数控车床编程与操作-学习工作页-项目十二-内螺纹的数控车削加工
数控车如何加工螺纹【共18张PPT】
30
1 .5 O
70
3 Z
程序如下: O0308; N020 G00 U-62.0;
N021 G32 W-74.5 F4.0 ;
N022 G00 U62.0;
N023 W74.5; N024 U-64.0;
N025 G32 W-74.5; N026 G00 U64.0; N027 W74.5;
例:如下图所示圆锥螺纹,螺纹导程为1.5 mm。δ1=2 mm , δ2=1mm。 试编写螺纹加工程序
0.6
0.6
0.6
0.6
0.6
用G32加工螺纹时,由于机床伺服系统本身具有滞后特性,会在起始段和停止段发生螺纹的螺距不规则现象,故应考虑刀具的引入长度和超越长度,整个被加工螺纹的长度应该是引入长度、超越长度和
量 4 次 螺纹长度之和。
G32 W.
0.16
0.4
0.4
0.4
0.6
0.6
及 5 次 该指令的循环路线与前述的G90指令基本相同,只是F后面的进给量改为螺纹导程即可。
δ1=2 mm , δ2=1mm。
0.1
0.4
0.4
0.4
0.4
三、等螺距螺纹切削指令G32
四、简单螺纹切切削循6环指次令G92
0.15
0.4
0.4
0.4
削 7 次 D为第一次循环时的切削深度;
三、等螺距螺纹切削指令G32
N026 G00 U64.
次8次
0.2
0.2
0.4
0.15
0.3
数9次
0.2
例:如图所示是圆柱螺纹加工实例,螺距为4 mm,第一次 和第二次单边切削量均为1 mm,引入长度 为3 mm,超越长度为1.5 mm。
内螺纹车削加工——数控车床编程实例
内螺纹车削加工——数控车床编程实例
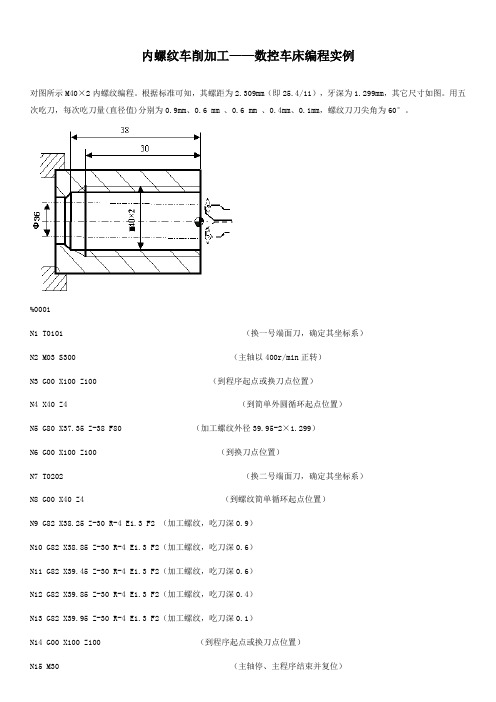
对图所示M40×2内螺纹编程。
根据标准可知,其螺距为2.309mm(即25.4/11),牙深为1.299mm,其它尺寸如图。
用五次吃刀,每次吃刀量(直径值)分别为0.9mm、0.6 mm 、0.6 mm 、0.4mm、0.1mm,螺纹刀刀尖角为60°。
%0001
N1 T0101 (换一号端面刀,确定其坐标系)
N2 M03 S300 (主轴以400r/min正转)
N3 G00 X100 Z100 (到程序起点或换刀点位置)
N4 X40 Z4 (到简单外圆循环起点位置)
N5 G80 X37.35 Z-38 F80 (加工螺纹外径39.95-2×1.299)
N6 G00 X100 Z100 (到换刀点位置)
N7 T0202 (换二号端面刀,确定其坐标系)
N8 G00 X40 Z4 (到螺纹简单循环起点位置)
N9 G82 X38.25 Z-30 R-4 E1.3 F2 (加工螺纹,吃刀深0.9)
N10 G82 X38.85 Z-30 R-4 E1.3 F2(加工螺纹,吃刀深0.6)
N11 G82 X39.45 Z-30 R-4 E1.3 F2(加工螺纹,吃刀深0.6)
N12 G82 X39.85 Z-30 R-4 E1.3 F2(加工螺纹,吃刀深0.4)
N13 G82 X39.95 Z-30 R-4 E1.3 F2(加工螺纹,吃刀深0.1)
N14 G00 X100 Z100 (到程序起点或换刀点位置)
N15 M30 (主轴停、主程序结束并复位)。
数控车床编程与操作加工PPT课件

G00 Z104.0 X29.3 ap1=0.35 G32 Z56.0 F1.5 G00 X40.0 Z104.0 X28.9 ap2=0.2 G32 Z56.0 F1.5 G00 X40.0 Z104.0 X28.5 ap2=0.2 …….
1.绝对编程与增量编程
(1)绝对编程
绝对值编程是根据预先设定的编程原点计算出绝对值坐标尺寸进行编程的一种方法。即采用绝对值编程时,首先要指出编程原点的位置,并用地址X,Z进行编程(X为直径值)。
增量值编程是根据与前一个位置的坐标值增量来表示位置的一种编程方法。即程序中的终点坐标是相对于起点坐标而言的。
根据试切后工件的尺寸确定刀尖的位置。
O
(a) 确定刀尖在Z向的位置
L
图3-3 数控车床的对刀
O
(a) 确定刀尖在Z向的位置
L
图3-3 数控车床的对刀
O
(b) 确定刀尖在X向的位置
d
O
(b) 确定刀尖在X向的位置
d
三、有关编程代码说明
(一)G功能
准备功能也称为G功能(或称G代码),它是用来指令机床动作方式的功能。准备功能是用地址G及其后面的数字来指令机床动作的。如用G00来指令运动坐标快速定位。表3-2为FANUC-0TD系统的准备功能G代码表。
10.刀具偏置功能 (G40/G41/G42)
1. 格式 G41 X_ Z_;G42 X_ Z_;
在刀具刃是尖利时,切削进程按照程序指定的形状执行不会发生问题。不过,真实的刀具刃是由圆弧构成的 (刀尖半径) 就像上图所示,在圆弧插补和攻螺纹的情况下刀尖半径会带来误差。
2. 偏置功能
1、非直线切削形式的定位 我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
数控车床加工工艺编程-车削内三角螺纹

二、内螺纹车刀几何角度及安装
粗车刀
精车刀
内螺纹车刀的刃磨方法与外螺纹车刀基本相同,但是刃磨刀尖角时,要特别注意它的平分线必须与刀杆垂直,否则车内螺纹时会出现刀柄碰伤工件内孔的现象。
1.螺纹车刀的几何角度
二、内螺纹车刀几何角度及安装
外螺纹车刀的对刀方法
车刀
牙底
牙顶
四、车削内三角形螺纹注意事项
1、车内螺纹时,应将小滑板适当调紧些,以防车削过程中小滑板产生位移造成螺纹乱牙现象。 2、车内螺纹时,退刀要及时、准确。退刀过早螺纹未车完,在加工盲孔时退刀过迟车刀容易碰撞孔底。 3、精车时必须保持车刀锋利,否则容易产生‘让刀’,致使螺纹产生锥形误差,一旦产生锥形误差,不能盲目增加背吃刀量,而是应让螺纹车刀在原切削深度上反复进行无进给切削来消除误差。 4、工件在回转中不能用棉纱去擦内孔,更不允许用手指去摸内螺纹表面,以免发生人身事故。 5、在加工过程中,中途换刀必须重新对刀,以防造成乱牙。
车削内三角形螺纹
一、内、外三角形螺纹加工方法对比
车外螺纹
车内螺纹
工件
卡盘
车刀Βιβλιοθήκη 车三角形内螺纹的方法与车三角形外螺纹的方法基本相同,但进刀与退刀的方向正好相反。车内三角形螺纹时,尤其是直径较小的内螺纹,由于刀柄细长、刚度低、切屑不易排出、切削液不易注入及车削时不便于观察等原因,造成车内三角形螺纹比车外三角形螺纹要有难度。内三角形螺纹车刀的尺寸大小受到螺纹孔径尺寸限制,一般内螺纹车刀的刀头径向长度应比孔径小3~5mm,刀柄太细车削时容易产生振动,刀柄太粗退刀时会碰伤内螺纹牙顶,甚至不能车削。
内螺纹车刀的对刀方法
1.螺纹车刀的安装
二、内螺纹车刀几何角度及安装
UGNX8.5数控车床车削加工编程教程螺纹加工

UGNX8.5数控车床车削加⼯编程教程螺纹加⼯车削加⼯某轴类零件的模型及⼆维图如图1所⽰,对其轮廓进⾏加⼯。
图1⼀、创建车削加⼯⼏何体1.进⼊车削加⼯环境打开零件模型,选择“开始”|“加⼯”命令或使⽤快捷键[Ctrl+Alt+M]进⼊加⼯模块。
系统弹出如图2所⽰的“加⼯环境”对话框,在“要创建的CAM设置”列表框中选择“turning”模板,单击按钮,完成加⼯环境的初始化。
图22、创建加⼯坐标系在资源栏中显⽰“⼯序导航器”,将光标置于“⼯序导航器”空⽩部分右键单击弹出级联菜单。
级联菜单中有“程序顺序视图”、“机床视图”、“⼏何视图”、“加⼯⽅法视图”等,如图3所⽰。
在级联菜单中可以切换视图,单击“⼏何视图”切换到⼏何视图。
依次单击前的“+”符号,将WORKPIECE及TURNING_WORKPIECE 展开。
如图4所⽰图3 图4双击“MCS_SPINDLE”结点,系统弹出如图5所⽰的“MCS主轴”对话框,选择左端⾯的圆⼼以指定MCS,如图6所⽰。
车床⼯作⾯指定ZM-XM平⾯,则ZM轴被定义为主轴中⼼,加⼯坐标原点被定义为编程零点。
单击按钮,完成设置。
图5 图63、定义⼯件在“⼯序导航器—⼏何”视图中双击“WORKPIECE”结点,弹出如图7所⽰的“⼯件”对话框,完成⼏何体的指定。
其中,图7单击“指定部件”按钮,弹出“部件⼏何体”对话框,选择零件轴,如图8所⽰。
单击按钮,完成设置。
图8单击“指定⽑坯”按钮,弹出“⽑坯⼏何体”对话框,选择“包容圆柱体”类型,轴⽅向选择“+ZM”,按如图9所⽰设置参数,则可以指定⼀个长110mm,直径102mm的圆柱体作为⽑坯。
单击按钮,完成对零件轴⽑坯的指定。
图94、创建部件边界在“⼯序导航器—⼏何”视图中双击“TURNING_WORKPIECE”结点,弹出如图10所⽰的“车削⼯件”对话框。
图10在“部件旋转轮廓”类型中选择“⽆”,单击“指定部件边界”的按钮,弹出如图11所⽰的“部件边界”对话框,过滤类型默认为“曲线边界”。
数控车床编程和操作【全】课件
▪美国ACRAMATIC数控系统、
▪西班牙FAGOR数控系统等。2022年10月21日
第二节 数控车床加工工艺分析
▪一、数控车床加工刀具及其选择 ▪二、数控车削加工的切削用量选择 ▪三、数控车削加工的装夹与定位 ▪四、数控车削加工中的装刀与对刀
常见刀片材料有高速钢、硬质合金、涂 层硬质合金、陶瓷、立方氮化硼和金刚 石等,其中应用最多的是硬质合金和涂 层硬质合金刀片。选择刀片材质主要依 据被加工工件的材料、被加工表面的精 度、表面质量要求、切削载荷的大小以 及切削过程有无冲击和振动等。
2022年10月21日
(2)刀片尺寸的选择 刀片尺寸的大小取决于必要的有效切削刃
可留少许精加工余量,一般为
0.2~0.5mm。
2022年10月21日
(2)切削速度v的确定
▪ 切削速度是指切削时,车刀切削刃 上某一点相对待加工表面在主运动方向 上的瞬时速度(m/min),又称为线速度。
▪
与普通车削加工时一样,根据
零件上被加工部位的直径,并按零件和
刀具的材料及加工性质等条件所允许的
2022年10月21日
(3)圆锥心轴定位夹具
▪ 当工件的内孔为锥孔时,可用与工件内孔 锥度相同的锥度心轴定位。为了便于卸下工件, 可在芯轴大端配上一个旋出工件的螺母。如图46 c)、d)所示。
(4)螺纹心轴定位夹具
▪ 当工件内孔是螺孔时,可用螺纹心轴定位 夹具。如图4- 6 e)、f)所示。
(5)拨齿顶尖夹具
第一节 数控车床加工概述
▪一、数控车床的加工对象及加工特点 ▪二、数控车床的主要类型 ▪三、数控车床的主要技术参数 ▪四、常见的数控车床控制系统
螺纹加工的数控编程
巩固:编程中要多加注意的6个问题
1、主轴应指令恒转速(G97),螺纹加工中直径“X”是变化的 2、螺纹切削时主轴转速应有一定的限制。 3、系统若无“退尾” 功能,螺纹加工前,应先加工退刀槽 4、螺纹切削应有引入、引出长度。 5、螺纹加工结束后,螺纹直径会发生变化。
6、螺纹加工两侧吃刀,切削环境恶劣,应分多次进刀,逐渐加工
0.2
0.4
0.16
0.6
0.4 0.1
0.6
0.4 0.4 0.15
0.6
0.4 0.4 0.4 0.2
0.6
0.6 0.4 0.4 0.2 0.15
0.6
0.6 0.4 0.4 0.4 0.3 0.2
注:表中背吃刀量为直径值,走刀次数和背吃刀量根据工件材料及刀具的不同 可酌情增减。
编程知识学习―螺纹加工相关数据
•
•
G00 Z100.
M30
X100.
编程知识学习―螺纹加工单一循环指令
• 1、指令格式 • G92 X(U)------ Z(W)------ R----- F-------
• 2、 含义: • • • X(U)、 Z(W)螺纹切削终点坐标 R=(起点X—终点X)/2,加工锥螺纹时定义。 F 加工螺纹的螺距
普通公制螺纹
螺距(mm)
牙深(半径值) 1次 走 刀 次 数 和 背 吃 刀 量 2次
1
0.649 0.7 0.4
1.5
0.974 0.8 0.6
2
1.299 0.9 0.6
2.5
1.624 1.0 0.7
3
1.949 1.2 0.7
3.5
2.273 1.5 0.7
4
2.598 1.5 0.8
数控加工-内螺纹的循环编程车削

T0101 G0X100Z100 G97G99 M03S600 X20Z2 G94X33Z0F0.2 G71U0.5R0.5 G71P100Q200U0.5W0F0.2 N100G01X26 Z0
X22Z-2 N200Z-32 G70P100Q200 G0Z100 X100 M05 M30 %
(1)内螺纹大径 D=公称直径 (2)内螺纹小径 D1=D-P(P为螺距) (注意:内螺纹切削前,必须求出螺纹大小径和螺距并按螺纹小径 先加工出内孔)
内螺纹车削编程
解:(1)计算螺纹参数
螺纹参数名称 大径
数值 24
小径
22
螺距
2
螺牙高
1.3
(2)制定加工工艺
刀具号
刀具类型
1
Φ5中心钻
数值 d1=24-2=22 h=0.65×2=1.3
内螺纹的循 环编程车削
内螺纹的循环编程车削
任务:
计算图示内螺纹的各个参数,制定 加工工艺,编制相应的加工程序并进 行仿真加工。(毛坯为Φ32×30的45 号钢)
《数控加工编程及仿真》
内螺纹车削编程
《数控加工编程及仿真》
G92螺纹切削循环指令
格式 G92X-Z-F- (同外纹车削) 普通内螺纹相关尺寸计算
加工内容
钻中心孔(手动)
2
Φ20钻头
钻孔(手动)
3
内孔车刀
车内孔
4
内螺纹刀
车内螺纹
5
内孔车刀
倒角(手动)
主轴转速
300 r/min
300 r/min 600 r/min(粗) 1000 r/min(精)
300 r/min 300 r/min
《数控加工编程及仿真》
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目十二内螺纹车削加工
一、项目描述
内螺纹可以采用数控车削加工完成,是被广泛应用的连接结构零件。
本项目通过介绍内螺纹的数控车削加工流程,让学生理解并掌握内螺纹数控车削的加工方法。
二、学习目标
知识目标
1.看懂内螺纹视图的基本表达方法。
2.了解内螺纹刀具用途并会分析刀具角度对加工质量的影响。
3.会编制内螺纹加工程序。
4.理解螺纹塞规原理。
5.掌握内螺纹加工工艺。
技能目标
1.会应用仿真软件和数控机床完成内螺纹的加工操作。
2.会螺使用纹塞规测量内螺纹零件。
3.了解内螺纹加工产生误差的原因。
4.通过内螺纹项目鉴定目标。
素质目标
1.通过项目学习学会分析内螺纹结构,了解应用要求。
2.培养学生专业知识的灵活应用能力,了解内螺纹相关尺寸计算和加工的公差及相关知
识。
3.养成组员之间互相协作的习惯。
4.塑造严格按职业标准操作的职业素养。
三、学习准备
1.内螺纹刀切削部分的结构。
图1内螺纹刀切削部分的结构
2.二条切削刃之间的夹角,我们常用的公制螺纹夹角是_____(55、60)度,英制螺纹夹角是_____(55、60)度。
图2刀尖角
3.螺纹塞规是测量内螺纹尺寸正确性的工具。
此塞规种类可分为________、________和_________三种。
四、任务实施
(一)计划
请根据任务要求,确定所需要的检测仪器、工具,并对小组成员进行合理分工,制定详细的作业计划。
(二)实施
1.分析图纸
(1)看内螺纹图纸并绘制
描述图纸___________________________________________________________________________ 描述技术要求_______________________________________________________________________
解释技术要求_______________________________________________________________________
2.刀具
(1)内螺纹刀装拆练习
装拆练习次数__________,总操作时间 ________,操作过程(○是,○否)正确。
(2)内螺纹刀安装及对刀
正确安装内螺纹刀并对刀,对刀次数__________,总操作时间 ________,操作过程(○是,○否)正确。
3. 工艺及编程
(1)编制内螺纹工艺
__________________________________________________________________________________ (2)切削用量
理解内螺纹切削用量vc f a p 含义________________________________________(○能,○否)选择内螺纹加工合适的切削用量vc f a p。
(3)编写内螺纹加工程序。
___________________________________________________________________________________ ___________________________________________________________________________________
4.零件仿真与加工
(1)使用仿真软件操作次数_______,总操作时间______,操作过程(○是,○否)正确。
(2)机床操作次数_______,总操作时间______,操作过程(○是,○否)正确。
(3)工件加工次数_______,总操作时间______,操作过程(○是,○否)正确。
5.零件测量与误差分析
(1)(○是,○否)会使用螺纹塞规,(○是,○否)会读数,练习次数____________ (2)(○是,○否)会使用螺纹千分尺测量螺纹。
(3)(○能,○否)按图纸要求完成零件测量,测量次数__________________________ (4)测量的误差值为:_____________________________________
分析零件加工产生误差的原因:
6.机床保养安全文明生产
(○是,○否)完成保养机床操作,(○是,○否)完成质量。
(○是,○否)了解安全文明生产要求,(○有,○无)违反安全行动。
五、项目检查
(1)根据实际操作完成项目考核表中应填写内容。
(2)检查(○是,○否)按标准完成各项操作。
六、评价反馈
通过引导问题指引学生在自评后进行相互评价、接受教师的评价。
一般需要设计评价表。
教师签名:____________日期:___年___月___日。