电解电容器失效模式分类
铝电解电容的失效分析
应用铝电解电容器必须考虑的问题铝电解电容器的失效一、铝电解电容器失效的最主要原因电解液干涸!电解液干涸的原因电解液自然挥发电解液的消耗电解液自然挥发电解液的挥发速度随温度的升高而变快;电解液的挥发速度与电容器的密封质量有关,无论在高温还是在低温条件下都要有良好的密封性。
电解液的消耗漏电流所引起的电化学效应消耗电解液;铝电解电容器的寿命随漏电流增加而减少;漏电流随温度升高而增加:250C时漏电流仅仅是850C时漏电流的不到十分之一;漏电流随施加电压升高而增加:耐压为400V的铝电解电容器在额定电压下的漏电流大约是90%额定电压下的漏电流的5倍。
电解液干涸的时间就是铝电解电容器的寿命影响铝电解电容器寿命的因素(温度1)根据铝电解电容器的电解液的不同,铝电解电容器的最高工作温度可分为:一般用途:850C;一般高温用途:1050C:特殊高温用途:1250C:汽车发动机舱:140∽1500C;影响铝电解电容器寿命的因素(额定寿命小时数)按寿命小时数铝电解电容器可以分为:一般用途(常温,3年以内):1000小时;一般用途(常温,希望比较长的时间):2000小时以上;工业级:更长的寿命小时数。
影响铝电解电容器寿命的因素(温度2)温度每升高100C,寿命小时数减半;影响铝电解电容器寿命的因素(电解液)电解液的多与寡决定铝电解电容器的寿命;影响铝电解电容器寿命的因素(应用条件)高温缩短铝电解电容器寿命;高纹波电流缩短铝电解电容器寿命;工作电压过高缩短铝电解电容器寿命;二、影响铝电解电容器寿命的参数与应用条件工作电压与漏电流的关系工作电压与漏电流的关系CDE生产的450V/4700Uf/850C铝电解电容器的漏电流与施加电压的关系:温度与漏电流的关系CDE生产的450V/4700Uf/850C铝电解电容器的漏电流与环境温度的关系:温度、电压、纹波电流共同作用对寿命的影响以EPCOS的B43697电子镇流器用铝电解电容器为例在不同的电压与温度条件下的铝电解电容器寿命不同。
211133639_大型高电压铝电解电容器早期失效的探讨

能源与环境工大型高电压铝电解电容器早期失效的探讨丁晓锋(南通海立电子有限公司江苏南通226361)摘 要:从目前的发展趋势看,全球范围内的铝电解电容器供应市场逐步完善,国内的生产供应技术已经在世界范围内名列前茅,尤其在日本产量萎缩减少的情况下,中国企业面临巨大的竞争机遇。
在上行压力、下游需求的影响下,大型高电压铝电解电容器的生产量逐步提升,但依旧面临早期失效问题,包括击穿、短路、压力阀释放等。
这些问题会影响高电压铝电解电容器的使用寿命与安全,需要采取有效的解决措施,本文就此进行了相关的阐述和分析。
关键词:高电压铝电解电容器早期失效失效模式中图分类号:T M535文献标识码:A文章编号:1674-098X(2022)10(c)-0143-04Discussion on Early Failure of Large High Voltage AluminumElectrolytic CapacitorsDING Xiaofeng( Nantong Haili Electronics Co., Ltd., Nantong, Jiangsu Province, 226361 China ) Abstract: From the current development trend, the global aluminum electrolytic capacitor supply market is gradually improving, and the domestic production and supply technology has been among the best in the world.Especially in the case of shrinking output in Japan, Chinese enterprises are faced with huge competitive opportunities.Under the influence of upstream pressure and downstream demand, the production of large high-voltage aluminum electrolytic capacitors has gradually increased, but they still face early failure problems, including breakdown, short circuit, pressure valve release, etc. These problems will affect the service life and safety of high voltage aluminum electrolytic capacitors, and effective measures need to be taken to solve them.Key Words: High voltage; Aluminum electrolytic capacitor; Early failure; Failure mode在手机和通信设备使用的过程中,整体质量虽然主要受到高端芯片质量的影响,但电容器等基础元件的作用也不可小觑。
铝电解电容失效

铝电解电容器的失效模式主要有以下几种:
漏液:铝电解电容器的电解液泄露会导致设备性能下降甚至失效。
这通常是由于密封不佳、橡胶老化、龟裂或者长时间工作等因素引起的。
爆炸:当铝电解电容器在工作电压中交流成分过大,或氧化膜介质有较多缺陷,或存在氯根、硫酸根之类有害的阴离子,以致漏电流较大时,电解作用产生的气体的速率较快,工作时间愈长,漏电流愈大,壳内气体愈多,温度愈高,就有可能发生爆炸。
击穿:工艺缺陷、机械应力的施加、引出线与铝箔铆接不实等原因都可能导致铝电解电容器的击穿。
烧毁:铝电解电容器的烧毁主要是由于过电压、纹波电流过大、施加反向电压、频繁充放电、施加交流电等因素引起的。
开路:引出线与铝箔接触不良、腐蚀、氯离子的侵入等原因可能导致铝电解电容器的开路。
短路:氧化膜劣化、金属微粒附着、引线毛刺等原因可能导致铝电解电容器的短路。
容量下降:阳极箔容量减少、阴极箔容量减少、电解液干涸等原因可能导致铝电解电容器的容量下降。
损耗上升:阳极箔容量减少、阴极箔容量减少、电解液干涸等原因可能导致铝电解电容器的损耗上升。
在应用中,需要避免在过电压、过电流、过热等极端条件下使用铝电解电容器,以避免其失效。
同时,也需要注意选择质量可靠的产品,并在使用过程中进行适当的维护和保养,以延长其使用寿命。
电容器失效模式和失效机理

金属化纸介电容器在高湿环境中工作时,电容器正端引线根部会遭到严重腐蚀,这种电解性腐蚀导致引线机械强度降低,严重时可造成引线断裂失效.
(6)、铝电解电容器的失效机理
铝电解电容器正极是高纯铝,电介质是在金属表面形成的三氧化二铝膜,负极是黏稠状的电解液,工作时相当一个电解槽.铝电解电容器常见失效模式有:漏液、爆炸、开路、击穿、电参数恶化等,有关失效机理分析如下.
产生低电平失效的原因主要在于电容器引出线与电容器极板接触不良,接触电阻增大,造成电容器完全开路或电容量幅度下降.
精密聚苯乙烯薄膜电容器一般采用铝箔作为极板,铜引出线与铝箔极板点焊在一起.铝箔在空气中极易氧化;极板表面生成一层氧化铝半导体薄膜,在低电平条件下氧化膜层上的电压不足以把它击穿,因而铝箔间形成的间隙电容量的串联等效容量,间隙电容量愈小,串联等效容量也愈小.因此,低电平容量取决于极板表面氧化铝层的厚薄,氧化铝层愈厚,低电平条件下电容器的电容量愈小.此外,电容器在交流电路中工作时,其有效电容量会因接触电阻过大而下降,接触电阻很大时有效电容量可减小到开路的程度.即使极板一引线间不存在导电不良的间隔层,也会产生这种后果.
② 电解液沿引线渗漏,使引线遭受化学腐蚀;
③ 引线在电容器制造过程中受到机械损伤;
④ 引线的机械强度不够.
(6) 引起电容器绝缘子破裂的主要原因
① 机械损伤;
② 玻璃粉绝缘子烧结过程中残留热力过大;
③ 焊接温度过高或受热不均匀.
(7) 引起绝缘子表面飞弧的主要原因
① 绝缘了表面受潮,使表面绝缘电阻下降;
⑧ 在机械应力作用下电介质瞬时短路.
(2) 引起电容器开路的主要失效机理
① 引线部位发生“自愈“,使电极与引出线绝缘;
细叙各类电子元器件的失效模式与机理
细叙各类电子元器件的失效模式与机理
电子元器件的主要失效模式包括但不限于开路、短路、烧毁、爆炸、漏电、功能失效、电参数漂移、非稳定失效等。
对于硬件工程师来讲电子元器件失效是个非常麻烦的事情,比如某个半导体器件外表完好但实际上已经半失效或者全失效会在硬件电路调试上花费大把的时间,有时甚至炸机。
硬件工程师调试爆炸现场
所以掌握各类电子元器件的实效机理与特性是硬件工程师比不可少的知识。
下面分类细叙一下各类电子元器件的失效模式与机理。
电阻器失效模式与机理失效模式:各种失效的现象及其表现的形式。
失效机理:是导致失效的物理、化学、热力学或其他过程。
1、电阻器的主要失效模式与失效机理为1) 开路:主要失效机理为电阻膜烧毁或大面积脱落,基体断裂,引线帽与电阻体脱落。
2) 阻值漂移超规范:电阻膜有缺陷或退化,基体有可动钠离子,保护涂层不良。
3) 引线断裂:电阻体焊接工艺缺陷,焊点污染,引线机械应力损伤。
4) 短路:银的迁移,电晕放电。
2、失效模式占失效总比例表
(1)、线绕电阻
失效模式占失效总比例开路90%阻值漂移2%引线断裂7%其它1%
(2)、非线绕电阻
失效模式占失效总比例开路49%阻值漂移22%引线断裂17%其它7%
3、失效机理分析
电阻器失效机理是多方面的,工作条件或环境条件下所发生的各种理化过程是引起电阻器老化的原因。
(1)、导电材料的结构变化
薄膜电阻器的导电膜层一般用汽相淀积方法获得,在一定程度上存在无定型结构。
按热力。
电容的MTBF报告

电容的MTBF报告1. 引言本文旨在提供关于电容的可靠性指标MTBF(Mean Time Between Failures)的报告。
MTBF是一项重要的指标,用于评估电子元件的可靠性和预测故障发生的频率。
对于电容器而言,MTBF可以帮助我们了解其在特定工作条件下的使用寿命和可靠性。
2. 电容器的基本原理电容器是一种电子元件,由两个电极和介质组成。
电极之间的介质可以是空气、陶瓷或电解质等。
电容器的基本原理是利用电极之间的电场储存电荷。
当电压施加到电容器上时,电荷会在电极之间积累,从而形成电场。
3. 电容器故障模式电容器可能会出现多种故障模式,导致其失效或降低性能。
以下是一些常见的电容器故障模式:3.1. 电解液干燥对于电解电容器而言,电解液的干燥是一种常见的故障模式。
电解液的干燥可能会导致电容器内部的电解质浓度下降,从而影响电容器的性能和寿命。
3.2. 电极腐蚀电容器的电极可能会受到腐蚀。
腐蚀可能会导致电极的电阻增加,从而影响电容器的性能。
3.3. 电压过载电容器在使用过程中可能会遭受电压过载。
电压过载可能会导致电容器内部的电场强度超过其设计限制,从而引发电容器失效。
4. 电容器的MTBF计算计算电容器的MTBF需要考虑多个因素,包括电容器的设计、工作条件和环境条件等。
常见的MTBF计算方法包括基于实验数据和基于模型的方法。
4.1. 基于实验数据的MTBF计算基于实验数据的MTBF计算是通过对大量电容器的实际运行数据进行统计分析来得出MTBF值。
这种方法需要大量的实验数据和时间来进行统计分析,从而得出较为准确的MTBF值。
4.2. 基于模型的MTBF计算基于模型的MTBF计算是通过建立数学模型和可靠性模型来预测电容器的MTBF值。
这种方法需要考虑电容器的工作条件、故障模式和可靠性参数等因素,并使用数学方法进行计算和模拟。
5. 提高电容器的可靠性为了提高电容器的可靠性,我们可以采取一些措施:5.1. 选择合适的电容器根据实际需求选择合适的电容器,包括电容值、电压等级和使用环境等因素。
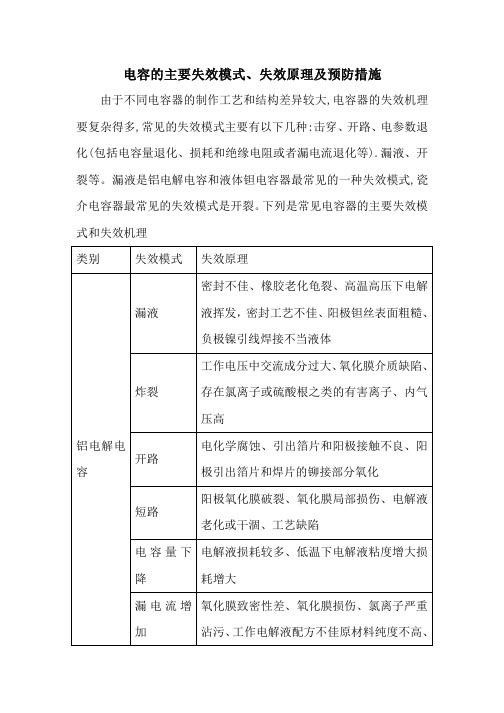
电容的主要失效模式、失效原理及预防措施
产生电化学离解
固体钽电 短路
解
氧化膜缺陷、钽块与阳极引出线产生相对位 移、阳极引出钽丝与氧化膜颗电容器粒接触
开裂
热应力、机械应力
瓷介电容 短路
介质材料缺陷、生产工艺缺陷、银电极迁移
器
低 电 压 失 低电压失效介质内部存在空洞、裂纹和气孔
效
等缺陷工作条件类别
预防措施及注意事项
应确保不含卤素,在采用此类材料前应注意
助焊剂已完全干透
(7)使用清洁剂以后必须充分干燥,采用免洗
型助焊剂也需充分干燥
(8)确保电容的封口位置不受压
(9)当采用胶黏剂或其它材料固定元件时,应
小心不要让此类材料完全覆盖电容器的封
口,同时应确保电容器的完全阀不被封闭
储存
(1)电容器应储存在正常的温度、湿度条件 下。避免受到阳光直射
式和失效机理
类别
失效模式 失效原理
密封不佳、橡胶老化龟裂、高温高压下电解
漏液
液挥发,密封工艺不佳、阳极钽丝表面粗糙、
负极镍引线焊接不当液体
工作电压中交流成分过大、氧化膜介质缺陷、
炸裂
存在氯离子或硫酸根之类的有害离子、内气
压高
铝电解电 开路
容
电化学腐蚀、引出箔片和阳极接触不良、阳 极引出箔片和焊片的铆接部分氧化
类别
工作条件 预防措施及注意事项
(1)确定工作温度及纹波电流在规定范围内
工 作 温 度 纹波电流
及 纹 波 电 (2)当并联两个或更多电容时,需注意接线电
流 铝电解电
容
阻应计算在内 (3)注意电容工作时的热能导致设备内部温 度的提升
(1)注意电容的正负极,不应施加反向电压或
20-4 电解电容器失效模式分类
金属微粒附着
引出线与铝箔 接触不充分 氧化膜,电解纸 的绝缘作用受到破坏 氧化膜,电解纸 的绝缘作用受到破坏 引出线与铝箔 接触不充分 引出线与铝箔 接触不充分 引出线与铝箔 接触不充分
铝箔,引线毛刺
引出线与铝箔铆接不 良 机械应力的施加
X X X X X X X X X X X X X
X X X X X X X X X X X X X
阳极箔容量减小 氧化膜劣化 氧化膜,电解纸 的绝缘作用受到破坏 引出线与铝箔 接触不充分 氧化膜劣化 氧化膜劣化 长时间使用 电解液干涸 氧化膜,电解纸 的绝缘作用受到破坏 氧化膜,电解纸 的绝缘作用受到破坏 引线受到异常外部应 力 引出线与铝箔 接触不充分 氯离子的侵入 腐蚀 使用含卤素的洗净剂 氯离子的侵入 氯离子的侵入 粘接剂,涂层剂的使 用
容量下降 容量下降 X X X 容量下降 容量下降 容量下降 X 容量下降 容量下降 容量下降 X 容量下降
损耗上升 损耗上升 X X X X X X X X X 损耗上升 X 损耗上升
X 漏电流上升 X X 漏电流上升 X X 漏电流上升 漏电流上升 漏电流上升 漏电流上升 漏电流上升 X X
X X X X 防爆阀打开 X 防爆阀打开 防爆阀打开 X 防爆阀打开 防爆阀打开 X X X
X X X X X X X X X X X X X X
X X X X X X X X X X X X X X
X X 短路 X X X X 短路 短路 短路 短路 短路 X X
X X X 开路 X X X X X X X 开路 开路 X
短路 短路 X 短路 短路 X X 短路 短路 X 短路 短路 短路
使用温度过高
粘接剂,涂层剂的使 用
腐蚀 氧化膜劣化 氧化膜,电解纸 的绝缘作用受到破坏
器件失效模式
器件失效模式
器件失效模式是指器件在运行过程中可能发生的失效现象及其原因。
器件失效模式一般分为以下几类:
1. 物理失效模式:由于外部环境因素引起的失效,如机械冲击、温度变化、湿度变化等。
2. 化学失效模式:由于化学反应引起的失效,如腐蚀、氧化等。
3. 电气失效模式:由于电路内部的问题导致的失效,如短路、开路、过电压、欠压等。
4. 热失效模式:由于高温或低温引起的失效,如热膨胀、热疲劳等。
5. 寿命失效模式:由于器件本身的老化或磨损引起的失效,如晶体管的击穿、电容器的漏电等。
6. 设计失效模式:由于设计缺陷或错误引起的失效,如电路设计不合理、元件选型不当等。
7. 制造失效模式:由于制造工艺问题或质量问题引起的失效,如焊接
不良、封装不良等。
了解器件失效模式对于器件的设计、选型、制造和维护都非常重要,可以帮助工程师更好地预测和预防器件失效,提高器件的可靠性和稳定性。
六种最常见的铝电解电容失效模式
六种最常见的铝电解电容失效模式一、铝电解电容概念铝电解电容是由铝圆筒做负极,里面装有液体电解质,插入一片弯曲的铝带做正极制成。
还需要经过直流电压处理,使正极片上形成一层氧化膜做介质。
它的特点是容量大,但是漏电大,稳定性差,有正负极性,适宜用于电源滤波或者低频电路中。
二、铝电解电容常见的失效模式电容其有失效的时候,而各类电容器的材料、结构、制造工艺、性能和使用环境各不相同,失效机理也各不一样。
今天易容网将为大家揭秘铝电解电容常见的失效模式:漏液、爆炸、开路、击穿、电参数恶化等。
三、失效模式及其引发原因分析1、漏液漏液,是电容器失效的原因之一,而铝电解电容也不例外。
铝电解电容其工作电解液呈现酸性,如果溢出,则会严重污染和腐蚀电容器周围的其他元器件和印刷电路板。
同时电解电容器内部,由于漏液而使工作电解液逐渐干涸,丧失修补阳极氧化膜介质的能力,导致电容器击穿或电参数恶化而失效。
产生漏液的原因是很多的,如:①铝电解电容器密封不佳;②采用橡胶塞密封铝电解电容器的,则可能因为使用太久,导致橡胶老化、龟裂而引起漏液现象;③机械密封工艺存在问题;④安装问题,一般生产厂商会考虑到漏液问题,他们会在企标中明确规定要立式安装,而有些企业则采用了卧式安装等。
2、爆炸铝电解电容器在工作电压中交流成分过大,或氧化膜介质有较多缺陷,或存在氯根、硫酸根之类有害的阴离子,以致漏电流较大时电解作用产生气体的速率较快,工作时间愈长,漏电流愈大,壳内气体愈多,温度愈高。
电容器金属壳内外的气压差值将随工作电压和工作时间的增加而增大。
如果密封良好,又没有任何防爆措施,则气压增大到一定程度就会引起电容器爆炸。
目前,已普遍采用防爆外壳结构,在金属外壳上部增加一道褶缝,气压高时将褶缝顶开,增大壳内容积,从而降低气压,减少爆炸危险。
在使用上如加过载电压,对电容急速充放电,施加反向电压等都有可能使电容爆炸。
3、击穿铝电解电容器击穿是由于阳极氧化铝介质膜破裂,导致电解液直接与阳极接触而造成的。
电容器的常见失效模式和失效机理

电容器的常见失效模式和失效机理电容器的常见失效模式有――击穿短路;致命失效――开路;致命失效――电参数变化(包括电容量超差、损耗角正切值增大、绝缘性能下降或漏电流上升等;部分功能失效――漏液;部分功能失效――引线腐蚀或断裂;致命失效――绝缘子破裂;致命失效――绝缘子表面飞弧;部分功能失效引起电容器失效的原因是多种多样的。
各类电容器的材料、结构、制造工艺、性能和使用环境各不相同,失效机理也各不一样。
各种常见失效模式的主要产生机理归纳如下。
3.1失效模式的失效机理3.1.1引起电容器击穿的主要失效机理①电介质材料有疵点或缺陷,或含有导电杂质或导电粒子;②电介质的电老化与热老化;③电介质内部的电化学反应;④银离子迁移;⑤电介质在电容器制造过程中受到机械损伤;⑥电介质分子结构改变;⑦在高湿度或低气压环境中极间飞弧;⑧在机械应力作用下电介质瞬时短路。
3.1.2引起电容器开路的主要失效机理①引线部位发生“自愈“,使电极与引出线绝缘;②引出线与电极接触表面氧化,造成低电平开路;③引出线与电极接触不良;④电解电容器阳极引出箔腐蚀断裂;⑤液体电解质干涸或冻结;⑥机械应力作用下电介质瞬时开路。
3.1.3引起电容器电参数恶化的主要失效机理①受潮或表面污染;②银离子迁移;③自愈效应;④电介质电老化与热老化;⑤工作电解液挥发和变稠;⑥电极腐蚀;⑦湿式电解电容器中电介质腐蚀;⑧杂质与有害离子的作用;⑨引出线和电极的接触电阻增大。
3.1.4引起电容器漏液的主要原因①电场作用下浸渍料分解放气使壳内气压上升;②电容器金属外壳与密封盖焊接不佳;③绝缘子与外壳或引线焊接不佳;④半密封电容器机械密封不良;⑤半密封电容器引线表面不够光洁;⑥工作电解液腐蚀焊点。
3.1.5引起电容器引线腐蚀或断裂的主要原因①高温度环境中电场作用下产生电化学腐蚀②电解液沿引线渗漏,使引线遭受化学腐蚀;③引线在电容器制造过程中受到机械损伤;④引线的机械强度不够。
y电容失效模式
y电容失效模式
(实用版)
目录
1.电容失效的常见模式
2.电容失效的原因
3.如何防止电容失效
正文
电容是一种常见的电子元件,被广泛应用于各种电子设备中。
然而,电容失效是一种常见的故障模式,会影响设备的性能和稳定性。
下面,我们将探讨电容失效的常见模式、原因以及如何防止电容失效。
一、电容失效的常见模式
电容失效的主要模式有以下几种:
1.电容漏电:电容存储电能的能力降低,导致电容器两端的电压下降。
2.电容击穿:电容器电压超过其额定电压,导致电容器损坏,无法继续使用。
3.电容老化:电容器在长时间的使用过程中,其性能逐渐下降,电容量减少。
4.电容短路:电容器内部出现短路,导致电容器无法正常工作。
二、电容失效的原因
电容失效的原因有很多,主要包括以下几点:
1.质量问题:电容器本身的质量不合格,导致其在使用过程中容易失效。
2.温度过高:电容器在高温环境下工作,会导致其性能下降,加速老化。
3.电压波动:电容器在电压波动较大的环境中工作,容易导致击穿。
4.使用时间过长:电容器在长时间的使用过程中,其性能会逐渐下降。
三、如何防止电容失效
为了防止电容失效,可以采取以下措施:
1.选择高质量的电容器:在选购电容器时,应选择知名品牌的高质量产品,以确保其稳定性和可靠性。
2.控制工作温度:尽量使电容器在适宜的温度环境下工作,避免高温环境。
3.稳定电压:为电容器提供稳定的电压,避免电压波动。
4.定期更换:对于使用时间较长的电容器,应定期进行检查和更换,以确保其正常工作。
第1页共1页。
《铝电解电容器的失效情况及预防措施》72

《铝电解电容器的失效情况及预防措施》摘要:铝电解电容器是一种性能优越但可靠性存在不足的重要电容器,相关领域的工作人员应发挥其长而力避其短,在全面而细致地了解其常见失效模式及机理的基础上明确预防措施。
本文对此进行了系统性和概要性总结,冀对相关领域工作者有所助益。
关键词:铝电解电容器;失效模式;失效机理;预防措施作为应用最广泛的分立元件之一,铝电解电容器在电源滤波、信号耦合及去耦、杂波旁路,以及谐振选频等电力电子线路中发挥着重要作用。
与其种类别的电容器相比,铝电解电容器虽有着鲜明优势,但其寿命相对较短,可靠性方面存在一定不足,因而了解其常见的失效模式及机理进而明确预防措施是有着重要意义的。
本文拟对此作一系统性和概要性总结,冀对相关领域工作者有所助益。
一、铝电解电容器的失效情况概述1、铝电解电容器失效的判断与表现在实际工程应用中,铝电解电容器失效至完全不能再用通常被称为寿命终结,其使用寿命被定义为“电容器在规定条件下规定性能的工作时间”。
规定条件主要指的上限工作温度和额定电压(额定直流电压或直流电压叠加纹波电压之和)。
规定性能主要指电容量相对变化率|AC/C|、损耗因子(主要表现为损耗角正切值tgδ的变化)与漏电流(主要表现为等效串联电阻EST的变化)等参数在技术规范规定内的性能指标。
通常情况下,液态铝电解电容器失效的具体判断标准如下表所示:当然,从外观异常表现上亦可直接判断铝电解电容器是否失效,最典型的如铝壳或防爆口开裂、电解液泄露等。
需要指出的是,以上讨论主要针对最为重要和典型的液态铝电解电容器。
随着相关技术的飞速发展,各种型号的新型电容器层出不穷,其规定条件和规定性能值自然不尽相同,但基本原理和判断依据并无二致,在实际工程应用中,工程人员应在切实明了其基本原理及判断依据的基础上明确各项技术参数,进而对其是开始失效和已经完全失效加以合理判断,下面我们来讨论更具体的铝电解电容器常见失效模式及机理。
2、铝电解电容器失效模式及机理铝电解电容器的失效模式及机理向来是备受重视和受到深入研究的范畴。
电容失效模式和失效机理
电容失效模式和失效机理
电容器是一种常见的电子元件,它们在电子设备中起着储存电荷和滤波的重要作用。
然而,电容器也会出现失效,主要有以下几种模式和机理:
1. 电容漏电流增加,电容器在使用过程中,由于介质老化或者制造过程中的缺陷,会导致电容器的绝缘性能下降,从而使得电容器的漏电流增加。
这种失效模式会导致电路中的电流泄露,影响整个电路的性能。
2. 电容器内部短路,电容器内部的金属层或电介质层可能会出现短路现象,导致电容器无法正常工作。
这种失效模式会导致电路中的电压异常,甚至损坏其他元件。
3. 电容器老化,随着使用时间的增加,电容器的性能会逐渐下降,如电容值减小、损耗角正切值增大等,最终导致电容器失效。
这种失效模式是由于电容器内部材料的老化和疲劳造成的。
4. 电容器机械损坏,在运输、安装或使用过程中,电容器可能会受到机械振动或冲击,导致内部连接不良或元件损坏,从而引起
电容器失效。
总的来说,电容器的失效主要是由于材料老化、制造缺陷、外部环境等因素引起的。
为了延长电容器的使用寿命,可以采取合适的工作条件、定期检测和维护等措施,以确保电容器的可靠性和稳定性。
铝电解电容器失效模式与管控措施
电解纸或铝箔的Fe3+等含量过高
铝箔要求同上;电解纸:铁离子个数≤5个/1800cm2,
铁总量<20mg/Kg
其它
对250WV以上的产品每只进行高电压剔除,250WV:300V 315WV:450V 350WV:480V 400WV:510V
450WV:520V
铝电解电容器的通常失效模式与管控措施
引条腐蚀
芯子端面CL-超标
水份超标
外部人为带入
空气、电解液,电解纸
对乳胶手套每班检测一次;对出现异常的批次返85℃10小时,并
且漏电流检测标准由0.003VC降为0.0025CV以确保不良产品不流
入客户,视返工情况决定最终处理方案
同上
铝箔腐蚀
铝箔CL-或Fe3+超标
水份超标
铝箔本身
空气、电解液,电解纸
关系,在保证可靠性的基础上使产品的ESR值尽可能小
氧化膜质量较差
铝箔本身
采用无机酸体系化成的铝箔
3
短路击穿
铝箔切割时产生的铝屑、毛刺
铝箔折弯过低或刀片磨损过大
严格刀具管理(新刀10000m,再生刀8000m),增加吸尘装置;铝箔
折弯大于110回
工作电解液耐压不足
提高电解液的耐毛刺能力
开发新的工作电解液并不断改进,特别是高压方面要求在520V高电压下不击穿
要求铝箔中CL-<0.5 ppm、
芯子发热
铝箔到达电压过低
铝箔本身
采用标准电压的铝箔并且对每一卷铝箔都检测到达电压,对有特殊要求的适当提高铝箔的到达电压
电容的ESR值过大
铝箔不良或电解液电导率过低或电解纸密度过高
采用无机酸体系化成的铝箔;充分考虑电解液与电解纸之间的配套
电容失效分析(详解干货)
电容失效分析(详解干货)【导读】电子元器件的主要失效模式包括但不限于开路、短路、烧毁、爆炸、漏电、功能失效、电参数漂移、非稳定失效等。
对于硬件工程师来讲电子元器件失效是个非常麻烦的事情,比如某个半导体器件外表完好但实际上已经半失效或者全失效会在硬件电路调试上花费大把的时间,有时甚至炸机。
陶瓷电容失效分析:多层片状陶介电容器由陶瓷介质、端电极、金属电极三种材料构成,失效形式为金属电极和陶介之间层错,电气表现为受外力(如轻轻弯曲板子或用烙铁头碰一下)和温度冲击(如烙铁焊接)时电容时好时坏。
多层片状陶介电容器具体不良可分为:1、热击失效2、扭曲破裂失效3、原材失效三个大类(1)热击失效模式:热击失效的原理是:在制造多层陶瓷电容时,使用各种兼容材料会导致内部出现张力的不同热膨胀系数及导热率。
当温度转变率过大时就容易出现因热击而破裂的现象,这种破裂往往从结构最弱及机械结构最集中时发生,一般是在接近外露端接和中央陶瓷端接的界面处、产生最大机械张力的地方(一般在晶体最坚硬的四角),而热击则可能造成多种现象:第一种是显而易见的形如指甲狀或U-形的裂縫第二种是隐藏在内的微小裂缝第二种裂缝也会由裸露在外的中央部份,或陶瓷/端接界面的下部开始,并随温度的转变,或于组装进行时,顺着扭曲而蔓延开来(见图4)。
第一种形如指甲狀或U-形的裂縫和第二种隐藏在内的微小裂缝,两者的区别只是后者所受的张力较小,而引致的裂缝也较轻微。
第一种引起的破裂明显,一般可以在金相中测出,第二种只有在发展到一定程度后金相才可测。
(2)扭曲破裂失效此种不良的可能性很多:按大类及表现可以分为两种:第一种情况、SMT阶段导致的破裂失效当进行零件的取放尤其是SMT阶段零件取放时,取放的定中爪因为磨损、对位不准确,倾斜等造成的。
由定中爪集中起来的压力,会造成很大的压力或切断率,继而形成破裂点。
这些破裂现象一般为可见的表面裂缝,或2至3个电极间的内部破裂;表面破裂一般会沿着最强的压力线及陶瓷位移的方向。
电解电容器基本介绍
1.電解電容器基本介紹
主講人:
LELON E-Cap
目錄
1. 電容器簡介 2. 電解電容器規格介紹與說明 3. 電解電容器信賴性測試介紹與說明 4. 電解電容器入料檢驗介紹與說明 5. 電解電容器應用介紹與說明 6. Low ESR Type特性介紹與說明 7. 電解電容器生產流程介紹與說明 8. 電解電容器使用注意事項
LELON E-Cap
電解電容器使用注意事項
5.有防爆孔設計之鋁質電解電容器其使用時,防爆孔側應與
其他機構保持相當之空間距離,如此條件不能滿足的話,防
爆孔將無法正常運作。
Case Diameter Clearance (min)
ψ6.3~16 2mm
ψ6.3~16 3mm
ψ40 or more 5mm
2.外形:
04型(Radial): 02型(Axial):
圓筒形﹑金屬殼﹑ 圓筒形﹑金屬殼﹑
引線端子同一方向﹑ 引線端子反方向﹑
披覆套管.
披覆套管.
69型(Snap-in):
圓筒形﹑金屬殼﹑ PCB用端子同方向
自立型﹑披覆套管.
LELON E-Cap
電解電容器規格介紹與說明
33型(Screw): 圓筒型,金屬殼、端子為螺絲 型且同方向PC板自立式之鋁 質非固態電解電容器,披覆套 管.
2. 制作工藝及流程介紹
LELON E-Cap
製程別 使用材料
釘接
陽極箔 陰極箔 導針
捲繞
電解紙
捲繞固定 用膠水或
膠帶
含浸 電解液
橡膠蓋
組立封口
鋁殼
電解電容器生產流程介紹與說明
圖示
功能說明
將電容器之容量經由導 針引出使用
钽电解电容器的基本知识
壳号
1 2 3 4
允许功率损耗 参考外形尺寸
直径×高 (mm) 3.2×8
5×12
6×14
8×14
功率损耗 (W)
0.09 0.10 0.125 0.18
温度降额系数
温度 (℃)
25 85 125
降额系数
1 0.9 0.4
非固体电解质钽电容器的最大纹波电流有效值
壳号
参考外形尺寸
最大纹波电流值
4
直径×高(mm)
第一章 钽电解电容器的基本知识
一、 电解电容器的基本知识 1. 概念
电容器是由两极板中间夹绝缘介质层组成。绝缘层是陶瓷的我们称为陶瓷电 容器,绝缘层是纸的称为纸介电容器,而绝缘介质层是由作为极板的金属,经电 化学反应生成的金属氧化物组成的,这种电容器我们称为电解电容器,这种金属 氧化物具有单向导电性,因此电解电容器具有极性。当这种金属是钽时,我们叫 钽电解电容器,这种金属是铝时,我们称为铝电解电容器。钽这种金属作为电解 电容器的阳极,钽金属氧化物作为绝缘介质层,当引出阴极为液体、凝胶、糊状 的称为非固体电解电质钽容器,引出阴极为固体的叫固体电解质钽电容器。由电 解电容器的结构,我们可以推断其以下性能特点。 2. 电解电容器的性能特点 1) 单位体积内所具有的电容量特别大,当要求几十微法以上的电容量时,只有从 电解电容器方面去考虑,广泛应用在电源滤波,交流旁路、储能等、直流电源 系统的退耦以及耦合等用途上。 2) 具有单向导电性,即所谓有极性。因此不能使用在纯交流电路中。非固体钽电 解电容器不能承受反向电压;而固体钽电解电容器能承受的反向电压最大不超 过 1V。如果电容器长期使用在有反向电压的电路中,请选用双极性电解电容器, 而双极性电解电容器仅仅改变了电容器的结构,并没改变氧化膜的单向导电性, 因此也只能在极性变换而频率不太高的直流或脉动电路中使用。 3) 工作电压受到限制。非固体钽电解电容器的额定工作电压一般为 125V,最高不
铝电解电容器基础知识
电容器基础知识电解电容器的性能特点:1.比容量非常高,可以获得很大的额定电容量2.具有自愈能力3. 工作电场强度非常高4.可以获得很大的额定电容量5.具有单向导电性6.工作电压有一定的上限值7.绝缘性能较差,产品易老化性能的可靠性逐渐下降8.tgδ值较大而且温度频率特性差即随温度和频率的变化,容量和损耗会有较大的变化。
9.铝电容价格便宜。
电容器的失效模式:开路、短路、起鼓、击穿、漏液、反极、腐蚀、电容量不良、损耗不良、漏电流不良。
本公司的质量体系构成:1.质量手册2.程序文件3.支持性文件4.表单表格报表不合格物料的处置方式:退货、选别使用代用报废。
过程检验中不合格品的处置方式:返工代用报废。
最终检验和试验中不合格品的控制即量测与监控中不合格品的处置方式返工代用降级报废。
各工序的工艺目的:卷绕:将阳极箔、阴极箔分别与引出条铆接后和电解纸卷成芯包供下道工序使用。
钉卷:将阳极箔阴极箔与导针刺铆并与电解纸卷绕成合格芯子并用胶带进行固定。
浸渍:将干燥后的芯包浸渍相应工作电压的电解液作为实际阴极起修补氧化膜的作用。
自动装配封口:将引出条与盖板铆接合格后再将引条折成保适的形状塞入铝壳中将产品卷边密封成型。
手工装配封口;将浸渍好的芯子套上橡皮头装入配套铝壳中进行卷边密封并滚塑套:将电容器上印有产品标识的PVC热缩套管及绝缘垫片,使之绝缘、美观。
老炼:对电容器进行修补、完善氧化膜,改善电容器品质,剔除废次品。
测试:测量电容器电性能三参数剔除不良品,使电容器电性能符合要求。
包装:剔除外观不合格产品,将产品装到小包装盒中并贴合格证。
成型:将电容器的引出线按规定加工成所需要的形状和尺寸。
工序能力指数CPK≥1.67非常强。
1.33≤CPK<1.67充足。
1≤CPK<1.33一般。
0.67≤CPK<1不足。
CPK<0.67严重不足。
代用的原则:来料和半成品代用不会影响产品性能或对产品性能影响极微小,材料和半成品的代用通过工艺调整和改进,使产品能够满足客户的认可,成品代用必须经副总以上领导批准,并且得到客户的认可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X 容量下降 容量下降 容量下降 X 容量下降 容量下降 容量下降 X 容量下降 X 容量下降
X X X X X X X 损耗上升 X 损耗上升 X 损耗上升
漏电流上升 X X 漏电流上升 漏电流上升 漏电流上升 漏电流上升 漏电流上升 X X 漏电流上升 漏电流上升
防爆阀打开/端蓋破裂 X 防爆阀打开/端蓋破裂 防爆阀打开/端蓋破裂 X 防爆阀打开/端蓋破裂 防爆阀打开/端蓋破裂 X X X X X
失效模式
漏电流上升 X 漏电流上升 漏电流上升 漏电流上升 漏电流上升 X 漏电流上升 漏电流上升 X 漏电流上升 X 漏电流上升 漏电流上升 漏电流上升 漏电流上升 防爆阀打开/端蓋破裂 防爆阀打开/端蓋破裂 X X X 防爆阀打开/端蓋破裂 防爆阀打开/端蓋破裂 X X X 防爆阀打开/端蓋破裂 防爆阀打开/端蓋破裂 X X X 防爆阀打开/端蓋破裂
失效模式
X 漏电流上升 漏电流上升 漏电流上升 漏电流上升 X X X 漏电流上升 漏电流上升 X X X X X X 防爆阀打开 蓋破裂 X / 端
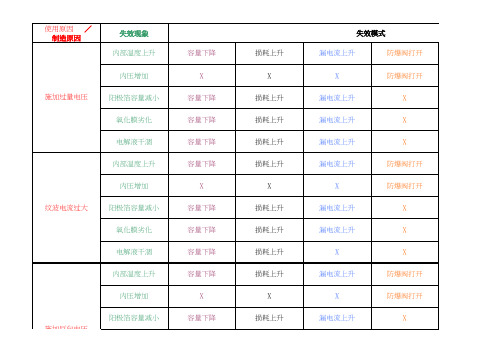
阳极箔容量减小 频繁充放电 氧化膜劣化 电解液干涸 内部温度上升 内压增加 阳极箔容量减小 阴极箔容量减小 施加交流电 氧化膜劣化 电解液干涸 内压增加 阳极箔容量减小
使用原因/制造原因
氧化膜劣化
失效现象
容量下降 X X 损耗上升 X X
失效模式
漏电流上升 X X X X X
氧化膜,电解纸的绝缘作用受到破坏 使用温度过高 引出线与铝箔接触不充分
氧化膜劣化 氧化膜劣化 长时间使用 电解液干涸 氧化膜,电解纸的绝缘作用受到破坏 氧化膜,电解纸的绝缘作用受到破坏 引线受到异常外部应力 引出线与铝箔接触不充分 氯离子的侵入 腐蚀 使用含卤素的洗净剂 氯离子的侵入 氯离子的侵入 粘接剂,涂层剂的使用 腐蚀 氧化膜劣化
使用原因/制造原因
失效现象
氧化膜,电解纸的绝缘作用受到破坏 容量下降 容量下降 容量下降 容量下降 容量下降 损耗上升 损耗上升 损耗上升 损耗上升 X
失效模式
漏电流上升 漏电流上升 漏电流上升 漏电流上升 漏电流上升 X X X X X
氧化膜的缺陷
引出线与铝箔接触不充分 氧化膜劣化
电解液不足
氧化膜,电解纸的绝缘作用受到破坏 氧化膜,电解纸的绝缘作用受到破坏
使用原因/制造原因
内部温度上升 内压增加 施加过量电压
失效现象
容量下降 X 容量下降 容量下降 容量下降 容量下降 X 容量下降 容量下降 容量下降 容量下降 X 容量下降 容量下降 容量下降 容量下降 损耗上升 X 损耗上升 损耗上升 损耗上升 损耗上升 X 损耗上升 损耗上升 损耗上升 损耗上升 X 损耗上升 损耗上升 损耗上升 损耗上升
金属微粒附着
金属微粒附着
引出线与铝箔接触不充分 氧化膜,电解纸的绝缘作用受到破坏 氧化膜,电解纸的绝缘作用受到破坏
X 容量下降 容量下降 X 容量下降 容量下降
X 损耗上升 损耗上升 X 损耗上升 损耗上升
X 漏电流上升 漏电流上升 X 漏电流上升 漏电流上升
X X X X X X
铝箔,引线毛刺 引出线与铝箔接触不充分 引出线与铝箔铆接不良 机械应力的施加 引出线与铝箔接触不充分 引出线与铝箔接触不充分
阳极箔容量减小 氧化膜劣化 电解液干涸 内部温度上升 内压增加
纹波电流过大
阳极箔容量减小 氧化膜劣化 电解液干涸 内部温度上升 内压增加 阳极箔容量减小
施加反向电压 氧化膜劣化 电解液干涸 内部温度上升
使用原因/制造原因
内压增加
失效现象
X 容量下降 容量下降 容量下降 容量下降 X 容量下降 X 容量下降 容量下降 X 容量下降 X 损耗上升 损耗上升 损耗上升 损耗上升 X 损耗上升 损耗上升 损耗上升 损耗上升 X 损耗上升