焊缝返修记录
焊缝返修记录报告

焊缝返修记录报告一、背景焊接是一种常见的金属连接方式,焊缝是焊接过程中产生的连接点。
在焊接过程中,由于一些因素如焊接参数设定不当、焊接过程操作不规范、材料质量等原因,可能会导致焊缝出现质量问题,需要进行返修修理。
本文档旨在记录焊缝返修过程,以便对返修工作进行复盘、总结经验教训,并为未来遇到类似问题时提供参考。
二、返修原因本次焊缝返修的主要原因是焊缝强度不达标。
在焊接完成后进行了强度测试,结果显示焊缝的强度值低于要求值,无法满足设计要求。
三、返修措施1.清理焊缝表面:使用合适的清洁剂和工具,彻底清理焊缝表面的焊渣、油污等杂质,保证焊缝表面干净、无残留物。
2.执行焊缝返修工艺:根据焊缝返修要求,采取适当的焊接工艺进行返修。
确保焊接参数的正确设置,控制好焊接时间和焊接电流,以保证焊接质量。
3.返修焊缝强度测试:在返修焊缝完成后,进行强度测试。
通过拉伸试验或者其他适当的测试手段,对返修后的焊缝进行强度测试,确保其满足设计要求。
四、返修过程记录1.清理焊缝表面:在进行清理焊缝表面时,首先使用锉刀和砂纸将焊缝表面的焊渣和氧化物清理干净,然后使用有机溶剂擦拭焊缝表面,确保表面干净无杂质。
2.执行焊缝返修工艺:根据焊缝返修工艺要求,选择合适的焊接材料和焊接设备。
在焊接过程中,控制好焊接参数,确保焊接质量。
3.行程焊缝强度测试:返修焊缝完成后,进行强度测试。
采用拉伸试验方法进行测试,测试结果显示焊缝的强度值大于要求值,返修工作符合要求。
五、返修结果评估经过返修后的焊缝经过强度测试,其强度值高于要求值,表明返修工作顺利完成,焊缝质量得到有效提升。
经过本次返修,我们总结出以下一些经验和教训:1.焊缝质量受多种因素影响,对焊接参数的合理设定举足轻重。
返修过程中,我们注意到焊接参数的设定对焊缝质量的影响很大,这需要我们在今后的焊接作业中加以重视。
2.工艺流程的严格执行是保障焊缝质量的关键。
在返修过程中,我们严格按照焊缝返修工艺进行操作,确保每一步都正确执行,这对于提升焊缝质量起到了关键作用。
焊接返修方案及返修记录表
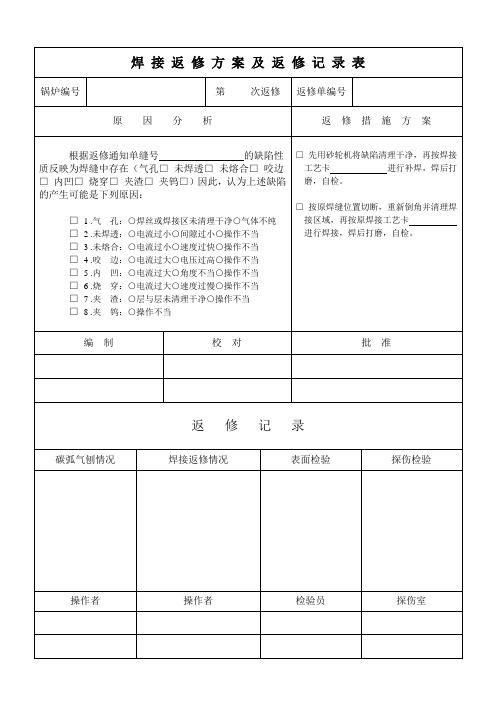
□4 .咬边:○电流过大○电压过高○操作不当
□5 .内凹:○电流过大○角度不当○操作不当
□6 .烧穿:○电流过大○速度过慢○操作不当
□7 .夹渣:○层与层未清理干净○操作不当
□8 .夹钨:○操作不当
□先用砂轮机将缺陷清理干净,再按焊接工艺卡进行补焊,焊后打磨,自检。
□按原焊缝位置切断,重新倒角并清理焊接区域,再按原焊接工艺卡
进行焊接,焊后打磨,自检。
编制
校对
批准
返修记录
碳弧气刨情况
焊接返修情况பைடு நூலகம்
表面检验
探伤检验
操作者
操作者
检验员
探伤室
焊接返修方案及返修记录表
锅炉编号
第次返修
返修单编号
原因分析
返修措施方案
根据返修通知单缝号的缺陷性质反映为焊缝中存在(气孔□未焊透□未熔合□咬边□内凹□烧穿□夹渣□夹钨□)因此,认为上述缺陷的产生可能是下列原因:
□1 .气孔:○焊丝或焊接区未清理干净○气体不纯
□2 .未焊透:○电流过小○间隙过小○操作不当
焊缝返修记录之令狐采学创编之欧阳家百创编

缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ729+001W
+462
非开口性缺陷5mm
田林建
合格
.4.18
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年月日
技术负责人:
年月日
专业工程师:
年月日
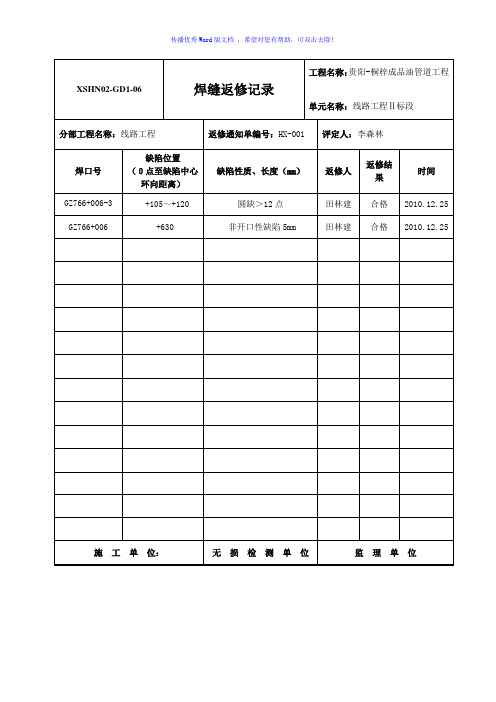
XSHN02GD106
焊缝返修记录
工程名称:贵阳桐梓成品油管道工程
分部工程名称:线路工程
返修通知单编号:HX010
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ801+0101R1
+30~+70
未熔合
田林建
合格
.5.20
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年月日
技术负责人:
年月日
专业工程师:
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ6261+0033
+10
圆缺>1/2T φ=6mm
田林建
合格
.11.10
GZ6261+003
980
非开口性缺陷
田林建
合格
.11.10
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年月日
技术负责人:
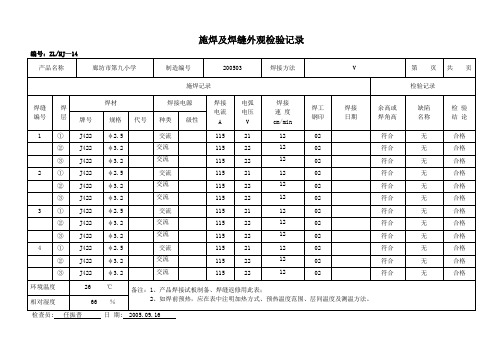
焊缝质量检查记录施焊及焊缝外观检验记录
第 页
共 页
施焊记录
检验记录
焊缝编号
焊 层
焊材
焊接电源
焊接
电流
A
电弧
电压
V
焊接
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
25
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
5
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
12
02
符合
无
合格
6
①
J422
φ2.5
交流
115
21
12
02
符合
无
返修施焊及焊缝外观检查记录092-2-4
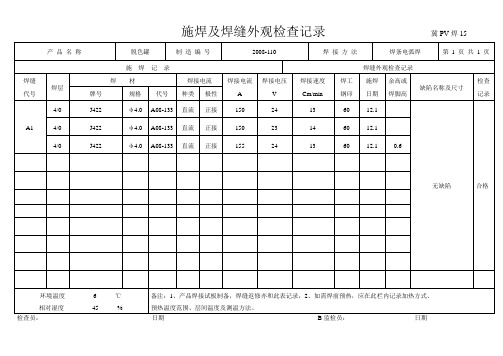
正接
150
24
13
60
12.1
无缺陷
合格
4/0
J422
φ4.0
A08-133
直流
正接
150
23
14
60
12.1
4/0
J422
φ4.0
A08-133
直流
正接
155
24
13
60
12.1
0.6
环境温度6℃
相对湿度45 %
备注:1、产品焊接试板制备,焊缝返修亦和此表记录,2、如需焊前预热,应在此栏内记录加热方式、
预热温度范围、层间温度及测温方法。
检查员:日期B监检员:日期
施焊及焊缝外观检查记录冀PV焊15
产品名称
脱色罐
制造编号
2008-110
焊接方法
焊条电弧焊
第1页共1页
施焊记录
焊缝外观检查记录
焊缝
代号
焊层
焊材
焊接电流
焊接电流
A
焊接电压
v
焊接速度
Cm/min
焊工
钢印
施焊
日期
余高或
焊脚高
缺陷名称及尺寸
ห้องสมุดไป่ตู้检查
记录
牌号
规格
代号
种类
极性
A1
4/0
J422
φ4.0
A08-133
工件焊缝退修记录表

刨 陷
清 情
理 况
标明气刨位置
标明气刨深度
发现何种缺陷
返 焊
接
规
修 范
焊条牌号
规格
批号
焊接电流A
焊后处理情况
焊修日期 年 月 日
质检员认可签名,日期
返修返工签名
焊缝退修记录表
年 月 日
工号
件号
零件
名称
材质
厚度
退修焊缝
探伤编号
缺陷长度
缺陷性质
实际返
工长度
焊接材料
责任单位经理
签发质检员
缺 析ห้องสมุดไป่ตู้
陷 及
产 返
生 修
原 工
因 艺
分
按本零件焊接工艺和JB/T4709~2000返修守则的要求,由焊工(代)进行
返工,焊接材料用φ焊条,焊接电流~安培
焊接技术人员
责任师
返
修
记
录
焊缝返修记录Word版
分部工程名称:线路工程
返修通知单编号:HX-006
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ801+004-3
+100~+110
圆缺>12点
田林建
合格
2011.3.10
GZ801+004
+870
非开口性缺陷5mm
田林建
合格
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ729+001W
+462
非开口性缺陷5mm
田林建
合格
2011.4.18
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ797+002W
+150
非开口性缺陷5mm
田林建
合格
2011.3.7
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
焊 缝未焊透类缺陷 返 修 方 案

4.清除缺陷后,应对返修部位进行修整,以便于修补被焊部位。如返修深度过大,则应适当增加返修长度。
焊接技术员:
日期:
返修
方案
1.返修焊工会同无损检测人员,按返修通知单中的部位,查看RT底片。并对缺陷进行准确定位。主要查清位于焊缝的坡口侧,还是清根后焊侧。(经查看,此缺陷可能存在于□坡口侧□焊后清根侧)。
2.返修焊工,根据分析结果。在焊缝上准确的划出缺陷部位和缺陷长度,并在确定的范围内各侧加3~5mm为返修清理部位。
5.采用手工电弧焊对返修部位进行填充,焊材按焊缝焊接工艺进行,并严格控制线能量。严防新缺陷产生
6.对返修后的焊缝部位进行外观清理,达到外观合格后,重新进行RT检测。
编制:日期:
审
核
批
准
批准人:日期:
备
注
注:1、焊缝第一、二次返修由焊接工艺人员编制,焊接质控责任工程师审核后才能返修;
2、焊缝超次返修由焊接质控责任工程师编制,质保工程师批准后才能返修;
焊缝返修记录
编号:
返修通知单编号
返修方案编号
母材牌号
板厚(规格)
补焊材料
缺陷消除方法
焊工钢印号
焊工姓名
焊缝返修工艺说明:
焊缝返修记录:
焊接层次
电流种类与极性
焊条(丝)直径(mm)
焊接电流
(A)
电弧电压
(V)
焊接速度
(m/h)
备注
检查结果
检验员:日期:
焊缝返修记录之欧阳道创编

技术负责人:
年月日
专业工程师:
年月日
XSHN02GD106
焊缝返修记录
工程名称:贵阳桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX016
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ747+015W3
+130
.7.19
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年月日
技术负责人:
年月日
专业工程师:
年月日
XSHN02GD106
焊缝返修记录
工程名称:贵阳桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX013
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ729+001W
+462
非开口性缺陷5mm
田林建
合格
.4.18
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年月日
技术负责人:
年月日
专业工程师:
年月日
XSHN02GD106
焊缝返修记录
工程名称:贵阳桐梓成品油管道工程
+1261
非开口性缺陷10mm
不合格焊缝返修规定

不合格焊缝返修规定1.总则本规程对手工电弧焊、埋弧自动焊、CO2气保焊、关键焊缝的角焊缝等不合格焊缝的返修做出规定。
2.焊工2.1担任手工电弧焊返修焊接的焊工必须按AWSD1.1的规定,经考试合格并在该项目持证有效期内才能担任焊接。
2.2焊工必须遵守《不合格品通知单》的返修工艺要求和本规程的规定。
3.焊接设备施焊前应检查焊接设备是否安全、可靠,设备上的电流表、电压表应经过校验并在鉴定有效期内,设备经过维修、保养,处于完好状态。
4.焊接材料4.1填充用的焊条其型号、规格必须符合工艺的要求。
4.2焊条必须领自焊材库,并按有关规定经烘干后,方可领用实施焊缝返修焊接。
4.3焊条自焊材库领出后,必须放在焊条保温筒内使用,不得随意放置,以防受潮或被油锈污染。
4.4焊丝焊前应除油、除锈处理。
5.缺陷的清除5.1对焊缝表面可见的夹渣、气孔、咬边及表面裂纹等缺陷,一般采用砂轮打磨的方法清除。
5.2对深度较大的表面缺陷及焊接接头内部缺陷,一般采用碳弧气刨的方法清除。
操作中应采用较小电流。
凡焊前要求预热的材料,碳弧气刨前必须预热,其温度不得低于该材料的焊接预热温度。
6.焊接6.1施焊前,对焊接部位母材周边和焊槽表面应进行清理,打磨出金属光泽,以上范围内的油、锈、水等有害物质应清除干净。
6.2手工电弧焊、埋弧自动焊、CO2气保焊、关键焊缝的角焊缝的返修严格执行工艺的规定或原焊接工艺。
6.3焊缝焊接工艺有预热要求时,补焊前必须按工艺严格预热,预热宽度为补焊处周边不小于焊件厚度的三倍,且不小于50mm。
6.4严禁在焊槽周边的母材表面起弧,应特别注意起弧和收弧的焊接质量;多层焊时,焊道的起弧位置应错开一定距离。
6.5每焊完一道焊缝,应认真清理焊渣,并检查焊道质量,发现缺陷应及时消除后,方可继续施焊。
6.6焊接时必须按工艺控制焊接电流及层间温度,防止发生过热而影响焊缝的使用性能,不允许用大幅度的横向摆动慢速焊堆方式进行补焊。
6.7对于厚度较薄或尺寸要求严格的产品,返修时应采取防变形措施。
焊接返修方案及返修记录表
进行焊接,焊后打磨,自检。
编制
校对
批准
返修记录
碳弧气刨情况
焊接返修情况
表面检验
探伤检验
操作者
操作者
检验员
探伤室
焊接返修方案及返修记录表
锅炉编号
第次返修
返修单编号
原因分析
返修措施方案
根据返修通知单缝号的缺陷性质反映为焊缝中存在(气孔□未焊透□未熔合□咬边□内凹□烧穿□夹渣□夹钨□)因此,认为上述缺陷的产生可能是下列原因:
□1 .气孔:○焊丝或焊接区未清理干净○气体不纯
□2 .未焊透:○电流过小○间隙过小○操作不当
□3 .未熔合:○电流过小○速度过快○操作不当
□4 .咬边:○电流过大○电压过高○操作不当
□5 .内凹:○电流过大○角度不当○操作不当
□6 .烧穿:○电流过大○速度过慢○操作不当
□7 .夹渣:○层与层未清理干净○操作不当
□8 .夹钨:○操作不当
□先用砂轮机将缺陷清理干净,再按
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
返修通知单编号:HX-002
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ767+010-4
-130~-90
未熔合30mm
田林建
合格
2011.1.8
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
柱孔
田林建
合格
2011.2.23
GZ783-001W
+1370
非开口性缺5mm
田林建
合格
2011.2.23
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号::HX-004
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ796+009-1
-40~-60
未熔合17mm
田林建
合格
2011.3.6
GZ796+009
+1226
开口性缺陷10mm
田林建
合格
2011.3.6
施 工 单 位:
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX-010
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心环向距离)缺性质、长度(mm)返修人
返修结果
时间
GZ801+010-1R1
+30~+70
未熔合
田林建
合格
2011.5.20
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX-008
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
2011.3.10
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX-007
评定人:李森林
焊口号
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX-006
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ801+004-3
+100~+110
圆缺>12点
田林建
合格
2011.3.10
GZ801+004
+870
非开口性缺陷5mm
田林建
合格
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ729+001W
+462
非开口性缺陷5mm
田林建
合格
2011.4.18
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
2010.12.25
GZ766+006
+630
非开口性缺陷5mm
田林建
合格
2010.12.25
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
GZ801+010-5
+120
圆缺>1/2T
田林建
合格
2011.5.11
GZ801+010
+250~+295 +1276
开口性缺陷
田林建
合格
2011.5.11
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ797+002W
+150
非开口性缺陷5mm
田林建
合格
2011.3.7
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX-003
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ783-001W-5
-10
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX-001
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ766+006-3
+105~+120
圆缺>12点
田林建
合格
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ802+009W-4
-50~+40
内凹90
田林建
合格
2011.3.15
GZ802+020W-1
-15~0
夹渣13
田林建
合格
2011.3.15
GZ802+020W
+1261
非开口性缺陷10mm
田林建
合格
2011.3.15
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX-005
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX-009
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ801+010-1
-130
柱孔
田林建
不合格
2011.5.11
GZ801+010-2
-5~+35
未焊透25mm
田林建
合格
2011.5.11