脱螺纹模具设计讲义
机动脱螺纹注塑模结构讲解
第7章机动脱螺纹注塑模结构分析7.1 概述带螺纹塑件的模具结构和一般模具不同,主要区别在于螺纹在模具中的脱出和塑件的脱模。
带螺纹塑件的脱模和螺纹尺寸、材料及成形方法有很大关系。
如果螺纹较浅,材料质地较软可采用强制脱模。
如果小批量生产,可用下面几种方式脱模:用活动螺纹型芯或型环,开模后连同塑件取下,模外手工或机动脱开;在模具上手工将简单的带螺纹塑件旋下;螺纹较小时只成形光孔或圆柱凸台,使用时自攻螺纹等。
这些脱螺纹方式的模具结构比较简单,但生产效率低[34]。
生产中广泛使用的模内脱螺纹方法有以下几类:拼合模具脱螺纹;自动开合型芯脱螺纹;旋转机构自动脱螺纹。
1.拼合模具脱螺纹常用于成形螺纹直径较大,而且有接缝或者断续螺纹的场合,模具结构比较简单,能用于自动化生产。
2.自动开合型芯脱螺纹这种型芯能自动张开和收缩,一般用于断续内螺纹成形,也可成形全螺纹,但有接缝。
3.旋转机构自动脱螺纹旋转机构脱螺纹生产效率高,螺纹质量好,用于大批量生产。
其原理是在某种动力(人工、电机、液压、气缸等)驱动下带动传动机构(齿轮、齿轮齿条、链条链轮等),使型芯或型环和塑件之间相对转动而使螺纹脱模。
使用旋转机构脱螺纹时,应注意防止螺纹型芯或型环转动时带动塑件转动,因而塑件或模具上应有止转装置。
7.2 旋转机动脱螺纹注塑模结构分析旋转机动脱螺纹是利用塑件与螺纹型芯或型环相对运动与相对移动而脱出螺纹。
回转机构可设在动模或定模,通常模具的回转机构设在动模一侧[37]。
1.螺纹回转部分的止转方式塑件外部止转,塑件内部止转,塑件端面止转。
小型塑件采用侧浇口进料时把浇口适当增大也能起止转作用。
2.螺纹回转部分的驱动方式按驱动的动力分为人工驱动、开模驱动、电驱动、液压缸或气缸驱动、液压马达驱动等多种方式。
7.2.1 滚珠丝杠齿轮传动自动脱螺纹注塑模结构分析堵头塑件如图7-1所示,材料为尼龙66(PA-66)。
由于材料强度高,螺纹部分需采用旋转脱出方式[81]。
齿轮齿条脱螺纹模具结构设计 设计案例
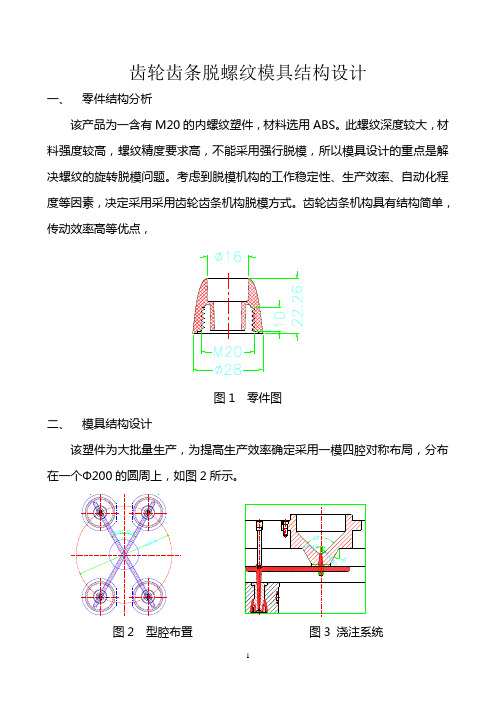
齿轮齿条脱螺纹模具结构设计一、零件结构分析该产品为一含有M20的内螺纹塑件,材料选用ABS。
此螺纹深度较大,材料强度较高,螺纹精度要求高,不能采用强行脱模,所以模具设计的重点是解决螺纹的旋转脱模问题。
考虑到脱模机构的工作稳定性、生产效率、自动化程度等因素,决定采用采用齿轮齿条机构脱模方式。
齿轮齿条机构具有结构简单,传动效率高等优点,图1 零件图二、模具结构设计该塑件为大批量生产,为提高生产效率确定采用一模四腔对称布局,分布在一个Φ200的圆周上,如图2所示。
图2 型腔布置图3 浇注系统1、浇注系统设计浇注系统设计要考虑到所成型塑料的性能及成型产品的形状ABS熔体黏度低,流动性好;适用于一般进浇方式,如直接进浇,侧进浇,点进浇等。
但因零件高度尺寸较高且壁厚不完全均匀,成型时为保证塑料熔体充满型腔,所以我们选择自上而下的点浇口,同时选择平衡式进浇如图3所示。
2、成型零件结构设计成型零件在注射过程中,直接与塑料熔体接触,需承受温度、压力及塑料熔体的冲击和摩擦,长期工作之后,容易发生磨损,变形和断裂,因此设计时应根据制品结构特点,使用要求,生产批量等合理设计。
所以成型零件位置选择型腔和分流道衬套在定模,螺纹型芯在动模。
这样方便螺纹型芯的传动机构安装与传动,如图5所示。
3、齿轮齿条脱模机构设计齿轮齿条脱模机构为该模具结构的设计主要要点。
图4 齿轮齿条脱模机构齿轮齿条的参数设计要考虑模具结构允许安装的大齿轮的外形尺寸及中心距等问题。
根据本模具型腔数目和位置的分布,选择大齿轮模数m =2,z=70。
通过对齿轮的校核计算,大齿轮的分度圆直径D2=mz=140 m m可以满足模具设计中心距的要求。
根据螺纹长度设计齿轮机构的传动比i≈2.33,即螺纹型芯件上的四个齿轮m =2,z=30。
与大齿轮同轴的小齿轮模数为2,齿数为22,则根据螺纹长度和螺距选择齿条m =2,长度为880,即z=440。
结合需脱模的螺纹长度经校合计算,上述参数设计满足脱模要求。
自动卸螺纹模具设计初级培训教程
自动卸螺纹模具设计初级培训教程自动卸螺纹模具设计初级培训教程一、前言自动卸螺纹模具是一种广泛应用于机械制造行业中的模具,特别是在汽车制造等高端领域中,其应用越发广泛。
自动卸螺纹模具的设计与制造需要对模具行业有一定的认识,并掌握一定的技术。
本文将为大家介绍自动卸螺纹模具的设计初级培训教程。
二、自动卸螺纹模具的原理自动卸螺纹模具是用于在模具中采用机械手或气动装置将模具的内螺纹抛出的一种模具。
模具的结构由上模、下模、模板、中板和卸模机构等组成。
三、自动卸螺纹模具的设计自动卸螺纹模具设计的首要原则是根据产品的加工要求及型腔的布置,选用合适的模具结构和零部件。
设计时,需要考虑到上模、下模的保持和定位,以及模板、中板等零部件的制作需求。
在设计自动卸螺纹模具时,需要考虑到以下几个方面:1.模具的选材:需要选用高品质的钢材,并严格按照设计尺寸进行制造。
2.模具的结构:模具结构需要合理,要满足上模、下模的保持和定位,以及模板、中板等零部件的制作需求。
3.模具的加工精度:模具加工精度包括尺寸精度和形位精度两个方面。
为了保证模具在使用时的加工精度和使用寿命,必须要保证模具的加工精度。
4.卸模机构的设计:自动卸螺纹模具的卸模机构需要设计合理,并且具有可靠的卸模性能。
五、自动卸螺纹模具的制造自动卸螺纹模具的制造工艺流程包括钢材选材、模具结构设计、机加工、热处理、组装、试模和调试等几个方面。
1. 钢材选材:自动卸螺纹模具需要选用高品质的钢材,并严格按照设计尺寸进行制造。
2. 模具结构设计:模具结构需要合理,要满足上模、下模的保持和定位,以及模板、中板等零部件的制作需求。
3. 机加工:钢材在切割、铣削、磨削等工艺下加工成模具的零部件。
4. 热处理:利用热处理技术使模具的质量和性能得到提高。
5. 组装:将机加工好的零部件进行组装。
6. 试模和调试:试用组装好的模具进行模具调试和试模工作。
六、自动卸螺纹模具的使用与维护自动卸螺纹模具在使用中需要注意维修保养,才能使其长期高效地工作。
自动卸螺纹模具设计初级教程

自动卸螺纹模具设计初级教程自动卸螺纹模具设计初级教程随着工业自动化的发展,自动化生产已经成为一种趋势。
而模具设计也是其中的一种。
自动卸螺纹模具就是模具设计中的一种。
它能够自动完成卸螺纹的任务,提高生产效率,节省人力、物力、财力等方面的成本。
下面是自动卸螺纹模具设计初级教程。
自动卸螺纹模具设计的目的是为了实现自动化的卸螺纹,提高生产效率,并且使操作变得更加安全,避免因为操作疏忽而造成的事故。
自动卸螺纹模具的设计包括以下几个方面:选取材料、设计机械结构、设计电气控制系统等。
一、选取材料自动卸螺纹模具的制作材料应该是高强度、高硬度、耐磨损、抗腐蚀的特殊合金钢。
这种材料能够保证模具在长期使用中的稳定性和耐久性,使得模具的使用寿命更长。
二、设计机械结构自动卸螺纹模具的设计需要满足以下几个方面的要求:1、能够快速实现螺纹卸除功能;2、机械结构紧凑、稳定、安全;3、操作简单、便捷。
因此,在设计自动卸螺纹模具时,需要对机械结构进行精细的设计,确保其性能达到以上要求。
自动卸螺纹模具的机械结构主要分为两大类:气动和液压。
在气动机械结构中,气源提供压缩空气来驱动气缸,气缸通过机械结构来完成自动卸螺纹的功能;在液压机械结构中,液压泵将液体压缩成高压液,通过油管将高压液传输到液压缸中,液压缸通过机械结构来完成自动卸螺纹的功能。
三、设计电气控制系统自动卸螺纹模具的电气控制系统主要包括传感器、控制器和执行器。
控制器接收传感器信号并且传送信号给执行器执行相关操作。
在传感器方面,需要设置在相应的位置,以便检测制造的工件能否满足要求。
执行器可以是气缸或液压缸,根据机械结构的不同进行选择。
控制器可以根据需要进行编程,实现预设的功能。
总之,自动卸螺纹模具设计需要考虑多个方面的因素,需要精细设计,才能保证其稳定性和耐久性。
在设计中,需要充分考虑安全问题,确保在使用模具时不会因为操作疏忽造成事故。
通过以上初级教程,人们可以更好地掌握自动卸螺纹模具的设计原理及其基本知识,更好地完成自动化生产任务。
注塑内螺纹直接脱模结构设计方案

注塑内螺纹直接脱模结构设计方案一、整体思路。
咱们得想个办法,让带有内螺纹的塑料制品在注塑完后,能轻松地从模具里脱模,就像从被窝里钻出来一样容易,而且还不能把这个螺纹给搞坏喽。
二、具体结构设计。
1. 螺纹型芯部分。
首先呢,这个螺纹型芯不能是个死脑筋的结构。
咱们可以把它设计成两段式的。
就像火车有车头和车厢一样。
靠近模具型腔内部的那一段螺纹型芯,咱们可以让它稍微细一点,就像小一号的螺丝。
这一段的螺纹是完整的,用来成型产品的内螺纹。
然后外面再套上一段粗一点的“外套”,这个外套和里面的细螺纹型芯之间要有一定的间隙,这个间隙就像两个好朋友之间保持的小距离,不能太大也不能太小,大概在0.1 0.3毫米左右就行。
这个间隙是为了让里面的细型芯在脱模的时候有活动的空间。
2. 脱模动力装置。
为了让螺纹型芯能从产品里退出来,咱们得给它一个动力呀。
这时候可以在模具上安装一个小型的液压或者气动装置。
想象一下,这个装置就像一个小助手,在脱模的时候轻轻地推一下螺纹型芯。
不过这个推力得控制好,不能太猛,不然会把产品给弄坏的。
一般来说,根据产品的大小和材料的特性,这个推力在50 200牛顿之间比较合适。
另外,还可以在螺纹型芯上连接一个旋转机构。
这个旋转机构就像一个小陀螺,在液压或者气动装置推动螺纹型芯往外退的同时,让它慢慢地旋转。
因为内螺纹嘛,要是光直直地往外退,肯定会卡住的,就像你硬要把拧进去的螺丝直接拔出来一样困难。
这个旋转的速度也不能太快,每分钟大概转个5 10圈就差不多了。
3. 导向和限位结构。
在螺纹型芯的周围,要设置一些导向柱。
这些导向柱就像轨道一样,让螺纹型芯在脱模的时候只能按照规定的方向移动。
就像火车只能在铁轨上跑一样。
导向柱的表面要光滑得像溜冰场一样,这样可以减少摩擦,保证螺纹型芯移动得顺畅。
同时呢,还要有限位装置。
这个限位装置就像一个小警察,告诉螺纹型芯你只能移动到这个位置,不能再往前走了。
这样可以防止螺纹型芯过度脱模,把模具或者产品给损坏了。
螺纹模具设计要点说明

塑胶产品螺纹分外螺纹和螺纹两种,精度不高的外螺纹一般用哈夫块成型,而螺纹则大多需要卸螺纹装置。
今天简单介绍螺纹脱模方法,重点介绍齿轮的计算和选择。
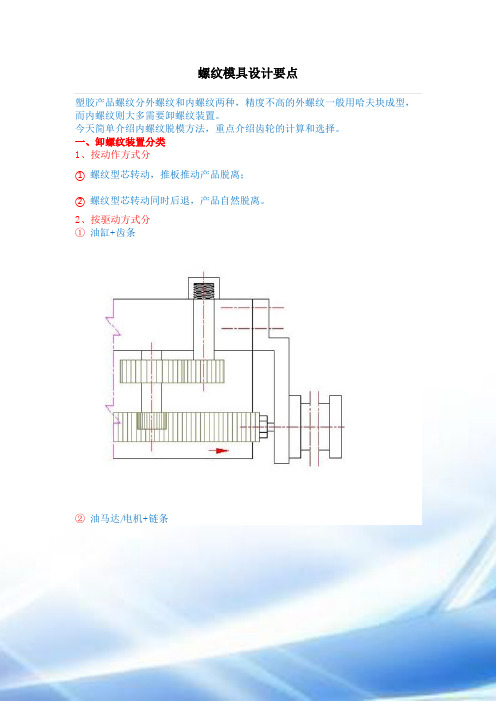
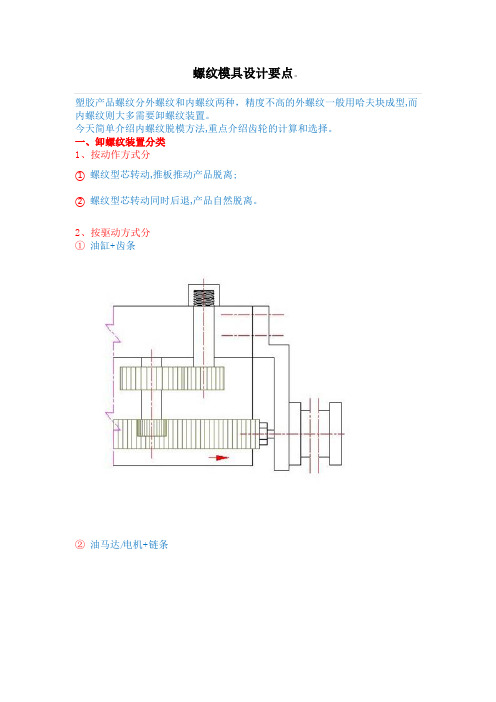
一、卸螺纹装置分类1、按动作方式分①螺纹型芯转动,推板推动产品脱离;②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分①油缸+齿条②油马达/电机+链条③齿条+锥度齿轮④来福线螺母二、设计步骤必须掌握产品的以下数据(见下图)①“D”——螺纹外②“P”——螺纹牙距③“L”——螺纹牙长④螺纹规格/方向/头数⑤型腔数量2、确定螺纹型芯转动圈数:U=L/P + UsU 螺纹型芯转动圈数Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~13、确定齿轮模数、齿数和传动比:模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件模具的卸螺纹机构多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1 齿轮传动的基本要求①要求瞬时传动比恒定不变②要求有足够的承载能力和较长的使用寿命2、直齿圆柱齿轮啮合基本定律两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图3、渐开线直齿圆柱齿轮参数分度圆直径------“d”表示分度圆周长--------“S”表示齿轮齿距--------“p”表示齿轮齿厚--------“sk”表示齿轮齿槽宽--------“ek”表示齿轮齿数--------“z”表示齿轮模数--------“m”表示齿轮压力角--------“ɑ”表示齿轮传动比--------“i”表示齿轮中心距--------“l”表示4、计算公式如下:①齿距 = 齿厚 + 齿槽宽即:p = sk + ek②模数的由来:因为S = Z x P = π x dd = P / π x Zπ是无理数,为计算方便,将P / π 规定为常数,即模数,用m 表示,故有公式如下: d = m x z即:分度圆直径等于模数乘以齿数。
自动脱螺纹注塑模设计[1].pdf
![自动脱螺纹注塑模设计[1].pdf](https://img.taocdn.com/s3/m/2cee183b87c24028915fc368.png)
自动脱螺纹注塑模设计田福祥 贺 斌(青岛理工大学,青岛 266033) 摘要 给出了链轮传动自动脱螺纹注塑模结构。
该模具采用热流道针阀式点浇口进料,无流道废料;通过链条传动使螺纹型芯转动,同时利用端面止转,实现自动脱螺纹;在动、定模型腔及螺纹型芯上分别设置三套冷却系统,使模具充分冷却。
模具结构紧凑、工作可靠、操作方便、运转平稳、冷却效果好、劳动强度低、生产效率高,生产的塑料件精度高。
关键词 热流道 自动脱螺纹 针阀式点浇口 注塑模 带有螺纹的塑料件注塑模设计的关键是塑料件螺纹的脱模问题。
通常有两种螺纹脱模方法:一是在塑料件及其材料允许的情况下,强行推出;二是对于螺纹较深、精度要求高、强度高的塑料件,旋转脱出。
旋转脱螺纹又分为手动脱出和自动脱出。
手动脱螺纹适合小批量生产,生产效率低,但模具结构简单;自动脱螺纹用于大批量生产,生产效率高,塑料件螺纹精度高。
笔者设计了链轮传动自动脱螺纹模具。
1 塑料件工艺分析塑料密封盖的形状及尺寸见图1。
塑料件形状简单,但壁厚不均匀,内径为矩形螺纹,没有止转圈,外观及螺纹精度要求较高,需求量大。
所用材料高密度聚乙烯(H DPE )是半结晶材料,流动性好,但成型收缩率较大(1.5%~4%),易发生应力开裂。
图1 塑料密封盖零件图2 模具结构及工作过程根据该塑料件特点及要求,设计的模具结构如图2所示。
模具为1模1腔,采用热流道针阀式点浇口进料,通过链条传动实现自动脱螺纹。
1—动模座板;2—链轮;3—水套;4—轴承;5—垫板;6—动模;7—螺纹型芯;8—气塞;9—垫板;10—垫块;11—定模座板;12—热喷嘴;13—隔热板;14—导套;15—集流腔板;16—型芯镶件;17—定模;18—衬套;19—限位螺钉;20—滚柱;21—弹簧;22—冷却水管;23—衬套;24—垫块;25—密封圈图2 塑料密封盖模具结构图2.1 浇注系统浇口位置及浇口种类决定了熔料在型腔中的流 收稿日期:200420820515田福祥,等:自动脱螺纹注塑模设计动方向与路径,如果浇口位置设置不当或浇口种类选用不合适,则可能使塑料件的形状变形或某些尺寸超差。
自动脱螺纹的注塑模设计

1塑件与注塑工艺分析
பைடு நூலகம்根
图1 气 ,采 用 侧 浇 口 进料 浇 注 的 方 式 ,在 主浇 口和 分 流道 设 置 冷 料 穴 以防 浇 口被熔 融 的流 体 前 段 的 冷料 堵 塞 。分 流道 设 计 成 直 径
为 6 m的 圆 型流 道 。为 便 于 定模 弯 销 的 抽芯 ,浇 口套前 端 设 计 a r
tra h e d.Pr du ton e i i nc f t e de a t s g e ty i r a e n o c i t e t f pe s nn l r d ce i g fe t f c e o c i f c e y o hr a d p r s i r a l nc e s d a d pr du ton sr ng h o r o e e u d by usn e c s o or pu ln i x d m o d si l k a d yd a lc p l g va f e i i l l de b oc n h r u i um p.Ac o di o pr uc i ld to c r ng t od ton vai a i n,t s m o d sr t e p ov de t b e a e i b e hi l tuc ur r i s sa l nd r l l a a to n o e v c ie.Pr uc i n pr e s i e s a l nd pr duc e t he t c ni a e ie e s hr g c i ns a d l ng s r i e lf od t o oc s sr a on b e a o t m e s t e h c lr qu r m nt,t ou h wh c t ur i h he p pos f eo
螺纹脱模
螺纹脱模方式
3) 机动脱螺纹,这是利用开模时的直线运动, 机动脱螺纹,这是利用开模时的直线运动, 通过齿条齿轮或丝杠的传动, 通过齿条齿轮或丝杠的传动, 带动螺纹型芯作旋 转运动而使螺纹脱模。这种模具结构较复杂, 转运动而使螺纹脱模。这种模具结构较复杂,但 省力、效率咼、质量好。 省力、效率咼、质量好。 4) 瓣合模脱螺纹,这是采用瓣合型芯或瓣合型 瓣合模脱螺纹, 环来脱螺纹。这种脱模方式, 制造简单, 环来脱螺纹。这种脱模方式, 制造简单,但在螺 纹部分有分型线,且容易产生飞边,清除较难, 纹部分有分型线,且容易产生飞边,清除较难, 螺纹精度不高。 螺纹精度不高。
带螺纹塑件的脱模强制脱螺纹带螺纹塑件的脱模内侧抽脱螺纹带螺纹塑件的脱模螺纹止动带螺纹塑件的脱模模内旋转脱螺纹带螺纹塑件的脱模模内旋转脱螺纹自动卸螺纹注射模成型带有内螺纹或外螺纹的塑件为了能自动卸螺纹在模具内设有能转动的螺纹型芯或螺纹型环
螺 纹 脱 模
浙江工商职业技术学院
塑件螺纹
很多塑件上带有螺纹, 很多塑件上带有螺纹,螺紋的种类主 要有两大类:内螺纹和外螺纹。 要有两大类:内螺纹和外螺纹。螺纹表面 均带沟槽, 均带沟槽,因此脱模的方式与一般塑件不 它需要有特殊的脱模机构。 同。它需要有特殊的脱模机构。
带螺纹塑件的脱模
强制脱螺纹
带螺纹塑件的脱模 内侧抽脱螺纹
带螺纹塑件的脱模 螺纹止动
带螺纹塑件的脱模
模内旋转脱螺纹
自动卸螺纹注射模
成型带有内螺纹或外 螺纹的塑件, 螺纹的塑件,为了能 自动卸螺纹在模具内 设有能转动的螺纹型 芯或螺纹型环。 芯或螺纹型环。
设计螺纹脱模机构的注意点
设计带螺纹塑件的脱模机构应注意的问题
1) 对塑件的要求:由于螺纹表面有沟槽,所以,内螺纹必须 对塑件的要求:由于螺纹表面有沟槽,所以, 由螺纹型芯, 外螺纹必须由螺纹型环成型,而脱模时必 由螺纹型芯, 外螺纹必须由螺纹型环成型, 须从螺纹型芯或螺纹型环上脱出, 须从螺纹型芯或螺纹型环上脱出,两者之间必须作相对转 因此,塑件的外形或端面须有防止转动的花纹或图案, 动,因此,塑件的外形或端面须有防止转动的花纹或图案, 否则难以脱出。 否则难以脱出。 2) 对模具的要求:塑件不能转动,模具应有相应的防转措施 对模具的要求:塑件不能转动, 给予保证。当塑件型腔和螺纹型芯同在动模上时, 给予保证。当塑件型腔和螺纹型芯同在动模上时,型腔可 以保证不使塑件转动。但当型芯和型腔分别处在动、 以保证不使塑件转动。但当型芯和型腔分别处在动、定模 上时,开模后,塑件就离开定模型腔,此时, 上时,开模后,塑件就离开定模型腔,此时,即使塑件外 形有防转花纹也不起作用, 形有防转花纹也不起作用,塑件会留在动模型芯上和它一 起转动而无法脱模,因此在模具上要另设止转机构。 起转动而无法脱模,因此在模具上要另设止转机构。
脱螺纹模具设计讲义(重点)

脱螺纹模具设计讲义(重点)自动卸螺纹模具设计初级教程BY WELLDESIGN17.Nov,04前言:塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类1、按动作方式分①螺纹型芯转动,推板推动产品脱离;②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分①油缸+齿条②油马达/电机+链条③齿条+锥度齿轮④来福线螺母二、设计步骤1、必须掌握产品的以下数据(见下图)①“D”——螺纹外径②“P”——螺纹牙距③“L”——螺纹牙长④螺纹规格/方向/头数⑤型腔数量2、确定螺纹型芯转动圈数U=L/P + UsU 螺纹型芯转动圈数Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~13、确定齿轮模数、齿数和传动比模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1、齿轮传动的基本要求①要求瞬时传动比恒定不变②要求有足够的承载能力和较长的使用寿命2、直齿圆柱齿轮啮合基本定律两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图3、渐开线直齿圆柱齿轮参数分度圆直径------“d”表示分度圆周长--------“S”表示齿轮齿距--------“p”表示齿轮齿厚--------“sk”表示齿轮齿槽宽--------“ek”表示齿轮齿数--------“z”表示齿轮模数--------“m”表示齿轮压力角--------“ɑ”表示齿轮传动比--------“i”表示齿轮中心距--------“l”表示4、计算公式如下:①齿距= 齿厚+ 齿槽宽即:p = sk + ek②模数的由来因为S = Z x P = πx dd = P / πx Zπ是无理数,为计算方便,将P / π规定为常数,即模数,用m 表示,故有公式如下:d = m x z即:分度圆直径等于模数乘以齿数。
螺纹模具设计要点
螺纹模具设计要点塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类1、按动作方式分①螺纹型芯转动,推板推动产品脱离;②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分①油缸+齿条②油马达/电机+链条③齿条+锥度齿轮④来福线螺母二、设计步骤必须掌握产品的以下数据(见下图)①“D”——螺纹外②“P”——螺纹牙距③“L”——螺纹牙长④螺纹规格/方向/头数⑤型腔数量2、确定螺纹型芯转动圈数:U=L/P + UsU 螺纹型芯转动圈数Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~13、确定齿轮模数、齿数和传动比:模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件模具的卸螺纹机构中大多使用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1 齿轮传动的基本要求①要求瞬时传动比恒定不变②要求有足够的承载能力和较长的使用寿命2、直齿圆柱齿轮啮合基本定律两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须和两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图3、渐开线直齿圆柱齿轮参数分度圆直径------“d”表示分度圆周长--------“S”表示齿轮齿距--------“p”表示齿轮齿厚--------“sk”表示齿轮齿槽宽--------“ek”表示齿轮齿数--------“z”表示齿轮模数--------“m”表示齿轮压力角--------“ɑ”表示齿轮传动比--------“i”表示齿轮中心距--------“l”表示4、计算公式如下:①齿距= 齿厚+ 齿槽宽即:p = sk + ek②模数的由来:因为S = Z x P = π x dd = P / π x Zπ是无理数,为计算方便,将P / π 规定为常数,即模数,用m 表示,故有公式如下:d = m x z即:分度圆直径等于模数乘以齿数。
齿轮齿条式脱螺纹模具机构设计【毕业作品】

任务书设计题目:齿轮齿条式脱螺纹模具机构设计1.设计的主要任务及目标了解常用机械加工设备结构及应用能够综合运用所学专业知识设计机械产品及其零部件能够独立熟练地检索各方面文献资料2.设计的基本要求和内容按照学院有关要求完成毕业设计内容绘制产品图一张设计并绘制模具结构原理总图设计齿轮齿条式脱螺纹模具机构的非标零件图对该机构进行动画仿真演示3.主要参考文献[1] 李凯岭.现代注塑模具设计制造技术[M].北京:清华大学出版社,2011[2] 邹继强.塑料制品及其成型模具设计[M].北京:清华大学车版社,2005[3] 李小海.王晓霞.模具设计与制造[M].北京:电子工业出版社,2011[4] 模具设计与制造技术教育丛书编委会.模具常用机构设计[M].北京机械工业出版社,2003[5] 郑大中房金妹谭平宇李明.模具结构图册[M].北京:机械工业出版社,1992 4.进度安排齿轮齿条式脱螺纹模具机构设计摘要:本设计研究的是齿轮齿条式脱螺纹模具机构,重点采用齿轮齿条的方式,对带有螺纹的塑料零件进行脱螺纹的传动机构的设计。
思路是利用模具的开模力,以及开模过程这一直线运动,通过一对齿轮齿条,将开模的直线运动转变成竖直方向的旋转设计,然后再通过中间一对锥齿轮的传动,将竖直方向的旋转运动转变成水平方向的旋转运动来实现螺纹型芯的旋转,从而完成脱螺纹。
主要详细计算了脱螺纹机构所需要的锥齿轮以及轴等零件的的详细参数,并进行了参数的校核,其中还包括了塑料件的设计,介绍了包括PC塑料的性能优点,设计完成了了注塑机的选取以及注塑机的校核。
利用AutoCAD绘制了了脱螺纹机构中主要的零件的零件图以及结构总图。
关键词:齿轮齿条,脱螺纹机构,PC塑料,注塑The gear and rack type screw mould designAbstract:The design of the study is the gear rack type screw die mechanism, focusing on the use of rack and pinion, design of transmission mechanism and thread of threaded plastic parts. Idea is to use the open mold, and mold the linear motion, through a pair of gear and rack, rotatable design linear motion of the mold into a vertical direction, and then through the transmission between a pair of bevel gear, the rotary motion into rotary motion into vertical horizontal to realize the thread type core rotation, so screw. Calculation of the main parameters with detailed bevel gear screw mechanism need and shaft and other parts, and the parameters of the check, which also includes the design of plastic parts, introduces the performance advantages including PC plastic, completed the design of the selection of injection molding machine and injection molding machine check. Draw off the main parts of the screw thread mechanism of part drawings and structure map using AutoCAD. Keywords: gear rack, screw mechanism, PC plastic, injection molding目录1 前言 (1)1.1 塑料制品介绍 (1)1.2 模具工业的重要性 (1)1.3 我国模具工业的发展现状 (2)1.4 本次设计的题目以及意义 (2)2 塑料件的设计 (3)2.1 塑料件的分析及材料的选用 (3)2.2塑料件螺纹的设计 (4)2.2.1 螺纹的选用 (4)2.2.2 螺纹的成型方法 (4)2.2.3 螺纹设计的注意事项 (5)2.2.4 螺纹的参数 (5)2.3 塑件的精度公差及脱模斜度 (5)2.3.1 塑件的精度公差 (5)2.3.2 塑件的脱模斜度 (7)3 塑件模具结构的设计 (9)3.1 塑件分型面的选择 (9)3.2 模具定模板和动模各板材料及尺寸设计 (9)3.2.1 模板的材料 (9)3.2.2 模板的尺寸 (9)3.3浇注系统的设计 (10)3.4 模具型腔与型芯的设计 (10)4 脱螺纹机构的设计 (13)4.1 锥齿轮的设计 (13)4.1.1 锥齿轮的材料及参数设计 (13)4.1.2 校核齿根弯曲强度 (14)4.1.3 锥齿轮其他尺寸 (15)4.2 齿轮3的设计 (16)4.2.1 齿轮3的材料及参数设计 (16)4.2.2 齿轮3其他尺寸 (16)4.3 轴4的设计 (17)4.3.1 轴的材料 (17)4.3.2 轴的结构设计 (17)4.4 轴5的设计 (19)4.4.1 轴的材料 (19)4.5 齿条的设计 (21)4.5.1 齿条的材料及参数设计 (21)4.5.2 齿条的其他尺寸 (21)5 传动零件的加工工艺简介 (23)5.1 齿轮及齿条的加工工艺简介 (23)5.1.1 轮齿的材料 (23)5.1.2 轮齿的加工方法 (23)5.1.3 其他工艺过程 (24)5.2 轴的加工工艺简介 (25)5.2.1 轴的工艺分析 (25)5.2.2 轴的工艺过程 (25)6 注塑机的选用 (26)6.1 塑料件的尺寸计算 (26)6.2 注塑机的选用 (26)6.3 注塑机的校核 (27)6.3.1 注塑机的注射压力校核 (27)6.3.2 锁模力校核 (27)6.3.3开模行程校核 (27)7 脱螺纹机构的动作说明 (28)结论 (29)参考文献 (30)致谢 (31)1 前言1.1 塑料制品介绍塑料制品是采用塑料为主要原料加工而成的生活用品、工业用品的统称。
螺纹模具设计要点
螺纹模具设计要点。
塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类1、按动作方式分①螺纹型芯转动,推板推动产品脱离;②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分①油缸+齿条②油马达/电机+链条③齿条+锥度齿轮④来福线螺母二、设计步骤必须掌握产品的以下数据(见下图)①“D”-—螺纹外②“P”——螺纹牙距③“L"——螺纹牙长④螺纹规格/方向/头数⑤型腔数量2、确定螺纹型芯转动圈数:U=L/P + UsU 螺纹型芯转动圈数Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~13、确定齿轮模数、齿数和传动比:模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速.在此之前有必要讲一下齿轮的参数和啮合条件.三、齿轮的参数和啮合条件模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1 齿轮传动的基本要求①要求瞬时传动比恒定不变②要求有足够的承载能力和较长的使用寿命2、直齿圆柱齿轮啮合基本定律两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C"点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距.详见下图3、渐开线直齿圆柱齿轮参数分度圆直径---———“d”表示分度圆周长—----—--“S”表示齿轮齿距—-—--—-—“p”表示齿轮齿厚——-—--——“sk"表示齿轮齿槽宽-———-—--“ek”表示齿轮齿数-—-———--“z”表示齿轮模数--—-—---“m”表示齿轮压力角-—-—----“ɑ”表示齿轮传动比-—-—-———“i”表示齿轮中心距---—————“l”表示4、计算公式如下:①齿距= 齿厚+ 齿槽宽即:p = sk + ek②模数的由来:因为S = Z x P = π x dd = P / π x Zπ是无理数,为计算方便,将P / π 规定为常数,即模数,用m 表示,故有公式如下:d = m x z即:分度圆直径等于模数乘以齿数。
塑料斜齿轮旋转脱螺纹注塑模具设计

塑料斜齿轮旋转脱螺纹注塑模具设计塑料斜齿轮旋转脱螺纹注塑模具(以下简称“本模具”)是一种用于制造塑料斜齿轮的模具。
本文将从以下几个方面进行介绍:模具设计的目标和要求、模具的组成、模具设计的流程和步骤、模具制造的工艺和注意事项。
一、模具设计的目标和要求本模具的主要设计目标是:能够生产出高质量的塑料斜齿轮,能够承受高强度和高速度的运转,同时尽可能地提高生产效率,降低成本。
二、模具的组成本模具主要由以下几个部分组成:模架、抽芯机构、喷嘴、注塑系统、冷却系统、顶针机构、脱模机构、料斗、电控系统等。
其中,模架是整个模具的支撑结构,抽芯机构用于保证产品的正常脱模,喷嘴和注塑系统负责塑料熔融和注入模具,冷却系统用于冷却成型的塑料,顶针机构用于防止塑料溢出,脱模机构用于从模具中取出成型的产品,料斗则是提供原材料的储料设备,电控系统则是对模具机组的各项功能进行控制和调节的设备。
三、模具设计的流程和步骤模具设计的流程和步骤主要包括以下几个方面:确定产品的设计和尺寸、计算模具的强度和稳定性、选择合适的材料、对每个零部件进行分析和设计、进行模具的总装和调试。
首先,根据产品的设计和尺寸要求,确定本模具的基本参数,如模具的型腔结构、尺寸和形状等。
其次,进行模具的强度和稳定性计算,通过有限元分析等方法,确定模具的各个部位的厚度和结构尺寸,以保证模具的强度和稳定性。
第三,选择合适的材料,根据本模具的使用环境和使用寿命,选择适当的耐磨、高强度和高温度材料,以保证模具的稳定性和使用寿命。
第四,对每个零部件进行分析和设计,根据模具的结构要求,设计零部件的结构和尺寸,并制定加工工艺流程,以确保零部件的精度和质量。
最后,进行模具的总装和调试,将所有零部件组装成模具,完成调试后,进行初期生产和测试,并不断进行调整和改进,以满足生产要求和提高生产效率和质量。
四、模具制造的工艺和注意事项模具制造的工艺和注意事项主要包括以下方面:材料的选择和加工、零部件的加工和组装、模具的调试和测试。
毕业设计论文-液压缸齿条脱螺纹模具设计

摘要模具工业是国民经济的基础的工业,21世纪以来模具制造行业基本走向是高度集成化、智能化、柔性化和网络化,其最终的目的都是提高产品质量及生产效率,缩短设计及制造周期,降低生产成本,最大程度的提高模具制造的应变能力,满足客户的需求。
从目前市场情况来看,塑料模具占主导地位,其发展速度稳定高于模具工业的整体的高速发展。
如今,CAD/CAM/CAE技术在塑料模的设计制造上应用已经越来越普遍,很多模具企业都是使用三维软件对产品零件造型进行分析,及模具主要结构的设计。
应用电子信息技术进一步提高了塑料模的设计制造水平,这些不仅缩短了生产前的准备时间,同时也相应缩短了模具的设计和制造周期。
本设计是研究一副液压缸齿条脱螺纹模具,如今模内旋转方式脱螺纹机构主要有手动脱螺纹和机动脱螺纹两种方式。
考虑到本设计产品的用途和质量要求,我采用了机动脱螺纹设计。
通过本设计来体现以下几个重要环节:①如何平稳脱模,不至于拉伤模具及影响产品的精度;②考虑模具运动安全可靠及开合模周期长短问题;③减少安装工作量,缩短生产准备时间。
关键词:液压缸齿条脱螺纹模具、齿轮、齿条导柱、加工工艺分析AbstractModle industry is based of national economy. Since 21 centrury, the basic trcnd of mold manufacturing industry is a highly integrated intelligent,flexible and network. The ultimate goal is to improve product quality and production efficiency. Shorten design and manufacturing cycle,reduce production costs,increase the maximum strain,mold,manufacturing capacity to meet customer demand.Today, CAD/CAM/CAE technology in the application of plastic mold design and manufacturing has become,increasingly common. Many companies are using three-dimensional of the product parts moldeling software to analyze and design the structure of the mold. Application of electronic information technology to further improve the leve of design and manufacture plastic molds, these not noly shortened the lead time before production, but also the corresponding mold design and shorten the manufacturing cycle.The design is of a hydraulic cylinder rack off thread die now die of within a spin off thread ,institutions are mainly thread screwamd motor off in two ways. Taking into account the use of the product design and quality requirements. I am off thread used motor design. Installating of the workload,shorten , production lead time . Designed to reflect the passage of this important part of the following;①How smooth mold relesase, and will not strain the precision mold and affect the product. ②Considered safe and reliable movement and mold damping cycle length. ③Reduce the installation effort , shorten the production lead time.Keywords: Hydraulic cylinder Unscrewing mold rack, Gear, Rack guide posts , Manufacturing process,analysis.目录摘要 (1)Abstract (2)目录 (3)第一章塑件分析 (5)1.1产品设计综合分析 (5)1.1.1产品简介 (5)1.1.2塑件的尺寸和结构工艺性分析 (5)1.1.2.1尺寸及精度 (5)1.1.2.2 表面粗糙度 (6)1.1.2.3 产品形状分析 (6)1.1.2.4脱模斜度 (6)1.1.2.5 产品壁厚分析 (6)1.1.2.6螺纹设计 (7)1.1.3产品质量计算 (7)1.2塑件材料选择及材料的介绍 (8)1.2.1名称 (8)1.2.2基本特性 (8)1.2.3成型特点 (8)1.2.4主要技术指标 (8)1.2.5 ABS材料成型条件 (9)第二章注射模的结构设计 (10)2.1型腔数目的确定 (10)2.2型腔的分布 (10)2.3型腔分型面的选择 (11)2.3.1分型面设计原则 (11)2.3.2分型面选择应注意的事项 (12)2.4浇注系统的形式和浇口的设计 (13)2.4.1浇注系统的组成和设计原则 (13)2.4.2主流道的设计 (13)2.4.2. 1主流道的定义 (13)2.4.2. 2主流道的尺寸 (14)2.4.2.3主流道衬套型式 (15)2.4.2.4主流道衬套的固定 (15)2.4.3分流道的设计 (15)2.4.3.1分流道的定义 (15)2.4.3.2分流道的形状 (15)2.4.3.3分流道的长度 (16)2.4.3.4分流道的表面粗糙度 (16)2.4.3.5分流道在分型面上的布置形式 (17)2.4.4浇口的设计 (17)2.4.4.1浇口的定义及分类 (17)2.4.4.2浇口的型式和特点 (18)2.4.4.3浇口位置的选择 (19)2.4.5浇注系统的平衡 (19)2.4.6冷料穴和拉料杆的设计 (19)2.5脱模方式的确定及推出机构的设计 (20)2.6模具冷却水道的布局 (22)2.6.1冷却水道尺寸设计 (22)2.6. 2模具冷却水回路的布置 (22)2.6. 3型腔的冷却回路 (24)2.6. 4型芯的冷却镶件 (25)2.7齿轮齿条的设计 (26)2.8螺纹型芯及相关的设计 (27)2.8.1螺纹型芯两端设置导向和定位零件 (27)2.8.2螺纹型芯及相关零件材料、处理方式的分析 (28)2.8.3螺纹型芯上螺纹的设计 (28)2.8.4螺纹套的设计 (29)第三章成型零部件的相关计算 (30)3.1螺纹型芯的工作尺寸 (30)3.1.1螺纹型芯的大径 (30)3.1.2螺纹型芯的中径 (30)3.1.3螺纹型芯的小径 (31)3.1.4螺纹型芯的螺距工作尺寸 (31)第四章本设计模具运行原理分析 (32)工作设计小结 (33)参考资料 (34)第一章塑件分析1.1产品设计综合分析1.1.1产品简介本设计产品是一个化妆品瓶盖的内盖,从产品名估测其外观为了不留下印迹,可采用改良的边缘浇口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动卸螺纹模具设计初级教程
BY WELLDESIGN17.Nov,04
前言:
塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类
1、按动作方式分
①螺纹型芯转动,推板推动产品脱离;
②螺纹型芯转动同时后退,产品自然脱离.
2、按驱动方式分
①油缸+齿条
②油马达/电机+链条
③齿条+锥度齿轮
④来福线螺母
二、设计步骤
1、必须掌握产品的以下数据(见下图)
①“D"-—螺纹外径
②“P”--螺纹牙距
③“L”-—螺纹牙长
④螺纹规格/方向/头数
⑤型腔数量
2、确定螺纹型芯转动圈数
U=L/P + Us
U 螺纹型芯转动圈数U=L/P + Us
U 螺纹型芯转动圈数
Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~1 螺纹直径是30
Us 安全系数,为保证完全旋出螺纹所加余量,一般取0。
25~1 3、确定齿轮模数、齿数和传动比
模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件
模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象.
1、齿轮传动的基本要求
①要求瞬时传动比恒定不变
②要求有足够的承载能力和较长的使用寿命
2、直齿圆柱齿轮啮合基本定律
两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变.将所有“C"点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距.详见下图
3、渐开线直齿圆柱齿轮参数
分度圆直径—--——-“d”表示
分度圆周长——--———-“S”表示
齿轮齿距-—-—-——-“p"表示
齿轮齿厚------——“sk”表示
齿轮齿槽宽-—--———-“ek"表示
齿轮齿数———--—-—“z”表示
齿轮模数—-—————-“m”表示
齿轮压力角-————--—“ɑ”表示
齿轮传动比————-—--“i”表示
齿轮中心距—-————--“l”表示
4、计算公式如下:
①齿距 = 齿厚 + 齿槽宽即:p = sk + ek
②模数的由来
因为S = Z x P = πx d
d = P / πx Z
π是无理数,为计算方便,将P / π规定为常数,即模数,用m 表示,故有公式如下: d = m x z
即:分度圆直径等于模数乘以齿数。
我国规定模数有2个系列,优先采用第一系列。
模数第一系列:1、1.25、1.5、 2、2。
5、3、4、5、6 8 、10…
模数第二系列:1.75、2。
25、2。
75、3.25、3.5、4.5、5。
5、7…
③压力角
我国规定:分度圆处的压力角为标准压力角,其值20°.
④传动比
当模数一定时,传动比就等于齿数比,即 i = Z1 / Z 2
⑤中心距
当齿数确定时,中心距I = (Z1+Z2) / 2 * m
5、齿轮啮合条件
模数和压力角相同的齿轮都可以正确啮合。
四、现在回到二、3,怎样在实际应用中确定齿轮的模数、齿数和传动比。
1.齿数
当传动中心距一定时,齿数越多,传动越平稳,噪音越低。
但齿数多,模数就小,齿厚也小,致使其弯曲强度降低,因此在满足齿轮弯曲强度条件下,尽量取较多的齿数和较小的模数。
为避免干涉,齿数一般取Z≥17,螺纹型芯的齿数尽可能少,但最少不少于14齿,且最好取偶数。
2.模数
工业用齿轮模数一般取m≥2。
英制齿轮采用径节制,径节齿轮把齿数z与分度圆直径d之比定为径节,以”P”表示,即
p = z / d , 1 / in
径节与模数的换算公式为
m = 25.4 / p , mm
3.传动比
传动比在高速重载或开式传动情况下选择质数,目的为避免失效集中在几个齿上。
传动比还与选择哪种驱动方式有关系,比
如用齿条+锥度齿或来福线螺母这两种驱动时,因传动受行程限制,须大一点,一般取1≤i≤4;当选择用油缸或电机时,因传动无限制,既可以结构紧凑点节省空间,又有利于降低马达瞬间启动力,还可以减慢螺纹型芯旋转速度,一般取0.25≤i≤1.
五、卸螺纹机构其它配件
1.轴承选择
①深沟球轴承--————主要承受径向负荷也可承受一定轴向负荷
②圆锥滚子轴承————-—可以同时承受径向和轴向负荷
③推力球平面轴承--—-——只承受轴向负荷
2.链轮选择
链轮参数有:p—-—----—节距
d—--—-——-分度圆直径
z————-—--链轮齿数
链轮分度圆计算公式:d = p / sin(180゜/ z )
节距为标准值,如下:8 , 9.525 , 12.7 , 15.875 , 19。
05 ,25.4 , 31.75 , 38.1 , 44。
45 , 50。
8…
六、附录
附录包括模具结构实例和HASCO标准件目录。
D=MZ
分度圆=模数X齿数
M一般取1。
5 2 齿数可以随便取
1先定产品间距
2然后确定两个齿轮的直径啊
11如果一出二的产品分度圆直径乘以二在加上传到齿轮的分度圆直径就是你的产品中心间距了
22分度圆就是另个齿轮相切的直径
33是先定产品位置,在定齿轮的
44分度圆可以自定的,也就是说你的产品中心的间距已经定了55再去设计分度圆相切的两个齿轮,
实例2。