工序时间统计表
工时统计表
8165
顶底板
4
8127
竖隔板
6
8170
门
8
8125
右侧板
1
8126
左侧板
1
8164
背板
1
8118 内镶外罩 1
8144 内框中竖包边 2
校对:
0.06
0.06
0.06
0.06 0.27 1 0.27 1.59 2.00 3 6.0 0.06 1.00 1 1.00 0.01 2 1 2 0.1
0.34 1 0.34
1 0.13 1 0.80
5 0.12 1 4.67
1 0.12 1 0.93
2.0 1 16
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
0.29 1 0.29
0.22 1 0.22
4 0.07 2 0.56
1 0.12 1 0.23
版 本 : A 包 装 :D 第 页 共 页
标准工时(min)ຫໍສະໝຸດ 辅助工时(min)实际工时(min)
宽放系数
95.02 2.66 87.83 1.08
工序工时合 计
合计
合计
1.31 0.06 0.319
剪板
0.06 0.77
图号 工时表
13.55 0.06
12.48 冲压
3.09 0.1
2.8 折弯
2.88 1.6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
18
编制:
8117
内镶
1
标准工时统计表样板
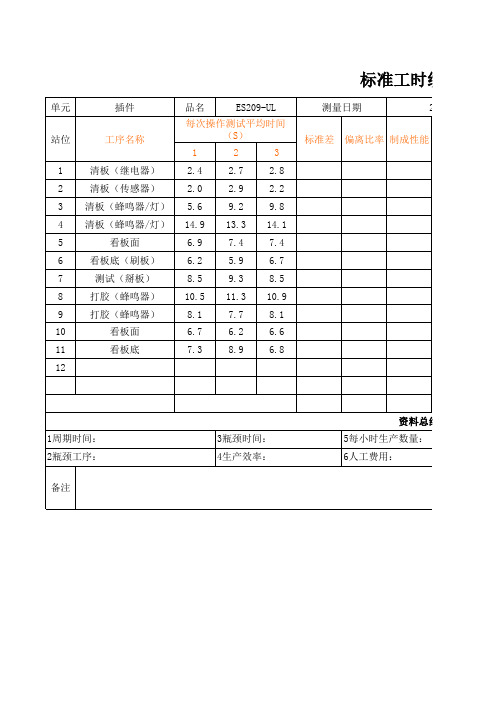
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
人工工时统计表

日期:2016.2.25—2016.3.30
3/8 3/9 3/10 3/11
人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 日 数 4 4 4 4 4 4 6 6 3 1.5 7 7 1 1 1 1 2 3 2 3 3 3 2 3 2 3 4 3 4 2 1 3 1 3 1 3 7 3 2 2 5 3 5 3 3 3 3 3 2 3 2 3 1 3 7 3 1 3 7 5 1 3 7 5 7 5 4 7 5 4 7 5 1 1 1
2 5 5 6 6 5 5 6 6 4 4 3 3 6 6 6
2 6
2 6
2 6
3 6
3 6
3 6
3 6
3 63 63来自6施工部位一楼隔 一楼隔 一楼隔 墙及垃 二楼隔墙及垃圾清运 墙 墙 圾清运
13
备注
日期 人数
3/14
3/15
3/16
3/17
3/18
3/19
3/20
3/21
3/22
3/23
3/24
7 5
7 5
7 5 2
7 5 2
7 5 1
7 5 1
7 5 4
7 5 4
7 5
7 5
7 5
7 5
7 5
7 5
7 1
7 1
7 1
7 1
7 1
7 1
7 1
7 1
9 1
9 1
9 1
9 1
9 1 2
9 1 2 5 4
标准工时及产能计算表

标准工时及产能计算表1. 简介标准工时及产能计算表是用于测量工人在生产过程中所花费的时间以及能够生产的单位数量。
标准工时和产能是生产管理中非常重要的概念。
标准工时可以用来确定生产过程中的人力投入,而产能则可以用来评估生产的效率和成本。
该文档将会介绍如何制作标准工时及产能计算表,并且通过一个实际案例来进行详细的说明。
2. 制作标准工时及产能计算表表格设计标准工时及产能计算表的主要内容包括:操作名称、标准工时、标准数量、产能、标准产能、机器设备、人员、备注等字段。
制作表格时,需要根据实际情况调整表格的字段。
以下是一个标准工时及产能计算表示例:操作名称标准工时标准数量产能标准产能机器设备人员备注A 1.5h 100 98 147h 机器1 工人1 -B 0.5h 250 232 116h 机器2 工人2 -C 1h 150 152 152h 机器3 工人3 -填写方法填写标准工时及产能计算表时,需要注重以下几个方面:•操作名称:操作名称应该简单明了,便于后期的数据统计和分析,同时应该符合生产过程中的实际情况。
•标准工时:标准工时是指完成一项工序所需要的时间。
需要根据实际情况,将工序分解成小步骤,并且记录每个步骤所需要的时间,最后将所有的步骤时间相加,即可得出标准工时。
•标准数量:标准数量是指一个工作单元所能生产的最大数量。
需要考虑生产过程中的各种因素,如品质、机器设备情况等,以及相关的调整和修正,才能得出准确的标准数量。
•产能:产能是指实际生产出的数量。
在每个工序完成后,需要根据实际产出的数量进行记录,以便后期分析和比对。
•标准产能:标准产能是指一个工作单元能够生产的最大数量。
需要根据标准工时和标准数量计算得出。
•机器设备:机器设备是指在生产过程中所需要使用的机器设备或工具。
需要记录每个工序中所使用的机器设备或工具,以便后期进行维护和管理。
•人员:人员是指在生产过程中所需要使用的技术人员或操作人员。
需要记录每个工序中所使用的人员,以便后期进行管理和调整。
标准工时表样板
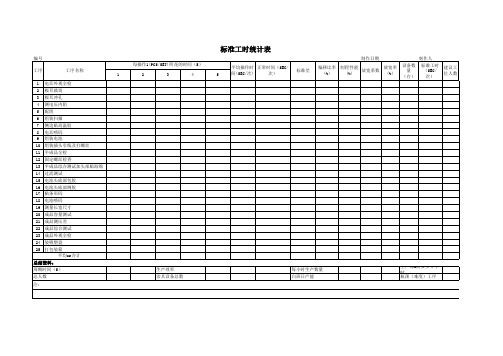
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
人工工时统计表

人工工时统计表
项目:
日期 人数 工序 1 2 3 4 5 6 备注 瓦工 木工 钢筋工 水电工 杂工
古交住宅建筑工程
1 2 3 4 5 6 7 8 9 10 11 12 13 14
2019年 15 16
月
人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时
日期 人数 工序 1 2 3 4 5 6 备注 瓦工 木工 钢筋工 水电工 杂工
17
18
19
20
21
22
23
24
25
26
27
28
29
30Leabharlann 31合计人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时
生产工序工时统计表

生产工序工时统计表概述生产工序工时统计表是用于记录和分析生产过程中不同工序所需工时的一种表格。
通过统计每个工序的工时,可以帮助生产部门管理人员了解生产流程的瓶颈和效率,以便进行优化和提升生产效率。
工时是指完成某一工序所需的时间,通常用小时作为单位进行计量。
生产工序工时统计表可以根据具体需求来设计,一般包括工序名称、工序描述、标准工时和实际工时等字段。
表格设计在设计生产工序工时统计表时,需要考虑以下几个字段:•工序名称:记录每个工序的名称,方便识别和查找。
可以使用简洁但具有描述性的名称,如“钣金加工”、“喷涂”等。
•工序描述:简要描述每个工序的具体内容和要求,为操作人员提供必要的指导和参考。
描述可以包括工具和设备的使用、操作步骤、注意事项等。
•标准工时:记录每个工序的标准工时,即完成该工序所需的理论时间。
标准工时通常是由工程师根据实际情况和经验进行测算和设定的。
•实际工时:记录每个工序的实际工时,即在实际生产过程中完成该工序所需的时间。
实际工时是通过监测和记录生产过程中所花费的时间来获得的。
以下是一个示例的生产工序工时统计表的表格设计:工序名称工序描述标准工时(小时)实际工时(小时)钣金加工利用机械设备对金属板进行切割和弯曲2 2.5喷涂清洁、上底漆和涂装 1.5 1.8组装将零部件组装成完整产品3 3.22.5 2.7测试对产品进行功能和性能测试数据收集为了准确统计生产工序的工时,需要进行数据的收集和记录。
数据收集可以通过以下几种方式进行:1.实地观察:生产部门的工程师或作业员可以通过实地观察和记录的方式收集数据。
他们可以亲自参与工序的操作,并记录每个工序所花费的时间。
2.时间测定:使用计时器、秒表或其他时间测定设备对每个工序的耗时进行测定。
可以进行多次测定,并计算平均值来获得较为准确的数据。
3.设备监测:对于自动化生产线或使用设备的工序,可以通过设备上的监测系统来获取工时数据。
这种方式可以自动记录工序的开始和结束时间,减少人工操作的误差。
公司工厂产能统计分析表

产品10 规格17 工序17 设备17
39
17
663
34
22542
4516
18026
79.97%
差异原因
设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修
4512
9138
66.95%
产品7 规格14 工序14 设备14
36
14
504
31
15624
4513
11111
71.11%
产品8 规格15 工序15 设备15
37
15
555
32
17760
4514
13246
74.58%
产品9 规格16 工序16 设备16
38
16
608
33
20064
4515
15549
77.50%
4800
4501
299
6.23%
产品1 规格3 工序3 设备3
25
8
200
25
5000
4502
498
9.96%
产品1 规格4 工序4 设备4
26
8
208
25
5200
4503
697
13.40%
产品1 规格5 工序5 设备5
27
8
216
25
5400
4504
896
16.59%
产品1 规格6 工序6 设备6
28
8
224
工程施工现场滞后工序统计表

工程施工现场滞后工序统计表(监理部统计)截日时间节点:2022.10.4上午C1#楼:地面施工1-6层严重滞后计划9月30日全部完成目前因混凝土问题一直滞后1、2层管道井刮白滞后(计划10月1日完成)楼梯间腻子滞后(计划10月10日完成,目前进度缓慢)首层回填发泡已施工找平层滞后(发泡混凝土强度未到、找平层砼料)外立面吊篮拆除滞后(计划9月30日完成,10月1日拆除吊篮)室内第二遍腻子滞后(截止今日施工至2单元15层,一单元未动)楼层单元施工洞封堵施工滞后17层以下未封堵滞后目前有人施工进度缓慢屋顶风机安装滞后(9.21开始1 9.30完成风机安装)机房腻子未开始栏杆玻璃滞后计划9.30开始屋面防雷带滞后(计划10.2开始、10.7完成)窗户玻璃、百叶、格栅安装滞后(目前因吊篮原因进度缓慢)明日护窗栏杆、楼梯间扶手安装到开始节点是否具备C6#楼:楼层墙面开裂整改工序进度缓慢首层、2层移交滞后(计划9.22开始9.30完成移交)查验后问题未整完成公区水井抹底清光滞后外立面计划9.30完成吊篮拆除计划10月1日拆除滞后一层外墙空调机位滞后精装木门计划9月25日开始滞后13层原施工电梯处阳台推拉门剔凿、安装屋顶风机防腻子未施工橱柜安装滞后计划9.28开始木地板安装滞后计划9.30开始弱电井道主线安装滞后井道内端子箱计划9.30完成护窗栏杆计划9.30开始滞后百叶格栅安装滞后计划9.29开始屋顶风机滞后计划9.15开始9.30完成C2#楼:地面移交到25层、整体移交到18层滞后(15-26层计划9.30全部移交)。
10月6日达到1层、2层移交节点是否具备室内电梯应于今日安装完成,进度滞后。
外立面应在9.25日开始二单元吊篮安装应于9.28日完成滞后。
楼梯踏步计划9.25开始滞后。
2层抹灰进度滞后,1-2层应于27日开始移交,现未开始移交。
公区移交应于10月5日全部移交实际未开始。
楼梯间腻子10月1日开始施工滞后水井防水进度滞后风井构造柱浇筑滞后塔吊洞口未开始封堵首层回填滞后(计划9.25开始10.5完成)防潮层收边收口整体滞后屋顶风机滞后计划9.30完成安装C3#楼:楼梯踏步两个单元13~26层施工一跑(计划9.25开始.10.15完成)户内移交到25层移交滞后(计划9.30移交20-26层)。
机械行业标准工时及产能计算表

248.3 #DIV/0!
PCS/H PCS/H
备注
表
测量日 期 2017/3/24 23:52 测量人 员 David 标准工 平衡工 目前工 建议设 宽放系 时 建议人 时 宽放率 装夹具 备数 数 (sec/p 数 (sec/ (台) (台) cs) pcs) 1 1 1 1 1 1 1 1 1 1 1 1 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0% 7.总人数﹕
0
12
9.生产每K需求 小时: 10.生产治具套 数:
T:代表"夹具/机器"
0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
1 1 1 1 1 1 1 1 1 1 1 1
1.92 1.19 1.09 3.72 0.72 0.19 2.72 -
21.4 24 21.8 21 13.3 15.1 13.9 13.8 27.9 24.8 24.4 19.2
制程 性能 87% 4% 84% 81% 87%
平均操 生产数 作时间 量 (sec/ (set/ 次) 次) 24.40 7.40 6.50 4.50 2.50 13.50 21.90 14.40 23.20 8.20 1.10 14.50 142.10
标准工时统计表
单元 装配 品名 每次操作时间(s) 工序 工序名称 工序名称1 工序名称2 工序名称3 工序名称4 工序名称5 工序名称6 工序名称7 工序名称8 工序名称9 工序名称10 工序名称11 工序名称12 1 2 3 4 5 偏离比 标准差 率
3.09 0.91 0.51 0.26 0.37
8.每班日产能﹕
24.5 7.5 6.6 4.5 2.5 13.6 22.1 14.5 23.4 8.3 1.1 14.6 ###### 12 人 1.902 K 0 -
标准工时统计表-新

之和;5.产线平 人)时间之和;8.
1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1
1.0 1.1 1.2 1.0 1.1 1.0 1.0 1.1 1.0 1.1 1.1 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.1
1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0%
8.5 25.9 11 9.6 11.6 16.7 1.3 21.4 34.6 33.1 16.8 21.5 40.5 54.6 22.5 40.4 38.3 61.9 47.9 30.9 549.00
1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1
1 1 1 1 1 1 1
8.3 25.9 11.2 9.3 11.2 17.2 1.3 20.3 32.7 65.2 15.4 21.3 39.5 54.4 22.3 40.6 38 61.3 46.8 35
0.93 0.09 0.69 1.08 1.75 1.01 0.65 1.10 1.09 0.32 1.10 0.65 0.62 0.71 3.51
标准工时及产能统计表
单元
工序
目标效率: 目标良率: 2018/11/23 8:55
平均操作 生产 数 时间 量 (sec/次) (set/次) 评定 系数 宽放率
90% 98% 吴木辉
装配
工序名称
品名
E123
每次操作时间(s) 标准差 0.27 0.54 0.37 0.13 0.22
测量日期
偏离 比率 制程 性能
8.9 26.2 11.4 9.5 11.8 17.6 1.2 21.3 34.8 68.7 17.6 20.9 40.2 54.7 22.8 41.3 37.9 61.5 48.2 29
工作完成时间节点表
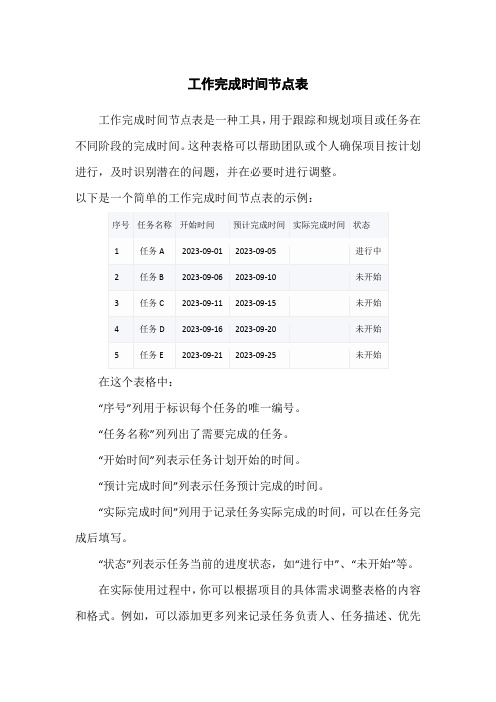
工作完成时间节点表
工作完成时间节点表是一种工具,用于跟踪和规划项目或任务在不同阶段的完成时间。
这种表格可以帮助团队或个人确保项目按计划进行,及时识别潜在的问题,并在必要时进行调整。
以下是一个简单的工作完成时间节点表的示例:
在这个表格中:
“序号”列用于标识每个任务的唯一编号。
“任务名称”列列出了需要完成的任务。
“开始时间”列表示任务计划开始的时间。
“预计完成时间”列表示任务预计完成的时间。
“实际完成时间”列用于记录任务实际完成的时间,可以在任务完成后填写。
“状态”列表示任务当前的进度状态,如“进行中”、“未开始”等。
在实际使用过程中,你可以根据项目的具体需求调整表格的内容和格式。
例如,可以添加更多列来记录任务负责人、任务描述、优先
级等信息。
此外,还可以使用不同的颜色或标记来表示任务的进度或重要性。
通过定期更新这个表格,你可以轻松地跟踪项目的进度,及时发现潜在的问题,并采取相应的措施来确保项目按计划进行。
工作划分与持续时间计算表

工作名称
1
2
土石方工程
3
4
砌筑工程
5
6 钢筋及混凝土工
7
程
8
屋面及防水工程
9
10
11 楼地面工程
12
13 墙柱面工程
14
15
顶棚
16 门窗工程
17
18 油漆涂料工程
19
土方开挖 土方回填
垫层 实心砖墙 填充墙 混凝土
钢筋 防水卷材 屋面排水管
水磨石卫生间 地料地面 踢脚线 抹灰 外墙砖 抹灰 门 窗 内墙涂料
顶棚乳胶漆
工程量
数量 单位
344.21
m3
462.296
m3
15.3
m3
12.2
m3
118.58
m3
209.32
m3
11.529
t
289.9
m2
42
m
262.76
m2
267.28
m2
32.46
m2
1071.9
m2
477.63
m2
603.93
m2
42.48
m2
69.3
m2
1071.9
m2
603.93
m2
13
8
2.698598131 3
13
8
6.341102698 7
13
8
3.857498723 4
15
工作包含内容
土方回填 垫层施工 墙体砌筑 墙体砌筑 混凝土浇筑及振捣 钢筋下料、绑扎及连接 卷材铺贴 排水管安装 水磨石地面施工 地料面砖铺贴 贴踢脚线 挂网、拉毛、抹灰 贴砖、勾缝 修补、抹灰 门安装 窗窗安装 涂料施工
车床加工基本时间计算参考表

工时定额的组成:1.批量加工的单件加工工时=基本时间+辅助时间+布置工作地时间+休息与生理需要的时间2.单件加工时:在以上的基础上加上相应的准备时间3.单件工时定额Td:单件时间td=tj+tf+tb+tx◆基本时间tj:直接改变对象尺寸、开关、相对位置、状态或材料性质所用时间;◆辅助时间tf:为实现工艺过程必须进行的各种辅助动作所用时间。
如装卸工件、操作要、改变切削用量、试切和测量工件、引进及退回刀具等动作所用时间。
辅助时间的的确定方法随生产类型不同而不同。
大批大量生产时,为了使辅助时间规定得合理,须将辅助动作分解成单一动作,再分别查表求得各分解动作的时间,最后予以综合;对于中批生产则可根据以往的统计资料确定;在单件小批生产中,一般用基本时间的百分比进行估算。
基本时间和辅助时间的总和称为作业时间◆布置工地时间tb:作班内照管工作地所耗的时间,调整更换刀具、修整砂轮、润滑擦试机床、清理切屑等。
一般按作业时间的2%~5%估算。
◆休息和生理时间tx:工作班内满足生理需要所耗的时间。
一般按作业时间的2%估算。
以上四部分时间总和就是单件时间td=tj+tf+tb+tx注意:因本厂每天有30分钟的休息时间,所以休息与生理需要时间tx不需计算在内;布置工地时间tb:车工,铣工按4%计算。
所以单件时间td=tj+tf+tb组成在成批生产中,每一批工件的开始和终了时,工人需要做以下工作:A、开始时,要熟悉工艺文件,领取毛坯、材料,领取和安装刀具和夹具,调整机床及其他工艺装备等;B、终了时,要拆下和归还工艺装备,送交成品等。
这两部分所用时间叫做准备时间tz,设有N件产品,那分摊到每一个工件上的准备时间为tz/N,将这部分时间加到单件时间上去。
成批生产的单件核算时间:th=td+tz/N大批大量生产时,每个工作地始终完成某一道固定工序,tz/N接近0,故不考虑。
th=td。
4.缩减辅助时间。
在单件时间中占的比重较大。
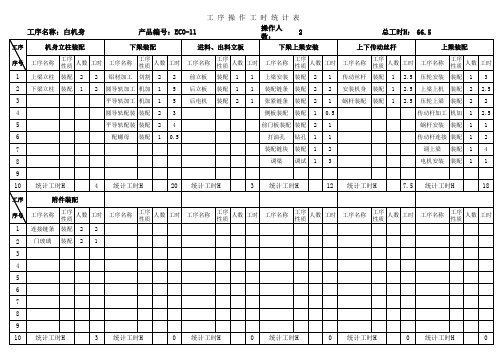
工序操作工时统计表
工序
机身立柱装配
工序操作工时统计表
产品编号:ECO-11
操作人 数:
2
下梁装配
进料、出料立板
下梁上梁安装
总工时H: 66.5
上下传动丝杆
上梁装配
序号
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数工时工序名称工序 性质人数
工时
1 上梁立柱 装配 2 2 铝材加工 切割 2 2 前立板 装配 1 1 上梁安装 装配 2 1 传动丝杆 装配 1 2.5 压轮安装 装配 1 3
2 下梁立柱 装配 1 2 圆导轨加工 机加 1 5 后立板 装配 1 1 装配链条 装配 2 2 安装机身 装配 1 2.5 上梁上机 装配 2 2.5
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
1 连接链条 装配 2 2
2 门玻璃 装配 2 1
3
4
5
6
7
8
9
10 统计工时H
3 统计工时H
0 统计工时H
0 统计工时H
0 统计工时H
0 统计工时H
0
打油孔 钻孔 1 1
传动杆连接 装配 1 2
7
装配链块 装配 1 2
调上梁 装配 1 4
8
调梁 调试 1 3
计件统计表
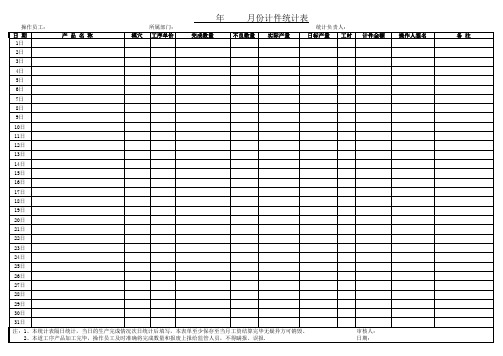
注:1、本统计表隔日统计,当日的生产完成情况次日统计后填写,本表单至少保存至当月工资结算完毕无疑异方可销毁。 2、本道工序产品加工完毕,操作员工及时准确将完成数量和报废上报给监管人员,不得瞒报、误报.
审核人: 日期:
10日5月10日11日5月11日12日5月12日13日5月13日14日5月14日15日5月15日16日5月16日17日5月17日18日5月18日19日5月19日20日5月20日21日5月21日22日5月22日23日5月23日24日5月24日25日5月25日26日5月26日27日5月27日28日5月28日29日5月29日30日5月30日31日5月31日
年
操作员工: 日 期 1日 2日 3日 4日 5日 6日 7日 8日 9日 10日 11日 12日 13日 14日 15日 16日 17日 18日 19日 20日 21日 22日 23日 24日 25日 26日 27日 28日 29日 30日 31日 所属部门: 产 品 名 称 模穴 工序单价 完成数量