精益生产各绩效指标计算公式汇总教程文件
精益生产衡量指标计算方法

库存周转期和周转率
原材料的库存周转期(天)=30天/原材料的库存周 转率; 原材料的库存周转率=2×当月原材料的出库金额 总和/(月期初原材料库存金额总和+月期末原材料 库存金额总和);
成品的库存周转期(天)=30天/成品的库存周转率; 成品的库存周转率=2×当月成品的出库金额总和/ (月期初成品库存金额总和+月期末成品库存金额 总和);
BTS计算方法
Volume%产量性能用于监控生产计划完成情况 Volume%=实际生产数量/计划生产数量; 混线性能Mix%用于测量在厂内制造的产品系/ 型号/类型等在适当的生产日的完成比率。 Mix%=实际生产品种数/计划生产品种数;
顺序性能Sequence%用于测量在适当的生产日 按照正确的生产顺序完成生产任务的比率 Sequence%=按计划顺序生产品种数/计划生产品 种数;
A B
90
100-10 (補修+報廢) /100 = .90 一次合格產出
6
100
100-16 (補修+報廢) /17 5
90-12 (補修+報廢) /90 = .86 一次合格產出
R
K
報廢 2
D
87-7 (補修+報廢) /87 = .91 一次合格產出
報廢品
生产周期
计算一批(1000件)产品需要的生产时间;
设备总效率OEE
OEE = 设备利用率 x 作业效率 x 良品率 對象: 瓶颈工程/產能較不足之工程
设备利用率
稼动率=设备实际作业时间/设备可用时间 可用时间:指设备可以利用的时间, 设备可用时间=(设备计划运行时间-固定 的休息/停机时间)设备实际作业时间=每天 设备实际工作时间之和 举例:甲班全天出勤时间为8小时,中途休息时 间为20分钟,设备故障停机修理时间为40分钟 设备稼动率=(8x60-20-40)/(8x60-20)
精益生产常用指标公式

Methods-Time Measurement)
TMU
(time-measurement unit)
R.W.F (Ready-Work
Facfor)
所有动作分八个基本要素,每执行一个要素动 作时根据动作的困难决定 W/F 数,根据时间表 计算净作业时间的方法
1RU=0.001 分
基本动作分析法
利用科学家研究出来的 17 个动作符号测试作业 动作时尽量以最小单位来分割的方法
PAC
(Performance Analysis & Control)
为了能做到只要作业努力就能提高及维持能力 的效率管理方式的一种。
*作业效率 标准工时 可用工时-损失工时
MTM
(Motion-Time
Measurement
Or
所有作业用基本动作来分析,根据指定的基本 动作的性质和条件提前给予时间的方法 给予基本动作的时间值的单位 1 分=1.667TMU 1 秒=27.8TMU
实际生产工时效率
损失工时以外的纯作业时间和实际生产所用的 时间之比
实际生产率
生产产品所需的时间和纯生产所需的时间内生产产品的 能力(每机型经过商讨后定标准机型)
标准工时 × 作业工时 间 标准时间 实际时间
460 标准机型标准时
效率管理
为了减少生产要素的损耗,用一线监督人员的 指导监督来达到适当地提高并维持作业人员对 作业的态度的一种管理方式
效率损失
按标准方法进行作业时需要的最少时间和与实 际作业中所用的时间之差的比
综合损耗
损耗的总合计
综合能力
按标准方法进行作业时需要的最少时间和与实 际生产所用的时间之差的比
净作业时间 × 100 TACT TIME
【正式版】精益生产各计算公式汇总PPT
BTS ---Build To Schedule 準交率(一)
定义:衡量按考量数量,混合生产和順序生產的计划生产产 品的能力。
準交率 =(數量達成率)X(SIZE達成率)X(順序達成率)
數量達成率= 實際生產數量 計劃生產數量
SIZE達成率=
依計劃尺碼實際生產 實際生產尺碼數量
順序達成率=
➢定义:人均产能,每人每小時几双 ➢單位, 每人每小時几双 = 底部总产量 / 工作小時 / 人數
人力包含直接人工,干部,补料員,维修,QC等直接与非直接人力 ➢外包人力不算在內 注:POH或称PPH:pairs/people/hour
TT---Takt Time節拍時間
定义:也称产距时间,指能满足客户需求的每双制造速度
定义:产距时间或周期时间,是指一个人彧一组人在某道工序平均完成一件产品所花的时间。
T裁/C断D--合-TT格ota率=l C(=o机s生t 產總器的成總本故片數障-(瑕时疵+间反修到數)机器正常运转时间的时长) / 2 8非小增异时值*6的常0分:*隻机60增秒加器了成设本但备未為完產品全增加停如顧止客所生定 产时.停机时间的计算公式为
DT=机器故障时间到机器正常运转时间的时长 群体性停机时间只需纪录异常开始到异常结束时的时间.时间不 需累加
注:按分钟计算停工期
Line Balancing rate平衡率
定义:用於衡量流程中各工站節拍符合度的一個綜合比值﹔
單件標準時間
POH---Pairs = 78%
per
operator
平衡率= per hour人均產能
定义:是一个对生产流的计量单位。其定义为产品最长交 付周期时间,即从接受最初原材料开始,到最终成 品出货的消耗时间。
生产运营管理关键业绩分析指标及计算公式

7
工时定额实现率
生产过程控制能力和工时定额合理性
8 万元销售收入制造费率
反映制造费用控制力度
9
存货周转率(次)
综合反映流动资金的使用效率
10
半成品配套率
生产计划的合理性和分析资金占用的原 因
11
成品合格率
反映保证产品质量、满足客户质量要求 的能力
12 产品一次交检合格率
评价生产工艺环节的质量稳定程度
13 设备制度台时利用率
反映某个主要设备的使用效率
14
全员劳动生产率
衡量生产工人的劳动生产率
计算公式
改善工具参考
销售合同履约率=(按合同规定正确履行的 合同数/全年签订的有效合同数)*100%
VSM改善
产品退货率=(退货批次/出货批次)/100%
或产品退货率=(退货数量/出货数量)
TQM
*100%
成本管控
工时定额实现率=(单位产品工时定额/单位 产品平均实耗工时)*100%
效率改善
万元销售收入制造费率=(制造费用/产品销 成本管控、TQM、
售收入)*100%
效率改善
存货周转率(次)=报告期的销售成本/报告 期的平均存货成本
JIT
半成品配套率=(按最短缺零件计算的实际 成套台份数/计划成套台份数)*100%
JIT
产品合格率=合格品数量/(合格品数量+次 品数量+报废数量)*100%
TQM
产品一次交检合格率=(第一次检验通过的 产品数量/第一次交检总量)*100%
TQM
设备制度台时利用率=(实际使用台时数/制 度工作台时数*100%
效率改善
全员劳动生产率=报告期工业总产值/报告期 全部职工平均人数
附件三、绩效考核指标的内容及计算公式

附件3绩效考核指标的内容及计算公式一、保证性指标1、利润总额计算公式:利润总额=营业利润+投资收益+营业外收入-营业外支出内容解释:企业实现的全部利润,包括企业当年营业利润、投资收益、补贴收入、营业外收支净额和所得税等项内容,如为亏损,以“-”号表示。
利润总额指标包含企业当年预提的兑现奖励。
2、投资收益上缴率计算公式:实际上缴投资年度投资收益/应上缴投资年度投资收益内容解释:投资收益=被投资单位宣告分派考核年度的现金股利或利润×投资持股比例。
二、考核性指标(一)基本运营类指标1、经济增加值率计算公式:经济增加值率=经济增加值/调整后资本内容解释:(1)经济增加值=净利润+(利息支出+研究开发费用调整项-非经常性收益调整性×50%)×(1-25%)-调整后资本×平均资本成本率。
(2)调整后资本=平均所有者权益+平均负债合计-平均无息流动负债-平均在建工程。
(3)无息流动负债是指财务报表中的“应付票据”、“应付账款”、“预收账款”、“应交税费”、“应付利息”、“其他应付款”。
(4)资本成本率原则上是5.5%,最终根据企业加权资本成本确定。
2、净资产收益率计算公式:净资产收益率=(净利润/平均净资产)×100%内容解释:(1)平均净资产=(年初所有者权益合计+ 年末所有者权益合计)/2(2)净资产收益率反映所有者投资的获利能力,该比率越高,说明所有者投资带来的收益越高。
3、毛利率计算公式:毛利率= 营业毛利/营业收入×100%内容解释:营业毛利=营业收入-营业成本。
4、应收帐款周转率计算公式:应收账款周转率(次)=销售(营业)收入净额/平均应收账款余额内容解释:(1)销售(营业)收入净额同上。
(2)应收账款是指企业因提供劳务和赊销产品、材料、物资而应向购买方收取的各种款项。
平均应收账款=(应收账款年初数+应收账款年末数)/2。
5、总资产周转率计算公式:总资产周转率(次)=销售(营业)收入净额/平均资产总额内容解释:(1)销售(营业)收入净额是指企业当期提供劳务、销售产品、商品等主要经营活动取得的收入减去销售折扣与折让后的数额。
精益生产常用指标公式
生产率
一般用产量对投入的比
OUT PUT IN PUT
工时 标准时间 (Standard Time)
人或机器能做的或已做的量用时间来表示 熟练程度和技能都达到平均水平的作业人员用 正常速度按规定的作业条件和作业方法生产出 规定质量的产品一个单位时所需要的时间。 用语 详细说明 拥有人员的工时 公式 拥有人员×正常作业时间
TACT TIME(T/T)节拍时间 NECK TIME 瓶颈时间 RATING 等级
制造一件物品时所需要的实际时间 整个工序中 1 个循环作业时间最长的工序时间 作业按标准方法进行时作业速度的快或慢的程 度用数字进行换算的时间
净作业时间 运转率
作业按标准方法进行时所需的最少时间 生产产品所需的时间及实际生产中所用的时间 之比
制造周期、废品率、设备综合效率OEE、停工期、计划完成率、执行的改善建议数、改善成效、
用语 CYCLE TIME(C/T)制造周期
详细说明 每单位(所有)工序中 1 个循环的作业所需的 时间
公式 单位工序 C/T 的和 测试次数 作业时间(460 分) 生产数 最大的 CYCLE TIME 很快:125%;快:100% 一般:85%; 慢:60% CYCLE TIME×RATING(%) NECK TIME × 100 TACT TIME 整个工序 C/T 的和 ×100 NECK TIME×工序数
效率损失
按标准方法进行作业时需要的最少时间和与实 际作业中所用的时间之差的比
综合损耗
损耗的总合计
综合能力
按标准方法进行作业时需要的最少时间和与实 际生产所用的时间之差的比
净作业时间 × 100 TACT TIME
时间观测法
用秒表观测分析作业人员的作业时间或设备运 转的方法
精益生产5大指标

实际 生产
率
Байду номын сангаас
OEE
24
97.87%
465
455
97.85% 1.3 350 80.29% 76.89%
实际运行时间=生产计划时间-停 工时间
OEE=可动率×实际生产率×首次通过率
停工时间=工具更换、调整、故障停 止、上下流等待、质量维持、确认
、工件不良、操作失误、作业缓滞
停止等时间
4. 实际节拍时间 5.生产周 (分钟/件)TT 期DTD
精
1.生产计划完成率BTS
产品
日期
日计 划产
量
实际 生产
产量 绩效
依照计 划品种 生产量
品种绩 效
按照计 划顺序 生产量
顺序 绩效
BTS
A
实例 281 281 100.00% 271 96.44% 261 96.31% 92.88%
BTS = 产量绩效 × 品种绩效 × 顺序绩效
= 实际生产量 × 依照计划品种的生产量
TAKT=实际运行时间/生 A产品从原材到成品
产计划运行时间
各个过程时间之和
1.619217082
首次通过率
计划生产量
实际生产量
× 实际依照顺序生产的数量 依照计划品种生产的数量
停工时间 止、上下流等 、工件不良、
精益生产五大指标
2.首次通过 率FTT
3.设备综合利用率OEE
报 废
返 修
FTT=返修 率*报废率
生产计划运 行时间(分
钟)
实际运行 时间(分
钟)
可动 率
理论加 工周期 (分钟 /件)
理论 生产 总量
生产管理绩效考核计算方法

生产管理绩效考核计算方法生产管理绩效考核是衡量生产管理人员工作绩效的重要手段,合理的计算方法能够客观、公正地评价生产管理人员的工作表现。
本文将为您详细介绍生产管理绩效考核的计算方法。
一、生产管理绩效考核指标在进行生产管理绩效考核时,首先要明确考核指标。
一般来说,生产管理绩效考核指标包括以下几个方面:1.生产计划完成率:衡量生产计划执行情况的指标,计算公式为:(实际完成产量/ 计划产量)× 100%。
2.产品质量合格率:衡量生产过程中产品质量情况的指标,计算公式为:(合格产品数量/ 总产品数量)× 100%。
3.设备利用率:衡量设备运行效率的指标,计算公式为:(实际运行时间/ 计划运行时间)× 100%。
4.生产成本控制:衡量生产过程中成本控制情况的指标,计算公式为:(实际生产成本/ 计划生产成本)× 100%。
5.安全生产:衡量生产过程中安全情况的指标,计算公式为:(事故发生次数/ 生产总天数)。
二、生产管理绩效考核计算方法在明确了考核指标后,接下来介绍生产管理绩效考核的计算方法:1.加权平均法:根据各项指标的重要性,为每个指标分配一个权重,然后计算加权平均值。
计算公式如下:绩效考核得分= Σ(各项指标得分× 各项指标权重)2.满分制法:为每个指标设定一个满分值,根据实际完成情况给出得分,最后将各项指标得分相加。
计算公式如下:绩效考核得分= Σ(各项指标实际得分)3.目标值法:设定各项指标的目标值,根据实际完成情况与目标值的差距计算得分。
计算公式如下:绩效考核得分= Σ(各项指标目标值- 实际值)× 各项指标权重4.排名法:将各项指标按照完成情况进行排名,根据排名给出相应的得分,最后将各项得分相加。
计算公式如下:绩效考核得分= Σ(各项指标排名得分)三、总结生产管理绩效考核计算方法的选择应根据企业实际情况和考核目的来确定。
在实际操作中,可以结合多种计算方法,以全面、客观地评价生产管理人员的工作绩效。
2024年生产计划员绩效考核指标

在设计2024年生产计划员绩效考核指标时,需要确保指标能够全面评估计划员的绩效,同时与组织的战略目标保持一致。
以下是一份详细的生产计划员绩效考核指标:一、生产计划完成率△指标定义:生产计划完成率是指实际完成的产量与计划产量的百分比。
△计算公式:生产计划完成率= (实际产量/ 计划产量) × 100%△评价标准:△95% △100%:优秀△90% △94%:良好△85% △89%:合格△84%以下:不合格△权重:30%二、生产效率△指标定义:生产效率是指单位时间内(通常以小时或班次为单位)的生产量。
△计算公式:生产效率 = 实际产量 / 总工时△评价标准:△每小时产量 > 平均水平:优秀△每小时产量 = 平均水平:良好△每小时产量 < 平均水平:合格△每小时产量 < 平均水平5%:不合格△权重:20%三、库存周转率△指标定义:库存周转率是指一定时期内库存物资的平均周转次数。
△计算公式:库存周转率= 年度生产量/ 年度平均库存量△评价标准:△库存周转率 > 目标值:优秀△库存周转率 = 目标值:良好△库存周转率 < 目标值:合格△库存周转率 < 目标值5%:不合格△权重:20%四、成本控制△指标定义:成本控制是指在保证生产质量的前提下,合理控制生产成本。
△评价标准:△实际成本 < 预算成本:优秀△实际成本 = 预算成本:良好△实际成本 > 预算成本:合格△实际成本 > 预算成本10%:不合格△权重:15%五、生产安全与质量△指标定义:生产安全与质量是指在生产过程中,确保员工安全和产品符合质量标准。
△评价标准:△无安全事故,产品一次通过率100%:优秀△无安全事故,产品一次通过率 > 95%:良好△无安全事故,产品一次通过率 < 95%:合格△发生安全事故或产品一次通过率 < 90%:不合格△权重:15%六、团队协作与沟通△指标定义:团队协作与沟通是指计划员与相关部门的协作和沟通能力。
精益生产公式汇总

精益生产公式汇总生产能力计算企业所需物流设施的配备要求,一般来说是与企业的生产能力成正相关的。
因此,在确定物流设施配备的时候,应主要考虑企业的生产能力状况,根据生产能力确定企业物流设施的配备。
生产能力是指企业的固定资产在一定时期内,在一定的技术条件下,经过综合平衡后,所能生产的一定种类产品的最大可能产量。
固定资产是指设备、生产面积等等,在计算生产能力时,不考虑劳动力不足或是物资供应中断等不正常现象。
生产能力以实物指标为计算单位,流水线的生产能力通常采用轮班、小时等作为时间单位。
生产能力以实物指标为指标作为计量单位,主要的产品是重型车桥,有几百种型号。
在确定生产能力时,就以生产频率最高的斯太尔中后桥计算。
生产能力以实物指标为指标作为计量单位,在计量单位确定之后,生产能力测算公式如下:M=Fe×S/T式中:M---年生产能力;Fe---单台设备年有效工作时间(h);S---设备组内相同设备数;T---单位产品台时定额(台时/件)。
生产节拍流水线生产能力确定以后,就可以根据能力制定生产计划。
生产计划确定以后,就可以根据计划确定生产节拍了,而只有根据生产节拍才能准确地确定出企业的物流量。
节拍是流水线上出产两个相同制品的时间间隔。
节拍是组织大量流水生产的依据,也是确定生产物流量的依据。
节拍的大小取决于计划期生产任务的数量和完成任务的时间。
其计算公式为C=Fe/N式中:Fe---计划期内有效工作时间;N---计划期生产任务数量(含废品数)。
按照上式计算出的节拍称为计划节拍或平均节拍。
流水线上实际出产两个相同制品的时间间隔为该工序的工作节拍。
其计算公式为Ci=ti/Si式中:ti---工序单件时间;Si---该工序的工作地数量。
多对象流水线生产有两种基本形式,一种是可变流水线,在计划期内成批轮番生产多种产品;另一种是混合流水线,在同一时间内流水线上混合的生产多种产品。
对于可变流水线节拍确定可以采用代表产品换算法或劳动量比例分配法,对于混合流水线节拍确定可以按产品组计算节拍,组节拍C组等于有效作业时间Fe与组数N组的比值。
(完整版)绩效考核常用公式(可编辑修改word版)

(完整版)绩效考核常用公式(可编辑修改word版)绩效考核常用公式一、绩效考核得分1、绩效考核计算公式=KPI 绩效(50﹪)+360 度考核(30﹪)+个人行为鉴定 20﹪2、绩效换算比例:KPI 绩效总计100 分占50﹪;360 度考核总计200 分占百分的 30﹪;个人行为鉴定总计占 20﹪。
二、绩效奖金计算方式1、月度绩效奖金计算方法:每月从个人该月基本工资中提取10%为个人奖金基准金额,按实际达成效果之优劣核算奖金金额;计算方法:个人绩效奖金=该月基本薪资*10%*部门系数*个人考核等级系数.2 、年度绩效奖金计算方法:计算公式为:年终奖金=(系数*连续工作月数*基本工资)/12*评分百分率(系数由公司管理委员会根据年度利润报告而定).3、在公司任期不满 1 年者,其年终奖考核以连续工作月数计发三、如何列出考核项目的计算公式1、倒扣型计算方式及其应用2、统计型计算方式及其应用3、比例型计算方式及其应用4、经验型计算公式四、个人绩效分值的计算为使员工工作绩效相互间具有可比性,以便有效地实施奖惩,通常采用绩效分值计算法,评估员工个人工作绩效完成情况。
个人绩效分值计算公式为:个人绩效分值=∑(KPIi绩效分值×KPIi权重)×KPI总权重+∑(工作目标完成分值×权重)×工作目标总权重五、绩效奖金=管理单元综合考核系数×个人考核系数×奖金基数六、如果员工绩效工资要与部门业绩挂钩,则绩效工资首先需要根据部门考核成绩在部门间进行一次分配,然后再根据员工考核情况在部门内进行二次分配。
(一)部门绩效工资分配(一次分配)部门月度绩效工资总额=公司可分配月度绩效工资总额/[∑(部门加权价值×部门月度考核系数)]×某部门加权价值×该部门月度考核系数+某部门月度奖罚金额(二)员工绩效工资分配(二次分配)$ H" B% E/ k# ^3 G& ~员工月度实得绩效工资=部门可分配月度绩效工资总额/[∑(员工岗位价值系数×该岗位员工人数×员工月度考核系数)]×某岗位价值系数×该岗位员工月度考核系数+ 某员工月度奖罚金额, G7 v$ w+ M4 F+ z B3 p 该方案中,考虑不同部门和不同岗位的工作价值不同,需要用到部门加权价值系数和员工岗位价值系数。
生产绩效评估、分析指标
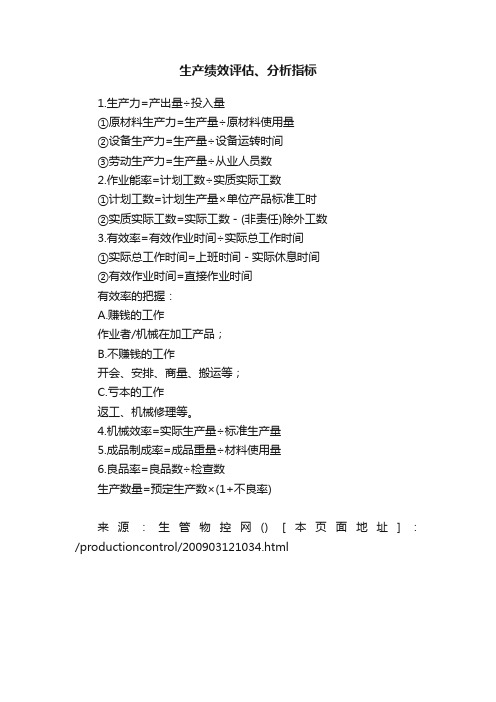
生产绩效评估、分析指标
1.生产力=产出量÷投入量
①原材料生产力=生产量÷原材料使用量
②设备生产力=生产量÷设备运转时间
③劳动生产力=生产量÷从业人员数
2.作业能率=计划工数÷实质实际工数
①计划工数=计划生产量×单位产品标准工时
②实质实际工数=实际工数-(非责任)除外工数
3.有效率=有效作业时间÷实际总工作时间
①实际总工作时间=上班时间-实际休息时间
②有效作业时间=直接作业时间
有效率的把握:
A.赚钱的工作
作业者/机械在加工产品;
B.不赚钱的工作
开会、安排、商量、搬运等;
C.亏本的工作
返工、机械修理等。
4.机械效率=实际生产量÷标准生产量
5.成品制成率=成品重量÷材料使用量
6.良品率=良品数÷检查数
生产数量=预定生产数×(1+不良率)
来源:生管物控网() [本页面地址]:/productioncontrol/200903121034.html。
(完整版)生产部门绩效指标

(完整版)生产部门绩效指标生产部门绩效指标
指标一:产量
- 描述:产量指标衡量生产部门完成的产品数量。
- 公式:产量 = 实际生产产品数量
- 目标:提高产量,确保生产部门达到预定生产目标。
- 衡量方式:比较实际产量与预期产量的差异。
指标二:质量
- 描述:质量指标衡量产品的合格率和客户满意度。
- 公式:质量 = 合格产品数量 / 总产品数量 * 100%
- 目标:提高产品质量,确保产品符合质量要求并满足客户期望。
- 衡量方式:定期进行质量抽查和客户满意度调查。
指标三:成本
- 描述:成本指标衡量生产部门的生产成本和资源利用效率。
- 公式:成本 = 生产成本 / 产出数量
- 目标:降低生产成本,提高资源利用效率,实现成本控制。
- 衡量方式:比较实际成本与预算成本的差异。
指标四:效率
- 描述:效率指标衡量生产部门的生产效率和流程优化程度。
- 公式:效率 = 实际生产时间 / 标准生产时间 * 100%
- 目标:提高生产效率,优化生产流程,减少生产时间和资源浪费。
- 衡量方式:比较实际生产时间与标准生产时间的差异。
指标五:员工满意度
- 描述:员工满意度指标衡量生产部门员工的工作满意度和工作环境。
- 公式:员工满意度 = 员工调查结果
- 目标:提高员工满意度,创建良好工作氛围,增强员工工作动力。
- 衡量方式:定期进行员工满意度调查并采取相应措施。
以上是生产部门绩效指标的完整版,通过对以上指标的定期监测和分析,可以帮助评估生产部门的运营情况,并提出相应的改进措施,以便优化生产效率和提高绩效。
精益生产各绩效指标计算公式汇总教程文件
TT---Takt Time節拍時間
定义:也称产距时间,指能满足客户需求的每双制造速度
每月客戶需求 = 每日需求产量 工作日天數
TT节拍时间=
实际工作时间 每日需求产量
举例:某成型线一天目标产量2000双,工作时间8小时, 那么其工序的节拍时间为:
8小时*60分*60秒
2000双
= 14.4 (秒/双)
生产线的核心价值流停工期: 裁断+半成品+面部+周边+底部的每日停工期的总和。
异常机器一边调试,一边生产时.DT的计算公式为: DT=(机器故障时间到机器正常运转时间的时长) / 2 异常机器设备完全停止生产时.停机时间的计算公式为 DT=机器故障时间到机器正常运转时间的时长 群体性停机时间只需纪录异常开始到异常结束时的时间.时间不 需累加
X 合格率(面部)X合格率(底部) 例:= 0.99 x 0.99 x 0.88 x 0.85 x 0.84
= 0.62 = 62% 底部(鞋材)FTT: = 合格率(大底)x合格率(PU) x合格率(PH) 例:= 0.98 x 0.89 x 0.90 = 0.78 = 78%
BTS ---Build To Schedule 準交率(一)
Process Time 流程時間= Cycle time 產距時間 x 操作員人數 Lead Time 流程週期 = Process Time 流程時間 + (在制品數 x 產距時間)
6
QR---Quality Rate合格率
生產/收到的總双(片)數-不合格品 合格率=
生產/收到的總双(片)數
裁断合格率 = 生產的總片數-(瑕疵+反修數) 生產的總片數
非增值的:隻增加了成本但未為產品增加如顧客所定 義的價值(浪費)的活動
精益生产衡量指标计算方法

Sequence%=按计划顺序生产品种数/计划生产品 种数;
13 可编辑ppt
FORD精益生产体系 的衡量指标
(Lean Manufacturing)
1 可编辑ppt
精益生产(Lean)的衡量指标
• 首次合格率
(FTT)
• 仓库进货到仓库出货時間 (DTD)
• 按计划制造
(BTS)
• 设备总效率
(OEE)
2 可编辑ppt
首次合格率FTT
隱藏 因素
報廢 10
報廢 3
報廢 2
(月期初成品库存金额总和+月期末成品库存金额 总和);
6 可编辑ppt
生产周期
计算一批(1000件)产品需要的生产时间;
7 可编辑ppt
设备总效率OEE
OEE = 设备利用率 x 作业效率 x 良品率 對象: 瓶颈工程/產能較不足之工程
8 可编辑ppt
设备利用率
稼动率=设备实际作业时间/设备可用时间 可用时间:指设备可以利用的时间,
開始 : 100 units
R 10 A
E 100 6
WB 90
O9 C
R 87
5
KD
100-10 (補修+報廢) /100 = .90 一次合格產出 100-16 (補修+報廢) /100 = .84 一次合格產出 90-12 (補修+報廢) /90 = .86 一次合格產出 87-7 (補修+報廢) /87 = .91 一次合格產出
设备可用时间=(设备计划运行时间-固定 的休息/停机时间)设备实际作业时间=每天 设备实际工作时间之和 举例:甲班全天出勤时间为8小时,中途休息时 间为20分钟,设备故障停机修理时间为40分钟 设备稼动率=(8x60-20-40)/(8x60-20)
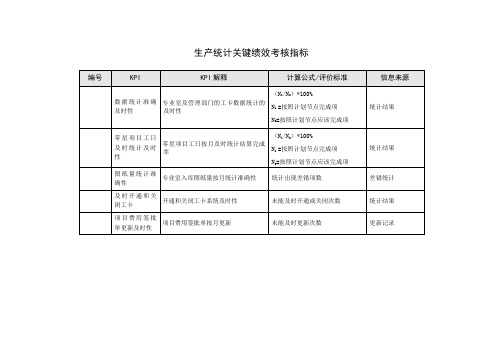
生产统计关键绩效考核指标
统计结果
图纸量统计准确性
专业室入库图纸量按月统计准确性
统计出现差错项数
差错统计
及时开通和关闭工卡
开通和关闭工卡系统及时性
未能及时开通或关闭次数
统计结果
项目费用签批单更新及时性
项目费用签批单按月更新
未能及时更新次数
更新记录
生产统计关键绩效考核指标公式/评价标准
信息来源
数据统计准确及时性
专业室及管理部门的工卡数据统计的及时性
(N1/N2)*100%
N1=按照计划节点完成项
N2=按照计划节点应该完成项
统计结果
零星项目工日及时统计及时性
零星项目工日按月及时统计结算完成率
(N1/N2)*100%
N1=按照计划节点完成项
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
QR---Quality Rate合格率
生產/收到的總双(片)數-不合格品 合格率=
生產/收到的總双(片)數
裁断合格率 = 生產的總片數-(瑕疵+反修數) 生產的總片數
生产计划 #9
#10
#11
进度
20
30
50
实60
5
数量达成率= 实际生产数量 计划生产数量
例:实际生产数量 = 95, 计划生产数量 = 100
数量达成率= 95/100 = 0.95 =95%
BTS ---Build To Schedule 準交率(三)
SIZE达成率=依实計际划 生尺产码尺码实数际生量产
注:總片數=每日目標X每雙片數
面部,半成品&底部的合格率:以半双計算
合格率= 半雙總數-(不合格品+反修品)
半雙的總數
不良品率计算方式:
1 – 合格率 = 不良品率
FTT ---First Time Through 直通率
定义:衡量在第一時間里生產出不用反修的無瑕疵产品的能力。
核心价值流FTT: = 合格率 (裁断)X 合格率(半成品)X 合格率(周边)
依计划尺码实际生產=5+30+50=85,实际生产尺码数量=95 SIZE達成率= 85/95 =0.89
BTS准交率 =(数量达成率)X(SIZE达成率) 数量达成率=0.95 SIZE达成率=0.89
BTS = 0.95 x 0.89 = 0.85 = 85%
LT---Lead time 交期时间
精益生产各KPI计算公式汇总 (初订版)
01.PPH-人均产能 02.TT-节拍时间 03.CT-产距时间 04.CT&TT的关系 05.QR-合格率 06.FTT-直通率 07. BTS-准交率一 08.BTS-准交率二 09.BTS-准交率三
目录
08.LT-交期时间 09.T/C-总成本 10.DT-停工期 11.平衡率
=(9X9)-58 =14
不平衡损失率=1- 平衡率
例:(假设已知平衡率为76%) 平衡损失率=1-76% = 24%
VA / NVA---value added /non value added 增值率与非增值率
TT---Takt Time節拍時間
定义:也称产距时间,指能满足客户需求的每双制造速度
每月客戶需求 = 每日需求产量 工作日天數
TT节拍时间=
实际工作时间 每日需求产量
举例:某成型线一天目标产量2000双,工作时间8小时, 那么其工序的节拍时间为:
8小时*60分*60秒
2000双
= 14.4 (秒/双)
注:按分钟计算停工期
Line Balancing rate平衡率
定义:用於衡量流程中各工站節拍符合度的一個綜合比值﹔ 單件標準時間
平衡率= ----------------------100% 瓶頸時間工位數
單件標准時間 = 流程中各工站所有動作標准時間之和 不平衡损失 = (瓶颈時間X工位人數) – 单件标准時間
生产线的核心价值流停工期: 裁断+半成品+面部+周边+底部的每日停工期的总和。
异常机器一边调试,一边生产时.DT的计算公式为: DT=(机器故障时间到机器正常运转时间的时长) / 2 异常机器设备完全停止生产时.停机时间的计算公式为 DT=机器故障时间到机器正常运转时间的时长 群体性停机时间只需纪录异常开始到异常结束时的时间.时间不 需累加
12.VA/NVA-增值率与非增值率
13.工人生产力 14.WIP-在制品数量 15.INV-目前库存数
POH---Pairs per operator per hour人均產能
➢定义:人均产能,每人每小時几双 ➢單位, 每人每小時几双 = 底部总产量 / 工作小時 / 人數
人力包含直接人工,干部,补料員,维修,QC等直接与非直接人力 ➢外包人力不算在內 注:POH或称PPH:pairs/people/hour
X 合格率(面部)X合格率(底部) 例:= 0.99 x 0.99 x 0.88 x 0.85 x 0.84
= 0.62 = 62% 底部(鞋材)FTT: = 合格率(大底)x合格率(PU) x合格率(PH) 例:= 0.98 x 0.89 x 0.90 = 0.78 = 78%
BTS ---Build To Schedule 準交率(一)
每单元的总成本 = 材料+勞动力+管理费用 +C品鞋+消費者退货 特定时间內生产的产品数量
注: 材料成本:适用的所有材料 非材料成本:勞动力+企业一般管理費用+C品鞋+消費者反饋
DT --- down time 停工期
停工期指的是任何未计划的生产线或流程停顿。原因包括:材 料短缺,生产 线饱和,机器故障,质量问题。
定义:是一个对生产流的计量单位。其定义为产品最长交 付周期时间,即从接受最初原材料开始,到最终成 品出货的消耗时间。
鞋面的交期:倉庫交期+裁斷交期+手工+針車+組底+成 形+成品倉交期 大底交期:大底交期+組底+成形+成品倉
T/C---Total Cost 總成本
定义:衡量生产一单元产品所花的实际成本
定义:衡量按考量数量,混合生产和順序生產的计划生产产 品的能力。
準交率 =(數量達成率)X(SIZE達成率)X(順序達成率)
數量達成率= 實際生產數量 計劃生產數量
SIZE達成率=
依計劃尺碼實際生產 實際生產尺碼數量
順序達成率=
實際依計劃順序生產 計劃生產順序
BTS ---Build To Schedule 準交率(二)
CT--- Cycle Time 產距時間
定义:产距时间或周期时间,是指一个人彧一组人在某道 工序平均完成一件产品所花的时间。包括人&机工作和 走动&等待时间 测量从某一工序或多道工序开始作业至工序结束的实际
时间的总和即为CT时间
5
T/T & C/T 的聯系
如果Takt time(节拍時間)不等於Cycle Time (产距时 间),則流程存在不平衡问题。 當T/T 等于C/T 时,表示沒有生产过剩,且員工效率刚好 满足客戶需求