a≤3(1+0.1a)0.707t≤a≤3(1+0.15a)角焊缝高度(k)焊缝高度应符合图纸设计要求,t min+3≥K≥t min 注:b:焊缝宽度;t:焊接部位母材厚度;3.5.3焊缝无损检测要求罐体设备根据要求对A、B类焊缝接头需要射线、超声波或着色探伤的,应按照JB/T4730《承压设备无损检测》要求进行评定检查,且评定等级符合制造图纸规定、GB150或JB/T2932要求(具体以图纸要求的标准为准);对于有射线探伤要求的,还应检查射线底片和制造厂射线探伤评定报告。
3.6水压试验3.6.1试验基本条件●罐体前期焊缝、接口和尺寸等已经检查合格;●对于有热处理要求的设备,水压前应完成热处理;●向补强圈通入0.4~0.5MPa的压缩空气,补强圈焊缝不得有泄漏;●检查压力表的量程及精度是否满足试压要求(表记的最大量程是2倍的罐体设备最高工作压力为宜);●检查压力表是否校验,且在有效期内;3.6.2试验流程和验收要求●罐体设备除了进水口和最高排气口外,其余敞露管口全部采用盲板封闭,最高处排气口安装枝状接管,用于安装2块校验合格的压力表。
●对罐体进灌水,直至水从排气口溢出。
●用水压机将罐体内的压力缓慢升至试验压力,试验压力应满足技术协议或设备制造图纸的要求。
在试验压力下,保压不少于30分钟。
如发现接口处泄漏,应卸压后将泄漏的接口重新紧固,重新升压;焊缝、壳体本体等部位出现泄漏,则宣布水压试验不合格。
●对于制造中不需要无损探伤的罐体,如果水压试验中焊缝出现泄漏,应对罐体增加无损检测要求;检查数量≥20%焊缝总长;评定级别按照RT III级执行;●罐体保压一段时间后,罐体压力降至试验压力的80%,此时对设备所有的焊缝、密封位置进行检查;所有焊缝及加强圈、密封部位不得出现泄漏、变形。
在检查期间保持这个压力的时间不少于30分钟(不得用水压机维持压力)。
●水压试验合格后,将罐体内水排放干净,对罐体的内、外表面,直线度与不圆度做最终检查。
检查完毕,将罐体内的积水清理干净,采用压缩空气将罐体内水渍吹干。
3.7盛水试验3.7.1试验基本条件●罐体前期焊缝、接口和尺寸等已经检查合格;3.7.2试验流程和验收要求●对罐体进灌水,直至水充满罐体。
●确保罐体满水状态至少60分钟(如图纸或协议有特殊规定>60分钟的,以图纸或协议为准)。
在满水状态下对设备所有的焊缝、密封位置进行检查,所有焊缝及加强圈、密封部位不得出现泄漏、变形;包括罐体内液位不得出现降低(不得在满水状态下持续加水)。
●对于制造中不需要无损探伤的罐体,如果盛水试验中焊缝出现泄漏,应对罐体增加无损检测要求;检查数量≥20%焊缝总长;评定级别按照RT III级执行;●盛水试验合格后,将罐体内水排放干净,对罐体的内、外表面,直线度与不圆度做最终检查。
检查完毕,将罐体内的积水清理干净,采用压缩空气将罐体内水渍吹干。
3.8衬胶检验3.8.1衬胶前检验●检查罐体衬胶厂家应与订货技术协议所规定的厂家应一致。
●罐体内表面的氧化皮和污染物应严格按照GB/T8923表面预处理规范Sa2.5级规定进行喷砂处理。
表面处理检验不合格的不得进入衬胶阶段。
●对于不需要衬胶处理的表面或空间,应做好保护措施。
3.8.2衬胶质量检查●使用肉眼对衬胶层外观质量进行检查,橡胶衬里表面无超标裂纹、凹陷、无脱层、鼓泡、搭缝平整、严密;且符合HG/T20677-2013-8.1规定;●检查法兰衬胶面的平整度,不得有凹坑、划痕、缺口等现象出现;●使用涂层测厚仪对衬胶层厚度进行检测,衬里厚度应符合图纸要求;核电涉外项目衬里厚度不得出现负公差;常规项目衬胶罐体的衬胶层厚度公差应符合HG/T20677-8.1.7条规定。
●根据HG/T20677-2013要求,对衬胶层进行电火花检漏(100%),衬胶层不得出现漏电现象;检测电压按照3000V/mm计算;如制造图纸有特殊规定,按照图纸要求执行(但不得低于3000V/mm)。
●所有的衬胶设备不允许出现脱层。
●设备衬胶修补应符合中电环保股份有限公司技术标准汇编(第二卷)中设备一般技术要求(CEEP-SHB-01~06)及DL/T543中10.2章节的规定。