雪花软糖生产工艺标准
软糖操作规程2016修订版(浇注成型作业标准)
②调整上下接近开关,使浇注嘴位置对准模板孔中心位置。
③用接糖料斗和不锈钢桶把稀糖接出。
④接料斗及不锈钢筒必须保持干净,无杂质、无灰尘、无油污。
3.浇注
(1)浇注
①开启香精泵、酸泵、混合器,根据前工序速度,按配方调整香精泵、酸泵速度。
②当糖浆浓度达到68—72%时,经40目滤网过滤,使糖浆注入储糖料斗。
③发生异常情况及时向工序负责人汇报、解决。
④生产过程中,经常对电机、汽缸等各种设备按照检查设备程序来检查设备运转情况。
4.填写记录
(1)填写设备运行记录。
(2)填写质量记录及生产记录。
(3)记录规范,数据准确。
①认真统计出香精、酸的使用量及总投料数。
②认真计算出香精、酸与投料的比例。
5.清理
(1)清理卫生
3.清理
(1)整理卫生
①盒板、铲瓢、拌粉滚筒,用半干抹布擦拭干净,使其表面无灰尘、无油污等。
②用半干抹布和半干拖把将所属卫生区卫生清理干净,达到设备表面无灰尘、无油污,地面无糖渣、无积水、无粘脚现象。
(3)工段负责人认真记录剩余糯米纸粉重量及生产的使用情况,以便正常交接班。
五、摆盘
1.班前准备
(1)工具准备
f.检查香精泵电机,开启香精泵电机开关,确保香精泵电机无杂音,转速正常,并用机油枪加注普通机油,保证润滑良好。
g.检查混合器电机,开启混合器电机开关,确保混合器电机无杂音,转速正常,并用机油枪加注机油,保证润滑良好。
h.检查冷机压缩机,打开冷却水塔开关,开启冷机压缩机,把手放在制冷压缩机的机体上,手感温度在零度以下,确保制冷正常,并且无杂音。
三、拣次
1.准备
(1)用半干抹布擦试盒板、输送带进行清理,使其表面无灰尘、无油污及粘有带字胶带的现象。
雪花软糖生产工艺标准
雪花软糖生产工艺标准1.特点雪花软糖是一种透明、柔软、带糯性的软糖。
因主要用琼脂为凝胶剂,又称为琼脂软糖;又因为糖体柔软、透明、口感滑润细腻富有弹性,故又称为水晶软糖。
该产品除了果汁、水果型外,亦有添加营养保健剂制成各种功能、各种风味的产品,自然形成一个系列。
该产品是软糖中的佳品。
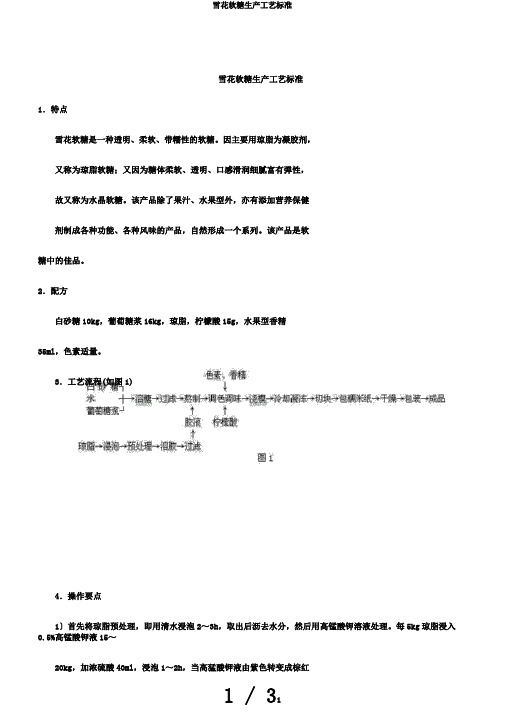
2.配方白砂糖10kg,葡萄糖浆16kg,琼脂,柠檬酸15g,水果型香精35ml,色素适量。
3.工艺流程(如图1)4.操作要点1〕首先将琼脂预处理,即用清水浸泡2~3h,取出后沥去水分,然后用高锰酸钾溶液处理。
每5kg琼脂浸入0.5%高锰酸钾液15~20kg,加浓硫酸40ml,浸泡1~2h,当高猛酸钾液由紫色转变成棕红色后,用清水漂洗,将其捞出再浸入0.5%草酸液15~20kg中,使留在琼脂中的高猛酸钾到红色褪尽为止,最后取出琼脂用清水将草酸漂洗干净。
处理液温度不宜高于室温,时间不宜过长,否那么易引起琼脂的分解,破坏其凝胶力。
〔2〕应准确的配料。
琼脂用量要达~2%,浸泡吸水后质量约为原干琼脂的7~8倍,甜味剂中葡萄糖浆用量必须到达60%以上,往往超过白砂糖一倍,确保产品复原糖含量到达20~30%。
加水量因考虑浸泡吸水和葡萄糖浆含水量等因素,一般在熬制时再加5%的水。
3〕将溶化过筛的混合糖浆加热熬制,待其沸腾时,按配方规定量参加预先溶化好的琼脂胶液,继续加热至最终温度为105~106℃,即固形物含量到达75~80%之间。
4〕调色调料时应待熬制好的糖胶液的温度降至70℃左右方能参加色素、香料和柠檬酸及柠檬酸钠。
不添加酸味剂的品种可不必预冷。
添加的各种物料必须搅拌均匀。
5〕可采取切块和浇模成型。
将调色调料后的糖胶液倒入冷却盘内,并用刮板将其平至规定的厚度,静止冷却12h,待凝固后按规定尺寸切块,然后将形态完整的糖块逐一用糯米纸包裹好,保持一定间距置于网盘上送入烘房枯燥。
烘房温度应保持50℃恒温,枯燥时间一般为40h左右,其间应适当置换网盘的位置,以利于受热均匀。
爆浆软糖工艺
爆浆软糖工艺一、原料准备1.明胶粉:根据所需产量和规格选择适量的明胶粉,一般为果冻状的明胶粉。
2.糖浆:糖浆是软糖中最主要的成分,需要选择优质的糖浆,根据所需产量和规格选择适量的糖浆。
3.食用色素和香精:根据所需颜色和口味选择适当的食用色素和香精。
4.淀粉、葡萄糖等辅助材料:这些材料可以增加软糖的口感和稠度。
二、生产工艺1.准备工作将明胶粉放入干净的容器中,加入适量的冷水搅拌均匀后静置5-10分钟让其充分吸水膨胀;将糖浆倒入锅中加热至80℃左右;将淀粉、葡萄糖等辅助材料混合均匀备用。
2.混合制作将吸水膨胀后的明胶粉倒入锅中,不断搅拌使其充分溶解;再将辅助材料加入锅中,不断搅拌使其均匀混合;再将食用色素和香精加入锅中,根据需要适量调整颜色和口感。
3.充模成型将混合好的软糖液倒入模具中,注意不要倒满,留出一定空间;将模具放置在冷却室中等待软糖凝固,时间一般为1-2小时。
4.包装将凝固好的软糖从模具中取出,切成所需大小;将软糖放入包装袋中,注意密封性能。
5.成品质检对软糖进行外观、口感、香味等方面的质检,确保产品符合要求。
三、工艺优化1.控制温度:温度是影响软糖成型和口感的重要因素。
如果温度过高或过低都会导致软糖质量下降。
2.控制水分:水分对于软糖的稠度和口感也有很大影响。
如果水分过多或者过少都会导致软糖质量下降。
3.控制时间:时间也是影响软糖成型和口感的重要因素。
如果时间太长或太短都会导致软糖质量下降。
4.控制比例:各种原料的比例也是影响软糖质量的重要因素。
需要根据实际情况调整比例,以达到最佳效果。
四、注意事项1.生产过程中要保持环境清洁卫生,防止污染。
2.使用优质原料,确保产品品质。
3.生产过程中要严格控制温度、水分、时间等因素。
4.对成品进行质检,确保产品符合要求。
补血果胶软糖生产工艺标准
补血果胶软糖生产工艺标准1.特点补血果胶软糖是在果胶软糖的基础上添加维生素C、补铁剂乳酸亚铁制成。
每粒糖重7g含二价铁4mg,相当于我国儿童营养标准每日摄入量的40%,内含维生素C15mg,相当于每人每日所需量的20%,经对儿童缺铁性贫血的治疗,有一定的辅助作用。
该产品含维生素C可促进人体对铁的吸收,糖中铁剂分布均匀亦有利于铁的吸收。
且铁和维生素C均匀牢固地分布于果胶软糖的三维网络结构中,不容易受损,加之软糖质地细腻、柔软、不黏牙,性能糯而滑,有天然水果风味,极易为儿童接受。
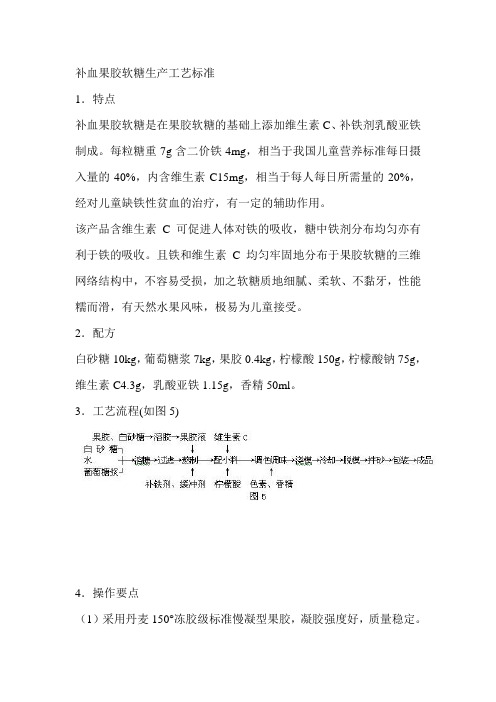
2.配方白砂糖10kg,葡萄糖浆7kg,果胶0.4kg,柠檬酸150g,柠檬酸钠75g,维生素C4.3g,乳酸亚铁1.15g,香精50ml。
3.工艺流程(如图5)4.操作要点(1)采用丹麦150°冻胶级标准慢凝型果胶,凝胶强度好,质量稳定。
按照果胶软糖制作工艺进行溶糖、过滤、熬制。
熬制时pH值不宜过低,否则会降低凝胶强度,一般控制在3.5~3.8之间,糖液的pH可通过加入柠檬酸量进行调整。
(2)果胶在该产品起着非常重要的作用,因此果胶溶液的制备应该十分认真。
为了防止果胶结块,首先将果胶与白砂糖按1:5~8倍的比例拌匀,然后再加水搅拌,加热至沸腾,使其完全溶化。
(3)在熬制过程中为了防止果胶的凝胶力遭到柠檬酸的破坏,可加入适量的缓冲剂——柠檬酸钠。
(4)该产品添加了营养强化剂,加入量微乎其微,所以要求分布均匀。
具体方法是:补铁剂用水调制成溶液后加入熬制的糖液中,维生素C用稍冷后的糖液调匀后再加入冷却过程中的糖液里。
(5)该产品的消费对象主要是儿童,在调味调色时应注意多样化,五颜六色能增进食欲。
(6)包装无论采取什么形式,都必须在商标上注明该产品所含营养素的数量,或说明每日最大摄入量,防止儿童超量食用,并因此造成负作用。
动物明胶软糖生产工艺标准
动物明胶软糖生产工艺标准1.特点该产品是近年来深受消费者欢迎的一种软糖,其特点是形态逗人,色彩引人,口感动人,味道诱人。
随着科学技术的发展,加工工艺除哲理豆软糖外,出现了明胶真空处理和空调冷冻干燥新工艺,使产品更上一个档次。
2.配方白砂糖35kg,葡萄糖浆55kg,明胶10kg,柠檬酸1kg,柠檬酸钠150g,色素8g,香精100ml,甘油100ml。
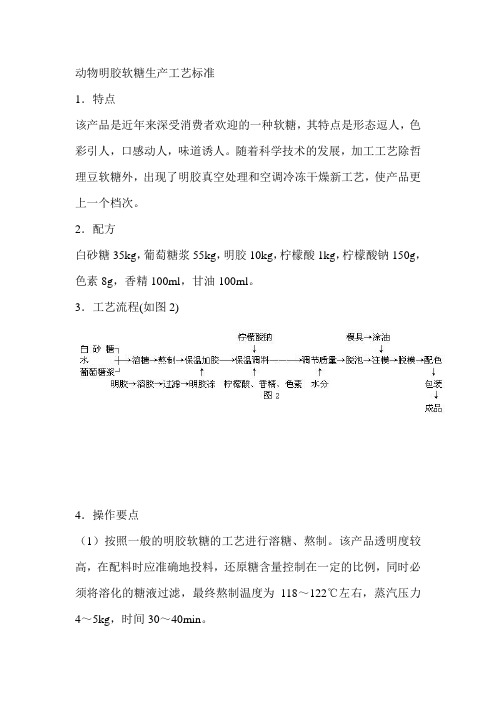
3.工艺流程(如图2)4.操作要点(1)按照一般的明胶软糖的工艺进行溶糖、熬制。
该产品透明度较高,在配料时应准确地投料,还原糖含量控制在一定的比例,同时必须将溶化的糖液过滤,最终熬制温度为118~122℃左右,蒸汽压力4~5kg,时间30~40min。
(2)按照乐乐糖明胶处理方法制取明胶冻(10kg明胶加13kg水,水浴温度控制在95℃以下,溶胶时间控制在50min以内,要求无明胶颗粒)。
(3)将熬制好的糖液输入保温锅内,待糖液冷却至95℃左右时再加入明胶冻以及各种小料,为了防止明胶凝胶力的破坏,必须添加缓冲剂。
保温、加胶、调色调料全过程时间必须控制在20~30min。
然后再将糖液输入贮料桶内保温静止脱气30min,温度为80℃左右。
(4)注模时应保温在85℃,为了避免注模时因糖液稠厚而造成黏丝现象,注模的上料斗夹层采用导热油自动温控。
温控温度应视糖液流变性而调节。
模具材质为PVC或硅橡胶,模具使用前用油擦一下,以防黏连,造成脱模困难(耗油量为0.45kg/100kg成品)。
(5)干燥工艺可采用烘房干燥,温度控制在35~50℃,时间为8~12h。
本文介绍空调冷冻干燥工艺方法,干燥室用空调调节温度,温度控制在20~25℃(夏季),或18~22℃(冬季),相对湿度控制在40%以下,可用吸湿机调节相对湿度。
干燥时间:不脱模冷却干燥12h,脱模后放置在网盘上干燥6h即可包装。
该产品的最终含水量控制在15~18%。
(6)脱模干燥后的半成品进行搭配色彩和图案,不仅图案要搭配,而且颜色也要搭配,采用PVC托盘对号入座包装。
几种软糖生产工艺
几种软糖生产工艺软糖可以称得上一款男女老少都比较喜爱的食品,软软的,弹弹的,味道也是多样化的。
那么这样的软糖是怎么做出来的呢?下面由贤集网小编与大家分享五款不同类型的软糖工艺配方及流程。
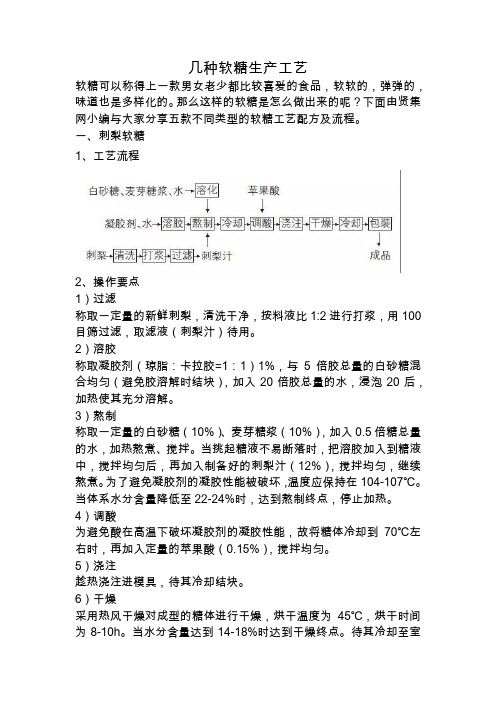
一、刺梨软糖1、工艺流程2、操作要点1)过滤称取一定量的新鲜刺梨,清洗干净,按料液比1:2进行打浆,用100目筛过滤,取滤液(刺梨汁)待用。
2)溶胶称取凝胶剂(琼脂:卡拉胶=1:1)1%,与5倍胶总量的白砂糖混合均匀(避免胶溶解时结块),加入20倍胶总量的水,浸泡20后,加热使其充分溶解。
3)熬制称取一定量的白砂糖(10%)、麦芽糖浆(10%),加入0.5倍糖总量的水,加热熬煮、搅拌。
当挑起糖液不易断落时,把溶胶加入到糖液中,搅拌均匀后,再加入制备好的刺梨汁(12%),搅拌均匀,继续熬煮。
为了避免凝胶剂的凝胶性能被破坏,温度应保持在104-107℃。
当体系水分含量降低至22-24%时,达到熬制终点,停止加热。
4)调酸为避免酸在高温下破坏凝胶剂的凝胶性能,故将糖体冷却到70℃左右时,再加入定量的苹果酸(0.15%),搅拌均匀。
5)浇注趁热浇注进模具,待其冷却结块。
6)干燥采用热风干燥对成型的糖体进行干燥,烘干温度为45℃,烘干时间为8-10h。
当水分含量达到14-18%时达到干燥终点。
待其冷却至室温后,即可包装成成品。
二、淀粉软糖1、工艺配方配方:萄糖浆33.3%,白砂糖50%,胶体溶液(其中变性淀粉16%),柠檬酸1.05%,橘油适量。
工艺流程按照原料配比,胶体溶液在带有搅拌器的夹层锅中不断混合加热,投入配料中余下的砂糖及葡萄糖浆,持续加热并蒸发到所需固形物含量达到70%以上。
当固形物含量为73%左右时,停止加热。
当糖液温度降至95℃加入香味剂、酸味剂拌匀。
将得到的混合糖浆静止3后,完成后立即进入注模程序。
将熬好糖浆倒入预处理粉模,置于鼓风干燥机或恒温室,于约40℃干燥24h,扫去粉模,切分包装得到软糖。
三、海带软糖1、海带汁的制备工艺流程:海带—浸洗除杂—脱腥—软化—乙酸中和—研磨—海带汁。
结冷胶明胶软糖生产工艺标准

结冷胶明胶软糖生产工艺标准
1.特点
结冷胶是一种微生物发酵生成的水溶性聚合物新型胶体,有良好的耐酸性和溢香效果,并可与其他亲水性胶体复合使用。
它与明胶复合使用,可以解决明胶软糖添加果酸的困难,增强产品的口味,提高产品的质量。
结冷胶明胶软糖已得到消费者的青睐。
2.配方
水14kg,明胶7kg,42DE淀粉糖浆23.5kg,白砂糖32kg,水22kg,50%柠檬酸液0.7kg,柠檬酸钠0.3kg,结冷胶0.4kg,香料0.12kg,色素适量。
3.工艺流程(如图3)
4.操作要点
(1)按配方将明胶加水浸泡,充分胀润后隔水加热,溶化成溶胶,温度控制在50~60℃。
(2)因结冷胶在水中不易分散溶解,故需事先将其与柠檬酸钠、部份砂糖混合均匀。
(3)将淀粉糖浆和溶化后的糖水置于熬煮锅中,再将上述2kg干混料加入,加热溶解,煮沸过滤。
(4)过滤后继续加热熬煮至最终温度为115~120℃,固形物含量为
85~90%。
(5)经冷却至90℃时,加入明胶液并混合均匀,再加入色素香精,最后加入果酸溶液。
(6)浇注于干燥的淀粉模中,放置在25℃的干燥室内进行干燥,相对湿度应在55%以下,干燥时间一般为12h以上,成品水分应控制在16~18%。
软糖生产技术
软糖及其制作方法软糖是一种水分含量高、柔软、有弹性和韧性的糖果。
有的粘糯,有的带有脆性。
有透明的也有半透明和不透明的。
软糖中的水分含量从7~24%,还原糖20~40%。
外形为长方形或不规则形。
软糖的主要特点是含有不同种类的胶体,使糖体具有凝胶性质,故又称为凝胶糖果。
软糖以所用胶体而命名。
如淀粉软糖、琼脂软糖、明胶软糖等。
淀粉软糖是以淀粉或变性淀粉作为胶体。
淀粉软糖的性质粘糯,透明度差,含水量在7~18%之间,多制成水果味型或清凉味型的。
琼脂软糖是以琼脂作为胶体。
这类软糖的透明度好,具有良好的弹性、韧性和脆性。
多制成水果味型、清凉味型和奶味型的。
水晶软糖便属于琼脂软糖。
含水量约为18~24%之间。
明胶软糖是以明胶作为胶体。
制品透明并富有弹性和韧性。
含水量与琼脂软糖近似,也多制成水果味型、奶味型或清凉味型的。
在软糖中适于添加营养性成分或疗效性药物而制成营养软糖或疗效性软糖。
软糖的组成软糖的组成中主要是糖类和胶体。
随软糖的种类和性质不同,这两种成分的比例有所差异。
1.淀粉软糖蔗糖35~45% 淀粉糖浆(干固物)35~45%水分14~18% 变性淀粉12~13%2.琼脂软糖蔗糖55~65% 淀粉糖浆(干固物)30~40 %水分18~24% 琼脂1.5~2.5%软糖胶体1.淀粉:淀粉是作为胶体添加在软糖中,故制造软糖要求使用凝胶性强的淀粉。
链淀粉的分子量小,其凝胶力强;支链淀粉的分子量大,但其凝胶力差。
从谷物中提取的天然淀粉中,视其所含两种淀粉的比例不同,而具有不同的凝胶力。
豆类淀粉中绝大部分为链淀粉,其凝胶力良好,适于糖果中的需要。
糯米、粘玉米、粘高梁中的淀粉几乎都属于支链淀粉,其凝胶性差。
玉米粉中的链淀粉占27%左右,其凝胶力强,适合软糖的要求。
在玉米中黄玉米淀粉的凝胶力优于白玉米。
软糖对淀粉的性质有如下要求:(1)有很强的凝胶力。
(2)有较低的热粘度。
(3)在水中有较好的溶解性和流动性。
(4)有正常的气味和色泽。
糖果生产工艺流程

糖果生产工艺流程糖果生产工艺流程:领料——化糖——过滤——真空熬制——冷却——加辅料——调和——成型——筛选——内包——成品检验——外包——入库1 领料:①由专人到原料库领取销售部下达的生产通知单②按单确定所需的原料及计算其数量,领后置于车间相应位置并摆放整齐注意点:⑴核对原材料品种及数量⑵拉条时,应检查拉车安全等情况,同时应特别小心原材料掉落造成浪费2 化糖加入固形物30%的水,倒入称量好的白糖,打开蒸汽进行化糖,待白糖全部化开并煮沸,气压控制在0.38-0.42MPa。
温度控制在105℃—110℃。
注意点:温度的控制3 过滤①过滤网为300目。
②过滤网丝常检查,使用后及时清洗。
注意点:过滤网干净完好。
4 真空熬制①真空浓缩熔好的糖稀,气压控制在0.7-0.8MPa。
温度控制在145℃②每锅糖膏30kg±1kg,放入冷却池注意点:浓缩温度的控制5 冷却①将冷却池中的糖膏冷却到110℃—115℃注意点:温度的控制6加辅料、调和①将第一道冷却的糖膏置于桌上,加入色素,辅料,香精,反复翻转折叠均匀。
注意点:辅料翻转均匀。
②将翻好的糖胚置于冷却池中,折叠冷却,冷却到80℃—90℃可拉条。
注意点:温度的控制。
7 成型①将冷好的糖膏置于案上或辊床进行拉条。
②拉条要求大小,厚薄一致,进行机器成型。
③成形后的糖粒经过冷却振动筛冷却。
注意点:操作时保持条状均匀一致8 筛选①将振动筛上下来的糖粒进行挑选,选出未成型的废糖。
注意点:不合格品的挑选。
9 内包装①进入包装之前进行消毒。
②枕包要求:电脑跟踪准确,纵封和横封温度达到密封效果的要求。
○3扭包要求:扭结对称,内纸必须校正中,两边扭结必须扭转两圈半,扭结部分无断裂。
10 成品检验检验员在内包车间随机抽取样品,按照本产品相关标准进行检验。
做好原始记录并出具检验报告。
11 外包经检验合格的产品送入外包车间进行外包装,对外包装袋及纸箱进行生产日期、品名的标注及净含量的检验。
糖果生产作业指导书

糖果生产作业指导书糖果生产作业指导书篇一:糖果各生产工序作业指导书25.0生产过程操作规范一、硬糖(一)配料1、配料比例硬糖配方中蔗糖与抗结晶物质的比例,一般控制在12~18%。
如原料、气候、操作、包装、保藏等条件有变化,还原糖的含量应及时调整,但不应超越12~18%范围。
最终以化验数据为配料依据。
计算简式:WR PR%=——————————×100WP×(1+Pm%)式中PR%——配料中加入还原糖百分含量;WR——配料内加入还原糖总重量(公斤);WP——配料内干固物总重量(公斤);Pm%——硬糖内平均水分百分含量。
2、糖液要求糖液的总酸值应控制在pH6以上。
3、操作要点配料前应对原材料进行感观的检验,检验有无杂质。
发现异常应禁止使用,并及时汇报。
各种物料应按配方规定量准确称取,微量物料尤需注意,应有专人管理,避免混淆,因而造成生产事故。
(二)化糖1、化糖时应同时注意以下各种因素:(1)化糖时水的温度;(2)化糖所用的加水量;(3)搅拌与沸腾的状况;(4)化糖的全部时间。
2、操作要点化糖是要将蔗糖晶粒完全溶化,达到连肉眼也难觉察到细糖粒。
化糖时应不停地搅拌,可加快化糖的速度。
化糖用水温度一般以80℃左右为宜。
化糖的用水量以总干固物的30~33%最为适宜,糖液浓度约在75%。
用水量计算简式:W=0.3Wp-Wm式中W——实际加水总重(公斤);Wp——配料中甜味料干固物总重(公斤);Wm——配料中甜味料含水量总重(公斤)。
一般配料在到达106℃时糖液即产生沸腾现象糖液温度在超过106℃以上,即可认为溶化完全。
化糖时间与配料内干固物数量有关,同时与化糖设备的加热面积、传热形式等有关。
一般化糖时间以9~11分钟为宜。
糖液在沸腾后,即应及时过滤。
过滤用的筛孔应大于120目。
配料中如含有多量的淀粉糖浆与糊精,在化糖时常会产生及多的泡沫,尤其在到达沸点时更为严重,甚至会溢出锅外,造成损失和事故,因此在这种情况下应加入适量的减沫剂以降低糖液的表面张力。
糖果生产工艺流程
糖果生产工艺流程
《糖果生产工艺流程》
糖果是一种受到人们喜爱的小食品,它的生产工艺流程经过了长期的发展和改进,现在已经非常成熟。
下面我们来介绍一下糖果的生产工艺流程。
首先,生产糖果的原料主要包括糖、脂肪、色素、香料等。
这些原料需要经过一系列的加工处理,比如搅拌、加热、混合等,以达到生产糖果的要求。
接着,将处理好的原料送入糖果成型机,通过模具来成型。
不同种类的糖果需要不同的模具,比如硬糖需要金属模具,软糖需要硅胶模具等。
然后,成型好的糖果需要经过冷却,让其凝固成型。
这一步是非常重要的,因为只有在凝固的过程中才能保持糖果的形状和口感。
最后,成型好的糖果需要进行包装。
包装是非常重要的环节,它不仅可以保护糖果,还可以提高糖果的外观和卫生标准。
总的来说,糖果的生产工艺流程经过了精心设计和改进,确保了糖果的品质和口感。
通过上述流程,生产出来的糖果将会成为大家喜欢的美味小食品。
银耳多糖软糖的研制
银耳多糖软糖的研制作者:杨熹珠来源:《价值工程》2017年第11期摘要:以具有保健功能的银耳多糖、百合、橘皮为原材料,研制银耳多糖保健软糖。
通过单因素试验和正交试验确定最佳工艺配方。
试验结果表明,总胶体添加量为15%(银耳多糖与明胶比例为6:4),异麦芽酮糖醇添加比例为40%,百合、橘皮粉溶液添加比例为9%条件下,制得的软糖糖体表面光滑,形态饱满,有弹性而不黏牙,风味纯正。
Abstract: This study aims at producing tremella polysaccharide soft sweets which have health function with tremella polysaccharide, lily and orange peel. Single factor experiment and orthogonal experiments are used to confirm the optimal formula and process. The experiments results shows that the optimal formula of soft sweets are colloid(the ratio of tremella polysaccharide: gelatin 6:4)15%, palatinit a prominent sugar alcohol 40%, lily and orange peel powder solution 9%. The soft sweets produced under this condition have smooth surface, plumping sweet body, chewy taste and pure flavour.关键词:银耳多糖;软糖;正交试验;加工工艺Key words: tremella polysaccharide;soft sweets;orthogonal experiments;process procedure中图分类号:TS234 文献标识码:A 文章编号:1006-4311(2017)11-0135-030 引言银耳营养丰富,食用美味,具有较高的食用价值,同时也是公认的药用价值较高的药用菌,世界公认的保健品[1]。
软糖操作规程2016修订版(配料作业标准)

1.查看记录(1)查看配料台帐记录并核对实物,帐物不相符及不够生产所用及时向会记汇报。
2.班前检查和准备(1)检查原辅材料①检查复配糖果增稠剂NF-20(复配糖果和果冻增稠剂RJ-7808)是否定置在配料室标识处,是否分类摆放整齐。
②检查色素白色素、日落黄、柠檬黄、胭脂红是否定置在配料室标识处,是否分类摆放整齐。
③检查酸柠檬酸、.柠檬酸钠、苹果酸是否定置在配料室标识处,是否分类摆放整齐。
④检查香精玉米味软糖(玉米香精)、粟米烧软糖(爆玉米香精)、橙汁软糖(甜橙香精)是否定置在配料室标识处,是否分类摆放整齐。
⑤检查上光油上光油是否定置在配料室标识处,是否摆放整齐。
⑥感官检测以上原材料是否合格,不合格的原材料要停止使用,并及时隔离、反馈给班组负责人。
(2)检查计量器具①电子秤状态是否标识完好,测试计量是否准确,并用半干抹布擦拭,使其表面无灰尘、无油污、无杂物。
②检查天平a. 检查天平砝码是否达到干净、整洁、无生锈、无缺损现象。
b. 检查天平状态标识完好,并且试验计量是否准确、灵活。
③不锈钢勺、塑料袋必须摆放整齐、清洁、无灰尘、无油污、无杂质。
3.配料(1)配制复配糖果增稠剂NF-20/复配糖果和果冻增稠剂RJ-7808。
①摆放电子秤(分度值1g,最大称量范围3kg),电子秤必须轻轻摆放在配料台中间,保证配料台平稳、不晃动。
②调整电子秤底脚,使电子秤的超平点达到中心,保证电子秤平衡。
③开启电子秤:将电子秤插头插在220V(±5%)电源插板上,按电子秤上开关标识,按动电子秤开关,开启电子秤。
④将食品专用袋放在电子秤秤盘上称量,然后按去皮开关使电子称读数为零。
⑤用抹布将外袋擦拭干净,使其表面无灰尘,无杂物,然后拆开复配糖果增稠剂NF-20/复配糖果和果冻增稠剂RJ-7808袋,避免外袋杂质落入袋内,并取出合格证,同时将绳子及合格证放到垃圾桶中。
⑥用不锈钢勺取出,按配方称取复配糖果增稠剂NF-20/复配糖果和果冻增稠剂RJ-7808装入食品袋,并扎好口,分类分别放到配料室玉米味软糖用/橙汁味软糖用标识的存放处。
雪花酥加工工艺的实验原理
雪花酥加工工艺的实验原理
雪花酥是一种以面粉、糖和油为主要原材料制作而成的小吃,口感酥脆,甜而不腻。
下面是雪花酥加工工艺的实验原理:
1. 原材料配比:面粉、油和糖的配比非常重要,这会影响到雪花酥的口感和外观。
一般来说,最常见的配比是面粉:油:糖=6:3:1。
2. 揉面:将面粉、油和糖混合后揉面,使其变得均匀光滑。
这个过程也会在一定程度上提高面团的弹性,让雪花酥更酥脆。
3. 分割:将揉好的面团分割成小块,一般每个小块重量在10克左右,这样制作起来比较方便。
4. 搓条:将小块面团搓成细长的条状。
5. 折叠:将搓好的面条折叠成三层,使其变成三角形状。
6. 擀面:将三角形状的面团用擀面杖擀成薄片,厚度在2-3毫米之间。
7. 切割:用刀将薄片切成小片,注意不要切断底部,让雪花酥保持完整的形态。
8. 展开:将切好的小片展开成扇形状。
9. 炸制:将扇形状的小片放入油锅中炸至金黄色即可。
通过以上的实验原理,我们可以制作出美味的雪花酥。
白雪软糖生产工艺标准
白雪软糖生产工艺标准
1.特点
白雪软糖系琼脂软糖的一个品种,因它采用蛋清并经搅拌机充入大量的空气,质构得到改变呈白色,故而得名。
该产品大多为方块或长方块,表层裹细白砂糖,富有弹性,口味香甜略带微酸。
产品按加入香料分别制成水果味和奶味的白雪软糖。
2.配方
白砂糖10kg,葡萄糖浆20kg,琼脂0.8kg,蛋白干150g,柠檬酸30g,水果香精60ml。
3.工艺流程(如图2)
4.操作要点
(1)按照乐乐奶糖工艺制备蛋白液,按照雪花软糖工艺制备琼脂胶液。
(2)按照一般琼脂软糖工艺溶糖、过滤、加热熬制,最终熬制温度控制在105~106℃左右。
(3)将制备的蛋白液和琼脂胶液分别缓慢倾入搅拌机锅内,以中速打擦成白色的泡沫组织。
(4)待熬制好的糖浆稍加冷却后,以细流缓缓地冲入上述锅内。
继
续搅拌,使其与蛋白、琼脂液形成的泡沫搅打成较稳定的组织结构。
(5)将香精与柠檬酸溶液依次加入打白了的糖浆中,待温度下降至65~70℃时加入为宜。
(6)按照一般琼脂软糖工艺注模冷却,厚度控制在1cm。
(7)待糖浆冷却凝冻后,按规格要求,切成块形,再用细白砂糖进行拌砂,使其表面都黏上一层砂糖粒,最后送入干燥室干燥6~12h,直至成品含水量符合标准。
再将其取出,轻轻筛去多余的砂糖。
(8)为了突出该产品的特点,应采取透明包装形式,要求严密封闭。
制糖工艺指标
制糖工艺指标一、压榨车间1、压榨渗浸水量(与蔗比):15%以上(视初压汁锤度而定,保证混合汁锤度16.5 ºBx以上)2、压榨渗浸水温度:55±5℃3、生产安全率:≥98.5%5、压榨抽出率:≥96.10%6、初混汁纯度差:≤1.7GP7、蔗渣转光度:≤2.3%8、蔗渣水份:≤48.5%二、制炼车间(一)澄清工段1、预灰pH:6.2~6.8(榨季初期) 6.8~7.0(榨季后期)2、蔗汁总磷酸值:400±50ppm(磷酸加入量与蔗比视自然磷酸值而定)3、第一次加热温度:65℃(榨季初期)65℃~70℃(榨季初期)4、中和汁加热温度:100~102℃5、中和pH值:7.1±0.16、硫熏强度:22±1(随蔗汁澄清情况而定)7、絮凝剂加入量:1.5±0.5ppm,(快速沉淀池2.0±1.0 ppm)8、滤泥水份:≤75%9、干滤泥转光度:≤6.5%10、清汁pH:7.0±0.1(以沉淀后清汁pH值为准)11、混清汁纯度差:≥1.5GP12、清汁色值:≤2000IU56013、清汁加热温度:125±2℃14、粗糖浆锤度:62~65ºBx15、精糖浆pH:6.0~6.516、精糖浆色值:≤2400IU560(二)成糖工段1、甲糖膏放糖浓度:94~96 ºBx2、甲糖膏单罐煮制时间:≤3.5小时3、乙糖膏放糖浓度:96~98 ºBx4、乙糖膏膏蜜纯度差:≥27AP5、乙糖膏煮制时间:≤6小时6、丙糖膏放糖浓度:99~103 ºBx7、丙糖膏单罐煮制时间:≤10小时8、废蜜重力纯度:38GP以下9、各种糖膏煮制真空度不低于-0.080Mpa11、乙糖膏助晶时间:4~8小时12、丙糖膏助晶时间:16~24小时13、甲原、甲洗蜜纯度差:≥8AP14、乙糖糊色值:≤1000IU560。
雪花棒棒糖的原理
雪花棒棒糖的原理
雪花棒棒糖的原理其实比较简单,主要分为两个步骤:制作糖稀和制作糖棒。
首先,制作糖稀。
糖稀是棒棒糖的主要成分,它由糖浆和食用色素混合而成。
通常是将砂糖和水混合煮沸,直到糖完全溶解成为糖浆。
然后,根据需要加入食用色素,以给棒棒糖上色。
其次,制作糖棒。
制作糖棒的方法有多种,最常见的是在棒子上插入一个棒子或者杆子,并将其浸入糖稀中。
然后,将浸有糖稀的棒子放入较低温度的环境中,让糖稀逐渐凝固。
在凝固过程中,糖稀结晶并变得坚硬,形成了棒棒糖的外壳。
总结来说,雪花棒棒糖的制作原理主要包括制作糖稀和制作糖棒两个步骤。
通过糖稀的煮沸和凝固过程,形成了棒棒糖的甜美外壳。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雪花软糖生产工艺标准
1.特点
雪花软糖是一种透明、柔软、带糯性的软糖。
因主要用琼脂为凝胶剂,又称为琼脂软糖;又因为糖体柔软、透明、口感滑润细腻富有弹性,故又称为水晶软糖。
该产品除了果汁、水果型外,亦有添加营养保健剂制成各种功能、各种风味的产品,自然形成一个系列。
该产品是软糖中的佳品。
2.配方
白砂糖10kg,葡萄糖浆16kg,琼脂0.6kg,柠檬酸15g,水果型香精35ml,色素适量。
3.工艺流程(如图1)
4.操作要点
(1)首先将琼脂预处理,即用清水浸泡2~3h,取出后沥去水分,然后用高锰酸钾溶液处理。
每5kg琼脂浸入0.5%高锰酸钾液15~20kg,加浓硫酸40ml,浸泡1~2h,当高猛酸钾液由紫色转变成棕红色后,用清水漂洗,将其捞出再浸入0.5%草酸液15~20kg中,使留在琼脂中的高猛酸钾到红色褪尽为止,最后取出琼脂用清水将草酸漂洗干净。
处理液温度不宜高于室温,时间不宜过长,否则易引起琼脂
的分解,破坏其凝胶力。
(2)应准确的配料。
琼脂用量要达 1.5~2%,浸泡吸水后质量约为原干琼脂的7~8倍,甜味剂中葡萄糖浆用量必须达到60%以上,往往超过白砂糖一倍,确保产品还原糖含量达到20~30%。
加水量因考虑浸泡吸水和葡萄糖浆含水量等因素,一般在熬制时再加5%的水。
(3)将溶化过筛的混合糖浆加热熬制,待其沸腾时,按配方规定量加入预先溶化好的琼脂胶液,继续加热至最终温度为105~106℃,即固形物含量达到75~80%之间。
(4)调色调料时应待熬制好的糖胶液的温度降至70℃左右方能加入色素、香料和柠檬酸及柠檬酸钠。
不添加酸味剂的品种可不必预冷。
添加的各种物料必须搅拌均匀。
(5)可采取切块和浇模成型。
将调色调料后的糖胶液倒入冷却盘内,并用刮板将其平至规定的厚度,静止冷却12h,待凝固后按规定尺寸切块,然后将形态完整的糖块逐一用糯米纸包裹好,保持一定间距置于网盘上送入烘房干燥。
烘房温度应保持50℃恒温,干燥时间一般为40h左右,其间应适当置换网盘的位置,以利于受热均匀。
如果采用浇模则可直接浇注在PHV模具中(先前应用防黏油涂抹),然后参照动物明胶软糖的冷冻干燥工艺脱水干燥。
(6)待成品含水量达15~18%即可包装。
由于该产品具有鲜艳的色泽、柔软富有弹性的结构、整齐端正的形态,故应采用透明包装。
因该产品含水量较高,小包装和外包装都应该注意严密。