软管工艺、软管术语及软管设计
橡胶和塑料软管及软管组合件术语

橡胶和塑料软管及软管组合件术语下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!探究橡胶和塑料软管及软管组合件术语1. 引言橡胶和塑料软管及其组合件在现代工业中扮演着至关重要的角色。
管道术语
管道术语1.管道:由管道组成件和管道支承件组成,用以输送、分配、混合、分离、排放、计量、控制或制止流体流动的管子、管件、法兰、螺栓连接、垫片、阀门和其它组成件或受压部件的装配总成。
2.管道组成件:用于连接或装配管道的元件。
它包括管子、管件、法兰、垫片、紧固件、阀门以及膨胀接头、挠性接头、耐压软管、疏水器、过滤器和分离器等。
3.长输管道:产地、储存库、使用单位间的用于输送商品介质的管道。
4.公用管道:城市或乡镇范围内的用于公用事业或民用的燃气管道和热力管道。
5.工业管道:企业、事业单位所属的用于输送工艺介质的工艺管道、公用工程管道及其它辅助管道。
6.管道支承件:管道安装件和附着件的总称。
7.安装件:将负荷从管子或管道附着件上传递到支承结构或设备上的元件。
包括吊杆、弹簧支吊架、斜拉杆、平衡锤、松紧螺栓、支撑杆、链条、导轨、锚固件、鞍座、垫片、滚柱、托座和滑动支架等。
8.附着件:用焊接、螺栓连结或夹紧等方法附装在管子上的零件。
它包括管吊、吊(支)耳、圆环、夹子、吊夹、紧固夹板和裙式管座等。
9.剧毒流体:如有极少量这类物质泄漏到环境中,被人吸入或与人体接触,即使迅速治疗,也能对人体造成严重的危害和难以治疗的后果的物质。
相当于现行国家标准《职业性接触毒物危害程度分级》中Ⅰ级危害程度的毒物,如汞、苯、砷化氢、氯乙烯、氰化氢等,最高允许浓度≤0.1mg/m3。
10.有毒流体:指某种物质一旦泄漏,被人吸入或与人体接触,若治疗及时,不至于对人体造成不易恢复的危害。
相当于现行国家标准《职业性接触毒物危害程度分级》中Ⅱ级及以下危害程度的毒物,如甲醛、乙醚、氨水等。
11.易燃流体:指闪点低于环境温度的液体。
如汽油、乙醇、丙酮等。
12.腐蚀性流体:指能灼伤人体组织并能对管材造成损坏的流体。
如HNO3、H2SO4等。
13.可燃流体:指闪点高于45℃的流体(气体或可气化的液体,它在生产操作条件下,可以点燃和连续燃烧),如-35#轻柴油、重柴油、变压器油、甘油等。
管道专业术语

管道专业术语管道专业术语 1 总则为了确保压力管道设计质量,规范压力管道配管术语,特制定本规定。
本规定适用于本公司压力管道前期设计(基础设计)文件和施工图设计文件的设计。
引用标准《石油化工企业配管工程术语》(SH/T3051)。
2 一般部分配管 piping 按工艺流程、生产操作、施工、维修等要求进行的管道组装。
公称直径 nominal diameter 表征管子、管件、阀门等口径的名义内直径。
公称压力 nominal pressure 管子、管件、阀门等在规定温度下允许承受的以压力等级表示的工作压力。
工作压力 working pressure 管子、管件、阀门等在正常操作条件下承受的压力。
设计压力 design pressure 在正常操作过程中①,在相应设计温度下,管道可能承受的最高工作压力强度试验压力 strength test pressure 管道强度试验的规定压力。
密封试验压力(严密性试验压力) sea1 test pressure 管道密封试验的规定压力。
工作温度 working temperature 管道在正常操作条件下的温度。
设计温度 design temperature 在正常操作过程中①,在相应设计压力下,管道可能承受的最高或最低温度。
适用介质 suitable medium 在正常操作条件下,适合于管道材料的介质。
3 管子与管道管子 pipe 一般为长度远大于直径的圆筒体,是管道的主要组成部分。
管道(管路) piping (pipe line) 由管子、管件、阀门等连接成的,输送流体或传递流体压力的通道口。
管道系统(管系) piping system 单独一组设计条件相互联系的管道。
管道组成件 piping components 连接或装配成管道系统的元件,包括管子、管件、法兰、阀门、支撑件以及补偿器等。
管子表号 pipe schedule number 工作压力与工作温度下的管子材料许用应力的比值乘以一个系数,并经圆整后的数值,是表征管子壁厚系列的代号。
lng卸车软管制造标准
lng卸车软管制造标准Lng卸车软管是一种用于液化天然气卸车过程中的重要设备。
为了确保其质量和安全性能,需要制定相应的制造标准。
首先,lng卸车软管的制造材料应符合国家相关标准,如GB/T 10544-2003《橡胶和塑料软管及软管组合件的试验方法》、GB/T 5563-2012《橡胶和塑料软管的标准化规范》等。
同时,材料的选择应根据实际使用环境和工作条件进行合理搭配,以确保软管的耐腐蚀、耐高温、耐磨损等性能。
其次,lng卸车软管的制造工艺应符合国家相关标准,如GB/T 3683-2011《橡胶和塑料软管的标准化规范》、GB/T 18948-2002《液化石油气橡胶软管》等。
制造过程中应注意控制软管内外径、壁厚等尺寸参数,确保产品的精度和稳定性。
同时,对于软管接头的制造也应严格按照相关标准进行,以确保连接的牢固性和密封性。
此外,lng卸车软管还应进行严格的检测和测试,以确保其质量和安全性能。
检测项目包括外观质量、尺寸精度、耐压性能、耐磨损性能、耐腐蚀性能等。
其中,耐压性能是重要的检测指标之一,应严格按照国家相关标准进行测试。
最后,对于lng卸车软管的包装和运输也应注意相应的标准和规范。
包装应符合国家相关标准,如GB/T 191-2008《包装通用术语》、GB/T 4857.4-2008《包装运输用纸箱》等。
运输过程中应注意避免软管受到挤压、碰撞等损伤,确保产品完好无损地到达用户手中。
综上所述,lng卸车软管的制造标准应包括材料、工艺、检测、包装和运输等方面,以确保产品的质量和安全性能。
同时,制定相应的制造标准也有利于加强行业规范化管理,提高行业整体水平。
聚氨酯软管标准

聚氨酯软管标准的相关标准和规范1. 引言聚氨酯软管是一种用于输送流体的管道连接产品,广泛应用于工业、农业、建筑等领域。
为了确保聚氨酯软管的质量和性能符合要求,制定了相关的标准和规范。
本文将介绍聚氨酯软管标准的制定、执行和效果等方面的内容。
2. 聚氨酯软管标准的制定聚氨酯软管标准的制定通常由国家标准化机构或有关行业组织负责。
制定标准的过程一般包括以下几个步骤:2.1 需求调研在制定聚氨酯软管标准之前,需要进行需求调研,了解市场对软管质量和性能的要求,以及相关行业的发展趋势。
这些调研结果将成为标准制定的基础。
2.2 技术研究在需求调研的基础上,进行技术研究,了解聚氨酯软管的材料、制造工艺、性能要求等方面的信息。
通过与行业内专家、企业以及科研机构的合作,收集相关数据和经验,为制定标准提供依据。
2.3 草案制定根据需求调研和技术研究的结果,起草聚氨酯软管标准的草案。
草案应包括标准的名称、引言、适用范围、术语和定义、技术要求、试验方法、质量控制以及标志、包装、运输等内容。
2.4 征求意见完成草案后,将其公开征求意见。
可以通过标准化机构的网站、专业会议、讨论组等方式,邀请相关行业的专家、企业和用户对草案进行评审和修改。
2.5 正式发布经过修订和完善后,草案将被正式发布为聚氨酯软管标准。
该标准将被国内外广泛应用于聚氨酯软管的设计、制造、测试和质量控制等方面。
3. 聚氨酯软管标准的执行聚氨酯软管标准的执行是保证软管质量和性能的重要环节。
执行标准可以分为以下几个方面:3.1 生产过程控制生产聚氨酯软管的企业应建立符合标准要求的质量管理体系,并将标准化要求纳入到企业的生产流程和工艺控制中。
这包括原材料的选择与采购、生产工艺的控制、产品的检验与测试等环节。
3.2 产品检验生产的聚氨酯软管需要进行产品检验,以验证其质量和性能是否符合标准要求。
检验项目包括外观质量、尺寸和几何形状、材料性能、耐用性、安全性等方面。
可以采用抽样检验或全检的方式进行。
管道施工常用术语

管道施工常用术语一、工业管道术语1 公称直径:表征管子、管件、阀门等管道组成件口径的名义直径。
2 公称压力:管子、管件、阀门等在规定温度下允许承受的以压力等级表示的压力。
3 操作压力:管子、管件、阀门等在正常操作条件下承受的压力。
4 设计压力:管道组成件压力设计时所用的压力。
5 计算压力:计算压力指在相应设计温度下,用以确定管道组成件厚度的压力,其中包括液柱静压力。
6 操作温度:管道在正常操作条件下的温度。
7 设计温度:管道组成件设计时所用的温度。
8 管道:由管道组成件、管道支吊架等组成,用以输送、分配、混合、分离、排放、计量或控制流体流动。
9 管道系统:简称管系,按流体与设计条件划分的多根管道连接成的一组管道。
10 管道组成件:用于连接或装配管道的元件。
它包括管子、管件、法兰、垫片、紧固件、阀门以及膨胀接头、挠性接头、耐压软管、疏水器、过滤器和分离器等。
11 跨线:连通两条管道(非端点)的管道。
12 旁通管(旁路):从管道的一处接出,跨过阀门或设备,又从另一处接回,具有备用或调节等功能的管段,如调节阀的旁通管等。
13 穿越管道:在铁路、公路、河流、沟渠等下方通过的管道。
14 跨越管道:架空通过铁路、公路、河流、沟渠等的管道。
15 公用物料管道:工艺管道以外的辅助性管道,包括水、蒸汽、压缩空气、惰性气体等的管道。
16 低压管道:管内介质表压为0至1.6MPa的管道。
17 中压管道:管内介质表压大于或等于1.6MPa、小于10MPa的管道。
18 高压管道:管内介质表压大于或等于10MPa、小于100MPa的管道。
19 真空管道:管内绝对压力低于大气压力的管道。
20 夹套管:由内管和套管组成的管道。
21 计算厚度:按公式计算得到的厚度。
22 设计厚度:计算厚度和厚度附加量之和。
23 名义厚度:设计厚度加厚度附加量后圆整至该组成件的材料标准规格的厚度。
24 有效厚度:名义厚度减去厚度附加量。
25 管件:管道系统中用于直接连接、转弯、分支、变径以及用作端部等的零部件,包括弯头、三通、四通、异径管、管箍、内外螺纹接头、活接头、快速软管接头、螺纹短节、加强管接头、丝堵(管堵)、管帽、盲板等,(不包括阀门、法兰、紧固件、垫片)。
汽车装车栈台装卸软管的定义_解释说明
汽车装车栈台装卸软管的定义解释说明1. 引言1.1 概述在汽车装车栈台装卸过程中,装卸软管是一种重要的工具和设备。
它们承担着将液体或气体从装车栈台输送到货物贮存容器中的关键任务。
装卸软管的质量和性能直接影响装卸效率、安全性以及货物质量的保障。
1.2 文章结构本文将系统阐述汽车装车栈台装卸软管的定义、作用和重要性,以及其种类和特点。
接下来,文章将解释说明这些定义对装车栈台装卸过程的作用和影响,并分析其对于装卸软管选型和使用要求的影响。
最后,文章将总结主要观点和内容,并强调研究结果及其实际应用价值。
1.3 目的本文旨在提供对汽车装车栈台装卸软管相关概念与术语的准确定义,并探讨这些定义对于实际操作中的意义。
通过深入研究与分析,我们可以更好地理解并认识装卸软管在汽车运输领域中所扮演的重要角色,为相关行业提供有益指导,促进运输效率和安全性的提升。
请根据以上内容进行适当修改和补充,以使其符合您的需求。
2. 汽车装车栈台装卸软管的定义2.1 装车栈台概念在汽车运输领域,装车栈台指的是用于方便货物装卸操作的设备或结构。
它通常由钢材制成,具有承载能力强、耐用性好、适应不同尺寸和重量货物等特点。
装车栈台可以在汽车运输过程中提供一个平稳和安全的工作平台,以方便货物的装卸操作。
2.2 装卸软管的作用和重要性装卸软管是一种连接装车栈台与其他设备(如泵站、输送带等)之间的柔性管道。
它起到了传递液体或气体、保证装卸过程顺利进行的作用。
它主要用于将液体或气体从一个容器或系统传递到另一个容器或系统中。
在汽车装车栈台上使用合适且高质量的装卸软管至关重要,因为它能够确保货物安全、减少泄露和损坏风险,并提高工作效率。
2.3 装卸软管的种类和特点根据不同需求和应用场景,装卸软管可以分为多种类型。
常见的装卸软管包括液压软管、气动软管、灭火软管等。
每种类型的软管都有其特定的材质和设计特点,以适应不同的工作环境和使用需求。
例如,液压软管通常由耐油、耐高压、柔性良好的材料制成,用于传输液压油;而灭火软管则采用阻燃材料,具有较高的耐高温性能。
燃气软管不合格术语

燃气软管不合格术语全文共四篇示例,供读者参考第一篇示例:燃气软管是连接燃气管道和燃气器具的重要部件,其质量直接关系到居民生活和财产安全。
在市场上存在着各种质量不合格的燃气软管,存在安全隐患,给消费者的生活带来了极大的风险。
下面我们来看一下燃气软管不合格的术语。
1. 耐压性能不符合标准:燃气软管作为连接燃气管道和燃气器具的部件,其耐压性能是非常重要的。
如果软管的耐压性能不符合标准,可能在使用过程中发生泄漏或爆炸事故,给人员和财产带来危害。
2. 耐老化性能差:由于长期受到气体的腐蚀和高温,燃气软管容易出现老化现象。
如果软管的耐老化性能差,可能会在使用过程中出现开裂、漏气等问题,导致燃气泄漏,增加火灾和爆炸的风险。
3. 使用寿命短:一些劣质的燃气软管使用寿命很短,可能只能使用几个月甚至几周就需要更换。
这不仅增加了用户的经济负担,也增加了燃气管道和燃气器具的维护成本,影响居民的生活质量。
4. 采用次品材料:一些不法商家为了减少成本,采用次品材料制造燃气软管,导致软管质量不达标,存在严重安全隐患。
次品材料可能会导致软管易磨损、易老化、易泄漏等问题。
5. 不符合国家标准:燃气软管作为涉及居民生命财产安全的重要产品,其质量必须符合国家标准。
一些不法商家生产的燃气软管可能不符合国家标准,存在安全隐患,给用户带来巨大的风险。
6. 生产工艺不良:燃气软管的生产工艺直接关系到产品质量。
一些生产商为了降低成本,可能会采用不合格的生产工艺,导致软管质量不稳定,容易出现安全事故。
燃气软管不合格主要表现在耐压性能不符合标准、耐老化性能差、使用寿命短、采用次品材料、不符合国家标准、生产工艺不良等方面。
消费者在购买燃气软管时,一定要选择正规渠道,注意产品质量,确保自己的生命财产安全。
相关部门也应加强对燃气软管生产和销售的监管,保障居民的生活安全。
【此篇文章为虚构内容,仅供参考。
】第二篇示例:燃气软管是连接燃气炉具和燃气管道的一种重要部件,其质量的好坏直接影响着炉具的使用安全。
伊顿胶管知识

SAE 100R15
重型高脉冲性能软管
这种类型的软管结构是:耐油合成橡胶内层,多层重型钢 丝缠绕加强层,耐油和耐天候合成橡胶外层。在钢丝层 与内外胶层中间有一层粘性胶料确保合成橡胶与钢丝层 次之间更稳固。
SAE 100R16
这种类型的软管结构是:耐油合成橡胶内层,1或者2层钢 丝编织加强层,耐油和耐天候合成橡胶外层。在钢丝层 与内外胶层中间有一层粘性胶料确保合成橡胶与钢丝层 次之间更稳固, 结构与R2相同,弯曲半径只有R2的一半。
SAE 100R5
这种类型的软管的结构是:耐油合成橡胶内层,1层织物编 织加强层,1层高强度编织钢丝层作为加强层,外层是织 物编织。所有钢丝和棉线都经过耐油和防发霉处理。
SAE 100R6
这种类型的软管的结构是:耐油合成橡胶内层,1层织物编 织加强层,耐油和耐天候合成橡胶外层。 主要用于汽油,柴油,润滑油,空气和水系统。
软管的定长
-编织软管 小尺寸规格的编织软管可以定长超过300米。 -缠绕软管 对于缠绕软管一般定长不超过20米,但是GH506 系列的部分软管可以达到40米。 具体定长请联系软管生产商
热塑软管介绍
热塑软管的优点:
-介质适应性强,耐油性好 -耐磨性好-是天然胶的20倍 -弹性好,耐扯断强度高-是橡胶的3倍 -温度适应范围广- -70到+120C -重量轻 -弯曲半径小- 是一般胶管的1/2 -阻燃性好 -抗老化性能强,耐压力脉冲寿命长 -容积膨胀系数小 -外表光洁,美观,流体阻力小
橡胶软管的5种基本内衬管材料:
-合成橡胶 (Synthetic Rubber) -聚四氟乙烯(PTFE) -AQP材料(EATON专利产品) -三元乙丙胶(EPDM ) -尼龙(Nylon) 查阅软管的介质相容性表 热塑软管具有更强的介质适应性
GB/T10544-2023橡胶软管及软管组合件油基或水基流体适用的钢丝缠绕增强外覆橡胶液压型规范

培训
操作人员应接受必要的培训, 掌握橡胶软管和软管组合件的 使用方法和安全注意事项。
结论
GB/T10544-2023 标准为橡胶软管和软管组件提供了详细的规范,确保产品 性能和安全。
该标准覆盖了从材料要求到试验方法、检验规则和包装等多个方面,旨在提升 产品质量和市场竞争力。
2 2. 加工工艺
橡胶软管的加工工艺应严格控 制,确保产品尺寸、形状和外 观符合标准要求。
3 3. 质量控制
生产过程中应严格执行质量控 制程序,确保产品质量符合标 准要求。
4 4. 检验检测
生产完成后的产品应进行必要 的检验检测,确保产品质量符 合标准要求。
生产许可证要求
许可证申请
制造商需要申请生产许可证, 证明其符合标准要求。
产品尺寸应符合标准规定的尺寸 和公差要求。
性能检验
产品应符合标准规定的力学性能 要求,如耐压强度、抗拉强度等 。
随机抽样
检验时应按照随机抽样原则,从 生产批次中抽取样品进行检验。
标志和包装
标志
每个橡胶软管都应贴上标签,包含生产日期、批号、制造商名称和 产品型号。
包装
橡胶软管应根据其尺寸和规格进行包装,以确保运输和储存过程中 的安全。
协调发展
过渡期结束后,企业应全面采用本标准,以推动行业技术进步和产品质量 提升。
标准应用注意事项
安全
橡胶软管及软管组合件应符合 相关安全标准,确保使用过程 中的安全性和可靠性。
维护
定期检查橡胶软管和软管组合 件的磨损情况,及时更换老化 或损坏的部件。
生产
橡胶软管和软管组合件应在符 合规范的生产条件下进行制造 ,以确保质量和性能。
指适用于该类软管的流体类型,包括油性液体、水性液体或 其混合物。
液压软管标准

液压软管标准液压软管是一种用于输送液体或气体的管道连接件,广泛应用于工程机械、石油化工、煤矿设备等领域。
为了确保液压软管的安全性和可靠性,制定了一系列的液压软管标准,以规范其设计、制造和使用。
首先,液压软管的材质选择至关重要。
根据不同的工作环境和工作压力,液压软管的材质可以选择橡胶、塑料、金属等不同材质。
橡胶软管具有良好的弹性和耐磨性,适用于一般工况下的液压传动系统;而塑料软管具有较好的耐腐蚀性能,适用于化工领域;金属软管则能够承受较高的压力,适用于高压液压系统。
其次,液压软管的结构设计需要符合相关标准要求。
一般来说,液压软管由内层胶管、加强层、外层胶管组成。
内层胶管负责输送介质,加强层则起到增强软管抗压能力的作用,外层胶管则对软管进行保护。
在设计软管结构时,需要考虑介质的流动特性、工作压力、工作温度等因素,以确保软管在工作过程中不会出现泄漏、爆裂等安全隐患。
此外,液压软管的标准还规定了软管的尺寸和连接方式。
尺寸的选择需根据液压系统的工作压力和流量来确定,以确保软管能够承受系统的工作条件。
同时,在软管的连接方式上,标准也规定了液压软管和管件之间的连接方式,如螺纹连接、法兰连接、快速接头连接等,以确保软管和管件之间的连接紧密可靠。
最后,液压软管的使用和维护也是标准所关注的重点。
在使用液压软管时,需要遵循相关的安装和使用规范,确保软管安装正确、使用正常。
同时,在软管的维护保养上,需要定期检查软管的外观是否有裂纹、老化等情况,及时更换损坏的软管,以确保系统的安全运行。
总的来说,液压软管标准的制定,是为了保障液压系统的安全运行。
只有严格遵守液压软管标准,选择合适的软管材质、合理的结构设计、正确的尺寸和连接方式,以及规范的使用和维护,才能确保液压系统的安全可靠运行,避免因软管问题导致的事故发生。
因此,对液压软管标准的认真学习和执行,对于液压系统的安全运行具有十分重要的意义。
钢管的分类及常用术语
钢管的分类及常用术语一、钢管分类1.1按制造方式分类无缝钢管:采用钢坯经穿孔,或穿孔后轧制(拔制、挤压、扩制、顶压、锻造),或锻造后机加工方法制造,不带焊缝的钢管。
热轧(挤、顶、锻、扩)无缝钢管:采用在再结晶温度以上进行最终轧制(挤压、顶压、锻压、扩制)压力加工变形方法制造的无缝钢管。
冷拔(轧、旋压)无缝钢管:采用在工厂环境温度下进行最终拔制(轧制、旋压)压力加工变形方法制造的无缝钢管。
锻造镗孔无缝钢管:管坯经锻造后,采用钻镗孔成型的方法制造无缝钢管。
焊接钢管:钢板或钢带接边被机械压力卷曲成型在一起并经焊接而成,具有焊缝的钢管,简称焊管。
对接管:制造厂将两根或以上单根管用接箍连接或焊接而形成的钢管。
熔化极气体保护焊和埋弧焊复合焊接钢管(简称COW钢管) :采用熔化极气体保护焊和埋弧焊组合工艺制造的带有一条或两条直焊缝或一条螺旋焊缝的钢管,在焊接过程中,熔化极气体保护焊缝未完全被埋弧焊道熔化。
其中,带有直焊缝的钢管简称COWL钢管、带有螺旋焊缝的简称COWH钢管。
埋弧焊钢管:采用埋弧焊工艺制造的带有一条或两条直焊缝,或一条螺旋焊缝的钢管。
其中,带有直焊缝的钢管为直缝埋弧焊钢管,带有螺旋焊缝的钢管为螺旋埋弧焊钢管。
连续炉焊钢管:采用连续炉焊工艺制造的带有一条直焊缝的钢管。
电焊钢管:采用低频或高频电焊工艺制造的带有一条直焊缝的钢管。
高频电焊钢管:频率不小于70kHz焊接电流焊接成的电焊钢管。
低频电焊钢管:频率小于70kHz焊接电流焊接成的电焊钢管。
激光焊钢管:采用激光焊接工艺制造的带有一条直焊缝的钢管。
铸造钢管:采用离心浇铸成型方法制造的钢管。
1.2按截面形状分类圆形钢管:截面内外均为圆形的钢管。
异型钢管:截面内或/和外为非圆形的钢管,如矩形、正方形、三角形、多边形、椭圆形、梯形。
截面内外均为矩形的异型钢管称为矩形钢管,截面内外均为正方形的异型钢管称为方形钢管。
简单断面异型钢管:截面为规则几何形状且等壁厚的异型钢管,如方形、矩形、三角形、椭圆形、菱形、正八边形、梯形。
软管材料种类
软管材料种类软管是一种用于输送流体的柔性管道,广泛应用于工业、农业、建筑、医疗等领域。
软管材料决定了软管的耐压性、耐腐蚀性和使用寿命等重要性能。
下面将介绍几种常见的软管材料。
1. PVC软管PVC(聚氯乙烯)软管是一种常见的软管材料,具有良好的柔软性和耐化学性能。
它可以用于输送各种液体和气体,如水、油、气体等。
PVC软管透明度高,易于观察流体的状态,且成本低廉,广泛应用于家庭和工业领域。
2. 橡胶软管橡胶软管是一种由天然橡胶或合成橡胶制成的软管材料,具有优异的耐磨性和耐腐蚀性能。
橡胶软管具有良好的弹性和耐压性,可在高压下工作。
它通常用于输送高温、高压的流体,如汽车冷却液、石油和化工产品等。
3. 聚氨酯软管聚氨酯软管是一种强韧耐磨的软管材料,具有优异的耐油性和耐溶剂性。
聚氨酯软管适用于输送石油、化工品和冷却剂等液体。
它还具有较高的耐压性和耐磨性,可在恶劣的工作环境中长时间使用。
4. 聚乙烯软管聚乙烯软管是一种由聚乙烯制成的软管材料,具有优异的耐腐蚀性和耐磨性。
聚乙烯软管适用于输送酸碱溶液、盐水和污水等。
它具有良好的柔软性和耐压性,广泛应用于农业灌溉和排水系统。
5. 不锈钢软管不锈钢软管是一种由不锈钢编织层和橡胶内衬制成的软管材料,具有优异的耐高温性和耐腐蚀性。
不锈钢软管适用于输送高温高压的流体,如蒸汽、热水和化学品等。
它具有良好的柔韧性和耐压性,可在恶劣的工作环境中长时间使用。
总结一下,软管材料种类繁多,每种材料都有其独特的特点和适用范围。
在选择软管材料时,需根据具体的工作条件和要求来进行选择,以确保软管的安全可靠性和使用寿命。
同时,对软管的正确使用和定期检查维护也非常重要,以避免因软管老化或损坏而引发的安全事故和生产故障。
中国软管标准
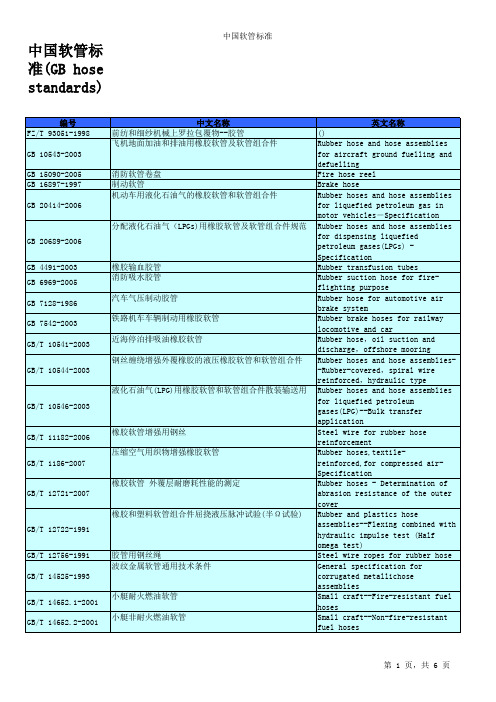
Rubber hoses and hose assemblies for underground mining--Textilereinforced air and water type 无气喷涂用橡胶和/或塑料软管及软管组合件 Rubber and/or plastics hoses and hoses assemblies for airless paint spraying 内燃机用橡胶和塑料燃油软管可燃性试验方法 Rubber and Plastics hoses for fuels for internal-combustion engines -- Method of test for flammability 汽车空调用橡胶和塑料软管及软管组合件耐制冷剂134a Rubber and plastics hoses and hose assemblise for automotive air conditioning -- Refrigerant 134a 橡胶和塑料软管内衬层耐磨性测定 Rubber and plastics hose -Determination of abrasion of lining 汽车动力转向系统用橡胶软管和软管组合件规范 Rubber hoses and hose assemblies for automobile power-steering systems ―Specification 汽车用热塑性非增强软管和软管第1部分: 非燃油用 Thermoplastic tubing and hoses for automotive use―Part 1: Nonfuel applications 汽车用热塑性非增强软管和软管 第2部分: 石油基燃 Thermoplastic tubing and hoses 油用 for automotive use―Part 2: Petroleum-based-fuel applications 绞盘式喷灌机 第2部分: 软管和接头 试验方法 () 船舶与海上技术 软管组件的耐火性能 试验台要求 () 船舶及海上技术 软管组件的耐火性能 试验方法 () 液压气动系统用硬管外径和软管内径 Fluid power systems and components-Connectors and associated components-Nominal outside diameters of tubes and nominal inside diameters of hoses 气体焊接设备 焊接、切割和类似作业用橡胶软管 Gas welding equipment - Rubber hose for welding, cutting and allied processes 橡胶软管及软管组合件钢丝编织增强液压型规范第1部 Rubber hoses and hose assemblies 分:油基流体适用 ―wire-braid-reinforced hydraulic types―specification―Part 1: Oil-based fluid applications 食品用橡胶管卫生检验方法 Hygienic analysis method of rubber hose for food use 焊接和切割用软管接头 Hose connection for equipment for welding and cutting 橡胶和塑料软管及软管组合件 静液压试验方法 Rubber and plastics hoses and hose assemblies - Hydrostatic testing 橡胶及塑料软管 低温曲挠试验 Rubber and plastics hoses Subambient temperature flexibility tests 橡胶或塑料增强软管和非增强软管 弯曲试验 Rubber or plastics hoses tubing Bending tests 橡胶或塑料软管耐压扁试验方法 Rubber or plastics hoses--Test method for crush resistance 橡胶和塑料软管及软管组合件 耐吸扁性能的测定 Rubber and plastics hoses and hose assemblies - Determination of suctio351-2005
橡胶术语
编制角:braid 相互交织的单股或多股纱线或钢丝的连续管状增强层。
编织软管:braided hose 增强层是缠绕股以相互交织的形式铺放的软管缓冲层:breaker ply 为增强软管内衬层或者外覆层与骨架层的粘合强度和分散冲击所使用的网眼织物。
PS:添加这一缓冲层于增强这些软管组分爆破压力:burst pressure 软管发生破裂的压力PS:该属于的两岗位MPA(兆帕)冠封端:capped end 密封端(拒用)sealed end(deprecated)为保护软管内部组件而封盖的端部骨架层:carcass 有别于软管内衬层或外覆层的软管织物,帘线或金属增强组分不问表面:cloth marker finish 硫化是使用,其后解拌的包卷或缠绕的水布所产生的硫化外覆层的痕迹盘卷直径:coiling diameter能够盘卷软管无损坏的圈的最小直径可折叠软度:collapsible hose 内部不加压时可以在其本身上盘卷的软壁软点固法:consolidated 再制造的过程中通过施加压力而将软管各组分紧紧地紧固在一起的状态PS:直到硫化之后各组分才能被认为是粘合在一起了,固法程序在制造过程中进行几次螺纹软管:convoluted hose 外部或内部呈螺旋构状的软管波纹软管:corrugated hose 外覆层呈摺式风箱状波纹环形槽沟的软管管接头:coupling通常由金属制造安装在软管端部以利于连接到设备或另一根软管的连接件外覆层:cover 包覆增强度的外部曾埋浅层:embedding layer 埋置钢丝或其他材质增强螺旋线的橡胶层端部增强器:end veinforcement 未提供额外的强度或挺性而编缠在软管端部的附加增强材料。
高压软管标准

高压软管标准1. 引言高压软管广泛应用于工业、农业和石油化工等领域,承载着传输液体或气体的重要任务。
为了确保高压软管的质量和可靠性,制定本标准以规范高压软管的设计、制造和使用。
本标准的目的是保障用户的安全和设备的可靠性。
2. 范围本标准适用于工业领域常见的高压软管,包括液体和气体传输用软管。
不适用于其他类型的软管,如食品级软管和医用软管等。
本标准不涉及软管连接件的要求。
3. 术语和定义本标准中使用的术语和定义如下:3.1 高压软管指额定工作压力超过10MPa的软管。
3.2 额定工作压力指高压软管可持续安全工作的最大压力。
3.3 长期工作压力指高压软管可持续安全工作的最大压力在长时间内的平均值。
3.4 破坏压力指高压软管在被破坏前的最大压力。
3.5 耐压试验指对高压软管进行压力测试,以确保其能够承受额定工作压力。
4. 设计要求4.1 高压软管的设计应符合国家相关标准和规定,能够承受额定工作压力下的载荷和环境条件。
4.2 设计应考虑高压软管的材料、结构和接头等因素,确保其在额定工作压力下不会发生弯曲、爆破或疲劳破坏。
4.3 高压软管的连接应采用合适的连接方式,并经过严格的测试和验证,确保连接的可靠性和安全性。
5. 制造要求5.1 高压软管的制造应符合国家相关标准和规定,采用合格的材料和工艺进行制造。
5.2 高压软管的外观应无裂纹、破损或明显缺陷,并经过合适的防腐处理。
5.3 高压软管的内部应平整,无明显表面粗糙或异物。
6. 使用要求6.1 高压软管的使用应遵循生产商提供的使用说明,确保软管在正常工作范围内使用。
6.2 高压软管的工作压力应不超过额定工作压力,并定期进行耐压试验以确保其可靠性。
6.3 高压软管在使用过程中应注意防护措施,避免软管被尖锐物体、高温或化学物质损坏。
7. 质量控制企业应建立高压软管生产过程的质量控制体系,确保产品符合本标准的要求。
标准化的质量检测方法应用于每一批次的高压软管,以保证质量的稳定和可靠性。
聚四氟乙烯软管的技术条件

聚四氟乙烯软管的技术条件PTFE衬里金属编织软管技术条件FSD030R1-09S21主要内容和使用范围本标准规定了PTFE衬里金属编织软管的术语﹑技术要求﹑检测规则和标志﹑包装﹑运输﹑贮存。
本标准适用于气体、液压液体(如矿物油、酸溶液及水等)、工作温度在-53℃至200℃的高压、低压的PTFE衬里金属编织软管。
2引用标准GJB 2837-97 聚四氟乙烯软管组件规范GB/T 9576 橡胶、塑胶软管贮存、选择、使用和维修指南GB/T 9577 橡胶、塑胶软管标志、包装和运输规则GB/T 9575-2003 工业通用橡胶和塑料软管内径尺寸及公差和长度公差3术语3.1 内管是分散聚四氟乙烯树脂制成尺寸均匀的管,其内壁光滑,无疵点和杂质。
3.2 增强层由强度不小于2000MPa的不锈钢钢丝均匀的排列在内管的外面,可以有一层、两层或者三层以提供足够的强度,但钢丝不允许有断漏丝,允许有部分的钢丝交迭。
3.3 弯曲半径按软管轴线测量的弯曲半径。
3.4 静态弯曲半径软管在一次弯曲下工作所允许的弯曲半径。
3.5 动态弯曲半径软管在反复弯曲下工作所允许的弯曲半径。
4技术要求4.1 外观4.1.1软管的内壁应光滑、畅通无擦伤内胶等现象。
4.1.2 软管的外型不应有凹陷、突起变形等破坏性缺陷。
4.1.3 增强层网花应均匀分布,表面要光滑,不应有锈蚀等缺陷。
4.1.4 增强层的钢丝的断(缺)丝总根数不应超过表1的规定,并且每股的断丝数不应超过1根。
4.1.5 钢带网套的网花应均匀分布,其表面应平整光滑,不允许有折叠、扭曲等缺陷。
4.2尺寸4.2.1软管切割长度的极限偏差应满足表2中的规定值。
4.2.2软管的内径尺寸应符合表3中的规定值。
表14.3性能参数4.3.1耐压性软管在1.5倍的工作压力下试验,不允许有泄漏或零件损坏等现象的发生。
4.3.2气密性软管在工作压力下试验,不允许有压力下降或有气泡的现象。
(见表3)4.3.3爆破压力软管总成应能承受的最小破坏压力,其值不应小于表3中的规定值。
管道基本术语及识图—

管道基础知识培训第一章管道基本术语一、工业管道术语:1 管道:由管道组成件、管道支吊架等组成,用以输送、分配、混合、分离、排放、计量或控制流体流动。
2 管道系统:简称管系,按流体与设计条件划分的多跟管道连接成的一组管道。
3 管道组成件:用于连接或装配管道的元件。
它包括管子、管件、法兰、垫片、紧固件、阀门以及膨胀接头、挠性接头、耐压软管、疏水器、过滤器和分离器等。
(1)管子:其种类有无缝钢管、焊接钢管、有色金属管、铸铁管、非金属材料管等。
(2)管件:包括弯头、三通、四通、大小头等许多种形式。
其种类有无缝钢管件、有缝钢管件、锻造管件、铸铁管件、非金属材料管件、有色金属管件等。
(3)法兰与紧固件:其种类有锻造法兰、焊接法兰、非金属材料法兰、螺栓等。
(4)阀门:其种类有安全阀、调压阀、闸阀、球阀、蝶阀、截止阀、止回阀、非金属材料壳体阀门等。
(5)膨胀节及波纹管:其种类有金属波纹膨胀节、金属波纹管、其它型式金属膨胀节、非金属膨胀节等。
(6)密封元件及特种元件:其种类有金属密封元件、非金属密封元件、防腐管道元件、阻火器等。
4 公称直径:表征管子、管件、阀门等管道组成件口径的名义直径。
5 公称压力:管子、管件、阀门等在规定温度下允许承受的以压力等级表示的压力。
6 操作压力:管子、管件、阀门等在正常操作条件下承受的压力。
7 设计压力:管道组成件压力设计时所用的压力。
8 计算压力:计算压力指在相应设计温度下,用以确定管道组成件厚度的压力,其中包括液柱静压力。
注:计算压力包括液柱静压力。
9 操作温度:管道在正常操作条件下的温度。
10 设计温度:管道组成件设计时所用的温度。
11 管子表号:设计压力与设计温度下的管子材料许用应力的比值乘以1000,并经圆整后的数值,是表征管子壁厚系列的代号。
12 袋形管:呈“U”形,流体不能自行排尽的管道。
13 跨线:连通两条管道(非端点)的管道。
14 旁通管(旁路):从管道的一处接出,跨过阀门或设备,又从另一处接回,具有备用或调节等功能的管段,如调节阀的旁通管等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
60 °
X
SA E Fl an g e 法兰口径 (法 兰形 ) F38。1mm
-
O
2。接头
接头和螺纹
1。ORFS 系列 (平面密封)
* UNF 内螺纹
* O形圈在对方过渡接头
* 工作压力 : 280 ~ 420 BAR
* 一般适用于内径25mm以内高压
* ORFS : O RING FACE SEAL
编织
缠绕
1。软管
软管制造工程
挤出外皮
1。软管
软管制造工程(挤出外皮)
* 保护加强层和内管
* 决定外径
1。软管
软管制造工程(挤出外皮)
* 标志,国际规格,机能,生产日期等
1。软管
软管制造工程
挤出塑料
1。软管
软管制造工程(挤出塑料)
蒸软管前,在外皮上压出塑料 确保外径
1。软管
2。接头
接头和螺纹
1。ORFS 系列 (平面密封)
2。接头
接头和螺纹
UNF 螺纹
16个螺丝
20mm (13/16 英吋)
UNF 外径(英寸) x 螺丝数(1英寸内) 表示 : UNF 13/16 - 16
2。接头
接头和螺纹
2。JIS 系列 – 60°锥
* PF 内螺纹
* 60°锥芯子 (没有O形圈)
最少爆破压力
400 BAR
3。软管总成
装配软管总成时,考虑项目 – 长度
X
△
○
* 加压力时,软管长度会变(+2% ~ -4%)
3。软管总成
装配软管总成时,考虑项目
X
○
*装配时,软管不能扭转
3。软管总成
装配软管总成时,考虑项目 : 确保直线距离
B A
X
○
最少直线距离 = 软管外经 X 2 A = B X 2
接头套筒种类
高压
中低压
低压
2。接头
接头结构 – 压接
3。软管总成
选择软管时,速 一般 : 矿物油
流体
流体温度
一般 : -40℃ ~ +100℃
摩擦, 空间等 不超过工作压力
周围环境
压力
3。软管总成
软管工作压力
100 BAR
最少爆破压力 = 工作压力 X 4 倍
用水压拔取
1。软管
软管制造工程(用水压拔取)
1。软管
软管制造工程
包装
1。软管
软管制造工程(包装)
2。接头
什么是接头 ?
: 是一个连接软管与液压系统 的金属连接件。
2。接头
接头结构
接头芯子 (Nipple)
套筒 (Shell)
2。接头
接头结构
根据国际标准
*螺纹 *角度 *O形圈
减少连接地点
Pump(Pi1) Pump(Pm1)
Pump(Pi1) Pump(Pm1)
3。软管总成
减少连接地点
3。软管总成
装配软管总成时,考虑项目 : 整齐排列
3。软管总成
装配软管总成时,考虑项目 :摩擦
○
X
3。软管总成
装配软管总成时,考虑项目 :摩擦
今日到此!
谢谢大家 !
* 工作压力 : 280 ~ 420 BAR
* 一般适用于内径19mm以上 超高压
2。接头
接头和螺纹
3。SAE Flange(法兰形)
O 形圈密封
2。接头
接头和螺纹 – 接头工作压力
2。接头
接头结构
根据国际标准
*螺纹 *角度 *O形圈
按照厂家设计
*低压 *高压 *软管种类
2。接头
软管的解释
什么是软管 ?
: 所谓软管是指把流体从一处移送到另一处, 或传送能量如液压和空压等, 是一个具有弹性的管子材料。
1。软管
软管的解释
软管特点 :
- 柔软,弹性好 - 吸收震动效果优秀 - 忍耐工作压力的范围广 - 尺寸及种类多种多样
1。软管
高压软管结构
内管
技能
加强层 耐压力
外管 保护
挤出塑料
用水压拔取
切塑料皮 包装
蒸
1。软管
软管制造工程
挤出内皮
1。软管
软管制造工程 (挤出内皮)
* 塑料芯子 + 内管材料
* 内 径 + 耐流体(油)性
1。软管
软管制造工程 (挤出内皮)
1。软管
软管制造工程
加强
1。软管
软管制造工程(加强)
编织
或
缠绕
1。软管
软管制造工程(加强)
按照厂家设计
*低压 *高压 *软管种类
2。接头
接头和螺纹 (用于挖掘机)
形态 规格/系列 螺纹(例)
U N F 系列螺纹 英寸内螺纹 例 U N F 9/16-18
锥角度
O 形圈
O R FS 系列 (平面密封)
0°
在对方 过渡接头
JIS 系列 (60 ° 锥)
P F 系列螺纹 英寸内螺纹 例 P F 1/4-19
软管制造工程
蒸
1。软管
软管制造工程(蒸)
*蒸气 150度, 1小时20分钟 *提高橡胶的弹性(物性) 加强层与内,外皮之间的粘着力
1。软管
软管制造工程(蒸)
1。软管
软管制造工程
切塑料皮
1。软管
软管制造工程(切除塑料皮)
1。软管
软管制造工程(另外方式)
1。软管
软管制造工程
钢丝
2层编织
SA E100R 2
钢丝
4层缠绕
SA E100R 12/13
国际标准
工作压力 内经 13m m
35 B ar
140 B ar
245 B ar
420 B ar
* SAE :SOCIETY OF AUTOMOTIVE ENGINEERS(美国汽车技术协会)
1。软管
软管制造工程
加强
挤出内皮 挤出外皮
* 工作压力 : 100 ~ 350 BAR * 一般适用于内径25mm以内 中高压 (对振动有缺点)
60°
* JIS : JAPANESE INDUSTRIAL STANDARD
2。接头
接头和螺纹
2。JIS 系列 – 60°锥 * 此处接触形成密封
2。接头
接头和螺纹
3。SAE Flange(法兰形) * 2 法兰夹,O形圈,4螺钉
特点
耐油性优秀 耐油,耐热,耐磨性 较好 耐热,耐磨性优秀 耐磨性优秀 耐热性优秀,耐油性不好 耐磨性优秀 耐油,耐热,耐化学性最好
适用处
液压软管内皮,耐油密封件 油管内外皮,电线皮 液压软管外皮,高温度油管内皮 运动鞋,液压管的中间橡胶 高温度的空气管,蒸汽软管 车轮胎,皮带 化学药品,高温度汽管
理解软管和接头
Basic Training for Hose & Fittings
1。Hose (高压软管)
- 种类 (加强层,内管) - 生产过程
- 软管的解释 - 软管结构
2。Fitting (接头)
- 螺纹种类
- 结构
- 种类
3。Assembly (软管总成)
- 条件 - 装配方法
1。软管
3。软管总成
装配软管总成时,考虑项目 : 确保直线距离
3。软管总成
连接地点,越少越好
X
○
* 连接地点少 = 过渡接头数量少 = 省钱 = 减少漏油机会
3。软管总成
减少连接地点
* 过渡接头 + 45°接头 + 直头 * 过渡接头 + 45°软管接头
3。软管总成
减少连接地点
3。软管总成
内皮
外皮
N BR CR C PE SB R EPD M NR FK M
1。软管
软管种类-按照加强方式
编织方式
*中间橡胶 – SBR,防止加强层之间的摩擦
缠绕方式
1。软管
软管种类-按照加强层
低压 高压 超高压
加强材料 加强方式
纺织原料 编织(缠绕)
SA E100R 6
钢丝
1层编织
SA E100R 1
内管/加强层
耐油(流体)性
流体移动 移动 流体
原料
橡胶
塑料
纺织原料
钢丝
橡胶 塑料
纺织原料
1。软管
橡胶材料种类
液压软管 合成橡胶
名称
Ni tri l e Butadi ene Rubber C hl oroprene Rubber C hl ori nated Pol yethyl ene Styrene Butadi ene Rubber Ethyl ene Propyl ene Terpol ym ers N atural Rubber(天然橡胶) Fl uoro El astom ers(氟素橡胶)