IQC进料检查表格
IQC_进料检验及异常处理流程图

IQC_进料检验及异常处理流程图进料检验异常处理流程图Incoming inspection abnormal handling flow chartCreate By:Kevin Wu2014.03.05IQC 进料检验IQC Inspection仓库来料确认Good receipt检验结果判定Judgement供货商质量确认是否可有条件释放Supplier quality manager.verify ifrelease检验员发送不良信息给供货商质量Inspector send detail failure info to Supplier quality manager报废/退回Reject / Return to supplier开立MRB 会判, 确认原材料不良是否影响产品品质,必须取得总经理签字后方可特採Start MRB meeting , verify if检验员在仓库进料单以及每一箱上面加盖合格章并在BABTEC 系统中进行记录Inspector will to stamp"Pass" chop on identification tag & each carton通知仓库入库Inform W/H move to specific合格ACC不合格REJ.根据BABTEC 检验规范进行来料检查Base on BABTEC test plan判定有条件合格不能接受REJ.检验员在仓库进料单以及每一箱上面加盖合格章并在BABTEC 系统中进行记录Inspector will to stamp"Pass" chop on identification tag & each carton供货商质量BABTEC 创建不良记录并通知供应商改善Create "Failure Hint" in BABTEC and informsupplier to improve特採使用,检验员在每箱贴上特採使用标签Waive ,inspector attch "waive" label on each供货商质量BABTEC 创建抱怨通知供应商2个星期内回复8D 报告Create "complaint" in BABTEC and inform supplier to feedback 8D report within two weeks相关信息给采购部门和物流部门是否需特採Inform purchase dept. & logistic Dept. that if need to需要跑特採流程不需要特採使用needn't waive use。
IQC_进料检验及异常处理流程图

Incoming inspection & Abnormal handling flow chart
資材收料/進貨單開立 Receiving By warehouse
參考文件 : 進料檢驗作業程序。 Ref. document : QP0Q-01_Incoming
inspection handling procedure.
Inspector will be issue Supplier quality abnormal tracking sheet and highlight to supplier by
同時,由品保單位主管召開 MRB會議. Meantime ,call MRB
ACC
MRB判定
REJ.
特採:經由MRB會判後,確認異常點 並不影響生產品質並通知客戶取 得最終處置方可進行特採。
暫收至待驗區
IQC進料檢驗
依照各客戶別之圖面、QCP及三階 文件之各材料進料檢驗規範進行抽 樣檢查。According the drawing or QCP or related inspection spec. requirement to perform incoming
資料、外觀檢查 Data &
最終處置結果 final disposition ?
ACC 入庫 Move to warehouse
REJ.
通知供應商進行退貨折讓並要求供應商提 供矯正措施報告 Inform Supplier to return Material and asking to provide the corrective action
尺寸檢查 Dimensional items
IQC来料检验抽样标准

交予第三者或用于其它目的。
IQC来料检验抽样标准
版本
修订内容
发行日期
A-0
初版发行
1.目的
为了保障进料品质,降低材料检验成本及失败成本,使来料检验抽样有章可循。
2.范围
本程序适用于深圳市尚霖电子有限公司承认之厂商交货产品均适用。
3.职责
3.1.IQC:判定来料品质,判定正常、加严、减量检验实施及执行正常、加严、减量检验。
5.3.减量检验依照MLL-STD-105E加严单次抽样检验计划
5.3.1外观检查水准依照II进行,允收水准为AQL:0.4,AQL:1.5
5.3.2细部尺寸及实套抽样水准依照S-4进行,以0收1退为判定标准。
5.3.3电性功能检验依照S-2水准进行抽样,以0收1退为判定标准
6作业程序说明
6.1试运行阶段的零件需100﹪全检,如全检数量超过32PCS,尺寸与电性项目需录32个数据
100全检加严检验减量检验连续检验维持至免检新料送检新料送检量产送检量产送检连续5批允收连续5批允收连续5批中有2批被拒收连续5批中有2批被拒收连续10批允收有1批拒收或生产情况不稳定有1批拒收或生产情况不稳定正常检验有1批拒收或生产情况不稳定有1批拒收或生产情况不稳定
这是深圳市尚霖电子有限公司之管制文件,只有得到本公
3.2.资材部:材料接收送验,合格/不合格材料处理及储存。
3.1.工程部:制程材料异常分析。
4.参考资料
4.1进料检验作业规范程序
5定义
5.1.正常检验:依据MIL-STD105E正常单次抽样检验计划。
5.1.1外观检查抽样水准依照II进行,允收水准AQL:0.4,AQL:1.5
5.1.2细部尺寸及实套抽样水准依照S-2进行,以0收1退为判定标准。
IQC来料检验报告表
判定: □合格
□不合格 □特采使用
主管确认:
工程部:
确认:
品质部:
确认:
MRB处理意见 仓库:
确认:
生产部:
确认:
采购部:
确认:
最终处理意见:
□退货
□供应商全检/加工
□特采使用
□我司全检/加工
批准:
经我司全检挑选后,入库
良品,不良品
全检/加工工时:
人*
H=
H
待退回供应商
不良率:
注:我司全检/加工的工时由产线负责统计后交由采购部、财称
□正常采购
□外加工
□客供品
采购单号
来料日期: 来料数量
物料名称
规格型号
物料编号
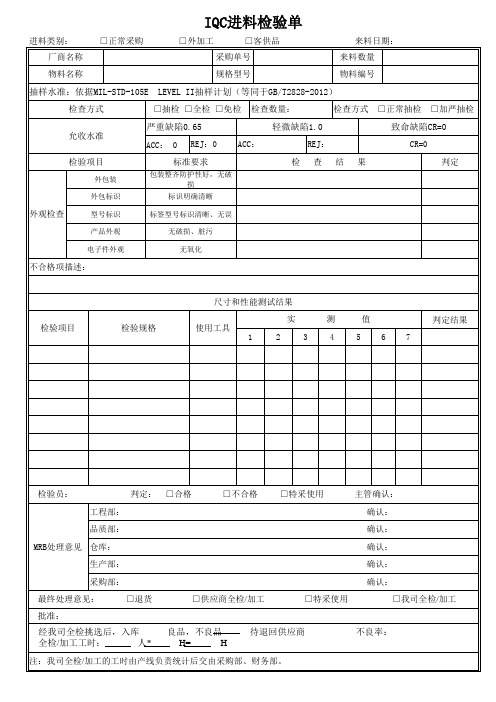
抽样水准:依据MIL-STD-105E LEVEL II抽样计划(等同于GB/T2828-2012)
检查方式
□抽检 □全检 □免检 检查数量:
检查方式 □正常抽检 □加严抽检
允收水准
严重缺陷0.65 ACC: 0 REJ:0
轻微缺陷1.0
ACC:
REJ:
致命缺陷CR=0 CR=0
检验项目
外包装 外包标识
标准要求
包装整齐防护性好,无破 损
标识明确清晰
检查结果
判定
外观检查
型号标识
标签型号标识清晰、无误
产品外观
无破损、脏污
电子件外观
无氧化
不合格项描述:
检验项目
检验规格
尺寸和性能测试结果
使用工具 1
实
测
值
判定结果
2
3
4
567
检验员:
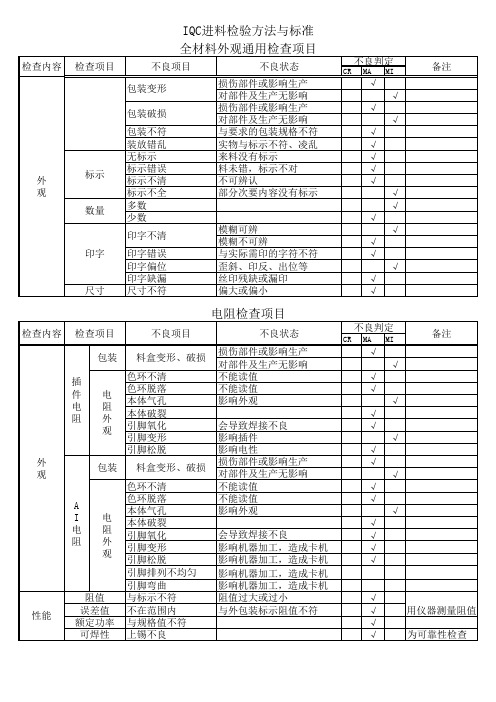
IQC进料检验方法与标准
外
引脚松脱
观
包装
包装盒变形/破损
外表破损
变 压 器
变
器 外 观
压
引脚变形 引脚过长 引脚镀锡过多 框架松动 印字或标注不良
漆包线破漆露线
感值
感值超允许公差
额定电流 与规格值不符
可焊性 上锡不良
品质因数 超规格值
电性
线圈开路
变 压 器
变压器性 能
线圈间短路 线圈内阻偏差大 各级线圈的感值超限
耐压不良
不良状态
IQC进料检验方法与标准
全材料外观通用检查项目
检查内容 检查项目
不良项目
不良状态
不良判定
CR MA MI
备注
包装变形
损伤部件或影响生产 对部件及生产无影响
√ √
包装破损
损伤部件或影响生产 对部件及生产无影响
√ √
包装不符
与要求的包装规格不符
Hale Waihona Puke √装放错乱实物与标示不符、凌乱
√
无标示
来料没有标示
√
外
标示
标示错误 标示不清
√
备注
用变压器测试仪器 测试变压器实际参 数是否与要求一致
二极管检查项目
检查内容 检查项目
不良项目
不良状态
外 观
性能
包装 料盒变形、破损
插 件 二 极 管
编带散脱
无极性标示
二 极
印字不清
管 本体破裂
外 引脚氧化
观 引脚变形
引脚松脱
包装 料盒变形、破损
编带散脱
A
无极性标示
I 二 极 管
二 丝印不清
极 管 外 观
IQC进料抽样检验记录表

;Mi
。S-2级检验结果:Cr
;Ma
;Mi
。
最终判定:
□合格
□不合格
检验日期:
检验员:
审核:
XXXXXXXXX
IQC
供应商
物料名称
物料编号
进料日期
进料数量
抽样方案
检验方式
抽样数量
合格判定数
n
Cr 1.0(Ac:Re) Ma 2.5(Ac:Re)Mi 4.0(Ac:Re)
S-2
Cr 1.0(Ac:Re) Ma 2.5(Ac:Re)Mi 4.0(Ac:Re)
一、常规检查
序
检验项目
检验内容
检验依据
工程图纸
2
可靠性检查
电镀盐雾测试
SIP
布匹干湿摩擦测试
SIP
皮料耐磨测试
SIP
塑胶跌落测试
SIP
木板湿度测试
SIP
3
其它检查
三、关键尺寸检查
序
规格尺寸
检验
依据
检验记录
不合格数(S-2)
1
2
3
4
5
6
7
8
A类
B类
C类1Biblioteka SIP2SIP
3
SIP
4
SIP
5
SIP
6
SIP
7
SIP
8
SIP
四、不良总计与最终判定
H级检验结果:Cr
检验记录
不合彳
格数(n)
A类
B类
C类
1
材料核对
送货单与材料核对
送货单
2
外观检查
电镀层外观检查
SIP
开关电源IQC进料检验规范

备注
一.包装
目视
V
二、外观
目视检查外观是否开裂变形及氧化情形,规格及版本 目视 是否正确,铜箔是否有确实涂松香及均匀,双面板须 5倍放大镜 检查其铜箔是否为贯穿良好,与样品是否相符. 印刷油墨是否正确,印刷是否清晰均匀,有无倒印、 目视、菲 偏版、错乱、重影情形,安规机种之PCB是否有防火 菻 等级或安规符号和印:"GP"字样. 游标卡尺 目视 游标卡尺 测试其长、宽、厚其实测值是否与规格承认书(或样 品)相符合. 目视所用材质是否与规格样品(承认书)相符.常见板 材有L:长兴,KB:进,ZD:招远,PI:太平洋. 检测其百分值是否有超出要求.(参考<IQC仪器设备 操作指导书>-PCB板弯测试)
文件名称
IQC进料检验规范
检验仪器 设备工具 检 验 方 法 及 规 格 要 求
材料名称:半导体、晶体、IC
检验 项目
判定缺点类别 CRI MAJ MIN 每一包装箱外及内盒上是否有相应之品名、规格、 料号、供货商、出厂日期,物料标示单上月份标签颜 色是否正确. 有无混料、包装箱变形、破损等情形.是否有采用防 静电包装. 目视检查外观是否不洁、变形、氧化.引脚是否有压 伤或压痕. V
判定缺点类别 CRI MAJ MIN
备注
V
一.包装
目视
V
二.外观
目视
V
测试本体直径、脚长、脚距及安规要求本体 三、尺寸 游标卡尺 架高高度是否与样品(承认书)相符,(热敏电 阻)试插PCB板. 1. 常温下量测其阻值是否在规格范 围内,2. 在2.本体上用热源逐渐加热, 测试其阻值依温度变化而变化.
V
V
V
V 每批只取 其中1-2片 作检验 每批只取 其中1-2片 作检验
外协加工件进料检查表

抽样方案:GB/T 2828.1-2003 一般检验水平Ⅱ类 AQL: 1.5 外观 :
是
否
苏州自动化科技有限公司
外协物料进料检验汇总表
外协产商: 品番: 品名: 检查者: 订单号: 检查日期: 数量: 抽样检查结果汇总 NO 检查项目 检验方法 抽样数抽样数 抽样数 抽样数 抽样数 综合判定 不良数不良数 不良数 不良数 不良数 电镀类别正确、电镀层无起泡、脱落及未渡部分现象 外观无划伤、变形、压痕等现象 镀锌 接缝处无电镀的残留痕迹、镀化膜是否良好 白镀锌无水印 颜色是否五彩镀锌(以客户样板为主) 热处理 外协厂商自检 BSWE-IQC-001 ver.1.0 制表: 日期: 审核: 日期: 确认: 日期: 目视 目视 目视 目视 目视
进料检验规范(含表格)
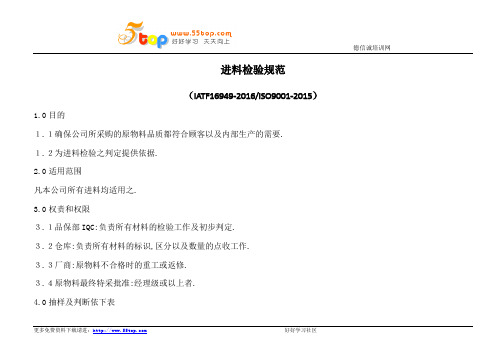
德信诚培训网进料检验规范(IATF16949-2016/ISO9001-2015)1.0目的1.1确保公司所采购的原物料品质都符合顾客以及内部生产的需要.1.2为进料检验之判定提供依据.2.0适用范围凡本公司所有进料均适用之.3.0权责和权限3.1品保部IQC:负责所有材料的检验工作及初步判定.3.2仓库:负责所有材料的标识,区分以及数量的点收工作.3.3厂商:原物料不合格时的重工或返修.3.4原物料最终特采批准:经理级或以上者.4.0抽样及判断依下表物料名称检验内容检验项目检测方法使用工具及附件判定基准Maj Min线材类一、外观及包装标示1.外被刮伤,色差,脏污,剥皮困难,芯线沾胶(软硬度) 目视实物样板△2.外箱标签与实物不符。
目视△3.芯线严重氧化,无法上锡,铜丝易断,铜丝镀层不良。
目视锡炉、剥皮钳△4.偏芯、肿瘤、线径不匀称、内部芯线易拉出、外被起皱。
目视实物样板△5.印字不良(印字模糊、印字错、印字不均匀等)。
目视实物样板△6.併排线之间排列整齐,间距一致、不易折裂。
目视实物样板△7.每卷外包装上必须有贴ROHS标签。
目视△8.每卷重量与标示不符,每扎数量不统一。
目视电子称△9.错料、混料。
目视△10.线身凹凸不平。
目视实物样品△11.芯线颜色与图面不符。
目视样品承认书△12.芯线数量、铜丝支数与图面不符。
量测样品承认书△13.屏蔽层是否与图面不符,线材结构与图纸不符点数样品承认书△二、尺寸测量1.裁好线各部份尺寸与图面不符。
量测钢尺△2.外径OD、芯线OD以及铜丝OD与规格不符。
量测` 卡尺、千分尺△三、测量数据(1)1~5卷抽测1卷;(2)6~50卷抽5卷;(3)51~100卷抽10卷;四、裁好线抽检数量(1)5000PCS 以下抽检10PCS,5000PCSC 以上抽检20PCS五、检查方法及程序1.检查包装是否良好、标示是否正确,于目视距离30CM下检视各外观情形。
2.依据规格书(样品承认书及零件图)工程图面,使用钢尺、千分尺等测量各部份尺寸是否与规格相符。
进料检验规范(含表格)
进料检验规范(ISO9001:2015)1.目的:为加强零配件及原材料的质量管理,确保来料质量符合标准,防止不合格品入库,特制定本规范。
2.定义:来料检验又称进料检验,是本公司防止不合格物料进入生产环节的首要控制点。
致命缺陷(CR):凡是对人体或机器产生伤害或危及生命财产的缺点严重缺陷(MA):可能造成产品损坏,功能NG或使用者需要额外加工的缺点轻微缺陷(MI):不影响产品功能的缺点,泛指一般外观轻微不良或差异3.范围:适用于本公司所有进料检验作业。
4:引用标准:抽样计划按MIL-STD-105E单次抽样II级CR:0 MAJ:0.65 MIN:1.5执行5:来料检验流程图:见附件一6.来料检验流程:6.1采购部根据原材料到货日期、品种、规格等通知仓管部和品质部准备来料验收及检验工作。
6.2原材料到厂时,由仓管员,根据采购单,对产品规格、品种、数量、包装方式进行确认,并把来料放置待检区,并通知检验人员对该批物料进行检验,6.3IQC检验PASS合格后,则仓库执行入库处理。
6.4对检测不合格的物料根据《不合格品控制程序》的规定处置,不合格的物料禁止入库,应将其做好相应标识移入不合格品区放置。
6.4.1不合格物料评审,对不合格物料IQC填写IQC检验报告,并附不良样板经品质主管确认后,由公司MRB委员会进行物料评审,最终决定不合格物料的处理方式。
6.4.2评审结果为退货,由IQC在物料上贴不良标签,并注明不良原因和附不良样板,通知采购,由采购开具退货单,由仓库作退货处理。
6.4.3评审为特采之物料,由IQC在物料外箱贴上特采标签,并通知仓库按合格物料正常入库。
6.4.5评审结果为返工返修之物料,经供应商或本司返工后,IQC再次按正常检查进行复检,直到返工返修OK为止,挑选出的不良品通知采购,由采购开退货单,再由仓库退回供应商。
6.5.IQC检验人员将检验结果填写《进料检验报告单》,原材料的检验和记录由检验人员按规定期限限及方法保发生不合格之物料时,有必要时需发品质异常单给供货商,对其进行纠正和预防6.6.1每批ROSH环保物料,IQC要核对供应商SGS报告及材质证明报告,及环保物料是否贴环保标示。
IQC进料检验标准(贴片LED)
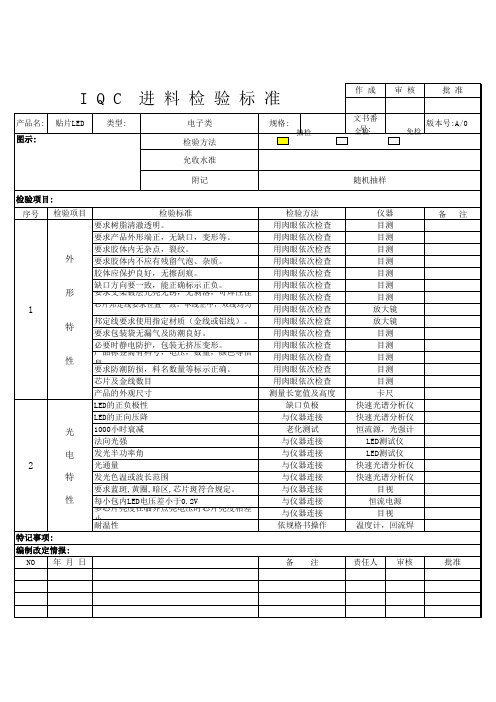
仪器 目测 目测 目测 目测 目测 目测 目测 放大镜 放大镜 目测 目测 目测 目测 目测 卡尺 快速光谱分析仪 快速光谱分析仪 恒流源,光强计 LED测试仪 LED测试仪 快速光谱分析仪 快速光谱分析仪 目视 恒流电源 目视 温度计,回流焊
备
注
特记事项: 特记事项: 编制改定情报: 编制改定情报: NO 年 月 日 备 注 责任人 审核 批准
检验方法 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 用肉眼依次检查 测量长宽值及高度 缺口负极 与仪器连接 老化测试 与仪器连接 与仪器连接 与仪器连接 与仪器连接 与仪器连接 与仪器连接 与仪器连接 依规格书操作
芯片邦定线要求位置一致,单线正中,双线均匀。
外
形
1
特
性
光 电
2
特 性
邦定线要求使用指定材质(金线或铝线)。 要求包装袋无漏气及防潮良好。 必要时静电防护,包装无挤压变形。 产品标签需有料号,电压,数量,颜色等信息 要求防潮防损,料名数量等标示正确。 芯片及金线数目 产品的外观尺寸 LED的正负极性 LED的正向压降 1000小时衰减 法向光强 发光半功率角 光通量 发光色温或波长范围 要求蓝斑,黄圈,暗区,芯片斑符合规定。 每小包内LED电压差小于0.2V 多芯片亮度在临界点亮电压时芯片亮度相差小 耐温性
I Q C
产品名: 图示: 图示: 贴片LED 类型:
进 料 检 验 标 准
电子类 检验方法 允收水准 附记 规格:
准
文书番号:
全检 免检
版本号:A/0
IQC来料检验常用表格模板汇总!一定有你需要的

IQC来料检验常用表格模板汇总!一定有你需要的品质管理的核心是质量,基础是全面参与,宗旨是让客户满意,最终目的是形成一套长期成功的管理途径。
因此,企业要想使产品及服务得到顾客的满意,必须调动全体员工,以质量为核心,寻找一套长期成功的管理途径,这个途径就是品质管理。
当然品质管理方法的尝试不一定都是成功的,但总结起来,品质管理一般包含三个方面,即来料品质管理、制程品质管理、出货品质管理,企业可从以上三方面突破品质管理,寻找最优方法。
本文我们就来介绍如何做好来料品质管理的检验工作。
一、什么是来料检验来料检验(IQC)指对采购进来的原材料、部件或产品做品质确认和查核,即在供应商送原材料或部件时通过抽样的方式对品质进行检验,并最后做出判断该批产品是允收还是拒收。
二、来料检验的意义IQC是企业产品在生产前的第一个控制品质的关卡,如把不合格品放到制程中,则会导致制程或最终产品的不合格,造成巨大的损失。
IQC不仅影响到公司最终产品的品质,还影响到各种直接或间接成本。
在制造业中,对产品品质有直接影响的通常为设计、来料、制程、储运四大主项,一般来说设计占25%,来料占50%,制程占20%,储运1%到5%。
综上所述,来料检验对公司产品质量占压倒性的地位,所以要把来料品质控制升到一个战略性地位来对待。
三、来料检验员的职责1、来料检验主要工作是来料检验,而IQC检验可简述为对外协、外购的物料全部或其主要特性参照该物料的相关标准进行确认;或对其是否符合使用要求进行确认的活动。
2、处理物料质量问题IQC还要对检验过程中发现的质量问题进行跟踪处理,以及生产和市场反馈的重大物料质量问题的跟踪处理,并在IQC内部建立预防措施等。
3、全过程物料类质量问题统计、反馈统计来料接收、检验过程中的质量数据,以周报、月报形式反馈给相关部门,作为供应商的来料质量控制和管理的依据。
4、参与物料有关部门的流程优化参与物流控制环节中的相关流程优化,对于物流中和物料检验有关的流程优化提出建议和意见。
IQC进料检查表格

部门评审签名 采购部签名/日期: 技术部签名/日期: 品质部签名/日期: 最终判定: 最终判定: IQC选别 主管签名: 备注: 生产选别 日期:
拒收特采拒收特采拒收建议或对策判定2345678910判定交货日期交货数量生产指示公司定单全检重缺陷
NO:R-QC-11-01
XXX技术有限公司
IQC进料检查报告 进料检查报告
财务(仓库)部填写部分: 财务(仓库)部填写部分: 供应商 物料编码 物料名称 物料规格 品管(IQC)部填写部分: 品管(IQC)部填写部分: 检查方式 允许水准 NO 1 2 3 4 5 重要尺寸检查(单位: 重要尺寸检查(单位:mm) 测 尺寸代码 规格要求 1 A B C D E F G H I J K L 批量判定 合格 不合格 IQC组长签名: 判定方式 选别 选别 选别 加工 加工 加工 特采 特采 特采 拒收 拒收 拒收 日期: 建议或对策 判定 2 3 4 5 6 7 8 9 10 定 值 判定 抽验 交货日期 交货数量 生产指示 公司定单 全检 重缺陷:0.65 允收数: 检查项目 抽样数 拒收数: 允收数: 缺陷描述 免检 检验日期 上线紧急程度 不良数: 不良数: 不良率: 不良率: 抽检: 正常 减量 轻缺陷:1.0 拒收数: 判定 加严 致命缺陷 C=0 IQC检验员 特急 急 正常
进货检验和试验程序(含表格)
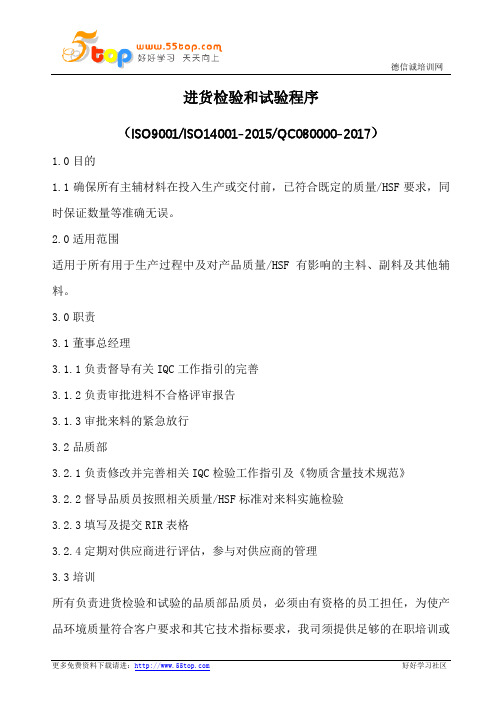
进货检验和试验程序(ISO9001/ISO14001-2015/QC080000-2017)1.0目的1.1确保所有主辅材料在投入生产或交付前,已符合既定的质量/HSF要求,同时保证数量等准确无误。
2.0适用范围适用于所有用于生产过程中及对产品质量/HSF有影响的主料、副料及其他辅料。
3.0职责3.1董事总经理3.1.1负责督导有关IQC工作指引的完善3.1.2负责审批进料不合格评审报告3.1.3审批来料的紧急放行3.2品质部3.2.1负责修改并完善相关IQC检验工作指引及《物质含量技术规范》3.2.2督导品质员按照相关质量/HSF标准对来料实施检验3.2.3填写及提交RIR表格3.2.4定期对供应商进行评估,参与对供应商的管理3.3培训所有负责进货检验和试验的品质部品质员,必须由有资格的员工担任,为使产品环境质量符合客户要求和其它技术指标要求,我司须提供足够的在职培训或聘请具有经验的品质专业人员,必要时持资质上岗证。
对于培训及培训记录的控制可参考“人力资源管理程序”。
4.0定义4.1主料/辅料收货及检验报告(ReceivingInspectionReport/RIR)由货仓部于收到采购物料时发出,然后交品质部安排进行检验及填上有关的检验结果。
4.2IQC(IncomingQualityControl)来料质量控制4.3免检类物料:详细见《免检类来料工作指引》。
4.4要检来料:原纸、白胶浆、水墨、彩标、外来纸板。
4.5物质含量技术规范参考ROHS及客户物质含量技术参数要求制定的。
5.0运作程序5.1IQC工作指引以及《物质含量技术规范》的制定与控制5.1.1品质部主管负责对本公司各类物料建立IQC工作指引。
IQC工作指引的控制程序可参考“文件系统控制程序”。
5.1.2对客户有害物质的控制进行收集、整理,参照ROHS指令、94/62/EC包装指令制定《物质含量技术规范》。
当客户要求有更改时,品质部应及时向管理者代表提出重新修订《物质含量技术规范》。
IQC进料检验不合格通知单一览表

LNV ACER ACER ACER
前框 底座 后壳 后壳
1500 8000 500 5000 5000 5000 5000 18000 150 150 6000 3500 550 550 4000 4000 1000 2000 3000 500 500 500 30 3000 500 1800 100 100 20 20 500
/ 痕 天, 侧散 缩热 水孔 , RP1126001
/ 表 1.天面侧印镶力块 RP1126101
/
印100%2.表 唇口模伤
RP2186701
/ 灌点印、亮 RP3196901
/ 痕 气、 痕印 、力 亮痕 痕 RP4106001
/ 、 修顶 白白厂厂家家上 RP4136701
/
线擦拭淡化 气痕
200
20 10.00% MP
200
5
2.50%
MP
50
50 100.00% MP
50
50 100.00% MP
200
200 100.00% MP
200
200 100.00% MP
50
5
10.00% MP
200
200 100.00% MP
200
200 100.00% MP
50
50 100.00% 美国IQC
后壳
W17 341 2016/4/26 锐驰 陈恒辉 A34G3922ADTA1L0330 星网锐捷 后壳
W17 355 2016/4/28 锐驰 陈恒辉 P34T2338ADT01A0230 VIZ
后壳
来料检验记录单【范本模板】
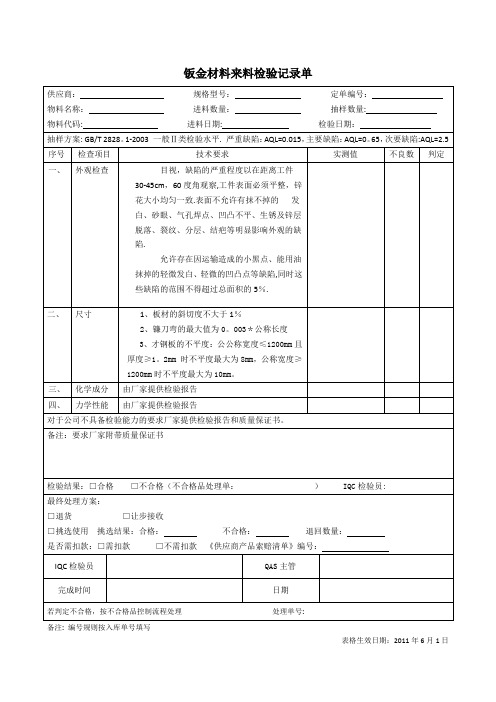
钣金材料来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
铝箔来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
焊条来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
木箱包装来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日
紧固件来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
塑料件来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日
钣金喷涂件来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日。
来料常用表格231

品质主管:
IQC来料标识卡
填写材料名称 供应商 来料日期 来料批次 来料数量 备检日期 领料数量 供应商 来料日期 来料批次 来料数量 领料数量 检验结果
填写材料名称
出库交接 领料IQC签 人签名 名
不良率 判定结果 主要不良 处置结果记录
表单编号:IQC-01
来料日期 检验日期 □其他 备注
,5pcs/箱)□ 拆箱(大件) 判定
样品处理 方式
样品处理方式
备注
填写材料名称
OK/NG章
检验人签 名
IQC来料全检
序号 进料 日期 供应商 批次 料号 订单号 进料数 检验数 不良数
备注:1.此表格应用于特殊全检表单,也可适用于半成品全检记录 2.如果不良率超过公司设定的不良标准将以退货及按照公司规定进行处罚。
IQC抽检报告
批次 订单 抽检方式: □ MIL-STD-105E 尺寸1 1 2 3 4 5 外观检验(AQL%):□致命缺陷(C=O)□主要缺陷(2.5)□次要缺陷(4.0) 尺寸 尺寸2 供应商 材料名称 正常检验Ⅱ级(外观) 尺寸3 特性1 抽检数量 跟踪人
□ 特性/尺寸(3pcs/200pcs,5pcs/箱)□ 拆箱(大 特性 特性3 特性4 检验人
特性2
检验项目 划伤 毛边 锈迹 缝隙 结合线 斑点 脏污 碰缺 色差
不良情况 致命不良 主要不良 次要不良
检人
判定
不良图样/不良样件:
最终处理方式:
追踪人: 品质组长: 备注:1.以上可视公司来料规定进行编写不良项目
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
部门评审签名 采购部签名/日期: 技术部签名/日期: 品质部签名/日பைடு நூலகம்: 最终判定: IQC选别 主管签名: 备注: 生产选别 日期:
加工
特采
拒收
NO:R-QC-11-01
XXX技术有限公司
IQC进料检查报告
财务(仓库)部填写部分: 供应商 物料编码 物料名称 物料规格 品管(IQC)部填写部分: 检查方式 抽验 导 F: 本 允许水准 允收数: NO 1 2 3 4 5 重要尺寸检查(单位:mm) 测 尺寸代码 规格要求 1 A B C D E F G H I J K L 批量判定 合格 不合格 IQC组长签名: 判定方式 选别 选别 选别 加工 加工 加工 特采 特采 特采 拒收 拒收 拒收 日期: 建议或对策 判定 2 3 4 5 6 7 8 9 10 定 值 判定 检查项目 交货日期 交货数量 生产指示 公司定单 全检 重缺陷:0.65 拒收数: 抽样数 允收数: 缺陷描述 免检 检验日期 上线紧急程度 特急 不良数: 不良率: 抽检: 正常 减量 轻缺陷:1.0 拒收数: 判定 加严 致命缺陷 C=0 IQC检验员 急 正常