电批扭力控制标准
电批扭力标准
电批扭力标准电批扭力标准是指在使用电动扭力工具时所需遵循的标准和规定,旨在确保产品质量和安全生产。
电批是一种常见的电动工具,广泛应用于汽车制造、机械加工、家具组装等领域。
正确使用电批扭力标准对于保障产品质量、提高生产效率具有重要意义。
首先,电批扭力标准的制定是基于产品的特性和使用要求。
不同的产品对于扭力的要求是不同的,因此在使用电批时需要根据产品的要求来确定合适的扭力标准。
这需要对产品的材料、结构、使用环境等因素进行全面的考虑,以确保使用电批时不会对产品造成损坏或安全隐患。
其次,电批扭力标准的执行需要依靠专业的设备和技术支持。
在生产过程中,需要使用精密的扭力测量仪器来确保扭力的准确性和稳定性。
同时,操作人员也需要经过专业的培训和考核,掌握正确的使用方法和操作技巧。
只有在严格执行标准和规定的前提下,才能保证产品的质量和安全。
另外,电批扭力标准的监测和管理是保证执行效果的关键。
通过建立健全的质量管理体系和生产过程控制机制,可以及时发现和纠正扭力标准执行中的问题和不足。
同时,对于关键工序和重要产品,需要进行全程跟踪和记录,以便追溯和分析。
只有通过不断的监测和管理,才能不断提高扭力标准的执行水平,确保产品质量和生产安全。
最后,电批扭力标准的不断完善和提高是一个持续的过程。
随着科技的进步和生产技术的发展,产品的要求和生产环境也在不断变化。
因此,电批扭力标准需要与时俱进,及时调整和更新。
同时,需要加强与相关部门和行业组织的沟通和合作,借鉴国际标准和先进经验,不断提高电批扭力标准的水平和执行效果。
总之,电批扭力标准的制定和执行对于保障产品质量和生产安全具有重要意义。
只有严格遵循标准和规定,借助专业的设备和技术支持,加强监测和管理,不断完善和提高,才能确保电批扭力标准的有效执行,保障产品质量和生产安全。
电批扭力标准规范文件
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
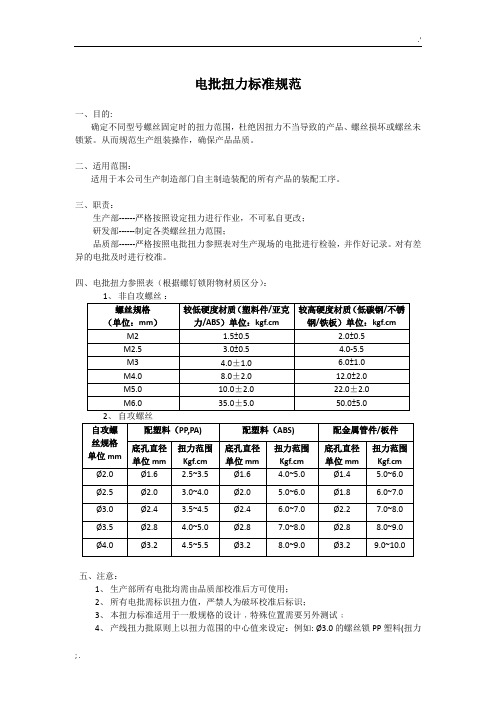
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批扭力标准规范文件

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围: 3.5~ Kgf.cm
来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批扭力控制标准
编制
审核:
批准:
日期:
2.5
Ø3*4机械牙
2
Ø3*6机械牙
3.5
Ø3*8机械牙
5
Ø3*10机械牙
5.5
Ø3*12机械牙
5.5
Ø3*15机械牙
6.5
Ø2*6自攻牙
3
2.3
2
1.8
1.8
2.5
Ø2*8自攻牙
3.5
3
2.5
2
2ቤተ መጻሕፍቲ ባይዱ
4
Ø2*10自攻牙
5
3.5
3
3
3
5.5
Ø2.3*6自攻牙
3.2
2.5
2.2
2
2
2.5
Ø2.3*8自攻牙
4.点检流程
4.1装配技术员及拉长在排拉过程中,需根据不同的螺丝型号及不同的材质调整电批扭力并固定扭力(工人不可私自调整)。
4.2装配IPQC需根据螺丝扭力对照表检查拉线电批扭力是否符合标准,并记录到《电批扭力控制点检表》中。
4.3拉长需将不能调整扭力的电批送至PIE机修组进行及时修理校正。
5.相关表单
3.7
3.2
2.7
2.2
2.2
4
Ø2.3*10自攻牙
5
3.7
3.2
3.2
3.2
5.5
Ø2.6*6自攻牙
3.5
2.8
2.5
2.3
2.3
3.5
Ø2.6*8自攻牙
4
3.5
3
2.5
2.5
5
Ø2.6*10自攻牙
5.5
4
3.5
3.5
3.5
电批扭力标准
电批扭力标准电批扭力标准是指在使用电动螺丝刀或电动扳手时,对于螺丝或螺母的拧紧力度所规定的标准数值。
在工业生产中,电批扭力标准是非常重要的,它直接关系到产品的质量和安全。
因此,了解电批扭力标准的相关知识对于工程师和生产人员来说是至关重要的。
首先,电批扭力标准的制定是基于产品的具体要求和使用环境而来的。
不同的产品在使用过程中所受到的力度和环境要求是不同的,因此电批扭力标准也会有所不同。
一般来说,电批扭力标准是由国家或行业标准制定机构根据相关法律法规和技术要求制定的,它是经过严格测试和验证的,能够保证产品在使用过程中的安全性和可靠性。
其次,电批扭力标准的作用主要体现在以下几个方面。
首先,它可以保证产品在装配过程中的拧紧力度是符合要求的,避免因拧紧力度不足或过大而导致的产品失效或损坏。
其次,它可以保证产品在使用过程中的稳定性和安全性,避免因螺丝或螺母松动而导致的意外事故发生。
最后,它可以提高生产效率,减少人为操作的误差,提高产品的装配质量。
在实际应用中,电批扭力标准的检测和控制是非常重要的。
一般来说,可以通过专用的扭力测量仪器对电批的扭力进行检测和调整,以保证产品的拧紧力度符合标准要求。
同时,还可以通过对电批进行定期的维护和保养,来保证其使用性能和精度。
此外,还可以通过对操作人员进行相关的培训和考核,来提高其对电批扭力标准的认识和掌握,从而保证产品的质量和安全。
总的来说,电批扭力标准是保证产品质量和安全的重要保障。
了解和掌握电批扭力标准的相关知识,对于工程师和生产人员来说是非常重要的。
只有通过严格遵守电批扭力标准,才能保证产品在使用过程中的稳定性和安全性,提高产品的质量和可靠性。
因此,希望大家能够重视电批扭力标准,加强对其相关知识的学习和掌握,从而为产品的生产和使用提供更加可靠的保障。
电批扭力规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于生产部所有装配工序
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改。
技术部------制定各类螺丝扭力范围。
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
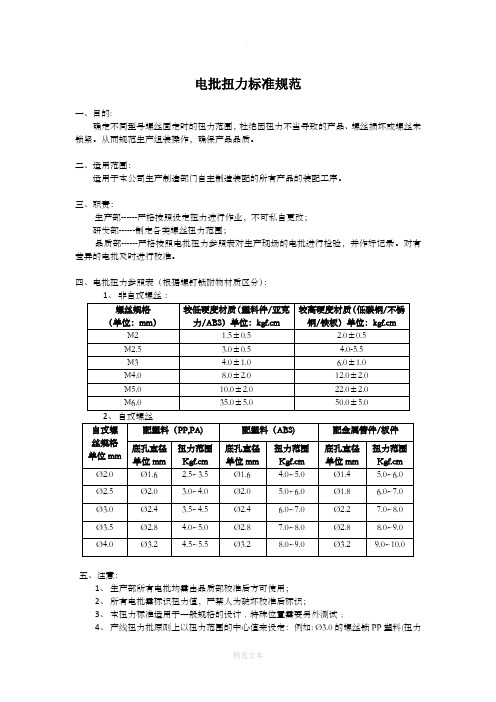
四、电批扭力参照表:
根据材质区分,对扭力的要求(单位:Kgf.cm)
五、注意:
1、生产部所有电批均需由品质部校准后方可使用。
2、严禁人为破坏校准后标识。
编制:审核:批准: 9-1。
十字槽沉头电批扭力标准
十字槽沉头电批扭力标准
十字槽沉头电批扭力标准是指在使用十字槽沉头电批时,需要达
到的扭力要求。
十字槽沉头电批是一种电动工具,用于拧紧或松开螺钉、螺母等的工具。
在使用过程中,需要根据不同的螺钉类型和材质,以及工作环境的要求,设置合适的扭力标准,以确保拧紧螺钉的力度
适中,既不会过紧导致损坏,也不会过松导致松动。
十字槽沉头电批的扭力标准通常通过数字显示或调节旋钮设置。
根据不同的工作需求,可以设置不同的扭力范围,一般以“Nm”(牛顿米)为单位。
扭力标准通常根据工作需求和相关标准进行设定,以确保
螺钉拧紧到指定的力度范围内。
在使用十字槽沉头电批时,需要根据具体情况设定合适的扭力标准。
如果扭力过大,可能会导致螺钉松动或损坏;如果扭力过小,可
能无法达到拧紧效果。
因此,合理设置扭力标准是使用十字槽沉头电
批的重要操作步骤之一。
电动螺丝刀扭力标准 电动螺丝刀扭力刻度标准
电动螺丝刀扭力标准电动螺丝刀扭力刻度标准
电动螺丝刀装有调节和限制扭矩的机构,用于拧紧和旋松螺钉用,主要用于装配线。
是大部分生产企业必备的工具之一。
很多人在使用的时候不知道电动螺丝刀扭力刻度标准是什么,今天让我们一起去看看吧! 电动螺丝刀扭力刻度标准电批扭力计的正确使用方法
工具:电批扭力计、全自动电动起子(电批) a. 根据螺丝锁附所需要的扭力选择适当的电
动起子型号,可参考电动起子目录或电动起子向量图表 b. 选择合适的扭力计;选择扭力计弹簧座。
c. 测试步骤:1打开电源开关。
2测量模式设定为”TRACK”。
3单位切换开关设定为欲测试的单位(Lbf-in;Kgf-cm;N-m)。
d. 归零调整: 检视显示器数值是否为归零状态,若不是则按归零开关,使显示归零。
e. 测量模式设定为“PEAK”。
f. 电动起子套上接杆,另一端则置于弹簧座接头端,启动电动起子开始测量电动起子输出扭力。
g. 当数值显示后即表示电动起子测量正常与完成;显示器上的数值就是电动起子输出扭力值。
h. 完成电动起子测定后,需反转放松弹簧座,以防止弹簧座弹性疲乏,按归零开关清除屏幕后即可继续测量。
i. 使用同一把电动起子于不同厂牌型号的扭力计(或扭力计弹簧座)会产生不同的扭力值误差,其误差来源多为弹簧座的弹簧特性不同所致。
同一工作场所有两台以上的扭力计时,使用单位应定期校验扭力计并比对其弹簧座的弹簧特性差异是否过大,若差异过大则应替换新的弹簧或整组弹簧座。
j. 使用扭力计时请勿同时进行充电,以免影响测试数据的准确性。
电批扭力标准规范文件
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批扭力管控方案
5.当电批力矩过小,不能满足使用时,应停止使用,及时知会工程(薛文武)安排 更换大力矩的电批.
6.按下起动开关时,电批因力矩过小不能转动时,应注意此状况应控制在10秒 内,以免损坏电批内马达.
22
杭州亿美
专业电子制造服务 Professional EMS
四 产线螺丝锁附不良现象分析
螺丝歪斜/螺丝未水平
换向开关
16
杭州亿美
专业电子制造服务 Professional EMS
一 电批定义 结构及功能介绍
6.刀头锁套:卡紧/松开 电批头装置
a. 安装方法: 推上电批头端的套筒,将批头顺着导 沟插入主轴内.然后松开套筒 ,将批头
刀头套锁
牢牢套住.
b. 拆卸方法: 推上电批头端的套筒,将起子头顺着 导致沟拔出,松开套筒,这样可以取出
控制在10秒内,以免损坏电
批内马达. b. 不可以长时间按住开关不放
提环压柄开关
,正常使用,延长其使用寿
命
15
杭州亿美
专业电子制造服务 Professional EMS
4.电源线:连接220V交流电源
一 电批定义 结构及功能介绍
5.换向开关:控制电批头顺时针/逆时针方向旋转
a. F位置: (Front) 顺时针方 向旋转,正方向拧紧螺丝 b. R位置 (Rear)逆时针方向旋 转,反方向拧紧螺丝 c. 中间位置:开关关闭,按下压 丙开关时,电批头不旋转
批头.
17
杭州亿美
专业电子制造服务 Professional EMS
二 电批使用方法
220V
1.将电批接入配套的电源电箱中 (220V) 再插上电源打开电 源箱开关
电批拉绳 电批插座
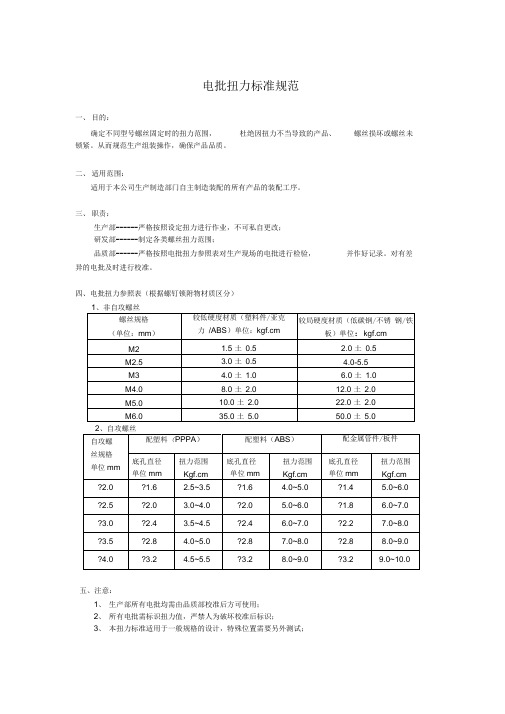
某公司风批电批扭力使用规范
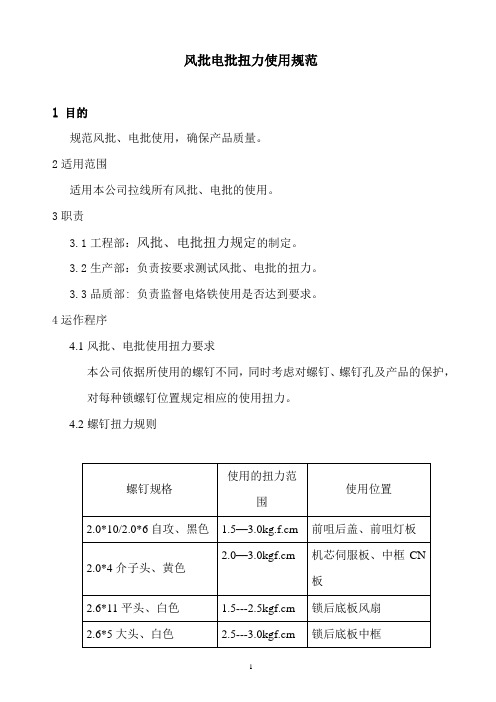
风批电批扭力使用规范
1目的
规范风批、电批使用,确保产品质量。
2适用范围
适用本公司拉线所有风批、电批的使用。
3职责
3.1工程部:风批、电批扭力规定的制定。
3.2生产部:负责按要求测试风批、电批的扭力。
3.3品质部: 负责监督电烙铁使用是否达到要求。
4运作程序
4.1风批、电批使用扭力要求
本公司依据所使用的螺钉不同,同时考虑对螺钉、螺钉孔及产品的保护,对每种锁螺钉位置规定相应的使用扭力。
4.2螺钉扭力规则
4.3生产线每天排拉时使用不同螺钉依据上述规则调试风批、电批钮力,并做好点检记录。
电动螺丝刀扭力控制操作使用标准

电动螺丝刀扭力控制操作使用标准
公司电动螺丝刀的扭力值使用范围为5〜25。
共分10刻度,每个刻度变量为2。
调整扭力由底部之扭力调整环来调整,顺时针旋转调大扭力,逆时针旋转调小扭力。
据扭力刻度指示,初步设定电批扭力值土。
代表在一厘米处所承受的力是1千克力.)
刻度调节后不可直接使用,需实际量测其扭力值是否符合规定要求。
使用扭力测试仪确认其扭力值
a.打开扭力测试仪开关
b.按归零键,使仪器显示数字归零
c.电批卡在测试头上,顺时针旋转至自然停止
d.观察其屏幕显示之数字即为电批实际扭力值
显示一致)
使用电批进行螺丝锁附作业:
a.操作时将电批拿直,电批头紧贴螺丝头缺口
b.电批要垂直于锁螺丝面,螺丝锁下是垂直的
c.锁螺丝的力矩合适,公司一般五金类机壳为6〜(M3机械螺丝).塑料机
壳为3〜(ST3自攻螺丝)。
其他螺钉的扭力可根据螺丝扭力标准选择,如下表
注:① 为公制螺丝(机械及自攻螺丝皆适用)
扭力测试计;
用于测试电批宾际扭力的人小!
(可反复几次,确认其数字打幵电碑开天显示屈归零塑澳扭力数据
#代表英制螺丝
d.电批锁紧时间不宜过长,应小于10秒.
e.不能使用已损坏的电批头,这样批头易造成螺丝头部磨花。
电批扭力标准规范文件
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分)
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计,特殊位置需要另外测试;
4、产线扭力批原则上以扭力范围的中心值来设定:例如:?3.0的螺丝锁PP塑料(扭力范围:3.5~4.5Kgf.cm),产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如:?3.0的螺丝锁PP塑料(扭力范围
3.5~
4.5Kgf.cm),品管应将定扭力计设定为 3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际
情况酌情调整扭力值,不可自行调整。
电批扭力数据标准
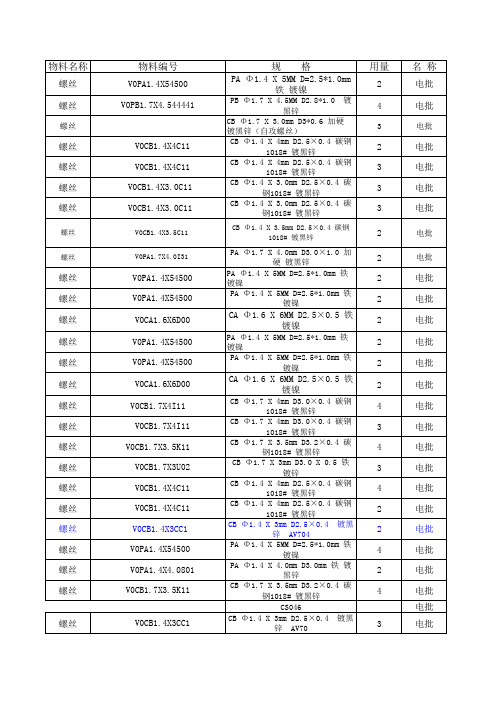
PA Φ 1.7 X 4.0mm D3.0×1.0 加 硬 镀黑锌 PA Φ 1.4 X 5MM D=2.5*1.0mm 铁 镀镍 PA Φ 1.4 X 5MM D=2.5*1.0mm 铁 镀镍
电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批
CA Φ 1.6 X 6MM D2.5×0.5 铁 镀镍
螺丝
V0CM1.7X5F11
1
电批
螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝
V0CM1.7X5F11 V0CM1.7X5F10 V0PA1.4X54500 V0KA1.7X40231 V0PA1.4X53710 V0PA1.4X53710 V0CB1.7X4I11 V0PA1.4X53711 V0CB1.7X4I11 V0PB1.4X3D01 V0CB1.7X4I11 V0CB1.7X4I11 V0CB1.7X4I11 V0PA1.4X4.0801
4 4 2 4 6 2 2 2 2 2 2
1
电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批
电批
PB1.7*5 D3.2 1.0mm PB1.7*5 D3.2 1.0mm V0CB1.6X2.50000 V0CB1.6X2.50000 V0PA1.7X83461 V0CA1.7X5.0K11 V0PA1.7X83461 V0PA1.4X53711
PA Φ 1.4 X 5MM D=2.5*1.0mm 铁 镀镍 CA Φ 1.6 X 6MM D2.5×0.5 铁 镀 镍 CB Φ 1.4 X 3.0mm D=2.5*0.4 碳 钢1018# 镀镍
CA Φ 1.6 X 6MM D2.5×0.5 铁 镀镍
电批操作规范
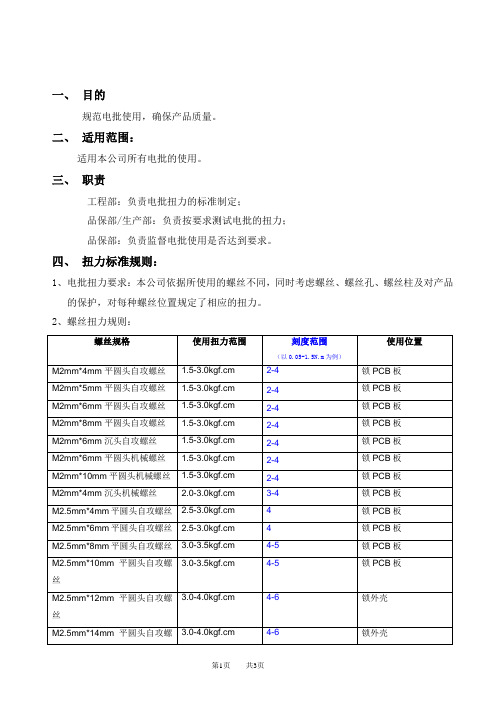
一、目的规范电批使用,确保产品质量。
二、适用范围:适用本公司所有电批的使用。
三、职责工程部:负责电批扭力的标准制定;品保部/生产部:负责按要求测试电批的扭力;品保部:负责监督电批使用是否达到要求。
四、扭力标准规则:1、电批扭力要求:本公司依据所使用的螺丝不同,同时考虑螺丝、螺丝孔、螺丝柱及对产品的保护,对每种螺丝位置规定了相应的扭力。
2、螺丝扭力规则:五、电批操作规范:1、作业准备:1)接上电源,开启电批,按启动看电批空转是否正常,否则NG;2)根据螺丝的形状选用螺丝头;3)调整到需锁的螺丝对应的扭力。
2、操作步操:1)接上或卸下起子下,以指尖将起子帽向上推;2)接上电源并开关设在‘F’位置,装上起子头,预先调整锁紧螺丝所需扭力段的位置;3)锁螺丝:手按开关压版式,按扣板机拉向自己的方向,起子头对准螺丝头,后螺丝对准螺丝孔稍下压,开始操作锁螺丝。
当螺丝锁到底时,起子头停止转动,作业完成。
4)退螺丝:调整退出螺丝所需扭力段的位置;开关设在‘F’位置,手按开关压版式,按扣板机拉向自己的方向,起子头对准螺丝头,后螺丝对准螺丝孔稍下压,便可退出螺丝。
备注:退出螺丝扭力与锁紧螺丝扭力是一样的。
六、注意事项:1、在插电源插座前,应使电批电源适配器开关置于‘OFF’位置,且注意电源电压是否符合该电批使用,当电批不使用或是断电时应将电批插头拨出,切断电源。
2、更换电批起子头时,应将电批插头拨出,切断电源。
3、使用过程中电批不能丢或撞击。
七、保养:1、每天完成作业后要清洁起子头上的螺丝屑及脏污,延长电批寿命。
2、连续使用时间过长(半年/1000小时),应送维修部检测。
电批扭力标准规范文件

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批扭力标准规范文件

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
~ _* 、/、一•、、八
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计,特殊位置需要另外测试;
4、产线扭力批原则上以扭力范围的中心值来设定:例如:?3.0的螺丝锁PP塑料(扭力
范围:3.5~4.5Kgf.cm),产线扭力批应设定为 4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如:?3.0的螺丝锁PP塑料(扭力范围
3.5~
4.5Kgf.cm),品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际
情况酌情调整扭力值,不可自行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.1装配技术员及拉长在排拉过程中,需根据不同的螺丝型号及不同的材质调整电批扭力并固定扭力(工人不可私自调整)。
4.2装配IPQC需根据螺丝扭力对照表检查拉线电批扭力是否符合标准,并记录到《电批扭力控制点检表》中。
4.3拉长需将不能调整扭力的电批送至PIE机修组进行及时修理校正。
5.相关表单
2.5
Ø3*4机械牙
2
Ø3*6机械牙
3.5
Ø3*8机械牙
5
Ø3*10机械牙
5.5
Ø3*12机械牙
5.5
Ø3*15机械牙
6.5
Ø2*6自攻牙
3
2.3
2
1.8
1.8
2.5
Ø2*8自攻牙
3.5
3
2.5
2
2
4
Ø2*10自攻牙
5
3.5
3
3
3
5.5
Ø2.3*6自攻牙
3.22.52.2源自222.5
Ø2.3*8自攻牙
质量管理文件
文件编码:
修改状态:0/A
电批扭力控制标准
第 1页共2页
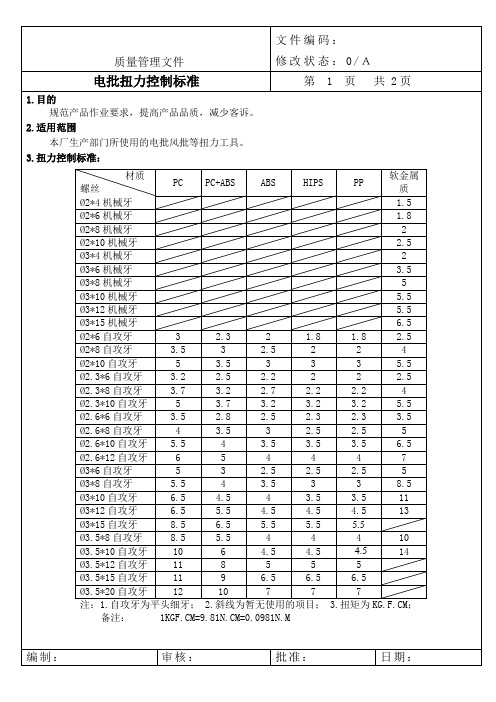
1.目的
规范产品作业要求,提高产品品质,减少客诉。
2.适用范围
本厂生产部门所使用的电批风批等扭力工具。
3.扭力控制标准:
材质
螺丝
PC
PC+ABS
ABS
HIPS
PP
软金属质
Ø2*4机械牙
1.5
Ø2*6机械牙
1.8
Ø2*8机械牙
2
Ø2*10机械牙
5
Ø3.5*15自攻牙
11
9
6.5
6.5
6.5
Ø3.5*20自攻牙
12
10
7
7
7
注:1.自攻牙为平头细牙;2.斜线为暂无使用的项目;3.扭矩为KG.F.CM;
备注:
1KGF.CM=9.81N.CM=0.0981N.M
编制:
审核:
批准:
日期:
质量管理文件
文件编码:
修改状态:0/A
电批扭力控制标准
第2页共2页
5
Ø3*8自攻牙
5.5
4
3.5
3
3
8.5
Ø3*10自攻牙
6.5
4.5
4
3.5
3.5
11
Ø3*12自攻牙
6.5
5.5
4.5
4.5
4.5
13
Ø3*15自攻牙
8.5
6.5
5.5
5.5
5.5
Ø3.5*8自攻牙
8.5
5.5
4
4
4
10
Ø3.5*10自攻牙
10
6
4.5
4.5
4.5
14
Ø3.5*12自攻牙
11
8
5
5
3.7
3.2
2.7
2.2
2.2
4
Ø2.3*10自攻牙
5
3.7
3.2
3.2
3.2
5.5
Ø2.6*6自攻牙
3.5
2.8
2.5
2.3
2.3
3.5
Ø2.6*8自攻牙
4
3.5
3
2.5
2.5
5
Ø2.6*10自攻牙
5.5
4
3.5
3.5
3.5
6.5
Ø2.6*12自攻牙
6
5
4
4
4
7
Ø3*6自攻牙
5
3
2.5
2.5
2.5
《电批扭力控制点检表》
编制
审核:
批准:
日期: