铝及铝合金-挤压合金ENAW-6060和ENAW-6063
enaw6060参考标准
enaw6060参考标准Definition and Importance of the enaw6060 Reference StandardThe enaw6060 reference standard is a widely recognized industry benchmark that sets guidelines and specifications for a specific product or process. In this case, enaw6060 refers to a particular standard used in the aluminum alloy manufacturing industry. This reference standard outlines the properties, characteristics, and quality requirements of aluminum alloy with the aim of achieving consistent and reliable product performance.The enaw6060 reference standard is essential for various stakeholders in the industry, including manufacturers, suppliers, and customers. Manufacturers rely on this standard to develop their production processes, ensuring that the final product meets the specified requirements. Suppliers benefit from this reference standard as it provides a common basis for communication with manufacturers and customers. Customers, on the other hand, can use the enaw6060 standard to evaluate the quality and suitability of the aluminum alloy for their specific needs.Understanding the enaw6060 Reference StandardTo fully comprehend the enaw6060 reference standard, it is crucial to break down its components and explore their significance. The first part of the standard, "enaw," stands for "European Norm Aluminum Wrought." This indicates that the standard is specific to the European market and pertains to aluminum alloy products that have been formed by processes such as extrusion, rolling, or forging.The number "6060" included in the reference standard is a specific alloy designation that represents the chemical composition and properties of the aluminum alloy. This designation helps stakeholders identify the specific alloy that conforms to the enaw6060 standard.Specifications and Properties Outlined in the enaw6060 Reference StandardThe enaw6060 reference standard provides detailed specifications and properties that the aluminum alloy must possess to meet the established requirements. These specifications include parameters such as the chemical composition, mechanical properties, anddimensional tolerances of the alloy.Chemical composition outlines the percentage of each element present in the alloy, including elements such as aluminum, magnesium, silicon, and others. The enaw6060 reference standard sets limits for each element, ensuring that the composition falls within the prescribed range for optimal performance.Mechanical properties cover characteristics such as tensile strength, yield strength, elongation, and hardness. These properties define the alloy's ability to resist external forces, deform under load, and recover its original shape.Dimensional tolerances refer to the acceptable variations in dimension and shape of the aluminum alloy product. Theenaw6060 reference standard specifies the allowable limits for dimensions such as length, width, thickness, and straightness, among others.The enaw6060 reference standard also addresses other important aspects, such as surface finish, surface treatment, and corrosion resistance. These properties are crucial in determining the alloy'saesthetic appeal, durability, and resistance to environmental factors.Implementing the enaw6060 Reference StandardTo ensure the uniform application of the enaw6060 reference standard, manufacturers and suppliers must implement robust quality control measures in their production processes. They need to establish specific procedures and systems to monitor the chemical composition, mechanical properties, and dimensional tolerances of the aluminum alloy products. Regular inspections, material testing, and calibration processes are essential to meet the requirements outlined in the standard.Furthermore, manufacturers should maintain clear documentation and traceability records to verify compliance with the enaw6060 reference standard. This documentation helps in auditing, troubleshooting, and addressing any potential deviations ornon-conformities in the production process.Benefits of Enforcing the enaw6060 Reference StandardEnforcing the enaw6060 reference standard brings several benefits to the aluminum alloy industry. First and foremost, it ensures the production of high-quality aluminum alloy products that meet the specified requirements. This enhances customer satisfaction and helps manufacturers build a reputation for reliability and consistency.The enaw6060 reference standard also promotes fair competition within the industry. With a common standard in place, manufacturers and suppliers can compete on a level playing field, focusing on innovation, efficiency, and customer service rather than product quality variations.Additionally, the reference standard aids in streamlining supply chain operations. Suppliers can easily communicate the requirements and specifications to manufacturers, ensuring that the produced aluminum alloy meets the expected quality standards. This reduces the risk of rejects, delays, and customer complaints.ConclusionThe enaw6060 reference standard plays a pivotal role in facilitatingthe aluminum alloy manufacturing industry. By providing guidelines and specifications for chemical composition, mechanical properties, dimensional tolerances, and other critical requirements, the standard ensures consistent and reliable production. Adhering to the enaw6060 reference standard promotes quality, customer satisfaction, fair competition, and efficient supply chain operations.。
铝合金材料标准
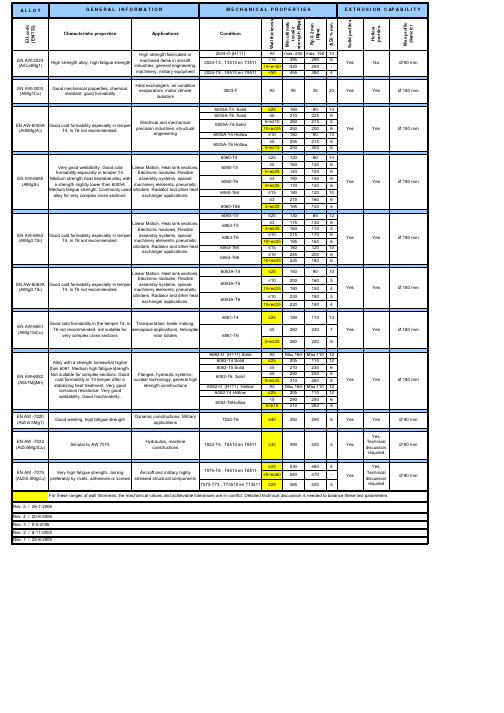
A L L O Y E U -c o d e (E N 755)Characteristic properties Applications ConditionW a l l t h i c k n e s sM i n u l t i m a t e t e n s i l e s t r e n g t h (M p a )R p 0.2 m i n (M p a )A 50 % m i n .S o l i d p r o f i l e sH o l l o w p r o f i l e s M a x p r o f i l e d i a m e t e r 2024-O (H111)All max. 250max. 15010<153********<e<50420290-2024-T8 , T8510 en T8511<504553804EN AW-3003 (AlMg1Cu) Good mechanical properties, chemical resistant, good formabilityHeat exchangers, air condition evaporators, motor vehicleradiators3003-F All 953520YesYes Ø 180 mm 6005A-T4 Solid≤2518090136005A-T6 Solid≤527022565<e ≤10260215610<e ≤2525020066005A-T4 Hollow ≤101809013≤525521565<e ≤1525020066060-T4≤251206014≤516012065<e ≤251401006≤319015063<e ≤2517014066060-T64 ≤1518012010≤321516063<e ≤2519515066063-T4≤251306512≤317513063<e ≤251601105≤10215170610<e ≤2519516066063-T64 ≤1518012010≤10245200610<e ≤2522518066063A-T4 ≤251509010<10200160510<e ≤251901504≤10230190510<e ≤2522018046061-T4≤2518011013≤526024075<e ≤2526024086082-O (H111) SolidAll Max 160Max 110126082-T4 Solid ≤25205110126082-T5 Solid ≤52702306≤529025065<e ≤2531026086082-O (H111) HollowAll Max 160Max 110126082-T4 Hollow≤2520511012<529025065<e153102608EN AW -7020 (AlZn4.5Mg1)Good welding, high fatigue strengthDynamic constructions, Militaryapplications7020-T6 ≤403502908YesYesØ 90 mm EN AW -7022 (AlZn5Mg3Cu)Simular to AW 7075Hydraulics, machineconstructions7022-T6 , T6510 en T6511 ≤304904205YesYes, Technical discussion required Ø 90 mm ≤25530460425<e ≤60540470-7075-T73 , T73510 en T73511≤254854205For these ranges of wall thickness, the mechanical values and achievable tolerances are in conflict. Detailed technical discussion is needed to balance these two parameters.Rev. 4 / 20-6-2006Ø 180 mm Ø 90 mm Ø 180 mm Ø 180 mm Ø 180 mm Ø 180 mm Ø 90 mmYes, Technical discussion required7075-T6 , T6510 en T6511Yes 6082-T6 Solid 6082-T6HollowEN AW -7075 (AlZn5.5MgCu)6063A-T6YesYesGood cold formability especially in temperT4, in T6 not recommended.Linear Motion, Heat sink sections,Electronic modules, Flexible assembly systems, special machinery elements, pneumatic cilinders. Radiator and other heatexchanger applications.6063-T56063-T66063-T66 Yes YesYes EN AW-6061 (AlMg1SiCu)YesYes EN AW-6063A (AlMg0.7Si)6063A-T56061-T6YesYesYes 2024-T3 , T3510 en T35116005A-T6 Solid 6005A-T6 HollowYesRev. 1 / 25-8-2005G E N E R A L I N F O R M A T I O N E X T R U S I O N C AP A B I L I T Y Aircraft and military highly stressed structural componentsVery high fatigue strength. Joining preferably by rivets, adhesives or screws High strength alloy, high fatigue strengthHigh strength fabricated ormachined items in aircraftindustries, general engineering,machinery, military equipmentGood cold formability especially in temperT4, in T6 not recommended.Electrical and mechanicalprecision industries, structuralengineeringEN AW-6082 (AlSi1MgMn)EN AW-6063 (AlMg0.7Si)Good cold formability especially in temperT4, in T6 not recommended.Linear Motion, Heat sink sections, Electronic modules, Flexible assembly systems, special machinery elements, pneumatic cilinders. Radiator and other heatexchanger applications.M E C H A N I C A L P R O P E R T I E SNo YesRev. 2 / 8-11-2005EN AW-2024 (AlCu4Mg1) EN AW-6005A (AlSiMg(A))Good cold formability in the temper T4, in T6 not recommended, not suitable for very complex cross sections Transportation, boiler making, aerospace applications, helicopterrotor bladesAlloy with a strength somewhat higher than 6061. Medium high fatigue strength. Not suitable for complex sections. Good cold formability in T4 temper after a stabilizing heat treatment. Very good corrosion resistance. Very good weldability. Good machinability.Flanges, hydraulic systems, nuclear technology, general high strength constructions Rev. 5 / 26-7-2006EN AW-6060 (AlMgSi)Rev. 3 / 9-5-2006Very good weldability. Good cold formability especially in temper T4. Medium strength heat treatable alloy with a strength slightly lower than 6005A. Medium fatigue strength. Commonly used alloy for very complex cross sections.6060-T5 6060-T6 6060-T66Linear Motion, Heat sink sections, Electronic modules, Flexible assembly systems, special machinery elements, pneumatic cilinders. Radiator and other heat exchanger applications.Ø 180 mm Yes。
EN 12020.2-2008
英国标准BS EN12020-2:2008 铝及铝合金-挤压合金ENAW-6060和ENAW-6063精密型材第二部分尺寸和形位公差欧洲标准EN12020-22008.3ICS 77.150.10 代替EN12020-2:2001英文版铝及铝合金-挤压合金ENAW-6060和ENAW-6063第二部分尺寸和形位公差此标准由CEN在2008年2月10号认证。
欧洲标准委员会BS EN 12020-2:2008EN 12020-2:2008(E)目录前言........................................................................................................ .. (3)1.范围……………………………………………………………………………………..…. .42.规范性引用文件 (4)3.尺寸公差 (5)3.1总言 (5)3.2横截面 (5)3.2.1总则 (5)3.2.2非壁厚尺寸公差 (6)3.2.3实心和空心型材的壁厚公差 (6)3.3长度................................................................................................. .. (7)3.4断头切斜度 (8)3.5带隔热条的型材长度差 (8)4.形位公差 (8)4.1平行度 (8)4.2弯曲度 (9)4.3凸度和凹度 (10)4.4曲面................................................................................................... .11 4.5扭拧度. (12)4.6角度 (13)4.7角及圆角半径 (15)参考文献 (16)前言此欧洲标准有CEN/TC132“铝及铝合金”技术委员会提供,并由AFNOR支持。
enaw6060参考标准

enaw6060参考标准参考标准在各个领域中都起到了非常重要的作用,它们指导着产品的设计、开发和实施,并确保产品的质量、性能和可靠性。
其中,ENAW6060是铝合金中常用的一种标准,下面将对ENAW6060进行介绍。
ENAW6060是一种具有良好可加工性和高到中等强度的铝合金材料。
它属于6系列铝合金,主要由铝、镁和硅等元素组成。
ENAW6060广泛应用于建筑、交通运输、航空航天和电子等领域,如建筑门窗、铁路列车车身部件、飞机外壳和电子设备外壳等。
ENAW6060的特点之一是具有良好的可加工性。
它具有较好的热挤压性能,可以通过热挤压或冷挤压的方式加工成各种形状的产品。
此外,ENAW6060还可以通过焊接、切割、钻孔和切削等工艺进行进一步加工。
在加工过程中,ENAW6060的硬度适中,易于切削和成形,能够满足不同产品的要求。
除了良好的可加工性外,ENAW6060还具有优异的力学性能。
它具有高的抗拉强度和屈服强度,能够承受较大的载荷和压力,具有良好的抗变形和耐磨损性能。
此外,ENAW6060还具有较好的抗腐蚀性能,不易受大气、水和化学物质腐蚀,能够保持长期的使用寿命。
ENAW6060还具有良好的可装饰性。
它的表面光洁度高,可通过阳极氧化、电泳涂装、粉末喷涂等表面处理工艺进行美化和保护处理。
经过适当的处理,ENAW6060可以呈现出丰富多样的颜色和纹理效果,满足不同产品的装饰需求。
另外,ENAW6060还具有可回收性和环境友好性。
铝合金属材料可以循环再利用,能够有效减少资源的浪费和环境的污染。
ENAW6060的可回收性使得它成为可持续发展的材料选择,符合现代社会对环保和可持续发展的要求。
总而言之,ENAW6060作为一种铝合金材料,具有良好的可加工性、优异的力学性能、可装饰性和环境友好性。
它的广泛应用可以满足建筑、交通运输、航空航天和电子等领域的需求。
通过遵循ENAW6060的相关标准,可以确保产品的质量和性能,推动相关行业的发展,并对环境负责。
铝合金型材的执行标准主要有哪些

铝合金型材的执行标准主要有哪些目前国内铝合金型材的执行标准主要有:(1) GB 5237.1~5-2008﹑GB 5237.6-2004建筑铝合金型材执行上述标准,就是说,只要是建筑行业用的铝合金型材,其产品必须按GB 5237.1~5-2008﹑GB 5237.6-2004强制性标准生产及进行产品质量控制。
(2) GB/T 6892-2006《一般用工业铝及铝合金挤压型材》工业用铝合型材是指除建筑门窗、幕墙及室内外装饰用铝型材以外的其它铝挤压型材,除个别产品执行其专用标准外,大部分执行标准为GB/T 6892-2006《一般用工业铝及铝合金挤压型材》,产品主要应用于航空航天、交通、轨道车辆、电子电器、体育器材、散热器、装饰、电力能源、石油化工、机械制造等工业领域。
(3) GB/T 26014-2010《非建筑用铝合金装饰型材》非建筑用铝合金装饰型材是指以改善视觉效果为主要目的的装饰用铝合金热挤压型材。
装饰型材的尺寸偏差如有特殊要求,应在合同中注明。
如没有特殊要求,应符合GB/T 14846--2008《铝及铝合金挤压型材尺寸偏差》中普通级的规定。
产品主要应用于车辆内外装饰、家电配件、厨房用具、电子电器、室内装饰、医疗器械、仪器仪表、办公设施等领域。
(4) GB/T 14846-2008《铝及铝合金挤压型材尺寸偏差》工业用铝合金型材另一标准执行GB/T 14846-2008《铝及铝合金挤压型材尺寸偏差》。
但此标准只是针对工业铝型材挤压尺寸,只对尺寸有要求的可按此标准生产。
其它要求全部按GB/T 6892-2006标准。
(5) 国外先进标准国外先进标准有:欧盟EN12020-2《6060及6063铝及铝合金精密型材第2部分:尺寸及外形允许偏差》、EN755-2《铝及铝合金棒、管、型——力学性能》、美国ANSI H35.2《美国铝素材尺寸偏差标准》和日本JIS H4100《铝及铝合金挤压型材》等标准,主要适用于部分特殊顾客或国际大建筑幕墙公司在知名建筑、标志性建筑及国外工程监理的工程上使用等。
DIN EN 755-3-2008 铝和铝合金.挤压竿材棒材、管材和型材.第3部分圆形棒材.尺寸和形状公差 德文

Juni 2008DEUTSCHE NORMNormenausschuss Nichteisenmetalle (FNNE) im DINPreisgruppe 7DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.ICS 77.150.10!$IÄt"www.din.de DDIN EN 755-3Aluminium und Aluminiumlegierungen –Stranggepresste Stangen, Rohre und Profile –Teil 3: Rundstangen, Grenzabmaße und Formtoleranzen;Deutsche Fassung EN 755-3:2008Aluminium and aluminium alloys –Extruded rod/bar, tube and profiles –Part 3: Round bars, tolerances on dimensions and form;German version EN 755-3:2008Aluminium et alliages d’aluminium –Barres, tubes et profilés filés –Partie 3: Barres rondes, tolérances sur dimensions et forme;Version allemande EN 755-3:2008©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 BerlinErsatz fürDIN EN 755-3:1995-08www.beuth.deGesamtumfang 10 SeitenDIN EN 755-3:2008-06Nationales VorwortDieses Dokument (EN 755-3:2008) wurde von der Arbeitsgruppe 5 …Stranggepresste und gezogene Erzeugnisse“ (Sekretariat: SN, Norwegen) im Technischen Komitee CEN/TC 132 …Aluminium und Aluminium-legierungen“ (Sekretariat: AFNOR, Frankreich) des Europäischen Komitees für Normung (CEN) unter deutscher Mitwirkung ausgearbeitet.Das zuständige deutsche Normungsgremium ist der Arbeitsausschuss NA 066-01-04 AA …Strangpresserzeug-nisse“ des Normenausschusses Nichteisenmetalle (FNNE) im DIN Deutsches Institut für Normung e. V.ÄnderungenGegenüber DIN EN 755-3:1995-08 wurden folgende Änderungen vorgenommen:a) in Tabelle 1 die Legierungen EN AW-3102, EN AW-6008, EN AW-6010A, EN AW-6014, EN AW-6023,EN AW-6360, EN AW-6262A, EN AW-6065 und EN AW-6182 zur Gruppe Iund die Legierungen EN AW-5049, EN AW-7108, EN AW-7108A und EN AW-7021 zur Gruppe II hinzu-gefügt;b) Norm redaktionell überarbeitet.Frühere AusgabenDIN 1799: 1937x-06, 1954-08, 1968-02, 1986-09DIN EN 755-3: 1995-082EUROPÄISCHE NORM EUROPEAN STANDARD NORME EUROPÉENNE EN 755-3 März2008ICS 77.150.10Ersatz für EN 755-3:1995Deutsche FassungAluminium und Aluminiumlegierungen —Stranggepresste Stangen, Rohre und Profile —Teil 3: Rundstangen, Grenzabmaße und FormtoleranzenAluminium and aluminium alloys —Extruded rod/bar, tube and profiles —Part 3: Round bars, tolerances on dimensionsand formAluminium et alliages d'aluminium —Barres, tubes et profilés filés —Partie 3: Barres rondes, tolérances sur dimensionset formeDiese Europäische Norm wurde vom CEN am 10. Februar 2008 angenommen.Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum des CEN oder bei jedem CEN-Mitglied auf Anfrage erhältlich.Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch). Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen.CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, den Niederlanden, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, der Schweiz, der Slowakei, Slowenien, Spanien, der Tschechischen Republik, Ungarn, dem Vereinigten Königreich und Zypern.E U R O PÄI S C H E S K O M I T E E FÜR N O R M U N GEUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I TÉE U R O PÉE NDE N O R M A L I S A T I O NManagement-Zentrum: rue de Stassart, 36 B-1050 Brüssel© 2008 CEN Alle Rechte der Verwertung, gleich in welcher Form und in welchemVerfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.Ref. Nr. EN 755-3:2008 DDIN EN 755-3:2008-06EN 755-3:2008 (D)InhaltSeite Vorwort (3)1 Anwendungsbereich (4)2 Werkstoffgruppen (4)3 Grenzabmaße (4)3.1 Durchmesser (4)3.2 Länge (5)3.3 Rechtwinkligkeit des Schnittes (5)4 Formtoleranzen (6)4.1 Unrundheit (6)4.2 Geradheit (6)Literaturhinweise (8)2EN 755-3:2008 (D)3VorwortDieses Dokument (EN 755-3:2008) wurde vom Technischen Komitee CEN/TC 132 …Aluminium und Aluminiumlegierungen“ erarbeitet, dessen Sekretariat vom AFNOR gehalten wird.Diese Europäische Norm muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis September 2008, und etwaige entgegenstehende nationale Normen müssen bis September 2008 zurückgezogen werden. Dieses Dokument ersetzt EN 755-3:1995.Im Rahmen seines Arbeitsprogramms hat das Technische Komitee CEN/TC 132 die CEN/TC 132/WG 5 …Stranggepresste und gezogene Erzeugnisse“ mit der Überarbeitung der EN 755-3:1995 beauftragt. Die folgenden technischen Änderungen wurden während der Überarbeitung vorgenommen:⎯ Abschnitt 2: Legierungen EN AW-3102, EN AW-6008, EN AW-6010A, EN AW-6014, EN AW-6023,EN AW-6360, EN AW-6262A, EN AW-6065 und EN AW-6182 zur Gruppe I hinzugefügt; ⎯ Abschnitt 2: Legierungen EN AW-5049, EN AW-7108, EN AW-7108A und EN AW-7021 zur Gruppe IIhinzugefügt. EN 755 besteht aus den folgenden Teilen mit dem allgemeinen Titel Aluminium und Aluminiumlegierungen — Stranggepresste Stangen, Rohre und Profile : ⎯ Teil 1: Technische Lieferbedingungen ⎯ Teil 2: Mechanische Eigenschaften⎯ Teil 3: Rundstangen, Grenzabmaße und Formtoleranzen ⎯ Teil 4: Vierkantstangen, Grenzabmaße und Formtoleranzen ⎯ Teil 5: Rechteckstangen, Grenzabmaße und Formtoleranzen ⎯ Teil 6: Sechskantstangen, Grenzabmaße und Formtoleranzen ⎯ Teil 7: Nahtlose Rohre, Grenzabmaße und Formtoleranzen⎯ Teil 8: Mit Kammerwerkzeug stranggepresste Rohre, Grenzabmaße und Formtoleranzen ⎯ Teil 9: Profile, Grenzabmaße und FormtoleranzenEs wird auf die Möglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte berühren können. CEN [und/oder CENELEC] ist nicht dafür verantwortlich, einige oder alle diesbezüglichen Patentrechte zu identifizieren.CEN/TC 132 bekräftigt seine Vorgehensweise, dass in dem Fall, wenn ein Patentinhaber sich weigert, für ge-normte Erzeugnisse Lizenzen unter angemessenen und nicht diskriminierenden Bedingungen zu erteilen, dieses Erzeugnis aus der entsprechenden Norm entfernt werden muss.Entsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten, diese Europäische Norm zu übernehmen: Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn, Vereinigtes Königreich und Zypern.DIN EN 755-3:2008-06EN 755-3:2008 (D)41 AnwendungsbereichDieses Dokument legt die Grenzabmaße und Formtoleranzen für stranggepresste Rundstangen aus Alumi-nium und Aluminiumlegierungen mit einem Durchmesser von 8 mm bis 320 mm fest.Die in diesem Dokument verwendeten Bezeichnungen der Werkstoffzustände entsprechen EN 515.2 WerkstoffgruppenDie Einteilung in die Gruppe I und die Gruppe II der am häufigsten eingesetzten Werkstoffe für allgemeine Anwendungen ist in Tabelle 1 angegeben. Die Eingruppierung von anderen Werkstoffen ist zwischen Lieferer und Käufer zu vereinbaren.Tabelle 1 — WerkstoffgruppenEN AW-1050A, EN AW-1070A, EN AW-1200, EN AW-1350 EN AW-3102, EN AW-3003, EN AW-3103EN AW-5005, EN AW-5005A, EN AW-5051A, EN AW-5251Gruppe IEN AW-6101A, EN AW-6101B, EN AW-6005, EN AW-6005A, EN AW-6106,EN AW-6008, EN AW-6010A, EN AW-6012, EN AW-6014, EN AW-6018, EN AW-6023, EN AW-6351, EN AW-6060, EN AW-6360, EN AW-6061, EN AW-6261, EN AW-6262, EN AW-6262A, EN AW-6063, EN AW-6063A, EN AW-6463, EN AW-6065, EN AW-6081, EN AW-6082, EN AW-6182EN AW-2007, EN AW-2011, EN AW-2011A, EN AW-2014, EN AW-2014A,EN AW-2017A, EN AW-2024, EN AW-2030EN AW-5019, EN AW-5049, EN AW-5052, EN AW-5154A, EN AW-5454, EN AW-5754, EN AW-5083, EN AW-5086Gruppe II EN AW-7003, EN AW-7005, EN AW-7108, EN AW-7108A, EN AW-7020, EN AW-7021, EN AW-7022, EN AW-7049A, EN AW-70753 Grenzabmaße3.1 DurchmesserDie Grenzabmaße des Durchmessers sind in Tabelle 2 angegeben.Für die Anwendung dieses Dokuments sind die Werkstoffe in zwei Gruppen eingeteilt, entsprechend dem Schwierigkeitsgrad der Herstellung der Erzeugnisse.Die Einteilung der am häufigsten für allgemeine Anwendungen eingesetzten Werkstoffe in die Gruppe I und Gruppe II ist in Tabelle 1 angegeben.DIN EN 755-3:2008-06EN 755-3:2008 (D)5Tabelle 2 — Grenzabmaße des DurchmessersMaße in MillimeterDurchmesser D Grenzabmaßeüber bis Werkstoffgruppe I Werkstoffgruppe II ≥ 8 18 ± 0,22 ± 0,30 18 25 ± 0,25 ± 0,35 25 40 ± 0,30 ± 0,40 40 50 ± 0,35 ± 0,45 50 65 ± 0,40 ± 0,50 65 80 ± 0,45 ± 0,70 80100± 0,55 ± 0,90 100 120 ± 0,65 ± 1,0 120 150 ± 0,80 ± 1,2 150 180 ± 1,0 ± 1,4 180 220 ± 1,15 ± 1,7 220 270 ± 1,3 ± 2,0 270 320± 1,6± 2,53.2 LängeSollen Festlängen geliefert werden, muss dies im Bestelldokument angegeben werden. Die Grenzabmaße fürdie Festlängen sind in Tabelle 3 angegeben.Tabelle 3 — Grenzabmaße für die FestlängeMaße in MillimeterDurchmesser DGrenzabmaße für die Festlängeüber bis L ≤ 2 000 2 000 < L ≤ 5 000L > 5 000— 100 50+ 70+ 100+ 100 200 70+ 90+120+200 32080+110+—Wird im Bestelldokument keine Festlänge oder Mindestlänge angegeben, dürfen die stranggepressten Rund-stangen in Herstelllängen geliefert werden. Die Längen und die Grenzabmaße für die Herstelllängen müssen zwischen Lieferer und Käufer vereinbart werden.3.3 Rechtwinkligkeit des SchnittesBei Fest- und Herstelllängen muss die Rechtwinkligkeit des Schnittes innerhalb von 50 % des in Tabelle 3 angegebenen Toleranzbereiches der Festlänge sein, (z. B. muss die Rechtwinkligkeit des Schnittes bei Grenzabmaßen von 100+mm für die Festlänge innerhalb von 5 mm liegen).DIN EN 755-3:2008-06EN 755-3:2008 (D)64 Formtoleranzen4.1 UnrundheitDie Unrundheit ist die Differenz zwischen dem maximalen und minimalen Durchmesser, gemessen in einer Querschnittsebene.Die zulässige Unrundheit beträgt 50 % des in Tabelle 2 angegebenen Toleranzbereiches; z. B. bei Grenz-abmaßen von ± 0,22 mm für den Durchmesser beträgt die maximale Unrundheit 0,22 mm.4.2 GeradheitDie Geradheitsabweichungen h s und h t müssen wie in Bild 1 gezeigt, gemessen werden, indem die Rund-stange auf eine horizontale Richtplatte gelegt wird, so dass die Masse der Rundstange die Abweichung reduziert.Die Geradheitstoleranzen sind in Tabelle 4 angegeben. (Die Geradheitstoleranz h t gilt für die ganze Länge , z. B. entspricht die maximale Abweichung von der Geradheit h t für eine Länge von 6 m dem Wert aus der Tabelle multipliziert mit 6 m).Die Geradheitstoleranzen gelten für Rundstangen in allen Werkstoffzuständen, mit Ausnahme der Werkstoff-zustände O und Tx510. Falls eine Geradheitstoleranz für den Werkstoffzustand O oder für den Werkstoff-zustand Tx510 erforderlich ist, muss sie zwischen Lieferer und Käufer vereinbart werden.Legende1 Richtplatte2 LinealBild 1 — Messung der GeradheitsabweichungDIN EN 755-3:2008-06EN 755-3:2008 (D)7Tabelle 4 — GeradheitstoleranzenMaße in MillimeterMaximale örtliche Geradheitsabweichungje 300 mmDurchmesser DMaximaleGeradheitsabweichungje Meter Längeh t /Längeh s über bis mm/m ≥ 8 80 2 0,6 8012021,0120 200 3 1,5 200 32063,0DIN EN 755-3:2008-06EN 755-3:2008 (D)8 LiteraturhinweiseEN 515, Aluminium und Aluminiumlegierungen — Halbzeug — Bezeichnungen der Werkstoffzustände DIN EN 755-3:2008-06。
6063 铝棒 挤压 标准
6063 铝棒挤压标准
6063铝棒是一种常见的铝合金材料,常用于挤压成型。
它的化学成分主要包括铝(Al)为主要元素,同时含有小量的铜(Cu)、镁(Mg)和锌(Zn)等元素。
根据国际标准,6063铝棒的化学成分应满足以下要求:
- 铝(Al)含量:大于等于 98.2%
- 铜(Cu)含量:0.1% ~ 0.3%
- 镁(Mg)含量:0.45% ~ 0.9%
- 锌(Zn)含量:小于等于0.1%
- 铁(Fe)含量:小于等于 0.35%
- 锰(Mn)含量:小于等于 0.1%
此外,6063铝棒的物理性能要求包括:
- 抗拉强度:大于等于 180 MPa
- 屈服强度:大于等于 110 MPa
- 延伸率:大于等于 8%
6063铝棒挤压后的外形尺寸和允许的偏差应符合相关的国家标准或行业标准。
BS EN 755-8 中文

英国标准BS EN 755-8:1998铝及铝合金—挤压条、管子和型材第8部分:舷窗管子、尺寸和形状公差欧洲标准EN 755-8:1998具有英国标准的资格。
ICS 23.040.15, 77.150.10除了版权法允许之外,未经BSI允许,不准拷贝!国标前言本英语标准为EN 755-8:1998英文版。
BS EN 755的这一部分连同以下一起出版。
BS EN 755,铝及铝合金—挤压条、管子和型材—第7部分:无缝管子、尺寸和形状公差。
BS EN 754,铝及铝合金—冷拔条及管子—第7部分:无缝管子,尺寸和形状公差。
BS EN 754,铝及铝合金—冷拔条及管子—第8部分:舷窗管子、尺寸和形状公差。
此外,当以下欧洲标准出版后便取消表中的英国标准:EN 755,铝及铝合金—格压条、管子和型材—第9部分:型材,尺寸和形状公差。
EN 12020,铝及铝合金—格压精密合金型材。
EN AW 6060/EN AW 6063—第1部分:检验和交付的技术条件。
EN 12020,铝及铝合金—挤压精密合金型材EN AW 6060/EN AW 6063—第2部分:尺寸和形状公差。
1UK参与此标准的编写工作由技术委员会NFE/35(轻金属及其合金)委托给小型委员会NFE/35/5(锻压铝及铝合金),负责:—帮助审查以弄明白文本;—向负责欧洲委员会介绍翻译方面的任何审查或变更建议并随时报告UK关心的问题;—监察有关国际及欧洲的编制并在英国颁布它们。
可以向其秘书处索取本身委员会上出席的组织机构表。
相互参照执行本文件中所提及国际或欧洲出版物体精神的英国标准可在BSI标准目录中题为国际标准通信索引下找到或用BSI标准电子目录的“Find”(寻找)工具找到。
英国标准不打算包括所有必要的合同规定。
英国标准的用户对其正确应用负责。
在工程技术委员会指导下编成的这个英国标准经标准委员会的许可出版了并于1998年12月15日生效。
BSI 1998ISBN 0 580 30339X符合英国标准并不就有免除承担法律责任的权力。
6060铝材材料成分

总体来说,6060与6063 合金的化学成分、加工性能相近, 但不完全一样, 2者的区别在于强度,6060是国家标准门窗用铝合金,而6063是国家许可使用的航空铝合金。
6060铝材材料成分Si:0.3-0.6 Fe:0.1-0.3 Cu:0.1 Mn:0.1 Mg:0.35-0.6 Cr:-- Zn:0.1 其他: -- Ti:0.15 其它合计:0.15 Al:余量性能:抗拉强度σb (MPa):≥470 条件屈服强度σ0.2 (MPa):≥420 伸长率δ5 (%):≥6产品特点:1.高强度可热处理合金。
2.良好机械性能。
3.可使用性好。
4.易于加工,耐磨性好。
5.抗腐蚀性能、抗氧化好主要用途:航空固定装置,卡车,塔式建筑,船,管道及其他需要有强度、可焊性和抗腐蚀性能的建筑上的应用的领域。
如:飞机零件、照相机镜头、耦合器、船舶配件和五金、电子配件和接头、装饰用或各种五金、铰链头、磁头、刹车活塞、水利活塞、电器配件、阀门和阀门零件。
6063铝化学成份:铝Al :余量硅Si :0.20~0.6 铜Cu :≤0.10 镁Mg:0.45~0.9 锌Zn:≤0.10 锰Mn:≤0.10 钛Ti :≤0.10 铬Cr:≤0.10 铁Fe:0.000~0.350 注:单个:≤0.05;合计:≤0.156063的密度为2.69g/cm3物理特性及机械性能:抗拉强度σb (MPa):≥205 条件屈服强度σ0.2 (MPa):≥170 伸长率δ5 (%):≥9 6063铝板产品特点用途介绍:6063属于Al-Mg-Si系合金,使用范围广泛,特别是建筑业离不开此合金,是最有前途的合金。
耐蚀性好,焊接性优良,冷加工性较好,并具有中等强度。
主要合金元素为镁与硅,具有加工性能极佳、优良的可焊接性、挤出性及电镀性、良好的抗腐蚀性、韧性,易于抛光、上色膜,阳极氧化效果优良,是典型的挤压合金。
6063铝合金型材以其良好的塑性、适中的热处理强度、良好的焊接性能以及阳极氧化处理后表面华丽的色泽等诸多优点而被广泛应用于建筑型材、灌溉管材、供车辆、台架、家具、升降机、栅栏等用的管、棒、型材。
EN755-9-中文版-完整版

EN 755-9:20011范围EN 755部分主要规定了截面外接圆直径不大于800mm的铝和铝合金挤压型材的尺寸、外形公差(见图1)此标准仅适用于一般工程用挤压型材此标准中的公差仅适用于可用物理器材测试出的尺寸。
图1-截面外接圆2合金系列因此欧标需要,将合金分成2种系列来区分制作的难易程度表1中注明一般工程合金分成系列1和系列2两种。
其他合金系列由买卖双方协商而定。
3 尺寸公差3.1截面公差3.1.1一般以下所列尺寸公差(见图2)在表2到表8中A非型材空心部分的壁厚B设计空心部分的壁厚(连接两个空心部分的壁厚除外)C连接两个空心部分的壁厚E有开口端的型材的短边的长度H除壁厚外的其他尺寸3.1.2 除壁厚外其他尺寸公差尺寸公差在表2和表3中。
对于有开口端的型材(见图3、图4和相关例子),计算两个开口端之间的尺寸H的公差,应将表4中的公差加到表2和表3中数据表2-实体和空心型材截面尺寸的公差-合金系列1这些公差不适用于特性O和Tx510。
对于这些特性,公差标准由供应商和客户协商。
对于尾端开口的型材,见表3和4。
尾端开口区域的H公差会根据表4 的值增加。
表3-实体和空心型材截面尺寸的公差-合金系列2表4-有开口端的实体和空心型材截面尺寸H的附加公差—合金系列1和系列2图3和图4标明空心和实体型材有开口端。
截面尺寸H公差计算方式在例1和例2中型材开口端之间的尺寸公差举例:列1尺寸H:20mm尺寸E:100mm外接圆直径CD为100mm到200mm合金系列1根据表格2,H的公差是±0.4mm;加上表4中的附加公差±0.6mm,因此,H总的公差为±1.0mm表3-带开口端的空心型材例2尺寸H:40mm尺寸E:50mm外接圆半径CD为100mm到200mm之间合金系列2根据表3,H公差是±0.9mm;加上表4中的附加公差±0.4mm;H总公差应为±1.3mm图4-带开口端的实体型材3.1.3实体和空心型材壁厚公差实体和空心型材壁厚公差在表5、表6、表7和表8中标注。
欧盟标准大全
EN 120001-1993空白详细规范.发光二极管、发光二极管阵列和没有内逻辑部件和电阻的发光二极管显示器EN 120002-1997空白详细规范.红外线发射二极管和红外线发射二极管阵列EN 120003-1996空白详细规范:光电晶体管,光电复合晶体管,光电晶体管阵列EN 120004-1997空白详细规范.用光电晶体管输出与环境相关的光电耦合器EN 120005-1996空白详细规范:光电二极管,光电二极管阵列(非光纤应用)EN 120006-1996空白详细规范:光纤用PIN光电二极管EN 120007-1993空白详细规范.液晶显示器.没有电子电路的单色液晶显示器EN 120008-1995空白详细规范.光纤系统或子系统的发光二极管和红外发射二极管EN 1200-1998人用水处理用化学制品.磷酸三钠EN 12002-2002瓷砖用胶粘剂.粘结剂和水泥浆的横向变形的测定EN 12003-1997瓷砖和板块用灰浆和胶粘剂.反应性树脂胶粘剂的抗剪强度的测定EN 12004-2002磁砖用胶粘剂.定义和规范EN 12006-1-1999非活性外科植入物.心脏和血管植入物的特殊要求.第1部分:人工心脏瓣膜EN 12006-2-1998非活性外科植入物.心脏和血管植入物的特殊要求.第2部分:人造血管包括心瓣血管接头EN 12006-3-1999非活性外科植入物.心脏和血管植入物的特殊要求.第3部分:血管内植入物EN 12007-1-2000燃气供应系统.最大使用压力小于等于16bar的管道.第1部分:一般功能推荐规范EN 12007-2-2000燃气供应系统.最大使用压力小于等于16bar的管道.第2部分:聚乙烯管专用功能推荐规范(最大使用压力小于等于10bar)EN 12007-3-2000燃气供应系统.最大使用压力小于等于16bar的管道.第3部分:钢管专用功能推荐规范EN 12007-4-2000燃气供应系统.最大使用压力小于等于16bar的管道.第4部分:修复管道的专用功能推荐规范EN 12010-1998非活性外科植入物.关节替代用植入物.特殊要求EN 12011-1998使用上与非活性外科植入物有关的器具.一般要求EN 1201-1998人用水处理用化学制品.磷酸二氢一钾EN 12012-1-2000橡胶和塑料机器.尺寸削减机器.第1部分:刀片粒化器的安全要求EN 12012-2-2001橡胶和塑料机.粉碎机.第2部分:绞线成球机的安全要求EN 12012-3-2001橡胶和塑料机械.粉碎机.第3部分:粉碎机的安全要求EN 12013-2000橡胶和塑料机械.密闭式混合机.安全要求EN 12014-1-1999食品.硝酸盐和/或亚硝酸盐含量测定.第1部分:概述EN 12014-2-1997食品.硝酸盐和/或亚硝酸盐含量测定.第2部分:蔬菜和蔬菜制品中硝酸盐含量测定用HPLC/IC法EN 12014-5-1997食品.硝酸盐和/或亚硝酸盐含量测定.第5部分:含蔬菜的婴幼儿食品中硝酸盐的酶催测定EN 12014-7-1998食品.硝酸盐和/或亚硝酸盐含量测定.第7部分:镉还原后蔬菜和蔬菜制品中硝酸盐含量的测定用连续流量法EN 12015-1998电磁兼容性.电梯,自动扶梯和升降梯的产品系列标准干扰发射EN 12016-1998电磁兼容性.电梯,自动扶梯和升降梯的产品系列标准抗干扰性EN 12019-1998锌和锌合金.光学发射光谱分析法EN 120-1992木材.甲醛含量的测定.称为穿孔器法的萃取法EN 12020-1-2001铝和铝合金.在合金EN AW-6060和EN AW-6063中挤压精确截面图.第1部分:检验和验收的技术条件EN 12020-2-2001铝和铝合金.在合金EN AW-6060和EN AW-6063中挤压精确截面图.第2部分:尺寸和形状公差EN 12021-1999呼吸防护器.呼吸防护器用压缩空气EN 1202-1997饮用水处理用产品.原磷酸氢盐二钾EN 12022-1999血气交换器EN 12023-1996胶粘带.在湿热气候下水蒸气渗透性测量EN 12024-1996胶粘带.耐高温高空气湿度的测定EN 12025-1996胶粘带.用摆动法测量抗断强度EN 12026-1996胶粘带.高速下脱卷力测量EN 12027-1996胶粘带.耐燃性能测定EN 12028-1996胶粘带.静负荷下延伸率测量EN 12029-1996胶粘带.可溶于水腐蚀性离子的测定EN 12030-1996胶粘带.抗冲击测量EN 12031-1996胶粘带.抗断裂测量EN 1203-1997饮用水处理用产品.三钾磷酸盐EN 12032-1996胶粘带.交联时热硬化胶粘带粘着强度测量EN 12033-1996胶粘带.交联后热硬化胶粘带粘着强度测量EN 12034-1996胶粘带.粘合带卷长度测量EN 12035-1996胶粘带.胶粘带头接带标记EN 12036-1996胶粘带.胶粘封条中溶剂的渗透EN 12039-1999防水用软板.屋顶防水用沥青板.粒状物粘性的测定EN 12041-2001食品加工机械.模具.安全和卫生要求EN 1204-1998人用水处理用化学制品.磷酸一钙EN 12043-2001食品加工机械.中间校准仪.安全和卫生要求EN 12045-2000动力操纵的百叶窗.使用安全.被传递的力的测量EN 12046-1-2003操纵力.试验方法.第1部分:窗EN 12046-2-2000操纵力.试验方法.第2部分:门EN 12047-1996固体肥料.静态休止角的测量EN 12048-1996固体肥料以及钙和镁土壤改良剂.水分含量测定.在105<+->2℃下通过干燥作重量测定法EN 12049-1996固体肥料以及钙和镁土壤改良剂.水分含量测定.减压下通过干燥作重量测定法EN 12050-1-2001建筑物和现场用废水提升装置.施工和试验原理.第1部分:包含粪便废物的废水提升工厂EN 12050-2-2000建筑物和现场用废水提升装置.施工和试验原理.第2部分:无粪便废水的提升装置EN 12050-3-2000建筑物和现场用废水提升装置.施工和试验原理.第3部分:受限使用的提升含有粪便物废水的装置EN 12050-4-2000建筑物和现场用废水提升装置.施工和试验原理.第4部分:无粪便废水和含粪便物废水用单向阀EN 12051-1999建筑五金.门窗用螺栓.要求和试验方法EN 1205-1998用于饮用水制备的化合物.酸式钠焦磷酸EN 12053-2001工业货车的安全.测量噪声排放的试验方法EN 12055-1998带电动压缩机的液体冷却组件和热力泵冷却.定义,检验和要求EN 12056-1-2001建筑物内重力排水系统.第1部分:总则和性能要求EN 12056-2-2001建筑物内重力排水系统.第2部分:卫生管道、布置和计算EN 12056-3-2001建筑物内重力排水系统.第3部分:屋顶排水、布局和计算EN 12056-4-2001建筑物内重力排水系统.第4部分:废水提升设备、布置和计算EN 12056-5-2001建筑物内重力排水系统.第5部分:安装、试验及操作、维护和使用者说明EN 12060-1998锌和锌合金.取样.规范EN 12061-1999塑料管道系统.热塑管件.冲击韧性检验方法EN 1206-1998饮用水处理用药液.四钠焦磷酸盐EN 12062-2002焊缝的无损检验.金属材料的一般规则EN 12063-1999特殊土建工程工作的实施(特殊的地下工程).钢板桩结构EN 12065-1998液化天然气用设备和装置.防止液化天然气燃烧(LNG-燃烧)用中泡沫,大泡沫以及熄灭粉的起泡用发泡剂的可用性试验EN 12066-1998液化天然气用设备和装置.液化天然气收集盆的绝热层的检验EN 12067-1/A1-2003燃气燃烧器和燃气装置用气体/空气比率控制器.第1部分:气动结构类型.修改件A1EN 12067-1-1998燃气喷嘴和燃气装置用燃气/空气混合调节器.第1部分:气动结构类型EN 12068-1999阴极腐蚀.与阴极腐蚀相互作用敷设在土壤和水中的钢管管道防腐用有机包卦带材和收缩材料EN 12070-2000焊接消耗材料.抗蠕变钢的电弧焊接用焊丝电极、焊丝和焊条分类EN 12071-2000焊接消耗材料.抗蠕变钢的气体保护金属极电弧焊用管式芯电极.分类EN 1207-1998饮用水处理用药液.四钾焦磷酸盐EN 12072-2000焊接添加剂.不锈钢和耐热钢电弧焊接用丝状电极、焊丝和焊条分类EN 12073-1999焊料.不锈钢和耐热钢的有或无气体保护金属电弧焊接用管形药心焊条.分类EN 12074-2000焊料.焊接和相关工艺用消耗品生产、供应和配送的质量要求EN 12075-1997生物工程.大比例方法和生产.发酵范围及扩展的工艺规程EN 12077-2-2000起重机安全.健康和安全要求.第2部分:限制和指示装置EN 12078-1998基准压力调节器EN 12079-1999离岸集装箱.设计,结构,检验,监督和标识EN 12080-1998铁道应用.套轮轴承.滚动轴承EN 12081-1998铁道应用.套轮轴承.润滑脂EN 1208-1998饮用水处理用药液.钠钙磷酸盐EN 12082-1998铁道应用.套轮轴承.功效检验EN 12083-1998呼吸保护装置.带呼吸管的过滤器(不装面罩的过滤器).气体过滤器.颗粒过滤器和组合过滤器.要求,检验,标识EN 12084-2001无损检验.涡流试验.一般原理和基本指南EN 12085-1997建筑业用隔热材料.试样的线性尺寸的测定EN 12086-1997建筑业用隔热材料.水蒸气渗透性测定EN 12087-1997建筑业用隔热材料.长期浸没状态下吸水量测定EN 12088-1997建筑业用隔热材料.通过渗透测定吸水量EN 12089-1997建筑物用热绝缘产品.弯曲性能的测定EN 12090-1997建筑业用隔热材料.剪切应力下性能测定EN 12091-1997建筑业用隔热材料.霜冻露水交替应力下性能测定EN 1209-2003人类生活用水处理用化学制剂.硅酸钠EN 12092-2001胶粘剂.粘度测定EN 12094-10-2003固定消防系统.气体灭火系统元件.第10部分:压力计和压力开关的试验方法和要求EN 12094-11-2003固定式消防系统.气体灭火系统用元件.第11部分:机械称重装置的要求和试验方法EN 12094-1-2003固定式消防系统.气体灭火系统用元件.第1部分:电自动控制和延迟装置的要求和试验方法EN 12094-12-2003固定式消防系统.气体灭火系统用元件.第12部分:气动警报装置的要求和试验方法EN 12094-13-2001固定式消防系统.气体灭火系统用元件.第13部分:止回阀和非止回阀的要求和试验方法EN 12094-16-2003固定式消防系统.气体灭火系统用元件.第13部分:CO2低压系统用添味装置的要求和试验方法EN 12094-2-2003固定式消防系统.气体灭火系统用元件.第2部分:非电子自动控制和延迟装置的要求和试验方法EN 12094-3-2003固定式消防系统.气体灭火系统用元件.第3部分:手动触发和停止设备的要求和试验方法EN 12094-5-2000固定式消防系统.气体灭火系统用元件.第5部分:高和低压力选择器阀门及其CO2系统用启动器的要求和试验方法EN 12094-6-2000固定式消防系统.气体灭火系统用元件.第6部分:CO2系统的非电子失效装置的要求和试验方法EN 12094-7-2000固定式消防系统.气体灭火系统用元件.第7部分:CO2系统喷嘴的要求和试验方法EN 12094-8-1998固定式防火设备.装有气体灭火材料的灭火设备用组件.第8部分:Co2设备用软连接的要求和检验法EN 12094-9-2003固定式消防系统.气体灭火系统用元件.第9部分:专用火灾探测器的要求和试验方法EN 12095-1997塑料管道系统.雨水管道系统用卡圈.卡圈强度的检验方法EN 12096-1997机械振动.振动特性值的说明和验证EN 12098-1-1996供暖系统的测量,控制和调节设备.第1部分:热水供暖系统用外部温度补偿控制设备EN 12098-2-2001加热系统用控制器.第2部分:热水加热系统用最佳启-停控制设备EN 12098-3-2002加热系统用控制器.第3部分:电加热系统用外部温度补偿控制设备EN 12099-1997塑料管道系统.聚乙烯管道材料和部件.挥发含量的测定EN 12100-1997塑料管道系统.聚乙烯(PE)管件.三点负载情况下抗弯曲的检验方法EN 12101-2-2003烟和热控制系统.第3部分:烟和热的自然排放通风机规范EN 12101-3-2002烟和热控制系统.第3部分:动力烟和散热通风机EN 1210-1998饮用水处理用药液.三聚磷酸钠EN 12103-1999弹性地板铺面.聚合软木垫.规范EN 12104-2000弹性地板覆盖物.软木地板面砖.规范EN 12105-1998弹性地板铺面.压制的软木含湿量的测定EN 12106-1997塑料管道系统.聚乙烯管道.挤压出后耐内压的试验方法EN 12107-1997塑料管道系统.注塑热塑性塑料配件,管件和附件.管件注塑用热塑材料的持久内压特性的测定EN 12109-1999建筑物内的真空排水道系统EN 12110-2002隧道机械.气闸.安全要求EN 12111-2002隧道掘进机.巷道掘进机、联合采矿机和冲击式挑顶机安全要求EN 1211-1998饮用水处理用药液.三聚磷酸钾EN 12114-2000建筑物的热性能.建筑构件和部件的透气率.实验室试验方法EN 12115 Bb.1-2001液体或气体化学品用橡胶和热塑性软管和软管组件.规范.抗性EN 12115-1999液体或气体化合物用橡胶和塑料软管及软管管件.规范EN 12117-1997塑料管道系统.异型件,管件和附件.气流和压降间相互依存关系的测定EN 12118-1997塑料管道系统.用电量分析法对热塑性塑料中水分含量的测定EN 12119-1997塑料管道系统.聚乙烯(PE)管件.温度变化下耐抗性的检验方法EN 121-1991低吸水量(E4%)的挤压成形的瓷砖和板.AI组EN 12120-1999饮用水制备用化合物.钠氢亚硫酸盐EN 12121-1999饮用水制备用化合物.钠二亚硫酸盐EN 1212-1998饮用水处理用药液.聚磷酸钠EN 12122-1999饮用水制备用化合物.氨溶液EN 12123-1999饮用水制备用化合物.硫酸胺EN 12124-1998饮用水处理用化合物.亚硫酸钠EN 12125-1998饮用水处理用化合物.硫代硫酸钠EN 12126-1998饮用水处理用化合物.液氨EN 12127-1997纺织品.织物平面结构.用小样品测定单位面积的质量EN 12128-1998生物技术.研究,开发和分析用实验室.微生物实验室,危险区域及现场的安全等级和安全技术要求EN 12130-1998羽毛和绒毛.检验方法.装填能力(装填体积)的测定EN 12131-1998羽毛和绒毛.检验方法.羽毛和绒毛数量构成的测定(手动方法)EN 1213-1999建筑阀门.建筑物中饮用水供应用铜合金截止阀.试验和要求EN 12132-1-1998绒毛和羽毛.检验织物绒毛密度的方法.第1部分:模拟枕垫负载EN 12132-2-2003绒毛和羽毛.织物防羽绒刺出性的试验方法.第2部分:冲击试验EN 12133-1997水果汁和蔬菜汁.氯化物的含量.测电位用的滴定法EN 12134-1997水果汁和蔬菜汁.可离心浆液含量的测定EN 12135-1997水果汁和蔬菜汁.氮含量测定.基耶达氏法EN 12136-1997水果汁和蔬菜汁.全部葫萝卜素化合物及单一葫萝卜素溜分的测定EN 12137-1997水果汁和蔬菜汁.葡萄汁中酒酸测定.高效液相色谱法EN 12138-1997水果汁和蔬菜汁.D二苹果酸含量的酶测定NAD的分光光度测定EN 12139-1999表面活性材料.用HPlC和GPC法测定非离子表面活性材料(EO-复合体)中聚乙二醇总含量EN 12143-1996水果汁和疏菜汁.可溶干料含量的测定.折射法EN 12144-1996水果汁和疏菜汁.灰分总含硷量.滴定分析法EN 12145-1996水果汁和蔬菜汁.全部干燥剂的测定.干燥条件下质量损失重力测定法EN 12146-1996水果汁和蔬菜汁.蔗糖含量的酶测定.NADP分光光度测量法EN 12147-1997水果汁和蔬菜汁.可滴定酸值的测定EN 12148-1996水果汁和蔬菜汁.柑橘汁中橙皮甙和柚皮甙的测定.高压液相色谱法EN 12149-1998重金属,某些其它可萃取元素移动的测定,氯乙烯-单体含量及甲醛释放的测定EN 12150-1-2000建筑物用玻璃.热钢化钠钙安全玻璃.第1部分:定义和描述EN 12152-2002幕墙.透气率.性能要求和分类EN 12153-2000幕墙.透气率.试验方法EN 12154-2000幕墙.防水性.性能要求和分级EN 12155-2000幕墙.防水性.静态压力下的实验室试验EN 12157-1999离心泵.车床用冷却泵组件.额定输流量.尺寸EN 12158-1-2001货物用建筑提升机.第1部分:带易卸平台的提升机EN 12158-2-2001货物用建筑提升机.第2部分:无易卸承载装置的斜提升机EN 12159-2001带垂直升降机箱的人和物料用建筑提升机EN 1216-2002热交换器.强制对流用空气冷却器和空气加热器.确定性能的试验程序EN 12162-2001液体泵.安全要求.静液压试验过程EN 12163-1998铜和铜合金.一般用途的棒EN 12164-2000铜和铜合金.切削加工用棒(包括修改件A1-2000)EN 12165-1998铜和铜合金.已加工和未加工的锻件EN 12166-1998铜和铜合金.一般用途的线材EN 12167-1998铜和铜合金.一般用途的型材和长方形棒材EN 12168-2000铜和铜合金.切削加工用空心棒(包括修改件A1-2000)EN 12170-2002建筑物内的加热系统.操作、维护和使用方面的文件的制备规程.需要受过训练的操作员的加热系统EN 12171-2002建筑物中的加热系统.运行,维护和使用的文件制备程序.无命令培训操作人员的加热系统EN 12171-2002建筑物中的加热系统.运行,维护和使用的文件制备程序.无命令培训操作人员的加热系统EN 1217-1998与食品有关的材料和物品.陶瓷制品水吸收特性的试验方法EN 12173-1998饮用水处理用化合物.氟化钠EN 12174-2001人类生活用水处理用化学品.六氟硅酸钠EN 12175-2001人类生活用水处理用化学品.六氟硅酸EN 12176-1998淤泥的特性表示.pH值测定EN 12177-1998液化矿物油制品.无铅燃料.用气体色谱法测定苯含量EN 12178-2003制冷系统及热泵.液位指示设备.要求、试验和标记EN 12179-2000幕墙.抗风力载荷.试验方法EN 12180-2000非活性外科植入物.身体外形修复用植入物.乳房植入物的特殊要求EN 12181-1998 口咽插管EN 1218-1-1999木材加工机械的安全性.开榫机.第1部分:带滑动工作台的单端头开榫机EN 12182-1999残疾人用技术辅助器具.一般要求和试验方法EN 12183-1999手动轮椅.要求和试验方法EN 1218-3-2001木材加工机械的安全性.开榫机.第3部分:结构木材切割用带滑动工作台的手工喂料式开榫机EN 12184-1999电动轮椅、小型摩托车及其充电器.要求和试验方法EN 12186-2000燃气供应系统.输送和分配燃气用气压调节站.功能要求EN 12188-1999混凝土支承结构的防护和维修用产品和系统.表示结构用胶粘剂性能的钢上胶粘作用的测定EN 12189-1999混凝土支承结构的防护和维修用产品和系统.敞开时间的测定EN 12190-1998混凝土支承结构防护和维修用产品和系统.检验方法.维护灰浆抗压强度的测定EN 12192-1-2002混凝土支承结构的防护和维修用产品和系统.粒度分析.第1部分:预混合泥浆干化合成份的检验方法EN 12192-1-2002混凝土支承结构的防护和维修用产品和系统.粒度分析.第1部分:预混合泥浆干化合成份的检验方法EN 12192-2-1999混凝土支承结构的防护和维修用产品和系统.粒度分析.第2部分;聚合物粘合剂用填料的检验方法EN 12193-1999光及照明.运动照明EN 12194-2000外部和内部用遮帘.错误的使用.试验方法EN 12195-1-2003道路车辆上的装载物固定装置.安全.第1部分:捆绑力的计算EN 12195-2-2001道路车辆上的装载物固定装置.安全.第2部分:人造纤维制成的捆绑网EN 12195-3-2001道路车辆上的装载物固定装置.安全.第3部分:捆绑链EN 12195-4-2003道路车辆上的装载物固定装置.安全.第4部分:捆绑用钢丝绳EN 12196-2003体操器械.跳马和鞍马.功能要求和安全技术要求.检验方法EN 12197-1997体操器械.单杠.安全技术要求和检验方法EN 12198-1-2000机械安全.对由机器辐射而产生的风险的评估和降低第1部分:总则EN 12198-2-2002机械安全.机械辐射风险的评定和降低.第2部分:辐射测量规程EN 12198-3-2002机械安全.机械辐射风险的评定和降低.第3部分:通过衰减或屏蔽降低辐射EN 12199-1998弹性地板铺面.均匀和非均匀成型弹性地板铺面的规范EN 12-1993石油产品.雷德蒸汽压的测定.湿法EN 122001-1996空白详细规范:军事需要的高频插接器CECC-规范,适于MIL-C_39012 EN 12200-1-2001地面上露天用塑料雨水管道系统.未增塑聚氯乙烯.第1部分:管、配件和系统规范EN 122002-1996空白详细规范.高频同轴插塞连接器EN 122003-1996预制定客户结构规范&口5)以及带资格认定的标准产品结构规范用空白详细规范EN 12201-1-2003供水用塑料管道系统.聚乙烯.第1部分:总则EN 12201-2-2003供水用塑料管道系统.聚乙烯.第2部分:管道EN 12201-3-2003供水用塑料管道系统.聚乙烯.第3部分:配件EN 12201-4-2001供水用塑料管系统.聚乙烯(PE).第4部分:阀EN 12201-5-2003供水用塑料管道系统.聚乙烯.第5部分:系统使用的配合度EN 12205-2001可移动的气瓶.不可再填充的金属气瓶EN 12207-2000窗和门.透气率.分级EN 12208-2000窗和门.防水性.分级EN 12209-2003建筑物五金.锁和闩.机械锁、闩和锁板.要求和试验方法EN 12210-2000窗和门.抗风性.分级EN 122110-1996分规范.高频同轴插塞连接器.SMA系列EN 12211-2000门窗.抗风力载荷.试验方法EN 122120-1996分规范.高频同轴插塞连接器.BNC系列EN 122130-1996分规范.高频同轴插塞连接器.SMB系列EN 12213-1998冷却罐.评定绝热能力的方法EN 122140-1996分规范.高频同轴插塞连接器.SMC系列EN 122150-1996分规范.高频同轴插塞连接器.EIA法兰系列EN 122160-1996分规范.高频同轴插塞连接器.SSMA系列EN 12216-2002外遮闭和内遮闭百叶窗.术语、词汇和定义(三种语言版)EN 122170-1997分规范:高频同轴线连接器.SSMB系列EN 122180-1996分规范.高频同轴插塞连接器.SSMC系列EN 12218-2002支承医疗设备的导轨系统(包括修改件A1)EN 122190-1996分规范.高频同轴插塞连接器.7-16系列EN 12219-2000门.气候影响.要求和分类EN 122200-1996分规范.高频同轴插塞连接器.TNC系列EN 12220-1998建筑物内通风.空气管道.一般通风用圆形法兰的尺寸EN 12221-1-1999家用转接设备.第1部分:安全要求EN 12221-2-1999家用转接设备.第2部分:试验方法EN 12222-1997鞋.鞋及其部件预处理和检验的标准大气条件EN 12223-2000无损检验.超声检验.1号校准块规范EN 12224-2000 土工织物及其相关产品.耐气候老化性能的测定EN 12225-2000 土工织物及其相关产品.通过土埋试验测定抗微生物的方法EN 12226-2000 土工织物及其相关产品.随动耐久性测试评定的通用试验EN 12227-1-2000家用婴儿围栏.第1部分:安全要求EN 12227-2-2000家用婴儿围栏.第2部分:试验方法EN 12228-2002体育场表面.合成表面的连接强度的测定EN 12229-2000运动场表面.人工草皮和织物试样的制备方法EN 12230-2003运动场表面.综合运动场表面伸展性能的测定EN 12231-2003运动场表面.试验方法.天然草皮地面覆盖度的测定EN 12232-2003运动场表面.试验方法.天然草皮茅草厚度的测定EN 12233-2003运动场表面.天然草皮高度的测定EN 122340-2002分规范:无线电频率共轴联接器.MMCX系列EN 12234-2002体育场表面.球滚动性能的测定EN 12236-2002建筑物通风.管道悬吊装置和支撑物.强度要求EN 12237-2003建筑物的通风.管道作业.圆形薄金属板管道的强度和泄漏量EN 12238-2001建筑物通风.机场设备.混流设施的空气动力学试验和额定值EN 12239-2001建筑物通风.空气终端装置.空气动力试验和流动应用替代速率.EN 12240-1997粘合拉锁.粘合拉锁的整体宽度和有效宽度及锁紧后拉锁的有效宽度的测定EN 12241-1999搭扣.水洗、干燥或干洗前的锁紧方法EN 12242-1999搭扣.剥离强度的测定EN 12243-1999搭扣.水洗、干燥和干洗中尺寸变化的测定EN 12244-1-1998额定热负荷20kW以下直接燃气洗衣机.第1部分:安全性EN 12244-2-1998额定热负荷20kW以下直接燃气洗衣机.第2部分:合理的能量使用EN 12245-2002可运输储气瓶.全包装组合气瓶EN 12245-2002可运输储气瓶.全包装组合气瓶EN 12246-1999托盘和包装材料用木材的质量分类EN 12248-1999工业包装材料用的锯木.允许偏差和最佳尺寸EN 12249-1999托盘用锯木.允许偏差和尺寸指南EN 1225-1996塑料管道系统.玻璃纤维增强热固塑料(GFK).湿度影响下蠕变系数的测定和特殊长时期的环形刚性的计算EN 12252-2000液化石油气(LPG)油槽汽车的装备EN 12254-2002激光工作场所屏蔽.安全要求和检验EN 12255-10-2001污水处理厂.第10部分:安全原理EN 12255-11-2001废水处理工厂.第11部分:要求的一般数据EN 12255-1-2002污水处理厂.第1部分:总的施工原则EN 12255-12-2003废水处理工厂.第12部分:控制和自动化EN 12255-13-2002废水处理厂.第13部分:化学处理.通过沉淀物/絮凝物处理废水EN 12255-14-2003污水处理厂.第14部分:消毒EN 12255-15-2003污水处理厂.第15部分:活性污泥厂的曝气槽清水中氧气转化的测量EN 12255-3-2001污水处理厂.第3部分:预处理(包括技术勘误AC-2000)EN 12255-4-2002污水处理厂.第4部分:一次澄清EN 12255-5-1999污水处理厂.第5部分:污水浅人工池塘法EN 12255-6-2002污水处理厂.第6部分:活性污泥处理法EN 12255-7-2002污水处理厂.第7部分:生物固定薄膜反应器EN 12255-8-2001废水处理厂.第8部分:污泥处理和储存EN 12255-9-2002污水处理厂.第9部分:气味控制和通风EN 12256-1998塑料管道系统.热塑管件.安装好的管件的机械强度或弹性的测试方法EN 12257-2002可运输储气瓶.无缝,环形包装组合气瓶EN 12258-1-1998铝和铝合金.术语和定义.第八部分:一般术语.三种不同语言的版本EN 12258-3-2003铝和铝合金.术语和定义.第3部分:废料EN 12259-1-1999固定救火系统.洒水车和喷水系统元件.第1部分:洒水车EN 12259-2-2001固定灭火系统.喷头和喷水系统用元部件.第2部分:报警湿阀组件EN 12259-3-2001固定灭火系统.喷头和喷水系统用元部件.第3部分:报警干阀组件EN 12259-4-2001固定灭火系统.喷头和喷水系统用元部件.第4部分:水动机警报器EN 12259-5-2002固定消防系统.喷头和喷水系统用元部件.第5部分:水流量测定器EN 12260-2003水质.氮含量的测定.随着氧化氮的形成测定结合氮TN〈指数b>EN 12261-2002煤气表.管型煤气表EN 1226-1996塑料管道系统.玻璃纤维增强热固塑料(GFK).检验初始环状变形可能性的方法EN 12262-1999旋转泵.技术文件.术语,交货范围,设计结构EN 12263-1999制冷设备和热泵.压力极限用安全开关设备.要求和检验EN 12266-1-2003工业用阀门.阀门试验.第1部分:压力试验、试验程序和验收标准.强制性要求EN 12266-2-2002工业用阀门.阀门试验.第2部分:试验、试验规程和验收标准.补充要求EN。
ENAW铝材厚度标准
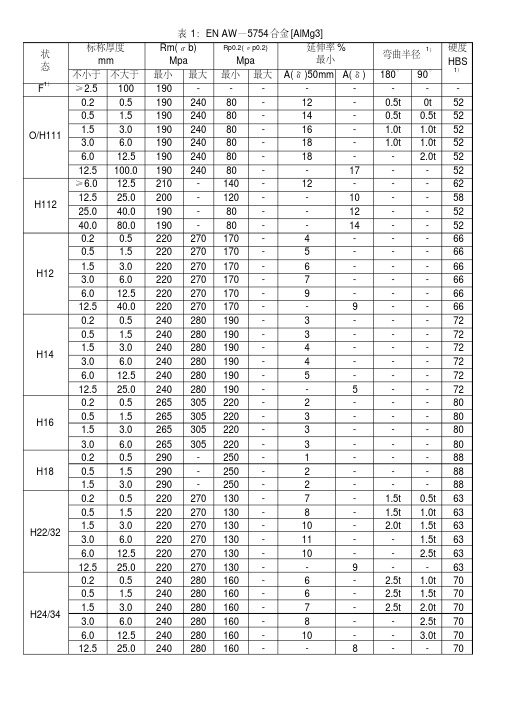
78 78 78 78 87 87 87
表 2: EN AW — 5086 合金 [AlMg4] Rp0.2( σ p0.2) 标称厚度 延伸率 % 硬度 Rm(σ b) 1) 状 弯曲半径 最小 mm Mpa Mpa HBS 态 1) 不小于 不大于 最小 最大 最小 最大 A( δ )50mm A( δ ) 180° 90° 0.2 0.5 325 385 270 1 1.5t 78 0.5 1.5 325 385 270 2 2.0t 78 H16 1.5 3.0 325 385 270 2 3.0t 78 3.0 4.0 325 385 270 2 3.5t 78 0.2 0.5 345 290 1 104 H18 0.5 1.5 345 290 1 104 1.5 3.0 345 290 1 104 0.2 0.5 275 335 185 5 2.0t 0.5t 80 0.5 1.5 275 335 185 6 2.0t 1.5t 80 1.5 3.0 275 335 185 7 2.0t 2.0t 80 H22/32 3.0 6.0 275 335 185 8 2.5t 80 6.0 12.5 275 335 185 10 3.5t 80 12.5 25.0 275 335 185 9 80 0.2 0.5 300 360 220 4 2.5t 1.0t 88 0.5 1.5 300 360 220 5 2.5t 2.0t 88 1.5 3.0 300 360 220 6 2.5t 2.5t 88 H24/34 3.0 6.0 300 360 220 7 3.5t 88 6.0 12.5 300 360 220 8 4.5t 88 12.5 25.0 300 360 220 7 88 0.2 0.5 325 385 250 2 96 0.5 1.5 325 385 250 3 96 H26/36 1.5 3.0 325 385 250 3 96 3.0 4.0 325 385 250 3 96 2)以该种状态提供的材料, 在按照 ASTMG66-88 标准进行完剥落腐蚀的加速试验之后, 不应显现剥 落腐蚀的痕迹
BS-EN-755-7-中文
英国标准BS EN 755-7:1998铝及铝合金—挤压条、管子和型材—第7部分:无缝管,尺寸和形状公差欧洲标准EN 755-7:1998具有英国标准的资格。
ICS 23.040.15, 77.150.10除了版权法允许之外,未经BSI允许,不准拷贝!可编辑国标前言本英语标准为EN 755-7:1998英文版。
BS EN 755的这一部分连同以下一起出版。
BS EN 755,铝及铝合金—挤压条、管子和型材—第8部分:无缝管子、尺寸和形状公差。
BS EN 754,铝及铝合金—冷拔条及管子—第7部分:无缝管子,尺寸和形状公差。
BS EN 754,铝及铝合金—冷拔条及管子—第8部分:舷窗管子、尺寸和形状公差。
注意:下表列出了部分取代英国标准出版的全部欧洲标准。
此外,当以下欧洲标准出版后便取消表中的英国标准:EN 755,铝及铝合金—格压条、管子和型材—第9部分:型材,尺寸和形状公差。
EN 12020,铝及铝合金—格压精密合金型材。
EN AW 6060/EN AW 6063—第1部分:检验和交付的技术条件。
EN 12020,铝及铝合金—挤压精密合金型材EN AW 6060/EN AW 6063—第2部分:尺寸和形状公差。
UK参与此标准的编写工作由技术委员会NFE/35(轻金属及其合金)委托给小型委员会NFE/35/5(锻压铝及铝合金),负责:—帮助审查以弄明白文本;—向负责欧洲委员会介绍翻译方面的任何审查或变更建议并随时报告UK关心的问题;—监察有关国际及欧洲的编制并在英国颁布它们。
可编辑可以向其秘书处索取本身委员会上出席的组织机构表。
相互参照执行本文件中所提及国际或欧洲出版物体精神的英国标准可在BSI标准目录中题为国际标准通信索引下找到或用BSI标准电子目录的“Find”(寻找)工具找到。
英国标准不打算包括所有必要的合同规定。
英国标准的用户对其正确应用负责。
在工程技术委员会指导下编成的这个英国标准经标准委员会的许可出版了并于1998年12月15日生效。
BSEN12020-1-2001铝及铝合金(可编辑)
BS EN 12020-1-2001铝及铝合金--`,,,,,,-`-`,,`,,`,`,,`---BS ENBRITISH STANDARD12020-1:2001Aluminium andaluminium alloys -Extruded precisionprofiles in alloysEN AW-6060 andEN AW-6063 -Part 1: Technical conditions forinspection and deliveryThe European Standard EN 12020-1:2001 has the status of aBritish StandardICs 77.150.10ONO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAWCopyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for ResaleBS EN 12020-1:2001National forewordThis British Standard is the official English language version of EN 12020-1:2001Together with the standards listed in the following table, it supersedesBS 1474:1987 which is withdrawnThis part of BS EN 12020 is published together with:- BS EN 755-9, Aluminium and aluminium alloys -Extruded rodlbar, tube andprofiles - Part 9: Profiles, tolerances on dimensions and form;- BS EN 12020-2, Aluminium and aluminium alloys - Extrudedprecision profiles inalloys ENAW-6060 and EN AW-6063 - Part 2: Tolerances on dimensions and formThe following table gives the full list of implemented European Standards whichsupersede BS 1474:1987Superseding European StandardsSuperseded BritishStandardBS 1474:1987 BS EN 515:1993, BS EN 573-3:1995, BS EN 573-411995, BS EN 755-1:1997, BS EN 755-2:1997, BS EN 755-3:1996,BS EN 755-4:1996, BS EN 755-5:1996, BS EN 755-6:1996,BS EN 755-7:1998, BS EN 755-8~1998, BS EN 755-9~2001,BS EN 12020-1:2001, BS EN 12020-2~2001The UK participation in its preparation was entrusted by Technical Committee NFEí35,Light metals and their alloys, to Subcommittee NFE/35/5, Wrought aluminium andaluminium alloys, which has the responsibility to:-aid enquirers to understand the text;-present to the responsible European committee any enquiries on the interpretation, or proposals for change, and keep the UK interests informed;-monitor related international and European developments and promulgatethem in the UKAlist of organizations represented on this subcommittee can be obtained on request to itssecretaryCross-referencesThe British Standards which implement international or European publications referredto in this document may be found in the BSI Standards Catalogue under the sectionentitled “International Standards Correspondence Index”, or by using the “Find” facilityof the BSI Standards Electronic CatalogueA British Standard does not purport to include all the necessary provisions of a contractUsers of British Standards are responsible for their correct applicationCompliance with a British Standard does not of itself confer immunity fromlegal obligationsaThis British Standard, havingbeen prepared under thedirection of the EngineeringSummary of pagesSector Committee, wasThis document comprises a front cover, an inside front cover, the EN title page, pages 2published under the authorityof the Standards Committee to 11 and a back coverand comes into effect onThe BSI copyright date displayed in this document indicates when the document was15 June 2001last issuedAmendments issued since publicationAmdNo. !Date 1 CommentsO BSI 06-2001ISBN O 580 37045 3Copyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for Resale--`,,,,,,-`-`,,`,,`,`,,`-----`,,,,,,-`-`,,`,,`,`,,`---EUROPEAN STANDARD EN 12020-1NORME EUROP?ENNEEUROP?ISCHE NORM April 2001ICs 77.150.10English versionAluminium and aluminium alloys - Extruded precision profiles in alloys EN AW-6060 and EN AW-6063 - Part 1 : Technicalconditions for inspection and deliveryAluminium et alliages d'aluminium - Profilés de précision Aluminium und Aluminiumlegierungen - Stranggepresstefilés en alliages EN AW-6060 et EN AW-6063 - Partie 1:Pr?zisionsprofile aus Legierungen EN AW-6060 und ENConditions techniques de contr?le et de livraison AW-6063 - Teil 1 : Technische LieferbedingungenThis European Standard was approved by CEN on 18 February 2001CEN members are bound to comply with the CENICENELEC Internal Regulations which stipulate the conditions for giving this EuropeanStandard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the Management Centre or to any CEN memberThis European Standard exists in three official versions English, French, German. A version in any other language made by translationunder the responsibility of a CEN member into its own language and notified to the Management Centre has the same status as the official versionsCEN members are the national standards bodies of Austria, Belgium, Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Netherlands, Noway, Portugal, Spain, Sweden, Switzerland and United KingdomEUROPEAN COMMi?TEE FOR STANDARDIZATIONCOMITI? EUROPEEN DE NORMALISATIONEUROP?ISCHES KOMITEE F?R NORMUNGManagement Centre: rue de Stassari, 36 B-1050 BrusselsO 2001 CEN All rights of exploitation in any form and by any means reserved Ref. No. EN 12020-1:2001 Eworldwide for CEN national MembersCopyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for Resale--`,,,,,,-`-`,,`,,`,`,,`---Page 2EN 12020-1 2001ContentsPageForeword 31 Scope. 42 Normative references53 Terms and definitions64 Orders or tenders 64.1 General64.2Reference to a drawing75 Requirements 75.1Production and manufacturing processes. 75.2 Quality control75.3 Chemical composition. 75.4 Mechanical properties. 75.5 Freedom from surface defects85.6 Tolerances on dimensions and form. 86 Test procedures86.1 Sampling86.2 Test methods. 87 Inspection documents. 98 Marking of products. 99 Packaging 910 Arbitration 9Annex A normative Designations and definitions of surface pretreatments10Bibliography. 11O BSI 06-2001Copyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for ResalePage 3EN 12020-1 ~2001ForewordThis European Standard has been prepared by Technical Committee CENTTC 132, Aluminium andaluminium alloys, the Secretariat of which is held by AFNORThis European Standard shall be given the status of a national standard, either by publication of an identicaltext or by endorsement, at the latest by October 2001, and conflicting national standards shall be withdrawnat the latest by October 2001Within its programme of work, Technical Committee CENiTC 132 entrusted CENTTC 132MIG5, Extruded and drawn products, to prepare the following standard:- EN 12020-7, Aluminium and aluminium alloys - Extruded precision profiles in alloys EN AW-6060 andEN AW-6063 - Part 1: Technical conditions for inspection and deliveryThis standard is part of a set of two standards. The other standard deals with:- EN 12020-2, Aluminium and aluminium alloys - Extruded precision profiles in alloys EN A W-6060 andEN A W-6063 - Part 2: Tolerances on dimensions and formAnnex A is normativeAccording to the CENICENELEC Internal Regulations, the national standards organizations of the followingcountries are bound to implement this European Standard: Austria, Belgium, Czech Republic;-.Denmark,Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Netherlands, Norway, Portugal,Spain, Sweden, Switzerland and the United KingdomO BSI 06-2001 --`,,,,,,-`-`,,`,,`,`,,`---Copyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for ResalePage 4EN 12020-1 :20011 ScopeThis part of EN 12020 specifies technical conditions for inspection and delivery of alloys EN AW-6060 andAW-6063 extruded precision profiles manufactured with and without a thermal barrier see Figures 1ENand 2. It applies to extruded products supplied without further surface treatment. Precision profiles coveredin this standard are distinguished from extruded profiles for general applications covered inEN 755-9 by the following characteristics:- they are mainly for architectural applications;- they meet more stringent requirements regarding the surfacecondition of visible surfaces;- the imum diameter of the circumscribing circle CD is 300 mm;- they are made to closer tolerances on dimensions and formIn the case of profiles which, due to the complexity of their design, are difficult to manufacture and specify,special agreements between purchaser and manufacturer may need to be reachedNOTE 1 The thermal barrier material is not covered by this standardNOTE 2 Some of the products listed in the present standard can be subject to patent or patent applications, and theirlisting herein does not in any way imply the granting of a license under such patent rightCENiTC 132 affirms it is its policy that in the case when a patentee refuses to grant licenses on standardized standards products under reasonable and not discriminatory conditions then this product shall be removed from the correspondingstandardDimensions in millimetresKey1 CD. 300Figure 1 - Profile without thermal barrier--`,,,,,,-`-`,,`,,`,`,,`---O BSI 06-2001Copyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for ResalePage 5EN 12020-1 12001Dimensions in millimetresI nKey1 thermal barrier2 CD. 300Figure 2 - Profile with thermal barrier2 Normative referencesThis European Standard incorporates by dated or undated reference, provisions from other publicationsThese normative references are cited at the appropriate places in the text and the publications are listed hereafter. For dated references, subsequent amendments to or revisions of any of these publications applyto this European Standard only when incorporated in it by amendment or revision. For undated referencesthe latest edition of the publication referred to applies including amendments0EN 51 5, Aluminium and aluminium alloys - Wrought products - Temper designationsEN 573-3, Aluminium and aluminium alloys - Chemical composition and form of wrought products -Part 3: Chemical compositionEN 755-1, Aluminium and aluminium alloys - Extruded rodbar, tube and profiles - Patt 7: Technical conditions for inspection and deliveryEN 755-2, Aluminium and aluminium alloys - Extruded rodlbar, tube and profiles - Part 2: MechanicalpropertiesEN 10002-1, Metallic materials - Tensile testing - Part 7: Method of test at ambient temperatureEN IS0 6506-1, Metallic materials - Brinell hardness test - Part 7: Test method IS0 6506-7 :7999EN 18>0204, Metallic products - Types of inspection documentsEN 12258-1, Aluminium and aluminium alloys - Terms and definitions - Part 7: General termsO BSI 06-2001--`,,,,,,-`-`,,`,,`,`,,`---Copyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for ResalePage 6EN 12020-1 :20011IEN 12020-2, Aluminium and aluminium alloys - Extruded precision profiles in alloys EN A W-6060 andEN AW-6063 - Part 2: Tolerances on dimensions and form3 Terms anddefinitionsIFor the purposes of this part of this European Standard, the terms and definitions given in EN 12258-1 apply4 Orders or tenders4.1 GeneralThe order or tender shall define the product required and shall contain the following information:a the designation of the aluminium alloy as specified in EN 573-3;b the temper of the material for delivery as specified in EN 51 5;c the application, in particular when surface treatment is intended; this shall be expressly stated on theOorder see annex A;d the number of this European Standard or, if not appropriate, the properties agreed between purchaserand supplier;e reference to a drawing defining the product see 4.2, cross-sectional dimensions, surface requirementsand any other relevant information;f length1:- fixed or random;- for random lengths minimum and imum shall be specified;g quantity:- weight or number of pieces or total length;- tolerance on quantity;h special requirements:- any special requirements agreed between the purchaser and supplier;- any requirement for inspection documents;- marking of products;- reference to other standards, if tolerances on dimensions and form differ from this standard;- additional or special testing;- installation length;- surface protection;1 An allowance for process contact points may be necessaryO BSI 06-2001--`,,,,,,-`-`,,`,,`,`,,`---Copyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for ResalePage 7EN 12020-1 :2001i packaging information:- pack weightlsize4.2 Reference to a drawingOn the basis of the order documentation submitted, the manufacturer shall prepare drawings which are to bechecked by the purchaser for accuracy and approved, the profiles then being manufactured in strictaccordance with the approved drawingIf for dimensions critical to function tolerances other than those specified in this standard are to be used, theyshall be entered in the drawing adjacent to the associated nominal size. This also applies to the toleranceson formWhere profiles are intended for later assembly, it is recommended that the manufacturer is provided with adrawing giving appropriate detailsWhere for manufacturing reasons seams are to be located on visible surfaces, their position shall be indicated by the manufacturer on the drawingVisible surfaces shall be identified, indicating main and, if necessary, secondary order visible surfacesFor profiles to be surface treated, surfaces and areas that are to be so treated is indicated on the drawingIf the outline of a profile is modified by machining, it is recommended that the final shape is indicated5 Requirements5.1 Production and manufacturing processesUnless otherwise specified in the order, the production and manufacturing processes shall be left to thediscretion of the producer. Unless it is explicitly stated in the order, no obligation shall be placed on theproducer to use the same processes for subsequent or similar orders5.2 Quality controlThe supplier shall be responsible for the performance of all inspection and tests required by the relevantEuropean Standard and/or the particular specification prior to shipment of the product. If the purchaserwishes to inspect the product at the supplier’s works, he shall notify the supplier at the time of placing theorder5.3 Chemical compositionThe chemical composition shall comply with the requirements of EN 573-3If the purchaser requires special limits for elements not specified in the above standard, these limits shall bestated on the order and after agreement between purchaser and supplier5.4 Mechanical propertiesThe mechanical properties shall comply with the requirements of EN 755-2 or those agreed betweenpurchaser and supplier and stated on the orderHardness testing may be used for release purposes subject to agreement between purchaser and supplier--`,,,,,,-`-`,,`,,`,`,,`---O BSI 06-2001Copyright European Committee for StandardizationProvided by IHS under license with CENNo reproduction or networking permitted without license from IHS Not for ResalePage 8EN 12020-1 :ZOO1I 5.5 Freedom from surface defectsIThe extruded surface shall be free from defects prejudicial to its suitable and proper use. Slight scoring andR, of 9 pm and Ra of 3 pm are not exceeded. Anyother minor defects are permissible providing that andiscoloration or minor blemishes that are likely to be eliminated by the intended pretreatment for anodizing orby painting shall be permitted see annex AINOTE The definitions given in annex A can differ from those specified in EN 12373-1 [I]I 5.6 Tolerances on dimensions and form Tolerances on dimensions and form shall be as specified in EN 12020-26 Test procedures6.1 Sampling6.1.1 Chemical analysisOThe specimens for chemical analysis shall be taken at the time ofcasting. Their shape and conditions ofproduction mould design, cooling rate, mass, etc. shall be so designed that their composition ishomogeneous and appropriate to the method of analysis6.1.2 Mechanical propertiesSpecimens shall be taken from each sample according to EN 755-1If required, test pieces for tensile testing shall be prepared according to EN 755-16.2 Test methods6.2.1 Chemical compositionMethods of analysis shall be at the discretion of the supplier. In case of dispute concerning the chemicalcomposition, referee analysis shall be carried out by methods subject to agreement between purchaser andsupplier. The results obtained shall be accepted by both parties6.2.2 Hardness testingHardness tests should be carried out in accordance with EN IS0 6506-1. Alternative hardness methods maybe used subject to agreement between purchaser and supplier e.9. Webster testing6.2.3 Tensile testingIf a tensile test is specifically required by the purchaser, the tensile test shall be carried out in accordanceWith EN 10002-16.2.4 Measurement of dimensionsThe dimensions shall be measured by means of measuring instruments which are of appropriate accuracy tothe dimensions and dimensional tolerances required. All dimensions shall be checked at the ambienttemperature of the workshop, laboratory, or in case of dispute, at a temperature between 15 "C and 25 "CO BSI 06-2001--`,,,,。
BS EN 755-9铝和铝合金尺寸公差

铝和铝合金——挤压棒材、管件及型材第9部分:型材、尺寸和外形公差欧洲标准EN 755-9:2001具有英国标准的资格ICS 77.150.10国家标准的前言本英国标准是EN 755-9:2001的正式英文版本。
随同下表列出的标准一起,它代替被取消的BS 1474:1987、BS4300-4:1973:BS4300-12:1969及BS 4300-15:1973。
本BS EN 755部分随同下列部分一起出版:—BS EN 12020-1,铝和铝合金——挤压精密合金型材EN AW-6060和EN AW-6063——第1部分:检验和交货技术条件;—BS EN 12020-2,铝和铝合金——挤压精密合金型材EN AW-6060和EN AW-6063——第2部分:尺寸和外形公差。
下表给出代替英国标准的执行欧洲标准的整个清单。
根据工程部门委员会指示准备的英国标准在标准委员会管理机构的指导下颁发并于2001年6月15日生效。
轻金属及其合金技术委员会NFE/35把参与其准备的英国方面委托给锻造铝及铝合金分部委员会NFE/35/5负责:—帮助询问者理解原文;—将有关解释或变更建议的任何询问提交给应负责的欧洲委员会并随时向英国行业报告情况;—监督相关的国际和欧洲开发情况并在英国传播之。
向其秘书承索时可获得此分部委员会的组织表。
相互对照引用在题为“国际标准相应索引”部分内的BSI标准目录中或用BSI标准电子目录的“查找”设施可找到执行本文件中所涉及的国际或欧洲刊物的英国标准。
英国标准并不意味包括合同的所有必要条款。
英国标准的使用者应对其正确应用负责。
依照英国标准本身不具有免除法律责任。
页次一览本文件包含封面、封面内、页次i和ii、EN标题页次、页次2~18、封底内及封底部分的内容。
本文件显示的BSI版权日期示出何时最近颁发。
ICS 77.150.10英文版铝和铝合金——挤压棒材、管件及型材——第9部分:型材、尺寸和外形公差本欧洲标准于2001年2月18日由CEN认可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
英国标准BS EN12020-2:2008 铝及铝合金-挤压合金ENAW-6060和ENAW-6063精密型材第二部分尺寸和形位公差欧洲标准EN12020-22008.3ICS 77.150.10 代替EN12020-2:2001英文版铝及铝合金-挤压合金ENAW-6060和ENAW-6063第二部分尺寸和形位公差此标准由CEN在2008年2月10号认证。
欧洲标准委员会BS EN 12020-2:2008EN 12020-2:2008(E)目录前言........................................................................................................ .. (3)1.范围……………………………………………………………………………………..…. .42.规范性引用文件 (4)3.尺寸公差 (5)3.1总言 (5)3.2横截面 (5)3.2.1总则 (5)3.2.2非壁厚尺寸公差 (6)3.2.3实心和空心型材的壁厚公差 (6)3.3长度................................................................................................. .. (7)3.4断头切斜度 (8)3.5带隔热条的型材长度差 (8)4.形位公差 (8)4.1平行度 (8)4.2弯曲度 (9)4.3凸度和凹度 (10)4.4曲面................................................................................................... .11 4.5扭拧度. (12)4.6角度 (13)4.7角及圆角半径 (15)参考文献 (16)前言此欧洲标准有CEN/TC132“铝及铝合金”技术委员会提供,并由AFNOR支持。
此欧洲标准将作为国家标准,此欧洲标准将作为国家标准,于2008年9月起开始执行,同时将与此标准发生冲突的其他国家标准废除。
此份标准取代EN12020-2:2001.CEN/TC 132技术委员会委托CEN/TC 132/WG 5 修改EN 12020-2:2001.此标准进行了以下的技术更改-------1.最大外接圆直径增加到350mm-------3.2.3,表2:实心和空心型材的壁厚公差进行了更改-------4.1:新增了对平行度的要求-------4.4,表6:对曲面的公差进行了更改-------4.5,表7:扭拧值的公差已经进行了更改EN12020 将以下部分命名为“铝及铝合金-挤压合金ENAW-6060和ENAW-6063精密型材第一部分:检测和供货的技术条件第二部分:尺寸公差和形位公差根据CEN/TC132 内部规范,以下国家将执行此欧洲标准:奥地利、比利时、捷克斯洛伐克、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士以及英国。
BS EN 12020-2:2008EN 12020-2:2008(E)1.范围这份标准指定了ENAW-6060和ENAW6063合金的挤压型材的尺寸和形位公差。
无论型材是否带有隔热条。
它适用于不进行表面处理的挤压型材。
此标准包含的精密型材与EN755-9的型材区别如下:-------主要用于建筑-------在装饰面上有更严格的要求-------最大外接圆直径是350mm------用于定尺寸公差和形位公差当型材设计复杂,难于生产时,那么供需双方需协商注:隔热材料对尺寸公差的影响已包含在这标准中,但隔热材料本事并不包含在内关键词关键词1. CD最大350mm 1.CD最大350mm图1---没有隔热条的型材图2-----有隔热条的型材2.规范性引用文件3.尺寸公差3.2横截面尺寸3.2.1 总则图三所示的尺寸公差分别列于表1和表2A:空心型材除空心部分的壁厚B:空心型材的空心部分壁厚除空心型材两孔之间的壁厚C:空心型材两个空心部分之间的壁厚E:型材开口端短的一面的长度H:除壁厚以外的所有尺寸图3---尺寸A,B,C,E,H的定义BS EN 12020-2:2008EN12020-2:2008(E)3.2.2 除壁厚外的尺寸公差H的公差见表1表1---横截面的公差单位:毫米3.2.3 实心和空心型材的壁厚公差实心和空心型材的壁厚公差见表2.表2----实心和空心型材的壁厚尺寸的公差单位:mm3.3长度如果有固定长度,那么必须在订单中注明。
固定长度的公差见表3如果合同中没有规定固定长度,型材可以以随机长度供应。
长度的范围和公差供需双方协商BS EN 12020-2:2008EN 12020-2:2008(E)3.4 端头切斜度端头切斜度将小于表格3中所规定固定长度公差范围的一半,随机长度也是如此。
例如,固定长度公差为+100mm,端头切斜度将在5mm内。
3.5 带隔热条型材的长度差长度差K,见表4,型材有隔热条,它的公差范围应见其固定长度在表2的数据。
例如:如果固定长度的公差是+100mm.那么差值K应在10mm内。
关键词1.型材长度2.型材13.隔热条4.型材2表4---长度差K4.形位公差4.1 平行度1.对平行度有要求的,供需双方应协谈,并在图纸上注明。
2.平行度应根据表5在图纸上注明,并使用“//”符号。
3.平行度的公差不能增加尺寸的公差,必须是在尺寸公差范围内4.如果有外表面长度不一的,取长的为依据5.两个明确界定的参考点应指定需测量的平行面的宽度。
6.平行度的公差应符合表1对外平行尺寸H(包括开口端)的公差范围。
并只适用在单一平面的横截面尺寸。
举例:公差见表1.图5----标注凹凸面的平行度4.2弯曲度弯曲度的偏差,hs和ht,如图表6,将型材放置于平台以减少偏差。
Ht的弯曲公差应如表4Hs的偏差将不超过0.3mm/300mm.关键词1.平台2.直尺图6-----弯曲偏差值的测量方法BS EN 12020-2:2008EN 12020-2:2008(E)表4----弯曲度公差指定L的ht的弯曲度公差L≤10001000<L≤20002000<L≤30003000<L≤40004000<L≤50005000<L≤6000L>60000.7 1.3 1.8 2.2 2.6 3.0 3.54.3凸面和凹面凸面和凹面f的测量方式如表7和表8 公差见表5关键词W= 宽f= 偏差W1=100mmf1=每100mm的偏差表7-----空心部分凹凸的测量方式BS EN 12020-2:2008EN 12020-2:2008(E)关键词1平台W= 宽f =偏差W1=100mmf 1=每100mm的偏差表8----开口部分的凹凸面测量方法表5----凹凸面公差宽W最大允许偏差f 大于小于等于---- 30 0.2030 60 0.3060 100 0.40100 150 0.50150 200 0.70200 250 0.85250 300 1.0300 350 1.214.4曲面对于曲面的型材,在曲线的任意点都应体现在图纸上,但是不允许超过表格6中规定的相对应的公差C.BS EN 12020-2:2008EN 12020-2;2008(E)图9-----曲面公差的定义宽W的曲面公差曲面公差=公差的直径C 大于小于等于---- 30 0.3030 60 0.5060 90 0.7090 120 1.00120 150 1.20150 200 1.50200 250 2.00250 300 2.50300 350 3.00 另一种办法是采取适合的标准尺进行测量4.5扭拧值参照图表10将型材放在平板上来测量扭拧度T,将型材放在平台上测量型材内面与平台表面之间的最大距离。
表格7中规定型材的宽度W与长度LBS EN 12020-2:2008EN 12020-2:2008(E)关键词 1. 平台表10---扭拧测量方法表7----扭拧值公差单位:毫米宽度W 指定L 的扭拧T 的公差 大于 小于等于 L ≤1000 1000<L ≤20002000<L ≤3000 3000<L ≤4000 4000<L ≤5000 5000<L ≤6000 L >6000 --- 75 1.0 1.2 1.5 1.8 2.0 2.0供需双方 协商 75 100 1.0 1.2 1.5 2.0 2.2 2.5100 125 1.0 1.5 1.8 2.2 2.5 3.0 125 150 1.2 1.5 1.8 2.2 2.5 3.0 150 200 1.5 1.8 2.2 2.6 3.0 3.5 2003501.82.53.03.54.04.54.6 角度根据图11和图12测量规定角度的偏差直角的公差见表8BS EN 12020-2:2008 EN 12020-2:2008(E)任意角度允许的最大公差是±1℃(见表12)当两边不相等时应按短边角的公差为准,也就是说,从长边开始测量。
表8----直角的角度公差宽W最大允许偏差。
常规角度(Z)大于小于等于---- 30 0.3030 50 0.4050 80 0.5080 100 0.60100 120 0.70120 140 0.80140 160 0.90160 180 1.0180 200 1.2200 250 1.5图11----直角角度的测量方法BS EN 12020-2:2008EN 12020-2:2008(E)图12----任意角度进行的测量4.7角以及圆角半径除非在图纸上有特殊规定,锐角和圆角都有轻微偏差。
在表9中规定了角以及圆角半径的最大偏差。
当要求角与圆角半径时,表10规定了半径的最大允许偏差表9---角以及圆角半径的最大值壁厚A,B a,或C a最大允许偏差。
常规角度大于小于等于(Z)---- 3 0.53 6 0.66 10 0.810 20 1.020 40 1.5a 包括不同壁厚,在过渡区的最大允许半径表10----指定的角以及圆角半径允许的最大偏差规定半径mm 规定半径的最大允许偏差≤1.0 ±0.30mm>1.0 to≤5.0±0.50mm>5.0 ±10%。