皮带机清扫器安装方法
皮带机安装技术方案及要求

皮带机安装安装前应根据验收规则进行验收,并熟悉安装技术要求和输送机图纸要求,安装技术要求见相应的验收规范。
1.安装顺序:2.安装注意事项:⑴全部滚筒、托辊、驱动装置安装后均应转动灵活。
⑵重型缓冲托辊安装时应按图纸要求保证弹簧的预紧力。
⑶输送带接头时,应将拉紧滚筒放在最前方位置,并尽量拉紧输送带。
⑷安装调心托辊时,应使挡轮位于胶带运行方向上辊子的后方。
⑸弹簧清扫器、空段清扫器、带式逆止器按照安装总图规定的位置进行焊接,弹簧清扫器与机架焊接时要保证压簧的工作行程有20mm 以上,并使清扫下来的物料能落入漏斗,各种物料的易清扫性能不同,应视具体情况调整压簧的松紧来改变刮板对输送带的压力,达到既能清扫粘着物又不致引起阻力过大的程度。
⑹安装垂直拉紧装置时,可在上部两个改向滚筒间用钢板遮盖,以防止物料撒落在拉紧滚筒里损坏输送带。
⑺导料槽与输送带间压力应适当。
⑻带式输送机中的焊接件采用E43电焊条,连续焊缝,•焊缝高等于被焊件薄件厚度。
⑼头架与尾架用预埋螺栓固定,胶带机中部支架与预埋钢板焊接。
⑽胶带机凹凸弧段曲线部分的主梁要求按其曲线半径弯制,凡在建构筑物有伸缩缝处,在该位置处的胶带机主梁相应断开,其间距为20mm,该处增设1~2个支架,中部支架除图中有特殊注明外,均按有斜撑、无斜撑相间排列。
⑾一般情况下,10组上托辊设一组自动调心上托辊,8组下托辊设一组自动调心下托辊。
⑿各上、下托辊及导料栏板与主梁连接时,若导料栏板与上、下托辊安装相碰,可在现场酌情调整托辊间距。
⒀带式输送机受料处的主梁上设金属盖板,当它与上托辊安装相碰时,可适当切割。
⒁导料栏板顶部的盖板开孔,应根据与其相接的漏斗溜槽及除尘风管位置在现场切割,安装好后再焊接。
⒂头部漏斗与头架连接采用螺栓固定,头架上钻孔在现场进行,头部漏斗若与头架连接型钢相碰,可适当切割。
⒃垂直拉紧装置的重锤数量在胶带机试车时确定,各胶带机图中给出的重锤数量供试车时参考。
⒄胶带连接采用硫化胶接,接头强度不应小于胶带本身强度的90%,硫化最后一个接头时,应将拉紧装置的重锤重量加到75%左右的重锤重。
无动力滚刷清扫器说明书
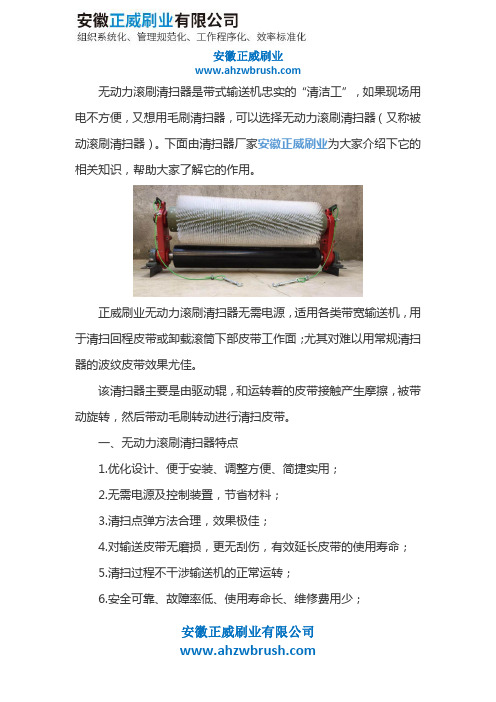
无动力滚刷清扫器是带式输送机忠实的“清洁工”,如果现场用电不方便,又想用毛刷清扫器,可以选择无动力滚刷清扫器(又称被动滚刷清扫器)。
下面由清扫器厂家安徽正威刷业为大家介绍下它的相关知识,帮助大家了解它的作用。
正威刷业无动力滚刷清扫器无需电源,适用各类带宽输送机,用于清扫回程皮带或卸载滚筒下部皮带工作面;尤其对难以用常规清扫器的波纹皮带效果尤佳。
该清扫器主要是由驱动辊,和运转着的皮带接触产生摩擦,被带动旋转,然后带动毛刷转动进行清扫皮带。
一、无动力滚刷清扫器特点1.优化设计、便于安装、调整方便、简捷实用;2.无需电源及控制装置,节省材料;3.清扫点弹方法合理,效果极佳;4.对输送皮带无磨损,更无刮伤,有效延长皮带的使用寿命;5.清扫过程不干涉输送机的正常运转;6.安全可靠、故障率低、使用寿命长、维修费用少;安徽正威刷业有限公司7.刷毛可采用高弹性耐磨尼龙丝,亦可采用防静电高弹性尼龙丝、耐磨橡胶等优质材料制作,适用于各种行业用户的需要。
二、无动力滚刷清扫器适应范围1. 适用带宽:650~2000(mm)2. 物料湿度:≤5%3. 适用于各种带速4. 适用于花纹皮带和平面皮带三、无动力滚刷清扫器结构组成主要由驱动滚筒、清扫滚筒、皮带轮、轴承座、调节架、三角带组成。
四、无动力滚刷清扫器安装说明安徽正威刷业有限公司五、无动力滚刷清扫器安装案例安徽正威刷业有限公司是一个充满生机和蓬勃发展高速企业。
公司努力致力于实现“组织系统化、管理规范化、工作程序化、效率标准化”的发展目标。
依托学科优势,集成资源、突出特色、自主创新为建设发展思路,打造国内煤炭矿山行业产品研究开发、设计、经营服务为一体的高新技术企业。
公司主营业务包括矿山机械设备及配件,园林机械配件,工程设备配件,毛刷等各行业提供优良、产品和技术服务。
正威公司历经数载的风雨磨炼,在各界朋友的支持下,成就了皮带输送机辅助设备及毛刷等制造行业的一颗闪耀的明星。
公司秉承“以人为本、用户至上”的经营理念,抓质量、讲信誉、重服务、本着对国家、社会、用户负责任的态度,携手各社会团体和合作伙伴,积极协作、奋斗进取,以矫健的步伐迈向新未来。
皮带输送机带面清扫问题的解决
2021.N〇.5C€M£fiT皮带输送机带面清扫问题的解决李明旭(六安海螺水泥有限责任公司,安徽六安237000)摘要:皮带输送机作为水泥企业常用设备,它既可以进行碎散物料的输送,也可以进行成件物品的输送其结构简单,检修难度低但皮带输送机在输送完粉状等物料后,其表面黏附的粉尘颗粒在返程时随机脱落,造成环境污染,不仅 清理时给员工增加工作量,而且清理作业中也存在较大的安全隐患,皮带输送机成为水泥企业安全管理的“皮老虎”随着安全环保管理的日益严峻,许多公司都在采用各式各样的清扫器用于解决皮带返程带料问题,但效果不佳本文通过实施一系列清扫器选型搭配使用和下料口改造等措施,解决了困扰多数企业优化用工、环保治理、安全管控的 瓶颈问题_.关键词:皮带输送机;微细粉;清扫器;带面附着物中图分类号:TQ172.687 文献标识码:B 文章编号:丨002-9877(2021 )05-0053-03 DOI: 10.13739/l l-1899/tq.2021.05.018由于皮带输送机输送的物料性质不同,其物料 在带面黏附的多少和清理难度也截然不同,因此其 采用的清扫方法也不同。
如果没有结合物料的特性 来设计和安装清扫器,不仅达不到预期的清扫效果,而且极易对皮带表面产生伤害,缩短皮带的使用寿 命。
我公司自2019年针对皮带机带料问题配合多家 清扫器生产厂家实地开展试用效果评价,同时也结 合生产实际开展了多次研讨调整试验,最终解决了 皮带输送机带面清扫不彻底的问题。
1皮带输送机带面物料产生的原因水泥企业皮带机输送的物料多数为熟料、水泥、燃煤炉渣粉、煤矸石、石灰石、燃煤、黏土、脱硫石 膏等各类原燃材料。
其带面物料无法完全脱离的原 因:一是燃煤炉渣粉、熟料、水泥等物料水分含量低 (<0.5%),吸附在带面上的粉尘颗粒主要是其微细 粉,粉尘颗粒很小,表面能很大,造成静电吸附;二是 燃煤、黏土、脱硫石膏等物料水分含量在10%〜17% 之间,因水的表面张力,使颗粒之间产生了黏聚力,因此更容易黏附在带面上;三是石灰石、煤矸石等颗 粒状物料水分含量在1%~4%之间,其带面除了微细 粉粉尘吸附外,还有少量粉状物料因含有水分黏附 在带面上;四是因为皮带输送机带面凸凹不平,将粉 状物料和颗粒夹杂在带面缝隙间。
皮带机管理规定
皮带机管理规定一、皮带机的安装规定1.固定式皮带机头安装:机头、驱动装置等重要部位的必须垫稳、垫实,驱动装置的固定采用预埋基础或地脚锚杆固定,采用锚杆固定时驱动架不得少于10根①16x1600mm锚杆,驱动装置不得少于8根①16x1600mm锚杆固定,锚杆使用双螺帽,外露丝不超过50mm,且紧固有效。
卸载架前置时,底部固定采用4根①16x1600mm锚杆固定,上部用槽钢固定在巷道顶部,用2根①16x1600mm锚杆固定。
2.电动滚筒机头固定:滚筒架采用8根①16x1600mm锚杆固定,锚杆使用双螺帽,且紧固有效,外露丝不超过50mm。
3.机械安装要求:(1)各紧固部位螺栓、螺母、弹平垫齐全、牢固,对轮间隙3-5mm。
(2)电机、减速机运转声音正常,传动平稳,无震动。
(3)各部件加油到位,油量充足。
(4)挡煤板及卸料槽、卸料架由使用单位提供尺寸,由机修车间加工制作,安装位置及高度要合理,不得有漏煤、磨皮带现象。
(5)皮带机尾处设置护栏;煤仓卸煤口设置护栏,护栏高度不低于1200mm。
(6)皮带行人(过人)处必须设置过桥,过桥由机修车间统一加工。
4.清扫器、卸料器安装:(1)清扫器安装:皮带机头卸载点下端、机尾回空段、卸载点两端回空段、转载点前的回空段必须安装清扫器,清扫器由机修车间统一加工,安装时清扫器与皮带接触均匀。
(2)卸料器安装:煤仓、矸石仓上面、转载卸煤点安装的卸料器采用电动犁式卸料器,卸料器的制作由机修车间统一加工。
(3)卸料器与皮带的接触面不得低于皮带的宽度,与皮带接触的地方采用滑溜槽固定,定期对刮板进行调整和更换。
5.皮带机尾安装:皮带尾两侧各打2根①16x1600mm锚杆,下运皮带两侧各打3根①16x1600mm(每根锚杆不少于2根药卷,外露丝不准超过300mm),用40T溜子链条或厚10mm铁板打眼穿过,必须保证2根锚杆同时受力且每根锚杆不少于2个螺帽,用至少不少于2道①15.5mm的钢丝绳穿过皮带机尾,钢丝绳接头处用3个标准绳卡卡牢。
皮带清扫器课件

定期对清扫器进行润滑,保证 其正常运转。
常见故障及排除方法
1 2
清扫头与皮带不接触
调整清扫头的角度和高度,确保与皮带紧密接触。
清扫头轴承损坏
更换轴承,保证清扫头的稳定运转。
3
刮刀不转或转动不灵活
调整刮刀角度或更换刮刀,保持其正常运转。
05 皮带清扫器的应用案例
案例一:水泥厂的应用
水泥厂在生产过程中,皮带运输 机是主要的输送设备,但皮带表 面容易粘附物料,影响运输效率。
命。
案例四:化工企业的应用
由于化学原料和产品的特性,皮带表面容易粘附物料 ,可能导致化学反应和腐蚀问题。
在化工企业中,皮带运输机用于输送各种化学原料和 产品。
皮带清扫器的应用,能够及时清除皮带表面的粘附物 料,避免化学反应和腐蚀问题,确保生产的安全和稳 定。
THANKS FOR WATCHING
清扫器的有效工作可以减少物料堵塞和 皮带故障的发生,避免生产线的意外停 机,从而保证生产的稳定性和连续性。
03 皮带清扫器的安装与调刮板
安装皮带清扫器本 体
检查安装情况
在开始安装前,确保已 准备好所需的工具和材 料,如螺丝刀、扳手、 皮带清扫器本体、刮板 等。
04 皮带清扫器的维护与保养
日常检查
检查皮带清扫器是否 正常工作,包括清扫 头、刮刀等部分。
检查清扫器的磨损情 况,如磨损严重应及 时更换。
检查皮带清扫器与皮 带的接触是否良好, 确保清扫效果。
定期维护
定期对皮带清扫器进行全面检 查,包括轴承、链条等部分。
定期清理清扫器内部杂物,保 持清扫器内部清洁。
皮带清扫器的应用,能够有效地解决这些问题,提高煤炭输送的稳定性 和效率。
皮带输送机安装的详细步骤及注意事项,想自己安装的看过来!

当前皮带机在矿山、冶金、煤炭等行业中被大规模采用,因其安装精度不像机床、大型电机等精密设备一样要求很高,故有些用户会选择自己动手。
但皮带机的安装并不是没有精度要求,一旦出现问题,将会给之后的调试和验收工作带来不必要的麻烦,生产中也很容易引起胶带跑偏等事故。
皮带机的安装大致可分为以下几个步骤。
1、安装前的准备工作首先,要熟悉图纸。
通过看图纸,了解设备的结构,安装形式、零部件的组成及数量、性能参数等重要信息。
然后再熟悉图纸上重要的安装尺寸,技术要求等。
如果无特殊安装要求,皮带机的通用技术要求为:(1)机架中心线与输送机纵向中心线应重合,其偏差不大于2mm。
(2)机架中心线的直线度偏差在任意25米长度内不应大于5mm。
(3)机架支腿对地面的垂直度偏差不应大于2/1000。
(4)中间架的间距允许偏差为正负 1.5mm,高低差不应大于间距的2/1000。
(5)滚筒横向中心线与输送机纵向中心线应重合,其偏差不大于2mm。
(6)滚筒轴线与输送机纵向中心线的垂直度偏差不应大于2/1000,水平度偏差不应大于1/1000。
设备倒运工作由于在上工程期间,外购的大量设备不可能放在施工现场。
这就要求把需要安装的设备挑出来,做好标记,以备吊装。
倒运前,尽量把要安装使用的设备全部找出,一次倒运到位,既节省了汽车的台班费用,又提高了工作效率。
设备倒运、吊装到位后,还要勘察安装现场,消除影响设备安装的不利因素。
2、设备的安装一条皮带机能否达到设计、安装要求并能正常平稳运转,主要取决于驱动装置、滚筒以及尾轮的安装精度,皮带机支架的中心是否和驱动装置及尾轮的中心线重合,所以安装时的放线尤为重要。
(1)放线我们可用经纬仪在机头(驱动装置)和机尾(尾轮)之间打出标记,再用墨斗逐点弹线,使机头和机尾之间的中心线连成一条直线,用此方法放线能保证较高的安装精度。
(2)驱动装置的安装驱动装置主要由电机、减速机、驱动滚筒、支架等几部分组成。
首先,我们把驱动滚筒和支架组装、放置到预埋板上,在预埋板与支架之间放置钢垫板,用水平仪找平,保证支架的四个点之间的水平度小于等于0.5mm。
皮带机清扫器标准
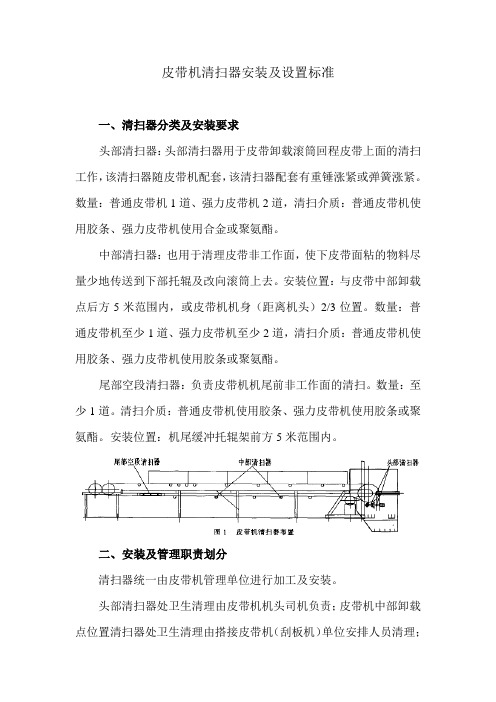
皮带机清扫器安装及设置标准一、清扫器分类及安装要求头部清扫器:头部清扫器用于皮带卸载滚筒回程皮带上面的清扫工作,该清扫器随皮带机配套,该清扫器配套有重锤涨紧或弹簧涨紧。
数量:普通皮带机1道、强力皮带机2道,清扫介质:普通皮带机使用胶条、强力皮带机使用合金或聚氨酯。
中部清扫器:也用于清理皮带非工作面,使下皮带面粘的物料尽量少地传送到下部托辊及改向滚筒上去。
安装位置:与皮带中部卸载点后方5米范围内,或皮带机机身(距离机头)2/3位置。
数量:普通皮带机至少1道、强力皮带机至少2道,清扫介质:普通皮带机使用胶条、强力皮带机使用胶条或聚氨酯。
尾部空段清扫器:负责皮带机机尾前非工作面的清扫。
数量:至少1道。
清扫介质:普通皮带机使用胶条、强力皮带机使用胶条或聚氨酯。
安装位置:机尾缓冲托辊架前方5米范围内。
二、安装及管理职责划分清扫器统一由皮带机管理单位进行加工及安装。
头部清扫器处卫生清理由皮带机机头司机负责;皮带机中部卸载点位置清扫器处卫生清理由搭接皮带机(刮板机)单位安排人员清理;皮带机中部空段清扫器处卫生清理由皮带机管理单位负责;皮带机机尾15米范围内如有下部设备搭接时,卫生由搭接皮带管理单位负责清理(多部设备同时搭接时,由最近设备单位负责);皮带机机尾无设备搭接时,卫生由皮带机管理单位负责。
三、清扫器安装要求及完好标准1、刮板的清扫面应与胶带接触,其接触后清扫覆盖面积覆盖不应小于皮带宽度85%;800mm皮带机清扫幅面宽度不低于680mm、1000mm皮带机清扫清扫幅面宽度不低于850mm、1200mm皮带机清扫清扫幅面宽度不低于1020mm。
2、清扫介质(胶条)厚度应不小于10mm,伸出固定框部分高度不小于20mm,固定框不能在皮带运行过程中磨带面。
3、V型清扫器应按照加工图进行加工(后附图)。
使用槽钢作为皮带纵梁的皮带机应将清扫器使用螺栓或销轴固定在皮带机纵梁上。
使用钢管作为皮带纵梁的皮带机应将清扫器使用扁铁将清扫器固定在皮带机纵梁上。
马丁工程SC16合金二级清扫器说明书
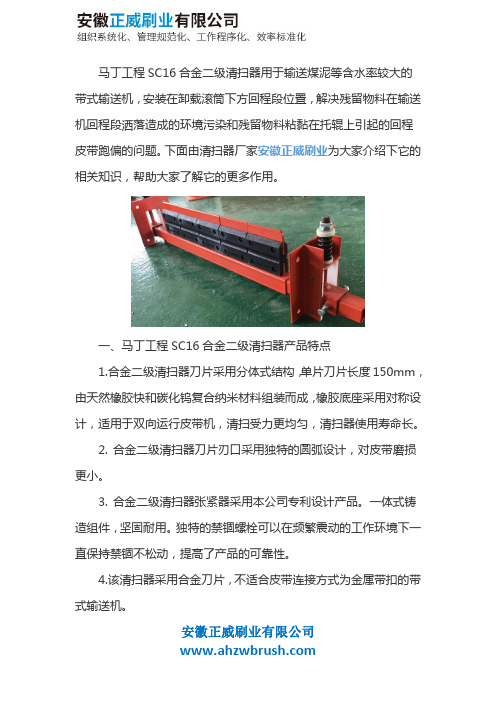
安徽正威刷业有限公司马丁工程SC16合金二级清扫器用于输送煤泥等含水率较大的带式输送机,安装在卸载滚筒下方回程段位置,解决残留物料在输送机回程段洒落造成的环境污染和残留物料粘黏在托辊上引起的回程皮带跑偏的问题。
下面由清扫器厂家安徽正威刷业为大家介绍下它的相关知识,帮助大家了解它的更多作用。
一、马丁工程SC16合金二级清扫器产品特点1.合金二级清扫器刀片采用分体式结构,单片刀片长度150mm ,由天然橡胶快和碳化钨复合纳米材料组装而成,橡胶底座采用对称设计,适用于双向运行皮带机,清扫受力更均匀,清扫器使用寿命长。
2. 合金二级清扫器刀片刃口采用独特的圆弧设计,对皮带磨损更小。
3. 合金二级清扫器张紧器采用本公司专利设计产品。
一体式铸造组件,坚固耐用。
独特的禁锢螺栓可以在频繁震动的工作环境下一直保持禁锢不松动,提高了产品的可靠性。
4.该清扫器采用合金刀片,不适合皮带连接方式为金属带扣的带式输送机。
安徽正威刷业有限公司二、马丁工程SC16合金二级清扫器安装方法1.按照发货清单,开箱检查,箱内应有主机架(装有刀头) , 左右弹簧张紧器各一只及相应安装紧固螺丝等配置。
如有不符,请与我公司或其区域销售代表联系,调整配齐。
2.请仔细阅读安装操作说明书,了解合金二级清扫器的组成结构。
3.测量皮带机头部滚筒的直径、皮带厚度、皮带宽度。
4.将左右联接角钢焊接在主机横梁上,保证清扫器与皮带机有一定的接触力,并确定皮带机有一定的调整量。
5.安装固定后,调节弹簧系统上的调整螺母压缩弹簧,使刀头与皮带有一定压力,锁紧螺母。
三、马丁工程SC16合金二级清扫器安装案例安徽正威刷业有限公司是一个充满生机和蓬勃发展高速企业。
公司努力致力于实现“组织系统化、管理规范化、工作程序化、效率标准化”的发展目标。
依托学科优势,集成资源、突出特色、自主创新为建设发展思路,打造国内煤炭矿山行业产品研究开发、设计、经营服务为一体的高新技术企业。
公司主营业务包括矿山机械设备及配件,园林机械配件,工程设备配件,毛刷等各行业提供优良、产品和技术服务。
清扫器安装方法

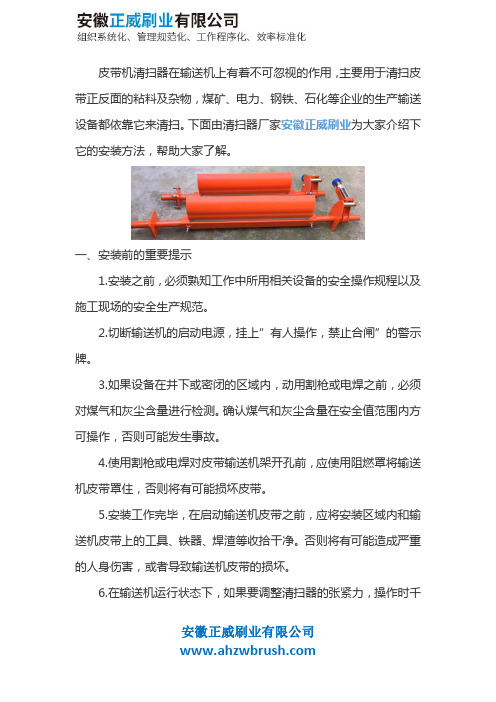
安徽正威刷业有限公司清扫器在输送机上有着不可忽视的作用,主要用于清扫皮带正反面的粘料及杂物,煤矿、电力、钢铁、石化等企业的生产输送设备都依靠它来清扫。
下面由清扫器厂家安徽正威刷业为大家介绍下它的安装方法,帮助大家了解。
一、安装前的重要提示1.安装之前,必须熟知工作中所用相关设备的安全操作规程以及施工现场的安全生产规范。
2.切断输送机的启动电源,挂上”有人操作,禁止合闸”的警示牌。
3.如果设备在井下或密闭的区域内,动用割枪或电焊之前,必须对煤气和灰尘含量进行检测。
确认煤气和灰尘含量在安全值范围内方可操作,否则可能发生事故。
4.使用割枪或电焊对皮带输送机架开孔前,应使用阻燃罩将输送机皮带罩住,否则将有可能损坏皮带。
5.安装工作完毕,在启动输送机皮带之前,应将安装区域内和输送机皮带上的工具、铁器、焊渣等收拾干净。
否则将有可能造成严重的人身伤害,或者导致输送机皮带的损坏。
安徽正威刷业有限公司6.在输送机运行状态下,如果要调整清扫器的张紧力,操作时千万要小心谨慎,防止手中的工具、身体或衣服被卷入输送带,导致严重的人身伤亡。
对于维护的操作,请在停机状态下进行,切记!二、正威刷业清扫器的安装步骤1.按照发货清单,开箱检查,箱内应有主机架(装有刀片) , 左右弹簧张紧器各一只及相应安装紧固螺丝等配置。
如有不符,请与我公司或其区域销售代表联系,调整配齐。
2.请仔细阅读安装操作说明书,了解清扫器的组成结构。
3.测量皮带机头部滚筒的直径、皮带厚度、皮带宽度。
4.在头部漏斗外侧壁左右各开一个φ65圆孔(以头部滚筒轴心线为坐标原点划线,用气割开孔) ,同时在安装机架上开孔。
5.安装固定,使组装好的清扫器轴心线与滚筒抽心线平行,刀头紧贴带面,然后调整使刀尖线的中心对准滚筒轴心线的中心,将横梁底部的锁紧螺钉拧紧并用螺母锁定。
6.通过调节螺母调整弹簧长度,给刀头施加预紧力,然后用锁紧螺母锁紧。
三、正威刷业清扫器的维护三个月调整一次张紧力。
清扫器现场安装与故障处理ppt课件
二.正确安装清扫器
一 级 标 准 型 清 扫 器
第一道重重型清扫器
现场如何快速确定安装位置
1.确定滚筒的中心位置。
2.以滚筒中心为圆心 滚筒半径+皮带厚度+X值 (修正值)化圆弧。
(注:此高度以刀尖 到主机架中心点实际 尺寸为准)
3.刀片高度与圆弧交点就是 清扫器中心点的位置。
故障排除
这样安装清扫器对吗? 刀口就是这个样子!!怎么起到作用?
同样的问题,浪费昂贵的刀片,还会引起磨损不均匀!
刮 刀 宽 度 太 宽 , 导 致 磨 损 不 均 匀 。
先是这样装
然后就变成这个样子
清扫器主机架离滚筒太远,刮不干净,磨损到一定程度还 会被皮带带翻,甚至会引发严重事故!!!!
错误 张紧器装错,清扫器不能自动调节
安装尺寸图
清扫器的机架没有被锁紧,其刀口被打翻,这样清扫器刀片的刀 口没有接触皮带,没有起到应有的清扫作用
二级清扫器刀片在用刀背接触皮带(见左图),这样 根本起不到应有的清扫作用,伤刀片。
错误
正确 正确
安装窍门 与 皮 带 面 平 齐 或 者 略 低 即 可
刀片微微后仰15°即可 这样能够起到最大清扫效果
如何解决这台清扫器的出现的问题
解决方案: 根据皮带表面判断 此皮带只要3块刀片就能达 到效果。且能保证刀口统 一磨损。
这就是刀片比带宽要小的刀片,不仅效果好,还寿命长 清扫器位置安装是正确的,是不是就没有任何问题了吗?
对,你们都发现了,刀片太宽了。 咱们都知道这个到后期会两边高,中间低,然后。。。 。。。。。。 。。。。。 然后就效果不好了
(2).刀片大小的选择
如达到以下要求可以选用此刀片 1.带速大于3.5M/S 2.头轮直径大于600mm 3.运载的物料为矸石等特殊物料 (注:每块刀片200mm)
马丁工程SC16合金二级清扫器说明书

马丁工程SC16合金二级清扫器属用于输送煤泥等含水率较大的带式输送机,安装在卸载滚筒下方回程段位置,解决残留物料在输送机回程段洒落造成的环境污染和残留物料粘黏在托辊上引起的回程皮带跑偏的问题。
下面由清扫器厂家安徽正威刷业为大家介绍下它的相关知识,帮助大家了解它的更多作用。
一、马丁工程SC16合金二级清扫器产品特点1.合金二级清扫器刀片采用分体式结构,单片刀片长度150mm,由天然橡胶快和碳化钨复合纳米材料组装而成,橡胶底座采用对称设计,适用于双向运行皮带机,清扫受力更均匀,清扫器使用寿命长。
2.合金二级清扫器刀片刃口采用独特的圆弧设计,对皮带磨损更小。
3.合金二级清扫器张紧器采用本公司专利设计产品。
一体式铸造组件,坚固耐用。
独特的禁锢螺栓可以在频繁震动的工作环境下一直保持禁锢不松动,提高了产品的可靠性。
安徽正威刷业有限公司4.该而机清扫器采用合金刀片,不适合皮带连接方式为金属带扣的带式输送机。
二、马丁工程SC16合金二级清扫器安装方法1.按照发货清单,开箱检查,箱内应有主机架(装有刀头) , 左右弹簧张紧器各一只及相应安装紧固螺丝等配置。
如有不符,请与我公司或其区域销售代表联系,调整配齐。
2.请仔细阅读安装操作说明书,了解合金二级清扫器的组成结构。
3.测量皮带机头部滚筒的直径、皮带厚度、皮带宽度。
4.将左右联接角钢焊接在主机横梁上,保证清扫器与皮带机有一定的接触力,并确定皮带机有一定的调整量。
5.安装固定后,调节弹簧系统上的调整螺母压缩弹簧,使刀头与皮带有一定压力,锁紧螺母。
三、马丁工程SC16合金二级清扫器安装案例安徽正威刷业有限公司是一个充满生机和蓬勃发展高速企业。
公司努力致力于实现“组织系统化、管理规范化、工作程序化、效率标安徽正威刷业有限公司准化”的发展目标。
依托学科优势,集成资源、突出特色、自主创新为建设发展思路,打造国内煤炭矿山行业产品研究开发、设计、经营服务为一体的高新技术企业。
公司主营业务包括矿山机械设备及配件,园林机械配件,工程设备配件,毛刷等各行业提供优良、产品和技术服务。
皮带机清扫器刮不干净,回程带料怎么办?不用愁,6招解决

皮带机清扫器刮不干净,回程带料怎么办?不用愁,6招解决大家对皮带机上的清扫器应该不陌生吧,最近有朋友说他的清扫器出现问题,总是刮不干净问什么原因。
这个问题应该算是生产中比较常见的,今天我们就来说说清扫器及其失效的原因。
为什么要加清扫器?清扫器是一种皮带输送带的粘着物和块状较大物料的清理装置,主要作用是能减轻输送带的过度磨损,降低能耗,具体来说:1、保持输送带的干净,保证输送带在传动辊筒上有足够的摩擦力,防止皮带打滑和跑偏(清扫不彻底会导致物料直接进入辊筒与皮带之间,造成三者之间摩擦,造成磨损,降低运输效率)。
2、有效减少粘性,及较大物料对输送带和托辊磨损,有效延长其寿命;3、保证输送带运行平稳,不上下左右跳动和撕裂输送带;4、随着粘性物的减少,对承载托辊、托架、传动辊筒、改向辊筒等起到有效保护,保证正常运转,减少设备维修率。
哪些因素会导致清扫器失效?01清扫器选型不对清扫器选型要根据现场工况条件,有针对性的进行选型,不能盲目安装与工况条件不相符的清扫器。
常见的皮带机清扫器按结构分主要有:刮板式、旋转式、喷水式、毛刷式等;按使用材料分主要有:聚酯氨清扫器、镍钛铝合金、合金橡胶清扫器等;按工作原理分主要有机械式和电动式。
详细分类直接点击《带式输送机清扫器不知该怎么选?10种不同形式特点对比教你正确选型!》查阅。
02清扫器安装位置不对清扫器大致可分为3部分:头部清扫器、中部清扫器、尾部清扫器,他们对应的安装位置不同,也有着不同的分工和作用。
头部清扫器头部清扫器用于皮带卸载辊筒回程皮带上面的清扫工作,该清扫器随皮带机配套,配有重锤张紧和弹簧张紧。
普通皮带的清扫介质为胶条,强力皮带使用合金或聚氨酯。
中部清扫器中部清扫器用于清理皮带非工作面,使下皮带面粘的物料尽量少的传送到下部托辊及改向辊筒上。
安装在与皮带中部卸载点后方5米范围内,或皮带机机身(距离机头)2/3位置。
普通皮带清扫介质为胶条,强力皮带使用胶条或聚氨酯。
五种常用的皮带机清扫器简介
五种常用的皮带机清扫器介绍皮带输送机的清扫器种类很多,在输送机上也不可能全部使用,下面由坤威机械小编为大家介绍几种常见的清扫器。
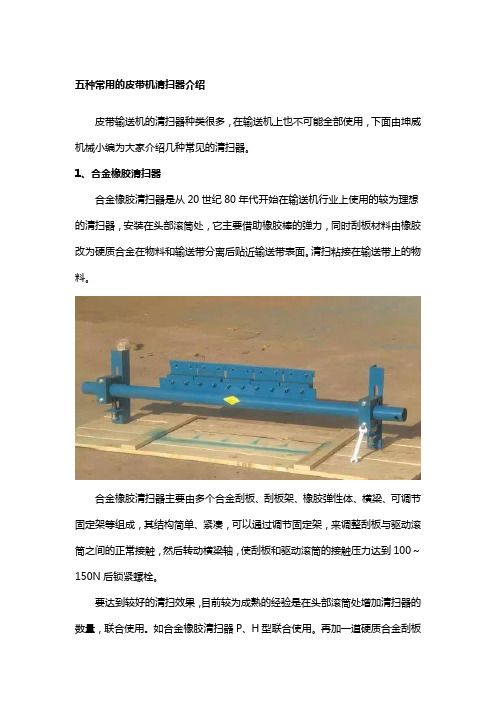
1、合金橡胶清扫器合金橡胶清扫器是从20世纪80年代开始在输送机行业上使用的较为理想的清扫器,安装在头部滚筒处,它主要借助橡胶棒的弹力,同时刮板材料由橡胶改为硬质合金在物料和输送带分离后贴近输送带表面。
清扫粘接在输送带上的物料。
合金橡胶清扫器主要由多个合金刮板、刮板架、橡胶弹性体、横梁、可调节固定架等组成,其结构简单、紧凑,可以通过调节固定架,来调整刮板与驱动滚筒之间的正常接触,然后转动横梁轴,使刮板和驱动滚筒的接触压力达到100~150N后锁紧螺栓。
要达到较好的清扫效果,目前较为成熟的经验是在头部滚筒处增加清扫器的数量,联合使用。
如合金橡胶清扫器P、H型联合使用。
再加一道硬质合金刮板清扫器;回程输送带进入下托辊时,下托辊采用梳形托辊或螺旋托辊或V形梳形托辊,这样可以达到较好的清扫效果。
2、PUR聚氨酯皮带清扫器PUR聚氨酯皮带清扫器安装在皮带输送机的驱动滚筒处,它的刮刀采用聚氨酯复合材料,利用模具一体加工成形,刮刀面平整,直线度好,具有低摩擦性、高耐磨性、高强度,具有相当稳定的刮料效果,可有效清除残留皮带上之细粒、湿粘物料,预压式调压器确保刮刀与皮带的稳定接触压力。
刮刀面由多块窄幅聚氨酯刮板组成,具有空形缓冲孔,对各种皮带都有良好的跟随性。
3、硬质合金刮板清扫器合金清扫器主要清扫小颗粒及其介质,能有效确保输送带的清洁。
其结构新颖,独有缓冲补偿装置,抗输送带冲击振荡性能好,清洁效果好,不易伤害输送带。
它还配套有高功能标准组件系统,包括系统支撑管、支撑管延长件和弹性缓冲装置,来自特别制作的高品质硬质合金刮板,具有超长的使用寿命调节机构专利设计,方便刮板与输送带接触压力的调整,以及刮板磨损后调节两侧的金属刮片向外呈下降圆弧形,有效防止刮板边沿损伤皮带表面光滑的PE刀板护板,可很好地防止物料堆积和结垢。
皮带机安装标准

皮带机整改标准
1. 皮带机必须达到两平、直、稳(H架、纵梁左右两端平行,在低洼处皮带机增设调高架达到皮带机条直线)。
托辊与纵梁连接的涨销、纵梁与H架连接的涨销,齐全完好。
H架必须垂直于皮带连接管90°对变形的H架,皮带连接管更换。
2、托辊齐全,转动灵活,无异响,无卡阻现象。
皮带机托辊、纵梁上缠绕皮带毛绳,必须清理干净。
3、皮带不跑偏,皮带跑偏以上皮带边缘超过托辊或滚筒边缘为准,下皮带跑偏不得超过皮带中心点10公分。
4、需安装清扫器情况:
(1)机头处:安装在机头卸载滚筒下部,使刮板紧贴胶带外边面。
(2)机尾处安装在靠近机尾滚前侧。
(3)皮带搭接处安装在搭接处前后5m处各一个。
清扫器安装要求一个地点安装不得少于二组清煤器,清扫器与输送带的距接触长度应在95%以上,并有做够多的压力,同一部位的清煤器必须同时起作用。
5、皮带机头至储带滚筒或张紧滚筒段安设防护网,需跨越皮带处必须加设过桥,在过桥必须存在扶手和爬梯,机尾安设护罩。
6、沿线急停保护装置:输送机巷道内每隔50m安装一个紧停开关,急停开关应用螺栓固定在H架上,在装载点、人行过桥处、机头、机尾均应设有急停开关,开关信号接入胶带输送机控制系统。
7、皮带运输机(H架)进行刷漆编号管理。
皮带机安装方案
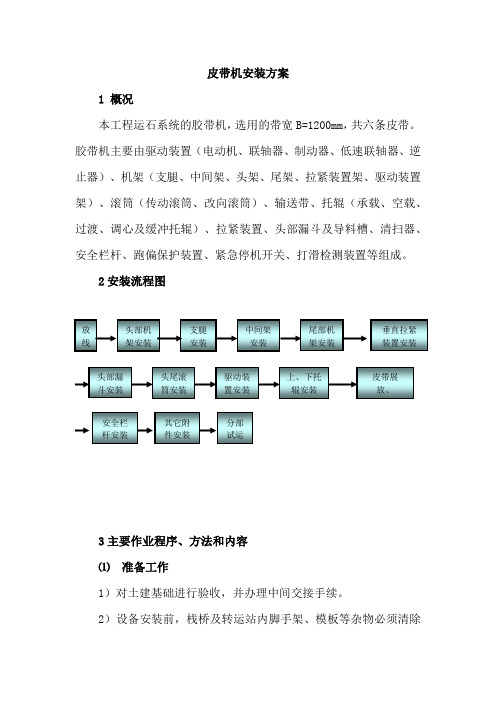
皮带机安装方案1 概况本工程运石系统的胶带机,选用的带宽B=1200mm ,共六条皮带。
胶带机主要由驱动装置(电动机、联轴器、制动器、低速联轴器、逆止器)、机架(支腿、中间架、头架、尾架、拉紧装置架、驱动装置架)、滚筒(传动滚筒、改向滚筒)、输送带、托辊(承载、空载、过渡、调心及缓冲托辊)、拉紧装置、头部漏斗及导料槽、清扫器、安全栏杆、跑偏保护装置、紧急停机开关、打滑检测装置等组成。
2安装流程图3主要作业程序、方法和内容⑴ 准备工作1)对土建基础进行验收,并办理中间交接手续。
2)设备安装前,栈桥及转运站内脚手架、模板等杂物必须清除放 线 头部机 架安装 支腿 安装 中间架 安装 尾部机 架安装 垂直拉紧 装置安装 头部漏 斗安装 驱动装 置安装 上、下托 辊安装 皮带展放、 头尾滚 筒安装 分部 试运其它附 件安装 安全栏杆安装干净,基础上无积土,孔洞无杂物。
3)土建提供基准点和建筑轴线标志应清楚,高程、断面线和中心线的相关尺寸符合要求。
4)胶带机轴线平面位置放线:根据胶带机施工工艺平面图,作出AB胶带机的纵向中心线和头尾部滚筒的横向中心线。
核对孔洞及预埋件的断面尺寸、位置、标高、平整度应符合图纸要求,其偏差不应超过允许偏差范围。
5)根据设计图纸,清点并校对胶带机设备部件数量,型号是否符合设计要求。
⑵施工工艺1)头部机架安装在头部机架上作出头部滚筒纵横向中心线,将其吊装就位,先调整其中心与土建基础中心线吻合,再调整其高程、纵横向水平符合要求后将头部机架与预埋件焊接。
2)支腿安装根据已作出的胶带机中心线,在尾部及中部各焊上一副“艹”架,横担高度与支腿顶部吻合,在横担上作出支腿左右纵向定位线,左右分别用0.5mm钢琴线从头部机架顺着“艹”架至胶带机尾部拉直拉紧,此线作为支腿的安装中心定位线。
支腿安装从头部开始,将其按图纸的断面位置、纵向间距定位,横向按中心定位线定位。
调整纵向时应保证支腿与皮带中间架垂直,横向应保证铅垂直,符合要求后与基础板焊接。
EZS2辅助皮带清扫器安装、操作和维护手册说明书
EZS2 Secondary Belt Cleaner Installation, Operationand Maintenance ManualRockline® EZS2 Secondary Belt CleanerSerial Number: _____________________________________________________________Purchase Date: ______________________________________________________________Purchased From: ____________________________________________________________Installation Date: ____________________________________________________________Serial number information can be found on the Serial Number Labelincluded in the Information Packet found in the cleaner carton.This information will be helpful for any future inquiries or questionsabout belt cleaner replacement parts, specifications or troubleshooting.EZS2® Secondary Belt CleanerTable of ContentsSection 1 – Important Information (2)1.1 General Introduction (2)1.2 User Benefits (2)1.3 Service Option (2)Section 2 – Safety Considerations and Precautions (3)2.1 Stationary Conveyors (3)2.2 Operating Conveyors (3)Section 3 – Pre-Installation Checks and Options (4)3.1 Checklist (4)Section 4 – Installation Instructions (5)Section 5 – Pre-Operation Checklist and Testing (7)5.1 Pre-Op Checklist (7)5.2 Test Run the Conveyor (7)Section 6 – Maintenance (8)6.1 New Installation Inspection (8)6.2 Routine Visual Inspection (8)6.3 Routine Physical Inspection (8)6.4 Blade Replacement Instructions (9)6.5 Maintenance Log (11)6.6 Cleaner Maintenance Checklist (12)Section 7 – Troubleshooting (13)Section 8 – Specs and CAD Drawings (14)8.1 Specifications and Guidelines (14)8.2 CAD Drawings (15)Section 9 – Replacement Parts (17)Section 10 – Other Flexco Conveyor Products (18)1Section 1 – Important Information1.1 General IntroductionWe at Flexco are very pleased that you have selected an EZS2 Secondary Belt Cleaner for your conveyor system.This manual will help you to understand the operation of this product and assist you in making it work up to its maximum efficiency over its lifetime of service.It is essential for safe and efficient operation that the information and guidelines presented be properly understood and implemented. This manual will provide safety precautions, installation instructions,maintenance procedures and troubleshooting tips.If, however, you have any questions or problems that are not covered, please visit our web site or contact our Customer Service Department:Web site: Customer Service: USA: 1-800-541-8028Visit for other Flexco locations and products.Please read this manual thoroughly and pass it on to any others who will be directly responsible forinstallation, operation and maintenance of this cleaner. While we have tried to make the installation and service tasks as easy and simple as possible, it does however require correct installation and regular inspections and adjustments to maintain top working condition.1.2 User BenefitsCorrect installation and regular maintenance will provide the following benefits for your operation:• Reduced conveyor downtime• Reduced man-hour labor• Lower maintenance budget costs• Increased service life for the belt cleaner and other conveyor components1.3 Service OptionThe EZS2 Secondary Belt Cleaner is designed to be easily installed and serviced by your on-site personnel.However, if you would prefer complete turn-key factory service, please contact your local Flexco Field Representative.2EZS2 Secondary Belt CleanerSection 2 – Safety Considerations and PrecautionsBefore installing and operating the EZS2 Secondary Belt Cleaner, it is important to review and understand the following safety information.There are set-up, maintenance and operational activities involving both stationary and operating conveyors. Each case has a safety protocol.2.1 Stationary ConveyorsThe following activities are performed on stationary conveyors:• Installation • Blade replacement • Repairs• Tension adjustments • CleaningIt is imperative that OSHA/MSHA Lockout/Tagout (LOTO)regulations, 9 CFR 1910.147, be followed before undertakingthe preceding activities. Failure to use LOTO exposesworkers to uncontrolled behavior of the belt cleaner causedby movement of the conveyor belt. Severe injury or deathcan result.Before working:• Lockout/Tagout the conveyor power source• Disengage any takeups• Clear the conveyor belt or clamp securely in placeUse Personal Protective Equipment (PPE):• Safety eyewear• Hardhats• Safety footwearClose quarters, springs and heavy componentscreate a worksite that compromises a worker’s eyes,feet and skull.PPE must be worn to control the foreseeablehazards associated with conveyor belt cleaners.Serious injuries can be avoided.2.2 Operating ConveyorsThere are two routine tasks that must be performed while the conveyor is running:• Inspection of the cleaning performance• Dynamic troubleshootingEvery belt cleaner is an in-running nip hazard. Nevertouch or prod an operating cleaner. Cleaner hazardscause instantaneous amputation and entrapment.Never adjust anything on an operating cleaner.Unforseeable belt projections and tears can catch oncleaners and cause violent movements of the cleanerstructure. Flailing hardware can cause serious injuryor death.Belt cleaners can become projectile hazards. Stay as farfrom the cleaner as practical and use safety eyewear andheadgear. Missiles can inflict serious injury.3Section 3 – Pre-installation Checks and Options 3.1 Checklist• Check that the cleaner size is correct for the beltline width• Check the belt cleaner carton and make sure all the parts are included• Review the “Tools Needed” list on the top of the installation instructions • Check the conveyor site:- Will the cleaner be installed on a chute-I s the install on an open head pulley requiring mounting structure4EZS2 Secondary Belt Cleaner5Section 4 – Installation Instructions4.1 EZS2 Secondary Belt Cleaner1. Install the mounting brackets. Determine thecorrect clamp block (left or right) and bracket needed for each side of the conveyor. The top strap should be offset away from the belt (you should be able to see the notch for the top strap from the outside of the conveyor). (Fig. 1a). Position the mounting bracket to locate the cleaner pole centerline 7" (175mm) below the beltline. The pole must be installed so the blades do not touch the belt. Positioning the bracketsperpendicular to the belt is recommended (Fig.1b).Mounting BracketFormflex ™ CushionAdjusting BracketClamp Block BoltsTop StrapTop StrapCushion PadAdjusting BoltLeft Clamp BlockRight Clamp Block PoleTipTools Needed:• Tape measure• (2) 3/4"(19mm) wrench or crescent wrenchSection 4 – Installation Instructions 4. Set the blade angle. With the gauge provided, rotate the pole sothe blades are set at the correct angle. Lock the pole in place by tightening the clamp block bolts (Fig. 4).4.1 EZS2 Secondary Belt Cleaner (cont.)Test run the cleaner and inspect the performance. If vibration occurs, the pole can be rotated to lay the cushion/blade back another 5° to 10° and then the blades must be retensioned. If more cleaning efficiency is desired, the blade tension can be increased in 1/4 turns on the adjusting nuts (see Step 5).6. Check the blade tension. Pull back on the outside blade until itbreaks contact with the belt and release (Fig.6). If the blades are correctly tensioned, the complete tip of the adjacent blade will be visible. If it is not, make a tension adjustment as instructed in Step 5.5. Set the blade tension. Loosen the 4 clamp block lock bolts (on theback of the mounting brackets) and turn the top adjusting jam nut on each side until the blades make light contact across the entire width of the belt. Make an additional 1 full turn on the adjusting nuts to tension the blades. Tighten the bottom adjusting nuts and the clamp block bolts (Fig. 5).3. Install the pole. Remove the clamp block top strap on one side,and on the opposite side loosen the clamp block bolt. Slide the pole across and into the loosened clamp block, replace the top strap on the clamp block, center the blades on the belt and tighten bothclamp block bolts finger tight.2. Choose the tensioner position. The tensioner is shippedmounted in the push-up position. Depending upon the space constraints of the installation, the tensioner can be optionally mounted in a pull-up position. To do this, loosen the threaded rod lock nut, unscrew the threaded rod and remove adjusting bracket lock bolt. Then move the adjusting bracket and threaded rod to the top of the clamp blocks (Fig. 2) and tighten threaded rod lock nut.Adjusting Bracket Lock BoltFig. 2Push-up Tensioning PositionPull-up Tensioning PositionThreaded Rod Lock NutSection 5 – Pre-Operation Checklist and Testing5.1 Pre-Op Checklist• Recheck that all fasteners are tightened properly• Add pole caps• Apply all supplied labels to the cleaner• Check the blade location on the belt• Be sure that all installation materials and tools have been removed from the belt and the conveyor area5.2 Test Run the Conveyor• Run the conveyor for at least 15 minutes and inspect the cleaning performance• Check the tensioner spring for recommended length (proper tensioning)• Make adjustments as necessaryNO TE: Observing the cleaner when it is running and performing properly will help to detect problems orwhen adjustments are needed later.78EZS2 Secondary Belt CleanerSection 6 – MaintenanceFlexco belt cleaners are designed to operate with minimum maintenance. However, to maintain superior performance some service is required. When the cleaner is installed a regular maintenance program should be set up. This program will ensure that the cleaner operates at optimal efficiency and problems can be identified and fixed before the cleaner stops working.All safety procedures for inspection of equipment (stationary or operating) must be observed. The EZS2 Secondary Belt Cleaner operates at the discharge end of the conveyor and is in direct contact with the moving belt. Only visual observations can be made while the belt is running. Service tasks can be done only with the conveyor stopped and by observing the correct lockout/tagout procedures.6.1 New Installation InspectionAfter the new cleaner has run for a few days a visual inspection should be made to ensure the cleaner is performing properly. Make adjustments as needed.6.3 Routine Physical Inspection (every 6-8 weeks)When the conveyor is not in operation and properly locked and tagged out a physical inspection of the cleaner to perform the following tasks:• Clean material buildup off of the cleaner blade and pole.• Closely inspect the blade for wear and any damage. Replace if needed.• Ensure full blade to belt contact.• Inspect the cleaner pole for damage.• Inspect all fasteners for tightness and wear. Tighten or replace as needed.• Replace any worn or damaged components.• Check the tension of the cleaner blade to the belt. Adjust the tension if necessary using the steps on page 6• When maintenance tasks are completed, test run the conveyor to ensure the cleaner is performing properly.6.2 Routine Visual Inspection (every 2-4 weeks)A visual inspection of the cleaner and belt can determine:• If adjusting brackets are set for optimal tensioning.• If the belt looks clean or if there are areas that are dirty.• If the blade is worn out and needs to be replaced.• If there is damage to the blade or other cleaner components.• If fugitive material is built up on the cleaner or in the transfer area.• If there is cover damage to the belt.• If there is vibration or bouncing of the cleaner on the belt.• If a snub pulley is used, a check should be made for material buildup on the pulley.• Significant signs of carryback.If any of the above conditions exist, a determination should be made on when the conveyor can be stopped for cleaner maintenance.96.4 Blade Replacement InstructionsBEFORE YOU BEGIN:PHYSICALLY LOCK OUT AND TAG THE CONVEYOR AT THE POWER SOURCE.1. Release the blade tension and remove worn blade tips.a. Loosen and turn the top adjusting bolt jam nuts 1" (25mm) above the tops of the adjusting brackets (Fig. 1a).b. Loosen the clamp block lock bolts on both sides and allow the pole to move down and rest on the raised top adjusting bolt jam nuts (Fig. 1b).c. Place location marks across the mounting bracket and the clamp block for quick repositioning after blade replacement (Fig. 1c).d. Remove the clamp block lock bolts and adjusting bracket lock bolts on each side and remove the pole with the clamp blocks and adjusting brackets attached (Fig. 1d).e. Remove the nuts, flat washers and lock washers from the tips and remove the worn tips (Fig. 1e).f. Insert new blade tips and install flat washers, lock washers and nuts finger tight. Buff the outside corners of the last tip on each side of thecleaner (Fig. 1f).Section 6 – MaintenanceFig. 1f6.4 Blade Replacement Instructions (C-Tips) (cont.)Section 6 – Maintenance5. Check the blade tip tension. Pull back on the outer blade in thedirection of belt travel until the blade breaks contact with the belt. Let go of the blade. With correct tension the full thickness of the adjacent blade tip should be visible in front of the outer blade (Fig. 5). Also check the center blade in same manner. Add tension in 1/2-turn increments on the top adjusting bolt jam nuts until view of full thickness of the adjacent blade tip is achieved.3. Reinstall the pole. Slide the pole back into position on themounting brackets, aligning the marks made on the bracket and clamp block. Install the two adjusting bracket lock bolts and tighten. Install the four clamp block lock bolts finger tight (Fig. 3).2. Align the blade tips. Push tips together so there is no more than a.010" to .015" gap between them. Position a straightedge along the top surface of new blade tips. Pull upward on each blade to align with the bottom of the straightedge and tighten the nuts (Fig. 2).4. Set the blade tension. Turn the top adjusting bolt jam nuts downuntil light tip to belt contact is made across the entire width of the cleaner. Add an additional 1½ turns on the top adjusting bolt jam nuts and lock the bottom adjusting bolt jam nuts. Tighten all clamp block lock bolts. N O TE: If the belt is cupped, do not overtension the blades tocontact the belt. A hold-down roller should be installed to flatten the belt (Fig. 4a and 4b). (Try the Stabilizing Return Roller or Stabilizing Roller Bracket Kit).6. Test run cleaner and inspect operation. If vibration occurs,increase tip tension by making 1/2-turn adjustments.Fig. 3Fig. 2Slide each blade upward to meet straightedgeAdjusting Bracket Lock BoltClamp Block Lock Bolts (2)StraightedgeFig. 4aFig. 4bSection 6 – Maintenance6.5 Maintenance LogConveyor Name/No.Date: Work done by: Service Quote #Activity:Date: Work done by: Service Quote #Activity:Date: Work done by: Service Quote #Activity:Date: Work done by: Service Quote #Activity:Date: Work done by: Service Quote #Activity:Date: Work done by: Service Quote #Activity:Date: Work done by: Service Quote #Activity:1112 EZS2 Secondary Belt Cleaner6.6 Cleaner Maintenance ChecklistSection 6 – Maintenance Site:Inspected by:Date:Belt Cleaner:Serial Number:Beltline Information:Beltline Number:Belt Condition:Belt Width:Head Pulley Diameter (Belt & Lagging):Belt Speed:fpmBelt Thickness:Belt Splice Condition of SpliceNumber of splicesSkivedUnskivedMaterial conveyedDays per week run Hours per day runBlade Life:Date blade installed:Date blade inspected:Is blade making complete contact with belt? Yes NoDistance from wear line:LEFT MIDDLERIGHTBlade condition:GoodMeasurement of spring:RequiredCurrentlyWas Cleaner Adjusted:Yes No Pole Condition:GoodBentWorn Lagging:Slide lagCeramicRubberOther NoneCondition of lagging:Good BadOtherCleaner's Overall Performance:( Rate the following 1 - 5, 1 = very poor - 5 = very good )Appearance:Comments:Location:Comments:Maintenance:Comments:Performance:Comments:Other Comments:Not contacting beltEstimated blade life:Damaged 18" 24" 30" 36" 42" 48" 54" 60" 72" (450mm) (600mm) (750mm) (900mm) (1050mm) (1200mm) (1350mm) (1500mm) (1800mm)Section 7 – Troubleshooting1314EZS2 Secondary Belt Cleaner8.1 Specifications and GuidelinesSection 8 – Specs and CAD Drawings Specifications:• Maximum Belt Speed ..........................................700 FPM (3.5M/sec)• Temperature Rating .............................................-30°F to 200°F (-35°C to 93°C) HT..........................................................................-30°F to 400°F (-35°C to 205°C)• Usable Blade Wear Length..................................3/8" (9mm)• Blade Material ...................................................... I mpact Resistant Tungsten Carbide(works with mechanical fasteners)• Available for Belt Widths ....................................18" to 72" (450 to 1800mm)• CEMA Cleaner Rating ........................................Class 3U.S. Patent No. 6,823,983HorizontalVerticalClearance Guidelines for InstallationHorizontal Clearance Required VerticalClearance Required in.mmin.mm41008 1/2 for 18"-54"2139 1/2 for 60"-72"238Pole Length SpecificationsBelt Width Blade Width Pole Length MaximumConveyor Span in.mm in.mm in.mm in.mm184501845052130047117524600246005814505313253075030750641600591475369003690070175065162542105042105076190071177548120048120082205077192554135054135088220083207560150060150094235089222572180072180010626501012525Pole Diameter - 2 3/8” (60mm)158.2 CAD Drawing – EZS2 with C-TipsSection 8 – Specs and CAD Drawings2.38606.861741.60.00157.396.20S E C T I O N A -AS P E C I F I C A T I O N SE Z S 2 S E C O N D A R Y C L E A N E RB E L T W I D T H 'A '(i n ) (m m )P O L E L E N G T H 'B '(i n ) (m m )N U M B E R O F T I P SO R D E R N U M B E R I T E M C O D E184505213003E Z S 2-1875643246005814504E Z S 2-2475644307506416005E Z S 2-3075645369007017506E Z S 2-36756464210507619007E Z S 2-42756474812008220508E Z S 2-48756485413508822009E Z S 2-547564960150094235010E Z S 2-6075650721800106265012E Z S 2-727565116EZS2 Secondary Belt Cleaner8.2 CAD Drawing – EZS2 Hi TempSection 8 – Specs and CAD Drawings (cont.)S P E C I F I C A T I O N SE Z S 2 S E C O N D A R Y C L E A N E RB E L T W I D T H 'A '(i n ) (m m )P O L E L E N G T H 'B '(i n ) (m m )N U M B E R O F T I P SO R D E R N U M B E R I T E M C O D E184505213003H T S 1876085246005814504H T S 2476086307506416005H T S 3076087369007017506H T S 36760884210507619007H T S 42760894812008220508H T S 48760905413508822009H T S 547609160150094235010H T S 6076092721800106265012H T S 727609317Section 9 – Replacement PartsMounting Kit Selection ChartCleaner Width78919 CCMK78920 CCMKHDEZS2 18" - 54" (450 - 1350mm)XEZS2 60" - 72" (1500 - 1800mm)XCleaner Tips and Cushions Required Per Cleaner Sizein.mmTips Required1845032460043075053690064210507481200854135096015001072180012Replacement PartsRef DescriptionOrdering Number Item CodeWt. Lbs.118" (450mm) Pole EZS2P1875652 25.0 24" (600mm) Pole EZS2P2475653 28.0 30" (750mm) Pole EZS2P3075654 30.0 36" (900mm) Pole EZS2P3675655 34.0 42" (1050mm) Pole EZS2P4275656 36.0 48" (1200mm) Pole EZS2P4875657 39.0 54" (1350mm) Pole EZS2P5475658 42.0 60" (1500mm) Pole EZS2P6075659 77.0 72" (1800mm) Pole EZS2P7275660 89.0 2C-Tip Kit* (1 ea.)ICT674535 0.7 3FormFlex ™ Cushion Kit* (incl. 1 cushion & 1 pad)FFCK 75661 1.5 3a High Temp Replacement Cushion Kit (incl. 1 cushion & 1 pad)HTSCK 76094 1.54Adjusting Bracket Kit* (1 ea.)PAB 75513 1.55Pole Clamp Kit LEFT* (1 ea.) (incl. item 7) for sizes 18"-54" (450-1350mm)CCKL 79224 6.8 5aHD Pole Clamp Kit LEFT* (1 ea.) (incl. item 7a) for sizes 60"-72" (1500-1800mm)CCKHDL 792258.7 6Pole Clamp Kit RIGHT* (1 ea.) (incl. item 7) for sizes 18"-54" (450-1350mm)CCKR 79228 6.86aHD Pole Clamp Kit RIGHT* (1 ea.) (incl. item 7a) for sizes 60"-72" (1500-1800mm)CCKHDR 792298.77Cradle Clamp Top Strap (1 ea.) for use on L or R Pole Clamp Kit CCKTS 79232 1.17aHD Cradle Clamp Top Strap (1 ea.) for use on L or R HD Pole Clamp Kit CCKHDTS 79233 1.78Mounting Bracket Kit (1 Right and 1 Left)EZS2MBK 75666 13.0 –Cradle Clamp Mounting Kit* for sizes 18"-54" (450-1350mm)(incl. 2 ea. Items 4 and 1 ea. Items 5, 6 & 8)CCMK 7891933.0 –HD Cradle Clamp Mounting Kit* for sizes 60"-72" (1500-1800mm)(incl. 2 ea. Items 4 and 1 ea. Items 5a, 6a & 8)CCMKHD7892036.7*Hardware Included Lead time: 1 working dayU.S. Patent No. 6,823,98327733a86a5a654118EZS2 Secondary Belt CleanerSection 10 – Other Flexco Conveyor ProductsFlexco provides many conveyor products that help your conveyors to run more efficiently and safely. These components solve typical conveyor problems and improve productivity. Here is a quick overview on just a few of them:• Patented ConShear™ blade renews its cleaning edge as it wears • Visual Tension Check™ for optimal blade tensioning and simple retensioning• Quick and easy one-pin blade replacement Material Path Option™ for optimal cleaning and reduced maintenance• Patented “pivot & tilt” design for superior training action • Dual sensor rollers on each side to minimize belt damage • Pivot point guaranteed not to freeze or seize up • Available for topside and return side belts• Exclusive Velocity Reduction Technology™ to better protect the belt• Slide-Out Service™ gives direct access to all impact bars for change-out• Impact bar supports for longer bar life • 4 models to custom fit to the application• A belt cleaner for the tail pulley• Exclusive blade design quickly spirals debris off the belt • Economical and easy to service • Available in vee or diagonal modelsPT Max™ Belt TrainerDRX Impact BedsBelt Plows• “Limited space” cleaners for tight conveyor applications • High Temp cleaners for severe, high heat applications • A rubber-fingered cleaner for chevron and raised-rib belts• Multiple cleaner styles in stainless steel for corrosive applications Flexco Specialty Belt Cleaners Rockline® EZP1 Precleaner • Long-wearing metal blades for superior cleaning efficiency • Individually mounted blades for consistent cleaning power • Easy to install, simple to service• Works with Flexco mechanical belt splicesFlexco Secondary Belt Cleaners1920EZS2 Secondary Belt Cleaner212525 Wisconsin Avenue • Downers Grove, IL 60515-4200 • USATel:(630)971-0150•Fax:(630)971-1180•E-mail:***************Visit for other Flexco locations and products.©2015 Flexible Steel Lacing Company. 11/15. For reorder: X2403。
皮带机清扫器安装位置
安徽正威刷业有限公司皮带机清扫器在输送机上有着不可忽视的作用,主要用于清扫皮带正反面的粘料及杂物,煤矿、电力、钢铁、石化等企业的生产输送设备都依靠它来清扫。
下面由清扫器厂家安徽正威刷业为大家介绍下它的安装方法,帮助大家了解。
一、安装前的重要提示1.安装之前,必须熟知工作中所用相关设备的安全操作规程以及施工现场的安全生产规范。
2.切断输送机的启动电源,挂上”有人操作,禁止合闸”的警示牌。
3.如果设备在井下或密闭的区域内,动用割枪或电焊之前,必须对煤气和灰尘含量进行检测。
确认煤气和灰尘含量在安全值范围内方可操作,否则可能发生事故。
4.使用割枪或电焊对皮带输送机架开孔前,应使用阻燃罩将输送机皮带罩住,否则将有可能损坏皮带。
5.安装工作完毕,在启动输送机皮带之前,应将安装区域内和输送机皮带上的工具、铁器、焊渣等收拾干净。
否则将有可能造成严重的人身伤害,或者导致输送机皮带的损坏。
6.在输送机运行状态下,如果要调整清扫器的张紧力,操作时千安徽正威刷业有限公司万要小心谨慎,防止手中的工具、身体或衣服被卷入输送带,导致严重的人身伤亡。
对于维护的操作,请在停机状态下进行,切记!二、皮带机清扫器的安装步骤1.按照发货清单,开箱检查,箱内应有主机架(装有刀片) , 左右弹簧张紧器各一只及相应安装紧固螺丝等配置。
如有不符,请与我公司或其区域销售代表联系,调整配齐。
2.请仔细阅读安装操作说明书,了解清扫器的组成结构。
3.测量皮带机头部滚筒的直径、皮带厚度、皮带宽度。
4.在头部漏斗外侧壁左右各开一个φ65圆孔(以头部滚筒轴心线为坐标原点划线,用气割开孔) ,同时在安装机架上开孔。
5.安装固定,使组装好的清扫器轴心线与滚筒抽心线平行,刀头紧贴带面,然后调整使刀尖线的中心对准滚筒轴心线的中心,将横梁底部的锁紧螺钉拧紧并用螺母锁定。
6.通过调节螺母调整弹簧长度,给刀头施加预紧力,然后用锁紧螺母锁紧。
三、皮带机清扫器的安装位置ZW-YQC 系列清扫器为头道清扫器,安装在带式输送机头部滚筒,清扫器安装宽度可根据现场情况任意伸缩。
皮带机清带器挡煤板制作安装标准

清带器、挡煤板制作安装标准(掘进)一、清带器安装位置:1、机头清带器:皮带机头卸载滚筒下必须安装“一字”清带器,并要求清下的煤必须落入皮带上,不得洒落在巷道内。
皮带机头距卸载滚筒5m 内必须安装一道“V字”清带器。
2、卸载点、转载点清带器:安装在搭接皮带机距卸载点中部后方5米范围内,清带器安装在搭接皮带机的底皮带上面。
3、机尾清带器:皮带机尾硬架前面50米范围内必须安装一道“V字”清带器,机尾缓冲托辊架前方5米范围内,安装一道“V字”清带器,二、清带器安装要求:1、皮带机机头“一字”H型清带器使用70扁铁制作加工,长1000mm,宽200mm,中间竖向需加设横撑2道,使用8mm后的钢板制作加工焊接。
固定皮带的钢板上加工Φ16mm螺纹孔4个,使用4条16#螺栓固定夹紧胶带,胶带加设3层。
清扫器配重臂两侧长900mm,宽度为100mm使用厚度8mm的钢板加工制作而成,在配重臂每间隔50mm共打设三个16#调节圆孔,用螺丝采用硬连接方式固定配重臂(用8mm钢板制作连接板,长200mm,宽150mm,在两端分别打设16#螺纹孔,一端及配重臂连接,另一端及卸载臂上16#螺纹孔联接,使用16#螺栓固定)。
在配重臂末端吊挂配重桶,加工制作16#螺纹孔一个,用于固定吊挂配重桶,配重筒宽200mm、高300mm、随着清带器及卸载滚筒的接触度,用煤块调节配重筒的重量。
2、清带器用70#扁钢制作成“V字”型,清带器胶条应不少于两层,每层的厚度为10-15mm,固定框上每间隔300mm安装一条M12螺丝,固定框均用(不小于)50角铁固定。
“V字”型清带器的固定端两边各焊接长度为100mm 的70扁钢,并打设为直径16mm圆孔,便于固定清带器后,“V字”型清带器能自动下垂紧贴在底皮带表面。
3、“V字”清带器固定用8mm钢板制作夹板,夹板两端打设为直径16mm 圆孔,穿φ16mm的螺丝固定在H架两端。
4、安装时要保证在紧挨着H架两侧,将H架的两联辊更换为直托辊,并将H架悬挂底托辊的部位改为直辊槽,用于固定直托辊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
皮带机清扫器安装方法
1. 准备工作:首先要确保安装皮带机清扫器的位置,清理工作完成后,皮带机停止运行并断电。
2. 安装准备:准备好所有安装所需的工具和材料,包括螺丝刀、螺丝、扳手和皮带机清扫器。
3. 清洗皮带机:使用合适的清洁剂和工具对皮带机进行彻底清洗,确保没有杂质和污垢。
4. 安装清扫器:根据清扫器的安装说明,将清扫器固定在皮带机上。
通常情况下,清扫器会用螺丝或其他固定装置将其固定在皮带机上。
5. 调整清扫器位置:根据需要,可以调整清扫器的位置,以确保其与皮带机表面的接触紧密且均匀。
6. 测试运行:安装完成后,确保清扫器安装稳固,并且皮带机能够正常运行。
可以手动启动皮带机,观察清扫器的运行情况,确保其有效清洁皮带机表面。
注意事项:
- 在安装过程中,务必遵循所有安全规定,穿戴好个人防护装备。
- 确保清扫器与皮带机的接触面平整,以避免任何卡阻或摩擦。
- 如果在安装过程中遇到任何问题,应立即停止操作并寻求专业人士的帮助。