统计公差分析方法概述
统计公差分析方法概述
统计公差分析方法概述(2012-10-23 19:45:32)分类:公差设计统计六标准差统计公差分析方法概述一.引言公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。
公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
二.Worst Case Analysis极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
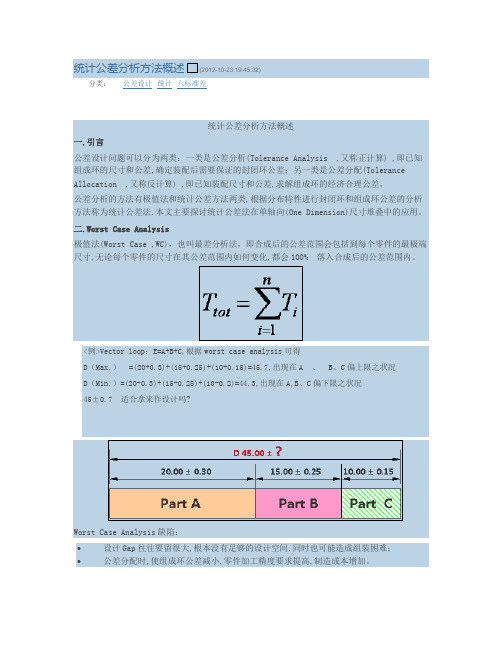
<例>Vector loop:E=A+B+C,根据worst case analysis可得D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况45±0.7适合拿来作设计吗?Worst Case Analysis缺陷:•设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;•公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。
这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。
公差模型和公差分析方法的研究

生产现场S H O P S O L U T I O N S金属加工汽车工艺与材料 A T&M2009年第7期50机械装配过程中,在保证各组成零件适当功能的前提下,各组成零件所定义的、允许的几何和位置上的误差称为公差。
公差的大小不仅关系到制造和装配过程,还极大影响着产品的质量、功能、生产效率以及制造成本。
公差信息是产品信息库中的重要内容,公差模型就是为表示公差信息而建立的数学及物理模型,它是进行公差分析的理论基础。
公差分析或称偏差分析,即通过已知零部件的尺寸分布和公差,考虑偏差的累积和传播,以计算装配体的尺寸分布和装配公差的过程。
公差分析的目的在于判断零部件的公差分布是否满足装配功能要求,进而评价整个装配的可行性。
早期公差分析方法面向的是一维尺寸公差的分析与计算。
Bjorke 则将公差分析拓展到三维空间。
Wang 、C h a s e 、P a b o n 、H o f f m a n 、Lee 、Turner 、Tsai 、Salomons 、Varghese 、Connor 等许多学者也分别提出了各自的理论和方法开展公差分析的研究。
此后,人工智能、专家系统、神经网络、稳健性理论等工具被引入公差分析领域当中,并分别构建了数学模型以解决公差分析问题。
1 公差模型公差模型可分为零件层面的公差信息模型和装配层面的公差拓扑关系模型。
Shan 提出了完整公差模型的建模准则,即兼容性和可计算性准则。
兼容性准则是指公差模型满足产品设计过程的要求,符合ISO 和ASME 标准,能够完整表述所有类型的公差。
可计算性准则是指公差模型可实现与CAD 系统集成、支持过/欠约束、可提取隐含尺寸信息、可识别公差类型,以检查公差分配方案的可行性等。
目前已经提出了很多公差模型表示法,但每一种模型都是基于一些假设,且只部分满足了公差模型的建模准则,至今尚未出现统一的、公认的公差模型。
以下将对几种典型的公差模型加以介绍和评价。
统计学公差分析理论课件

上偏差
目标 规格范围
两种主要的变异类型
1. 加工制程的变异
– 材料特性的不同 – 设备或模具的错误 – 工序错误 / 操作员的错误
– 模具磨损 – 标准错误
2. 组装制程的变异
– 工装夹具错误 – 组装设备的精度
4
变异的控制
变异的控制
从加工制造
解决方案
制成的选择 制程的控制 (SPC)
产品的检查
从产品设计
= 第i个尺寸对称公差.
5. 确定公差分析的方法
6. 按要求计算变异
最大间隙 Xmin = dGap – Ttot = 1.00 – 0.58 = 0.42 最小间隙 Xmax = dGap + Ttot = 1.00 + 0.58 = 1.58
最小间隙的要求 (dGap >0) 完全达到
23
13.00 ±0.20
35.00 ±? 10.00 ±0.15 12.00 ±0.10
20.00 ±0.30
45.00 ±? 15.00 ±0.25
零件 4
10.00 ±0.15
零件 3
零件 2 零件 1
14
堆叠公差分析过程
1. 确定组装要求
2. 建立封闭尺寸链图 3. 转换名义尺寸,将公差 转成对称公差 4. 按要求计算名义尺寸
LSL
USL
Process variation 3s
Process variation 3s
mean - LSL
USL - mean
Tolerance range
11
一般公差分析的理论
这部分主要是说明怎样应用公差分析这个工具,去确保产品适合最终确定的产品功能和品 质的要求的过程。
公差分析讲义

RSS
用于 制作模具的设计图纸出图前, 即 已收集到工程数据时 使用. RSS 公差分析方法 根据部品的变化量来 决定系统不良的可能性 根据RSS进行 6σ 设计时, 预想会发生 4.3ppm 不良
μ 1 + μ2 + μ3 + μ4
如果两部品的尺寸相互独立, 平均和标准偏差的共分散就是 “0”, 所以只进行加减计算即可
μx+y= μx + μy μx-y = μx – μy σ2x+y = σ2x + σ2y σ2x-y = σ2x + σ2y (X + Y)的平均 (X - Y)的平均 (X + Y)的分散 (X - Y)的分散
+
A
Block Box(右侧) Gap
B1 Block 1 的 大小
B2 Block 2 的 大小
B3 Block 3 的 大小
B4 Block 4 的 大小
Gap = A – B1 – B2 – B3 – B4
Gap比 0.0 小时, 会出现干扰. 平均Gap: μgap= μe - μ1+2 = 80.0 - 79.0 = 1.0mm Gap的标准偏差:
gap gap
e 1 2
2 2
2
0 . 3408
2
0 . 2032
2
0 . 1270
2
gap 0 . 3877
理想的 6σ 水平的设计是 :
- 确认是否满足顾客要求 - 确认标准偏差
【精】公差分析简介及实例分析

3σ=3 0.0032+0.02522+0.00172+0.00132+0.005482+0.003852 =0.0756
Z=(0.10-0.0319)/0.0252=2.702
查表得:P1=0.34%
小 结:
1.如果想得到合理的零件工差分布,就必需了解其实际的制程能力.须靠平时对工 艺知识的不断累积
=0.00+0.25/-0.35mm
使用统计分析进行的公差分析
1.以相关各尺寸之设计中心值作为平均值X
2.以相关各尺寸之设计公差范围作为其对应标准偏差6σ 3.依公式进行计算 分别得出配合后共面度中心值及其偏差范围
计算得: X = (0.30+2.625)+(0.45+0.05)-(3.35+0.025)=0.05mm 3σ= 0.102+0.0252+0.052+0.0252+0.052+0.052 =0.136mm
00548 3481
0*0. .3.产品开发设计的需要
用于设计时的公差分配产品设计一般分为 原形设计 和 二次生产设计
国(不际相化關的)那制么造不它业们趨进之勢行间. 相公互迭差加分的结析果意也呈味正着态分将布在制造时冒很大的风险
统计公差分析(大数分析法)
二 公差分析的作用及分类
1设计时利用公差分析可合理分配各零件的公差.达到可制造 性的要求.
2.631
0.326
0.476 0.014 3.36 0.038
2.619 2.625
0.250 0.298
0.470 0.009 3.34 0.021 0.474 0.012 3.3481 0.029 0.0017 0.0013 0.00548 0.00385
DFSS及公差设计与分析(2013-6)

Reliability Analysis of Accelerated Life Test Data
对于机构工程师来说,phase 3的 优化设计及公差设计分析乃是DFSS 的核心。
知道Part1、 Part2 、 Part3的公差,如何确认组装之后的总公差? 知道Part1、 Part2 、 Part3、 Part4的公差,如何设定Gap, 并且得知不出现干涉的概率达到预设的σ水平? 反之,如果给定Gap, 如何合理的给各Part分配公差?
DFSS适用于任何行业、任何产品或流程的设计。利用DFSS,产品的设计、生产以及投放市场具有更强的可靠性和更高的性价比。
“DFSS” Vs “早期的6σ方法 ”
DFSS: A Process + Methods & Tools
PROlaunch NPD
1: Gather Voice of Customer (VoC)
4: Identify Potential Risks
7: Determine Tolerances
Statistical Tolerancing / Allocation
Audit / FRACAS
9: Launch Robust Product aligned with VoC
Trade-off Matrix / Pugh Concept
5: Find Critical Parameters and quantify their impact on CTQs via transfer functions
Science / Engineering Equations
二、公差分析的方法(RSS)
定义:对各零件公差的平方求和,再开方。假设各零件的公差都符合正太分布,那么,累积公差也会是正太分布。 RSS的特征: 累积公差的计算: 尺寸链为线性的 各尺寸为正态分布 更适用于尺寸的数量≥4 允许不良率存在,故,比Worst-Case更能符合实际
统计公差分析方法概述

统计公差分析方法概述一、引言公差设计问题可以分为两类:一类就是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸与公差,确定装配后需要保证的封闭环公差;另一类就是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸与公差,求解组成环的经济合理公差。
公差分析的方法有极值法与统计公差方法两类,根据分布特性进行封闭环与组成环公差的分析方法称为统计公差法、本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
二、Worst Case Analysis极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据worst case analysis可得D(Max、)=(20+0、3)+(15+0、25)+(10+0、15)=45、7,出现在A、B、C偏上限之状况D(Min、)=(20-0、3)+(15-0、25)+(10-0、2)=44、3,出现在A,B、C偏下限之状况45±0、7适合拿来作设计不?Worst Case Analysis缺陷:•设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;•公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0、9973=0、0027;在组装完毕后所有零件都有缺陷的机率为:0、0027^3=0、3。
这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都就是接近极限尺寸的情况非常罕见。
三、统计公差分析法•由制造观点来瞧,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。
公差数据处理与分析技巧

公差数据处理与分析技巧公差数据处理与分析技巧公差是指在制造过程中,由于各种原因造成的产品尺寸、形状、位置等方面的偏差。
准确地处理和分析公差数据对于确保产品质量和满足设计要求至关重要。
下面将介绍一些公差数据处理与分析的技巧。
首先,对于公差数据的处理,我们需要进行数据的收集和整理。
在制造过程中,我们需要收集每个产品的测量数据,包括尺寸、形状、位置等方面的数据。
这些数据需要按照一定的规范进行整理和记录,以便后续的分析和处理。
其次,我们需要对公差数据进行统计和分析。
统计分析能够帮助我们了解产品的制造过程中存在的问题,并找到解决问题的方法。
常用的统计分析方法包括均值、标准差、概率分布等。
通过对公差数据的统计分析,我们可以了解产品的尺寸偏差的分布情况,以及存在的异常情况。
此外,我们还需要进行公差数据的可视化处理。
可视化处理可以帮助我们更直观地了解公差数据的分布情况和变化趋势。
常用的可视化处理方法包括绘制直方图、散点图、箱线图等。
通过对公差数据的可视化处理,我们可以更加清楚地了解产品的尺寸偏差的分布情况,以及存在的异常情况。
最后,我们需要对公差数据进行合理的解释和应用。
在处理和分析公差数据的过程中,我们需要根据产品的设计要求和使用环境,对公差数据进行合理的解释。
通过合理解释公差数据,我们可以为产品的制造过程提供合理的指导和改进措施。
综上所述,公差数据处理与分析技巧对于确保产品质量和满足设计要求至关重要。
通过对公差数据的收集、整理、统计、分析和可视化处理,我们可以更好地了解产品的尺寸偏差情况,为产品的制造过程提供合理的指导和改进措施。
公差数据处理与分析技巧不仅可以提高产品的质量,还可以提高制造效率,降低成本,提升企业的竞争力。
统计公差分析(公差设计)方法概述

·
二.Worst Case Analysis
极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会 100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据 worst case analysis 可得 D(Max.) =(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在 A 、 B、C 偏上限之状况 D(Min.)=(20-0.3)+(15-0.25)+(10-0.15)=44.3,出现在 A,B、C 偏下限之状况 45±0.7 适合拿来作设计吗?
Worst Case Analysis 缺陷: 1) 2) 设计 Gap 往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; 公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例 Part A +Part B+ Part C,假设 A、B、C 三个部材,相对于公差规格都有 3σ的制程能力水平,则每个部材的不良机率为 1-0.9973=0.0027;在组 装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的 情况非常罕见。
·
五.六标准差分析
在实际当中,更加有可能的是用来制造公差叠加分析里面的特征的制程通常都没有控制在同一个等级.公差分析里面的公差有可能是有几个是±2σ,有几个 是±3σ。 六标准差分析:允许每个组立部件有不同的制程水平,甚至是不同的分布型态。
第4部分:公差分析指南

22
DFMA
谢 谢 !
23
3.当公差分析的结果不满足要求时:
DFMA
减少尺寸链的长度; A为54.00±0.20,C为25.00±0.15,D为28.50±0.15
优化的设计
18
四. 公差分析指南
3.当公差分析的结果不满足要求时:
DFMA
使用定位特征; 好处:
定位特征可以提供较精密的尺寸公差 定位特征的尺寸可以放置于比较容易进行尺寸管控的区域 使用定位特征时可以减少和避免对其他尺寸的公差要求,只需严格管控定 位特征的相关尺寸,就可以满足产品设计要求 因为定位特征精度高,使用定位特征有利于减少零件之间的尺寸公差累积
DFMA
制造工艺能力决定了公差分析中公差的设定; 二维图纸中公差标注与公差分析中的公差一致; 对公差分析中的尺寸需要进行制程管控;
制造工艺 能力
公差分析中 公差的设定
二维图样零 件公差标注
零件尺寸 制程管控
15
四. 公差分析指南
3.当公差分析的结果不满足要求时: 不推荐的做法:
DFMA
调整尺寸链中的尺寸公差大小; 降低目标尺寸判断标准;
100±0.20
3
一. 公差分析的介绍
2.公差的本质:
DFMA
公差是产品设计和产品制造的桥梁和纽带,是保证产品以优异的质量、 优良的性能和较低的成本进行制造的关键。
设计 功能 性能 外观 可装配性 设计限制 稳健性设计 设计意图 产品质量 客户满意
公差
制造 制造费用 装配费用 制造方法选择 机器 夹具 检验 不良率 返工率
推荐的做法:
减少尺寸链的长度; 使用定位特征;
统计公差分析方法概述
统计公差分析方法概述公差分析方法是一种用于确定产品或系统中各种因素之间的相互关系和限制的工程方法。
它被广泛应用于各种制造和设计领域,包括机械、电子、航空航天、汽车等。
公差分析的目标是确保产品或系统在正常运行条件下能够满足设计要求。
本文将概述几种常见的公差分析方法。
一、基本术语和概念在介绍具体的公差分析方法之前,有必要先了解一些基本术语和概念。
1. 公差(Tolerance):公差是指在设计和制造过程中所允许的误差或偏差范围。
公差可以是线性的,也可以是角度的。
2. 上限(Upper Limit)和下限(Lower Limit):上限是指公差范围的最大值,下限是指公差范围的最小值。
3. 偏差(Deviation):偏差是指产品或系统与其设计要求之间的差异。
4. 平均值(Mean):平均值是指一系列测量值的算术平均数。
5. 标准偏差(Standard Deviation):标准偏差是指一系列测量值与其平均值之间的平均差异。
6. Cp和Cpk指数:Cp指数是指一个过程的上下限规格范围与标准差之比。
Cpk指数是指一个过程的上限或下限与该过程能够达到的最大或最小值之间的差异与三倍的标准差之比。
二、公差分析方法1. 极差法(Range Method)极差法是一种简单直观的公差分析方法。
它通过测量一系列零件或产品的最大值和最小值来确定公差范围。
极差(Range)= 最大值 - 最小值优点:简单易懂,容易理解。
缺点:只考虑了最大值和最小值,没有考虑其他测量值的变化情况。
2. 平均偏差法(Average Deviation Method)平均偏差法是一种计算平均偏差和标准偏差的公差分析方法。
它可以提供关于产品或系统的整体偏差情况的信息。
平均偏差(Average Deviation)= 所有测量值的总和 / 测量值的个数标准偏差(Standard Deviation)= 各个偏差值与平均偏差之差的平方和的平均数的平方根优点:考虑了所有测量值的变化情况,能够提供更准确的分析结果。
公差分析方法

公差的分配說明如下:
Worst case
從公差的合成與分解來看, 我們使用worst case法進行公差的分析和定義 可以保證零件100%滿足裝配關系. 但是此方法同樣帶來一些隱患: 1. 公差帶過大, 容易造成較大的間隙或者過盈.
如上例中 A, B, C三個零件相互配合.如果要將 Part A+B 放入 Part C 時,會發生過緊 干涉的情況, 因為 Part C 最窄只有 10.75 mm,但是 Part A+B 卻可能有 11.50 mm 的情況則 有 0.75 mm 的干涉;另一方面,當 Part C 最寬11.25 mm,而 Part A+B 為10.5 mm 的最小值時, 又有 0.75 mm 的間隙產生.由此可知公差範圍過大所造成的難以控制的缺點.
公差分析方法
Chaos
分析方法分類
一般來講, 我們常用的公差定義與分析方法可 以分為以下幾種:
1. Worst case 2. RSS 3. MRSS 4. 6 σ
Worst case
此為最傳統的公差分析法. 其中涉及到兩個概念, 公差的合成與公差的分配. 公差的合成說明如下:
Worst case
Root Sum Squares (RSS)
我們前面所說的Part A and Part B, 從統計上來講, 其主要的分布如下. (暫時不涉及具體的制程能力水平)
公差分析中的统计公差方法综述

c b
田口试验法的精度只能达到 3 阶 。为了提高计 算精度 ,一些学者提出了改进的田口试验法[4 ] ,它是 一种乘积高斯积分方法 , 并要求各组成环设计变量 为正态分布 ,可用于高于 3 阶的公差分析中 。
3. 5 卷积法
概率密度函数 f ( x)
f ( x) =
随机抽样公式 ( R 为计 算机产生的随机数)
ei )
(5)
式中 ,Δ0 , Δ 为封闭环和第 i 个组成环的中间偏差 ; ei 为第 i 个组成环的相对不对称系数 。 对于正态分布 , K0 = 1 , ei = 0 ; 对于三角分布 , K0 = 1122 , ei = 0 ; 对 于 瑞 利 分 布 , K0 = 1144 , ei = 0128 ; 其它各种常见分布的相对分布系数 K0 和相对 不对称系数 ei 可查表得到 [1 ,2 ] 。 3. 2 修正的方和根法 修 正 方 和 根 法 ( MRSS , Modified Root Sum Squared) 的基本公式为 [3 ]
X = ( b - a) R + a X0 =
1/ ( b - a) , a Φ x Φ b 0 , 其它 x2
若一个线性尺寸链由两个组成环构成 , 这两个 组成环分别用随机变量 x 和 y 来描述 。这两个相互 独立的随机变量 x 和 y 分别具有概率密度函数 f x ( x ) , x ∈[ a , b ] 和 f y ( y ) , y ∈[ c , d ] ; 其封闭环 z = g
3. 3 蒙特卡洛模拟法 用蒙特卡洛模拟法 (Monte Carlo Simulation) 进行
1
K0
i =1
2 2 2 ζ ∑ i Ki T i
公差分析方法
Modified Root Sum Squares (MRSS)
普通的RSS仍然忽略了一個條件, 即廠商的制程能力可以達到的水準. 單方 面的從設計的角度來定義公差, 脫離了實際制程方面的限定. 所以為了解決這個問題, 我們引入 MRSS的概念. 我們假設廠商可以達到6sigma的制程能力.
公差分析方法
Chaos
分析方法分類
一般來講, 我們常用的公差定義與分析方法可 以分為以下幾種:
1. Worst case 2. RSS 3. MRSS 4. 6 σ
Worst case
此為最傳統的公差分析法. 其中涉及到兩個概念, 公差的合成與公差的分配. 公差的合成說明如下:
Worst case
我们假设组装的制程为6 σ, Part A的廠商只能達到4 σ, Part B的廠商可以達 到6 σ; 亦即 σ1 = 1.5σ2 那么分解之后 對于Part A來講, T=4 σ1=0.208, 對于Part B來講, T=6 σ2=0.204, 由此可見, 制程能力較低的廠商需要更加嚴格的管制其尺寸.
Root Sum Squares (RSS)
通過兩種方法的介紹, 我們可以看出來兩種方法的優缺點:
1.對于公差帶合成, 我們使用RSS方法合成時候的公差要比WC的時候要小. 這樣就意味著有較準確的組裝與配合.
2.對于公差的分解, 我們使用RSS方法, 分解出來的零件公差要比WC法要大. 這樣既意味著, 對于制造者來說, 零件可以變動的范圍大, 更有利于生產.
2. 公差定義過于理論化, 缺乏客觀實際的程序.
以此類方式決定的公差範圍尺寸,必須仰賴設計者的經驗,且必須經過多次的試作 才可真正決定;若生產條件改變:如更換生產廠商,模具修改…等,皆有可能使原訂之公差範 圍無法達成,而被迫放寬或產生大量不良品的損失.
公差分析技术

在产品制造的过程中,工序是保证产品质量的最基本环节。
所谓工序能力是指处于稳定状态下的实际加工能力,工序能够稳定地生产出产品的能力,也就是说在操作者、机器设备、原材料、操作方法、测量方法和环境等标准条件下,工序呈稳定状态时所具有的加工精度。
工序能力分析是质量管理的一项重要的技术基础工作。
它有助于掌握各道工序的质量保证能力,为产品设计、工艺、工装设计、设备的维修、调整、更新、改造提供必要的资料和依据。
什么是CPK?CPK是Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力强才可能生产出质量、可靠性高的产品。
CPK的意义制程水平的量化反映;(用一个数值来表达制程的水平)制程力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
CPK等级评定及处理原则CPK计算公式Ca(Capability of Accuracy):制程准确度;CP(Capability of Precision):制程精密度;注意:计算CPK时,取样数据至少应有20组数据,方具有一定代表性。
统计公差分析方法概述;公差分析是克服误差传递干扰的一种合适方法,也是试验设计理论研究的有益扩充。
通俗地说,公差分析就是运用统计分析的方法,事先给众多输入X设置合理的公差(而不仅仅是目标值),以保证经过工艺流程之后,产生的输出Y对输入的变异不敏感,依然落在顾客要求或技术规范之内。
这个过程往往要求减小输入的公差,而减小输入的公差往往意味着产品加工成本的提高。
因此,公差分析还强调选择合适的输入变量,减小到合适的公差幅度,以确保工艺优化的成本最小化。
同时,一次成功的公差分析常常不是一蹴而就的,一般需要工艺工程师和统计工程师等多方协作、不断沟通反馈后才能完成。
一套完整的公差管理解决方案应体现全面质量管理的思想——全员参与和全过程管理,能够反映PDCA(Plan、Do、Check和Act)的方法——设计人员定义公差,工艺人员定义实现公差控制的方法(P);生产操作人员加工产品(D);检验人员对产品进行检验检测(C);设计人员和工艺人员要对实测数据进行判读,采取有效的改进措施(A)。
公差模型和公差分析方法的研究
生产现场S H O P S O L U T I O N S金属加工汽车工艺与材料 A T&M2009年第7期50机械装配过程中,在保证各组成零件适当功能的前提下,各组成零件所定义的、允许的几何和位置上的误差称为公差。
公差的大小不仅关系到制造和装配过程,还极大影响着产品的质量、功能、生产效率以及制造成本。
公差信息是产品信息库中的重要内容,公差模型就是为表示公差信息而建立的数学及物理模型,它是进行公差分析的理论基础。
公差分析或称偏差分析,即通过已知零部件的尺寸分布和公差,考虑偏差的累积和传播,以计算装配体的尺寸分布和装配公差的过程。
公差分析的目的在于判断零部件的公差分布是否满足装配功能要求,进而评价整个装配的可行性。
早期公差分析方法面向的是一维尺寸公差的分析与计算。
Bjorke 则将公差分析拓展到三维空间。
Wang 、C h a s e 、P a b o n 、H o f f m a n 、Lee 、Turner 、Tsai 、Salomons 、Varghese 、Connor 等许多学者也分别提出了各自的理论和方法开展公差分析的研究。
此后,人工智能、专家系统、神经网络、稳健性理论等工具被引入公差分析领域当中,并分别构建了数学模型以解决公差分析问题。
1 公差模型公差模型可分为零件层面的公差信息模型和装配层面的公差拓扑关系模型。
Shan 提出了完整公差模型的建模准则,即兼容性和可计算性准则。
兼容性准则是指公差模型满足产品设计过程的要求,符合ISO 和ASME 标准,能够完整表述所有类型的公差。
可计算性准则是指公差模型可实现与CAD 系统集成、支持过/欠约束、可提取隐含尺寸信息、可识别公差类型,以检查公差分配方案的可行性等。
目前已经提出了很多公差模型表示法,但每一种模型都是基于一些假设,且只部分满足了公差模型的建模准则,至今尚未出现统一的、公认的公差模型。
以下将对几种典型的公差模型加以介绍和评价。
公差分析
被测要素的标注: 公差框格 指引线 项目符号
形位公差值 基准字母
公差框格:幾何公差在圖上之標註法,係用一個長方框, 由左至右分為若干小格,水平書寫。
3.形位公差
3.2 形位公差的標注
引線:公差方框與圖中機件之連 帶關係,用引線連結之。有下列三種 情形:
1)如箭頭指在一機件之輪廓線或 其延長線上,但不正在一個尺寸線上 時,如圖所示者,則該公差係對輪廓 線或該表面而言。
距离为公差值 t 的一对平 行直线之间的区域,只要被测 直线不超出该区域即为合格。
合格!
t
3.形位公差
3.3 形位公差帶 1. 直線度
2)在任意方向上对实际直 线提出要求,公差带是一个直 径为公差值 t 的圆柱面内的区 域,只要被测直线不超出该区 域即为合格。
合格!
t
50.00±0.02
0.01
3.形位公差
SR
A
公差带是包络一系列直径 为公差值 t 的球的两包络面 之间的区域,诸球心位于具有 理论正确几何形状的曲面上。 被测轮廓面应位于该区域内。
3.形位公差
3.3 形位公差帶 6. 面輪廓度
公差带是包络一系列直径
SR
为公差值 t 的球的两包络面
之间的区域,诸球心位于具有
理论正确几何形状的曲面上。
被测轮廓面应位于该区域内。
行直线之间的区域,只要被测
直线不超出该区域即为合格。
0.01
t
3.形位公差
3.3 形位公差帶
1. 直線度
1)在给定平面内对直线提 出要求的公差带:
距离为公差值 t 的一对平 行直线之间的区域,只要被测 直线不超出该区域即为合格。
3.形位公差
公差分析方法
對于part005其合成之后的squrt003332的制程條件所以我們可以算出組裝之后的6進行公差分解的時候6asm02502560177所以對于分解之后的兩個零件其尺寸變為50177mm60177mmmodifiedrootsumsquaresmrss由此可見rss與mrss在6的前提下是完全相同的
但是使用RSS仍然沒有辦法擺脫每個廠商不同的制程能力的影響, 可能會 存在某些廠商可以達到要求, 某些廠商無法做到.
Modified Root Sum Squares (MRSS)
普通的RSS仍然忽略了一個條件, 即廠商的制程能力可以達到的水準. 單方 面的從設計的角度來定義公差, 脫離了實際制程方面的限定. 所以為了解決這個問題, 我們引入 MRSS的概念. 我們假設廠商可以達到6sigma的制程能力.
Modified Root Sum Squares (MRSS)
由此可見, RSS與MRSS在6 σ的前提下是完全相同的. 但是并不是每個廠商 都可以達到6 σ的制造水準.
我們假設Part A的廠商只能達到4 σ, Part B的廠商可以達到6 σ, 组装的制程 为6 σ, 那么進一步推論如下: 0.2=T1=4 σ1 σ1=0.05 0.3=T2=6 σ2 σ2=0.05 σasm=0.0707 6 σ=0.4242 所以合成之后的設計尺寸應該為11 +/- 0.4242mm.
公差知识点总结
公差知识点总结公差的计算方法是先求出一组数据的平均数,然后将每个数据与平均数的差的绝对值求和,最后再除以数据的个数。
这样得到的就是这组数据的公差。
公差在实际应用中有着广泛的用途,特别是在质量管理、生产管理、金融和经济领域。
下面将从几个方面来介绍公差的知识点。
一、公差的计算方法1. 求平均数首先要求出一组数据的平均数,计算方法是将所有数据相加,然后除以数据的个数。
2. 求差的绝对值然后计算每个数据与平均数的差的绝对值。
3. 求和将每个数据与平均数的差的绝对值求和。
4. 求平均最后将上一步得到的和除以数据的个数,就得到了这组数据的公差。
二、公差的意义和作用1. 衡量数据分散程度公差可以帮助我们了解一组数据的分散程度,通过公差的大小,可以判断数据的离散程度和集中程度。
如果公差较大,说明数据的分散程度大,如果公差较小,说明数据的分散程度小。
2. 判断数据的质量在生产管理和质量管理中,公差可以帮助我们了解产品质量的一致性和稳定性。
公差越小,说明产品的质量越稳定,相反,公差越大,说明产品的质量波动越大。
3. 进行数据分析在统计学和经济学中,公差可以帮助我们进行数据分析,通过公差的计算可以判断数据的分布情况,从而更好地理解数据的特征和规律。
三、公差的影响因素1. 数据的大小数据的大小会直接影响公差的计算结果,数据越大,公差越大,反之亦然。
2. 数据的波动数据的波动程度也会影响公差的计算结果,数据波动越大,公差越大,反之亦然。
3. 数据的分布数据的分布情况也会影响公差的计算结果,如果数据分布比较均匀,公差可能会比较小,如果数据分布比较不均匀,公差可能会比较大。
四、公差的应用场景1. 质量和生产管理在生产和质量管理中,公差可以帮助我们了解产品质量的稳定性,通过公差的计算可以判断产品的质量是否符合要求。
2. 统计学分析在统计学中,公差可以帮助我们进行数据分析,通过公差的计算可以判断数据的分布情况,从而更好地理解数据的特征和规律。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
统计公差分析方法概述
一.引言
公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。
公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
二.Worst Case Analysis
极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据worst case analysis可得
D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况
D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况
45±0.7适合拿来作设计吗?
Worst Case Analysis缺陷:
∙设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;
∙公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-
0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。
这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。
三.统计公差分析法
∙由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。
∙统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造和生产成本。
∙在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。
四.方和根法
计算公式(平方相加开根号)
假设每个尺寸的 Ppk 指标是1.33并且制程是在中心
上例中Part A +Part B+ Part C
T=0.44
比较Worst case与统计公差法
∙公差合成后所得的公差范围缩小了,对设计者而言,较小的公差范围意味着较准确的组装与配合,累积下来的误差也会减少。
∙在公差分配的情况时,每个零件所得到的公差范围变大了,对制造者而言,较大的公差范围意味着较容易制作及控制生产质量,有利于制造者。
使用RSS的假设条件
∙使用RSS统计公差分析方法的前提是,制造加工出来的零件尺寸数值是比较集中于中心值,输出呈正态分布
∙如果公差叠加分析里面一个单独的公差是在±3σ的过程控制下生产的,那么RSS公差叠加分析的结果也是代表了±3σ,也就是说,输入的过程控制等级也代表了输出的工程控制等级
五.六标准差分析
∙在实际当中,更加有可能的是用来制造公差叠加分析里面的特征的制程通常都没有控制在同一个等级.公差分析里面的公差有可能是有几个是±2σ,有几个是±3σ。
∙六标准差分析:允许每个组立部件有不同的制程水平,甚至是不同的分布型态。
六.公差分析步骤
①.建立公差回路图(封闭尺寸链)
②.确认Loop中各尺寸的设计值与公差
③.确认Loop中各尺寸的制程能力水平(Cp,Cpk)
④.选择适当的法则与工具,进行公差分析
⑤.根据分析结果作出判断
为了避免复杂的计算,实务上采用EXECL表格.这是美国犹他州( Utah ) Brigham Young Universit y 机械工程学系的Dr. Ken Chase所建立的, 请到这里下载:
CATS 1D Tolerance Stack-up :/WWW/ADCATS/software/
PDF档案微盘下载-> /s/gnwNr
/s/blog_49696e880101a3tx.html。