汽车变速器齿轮工艺规程文档
汽车变速器齿轮工艺规程
摘要 (1)第1章齿轮零件的分析 (2)1.1齿轮的工作状态分析及工作条件 (2)1.2齿轮的结构分析 (2)1.3齿轮技术条件分析 (2)1.3.1齿轮表面精度与粗糙度 (2)1.3.2表面间的位置精度 (3)1.3.3齿轮的其他技术要求 (3)1.4齿轮材料的切削加工性 (4)1.5齿轮零件图尺寸标注分析 (4)1.6齿轮的加工工艺分析 (4)第2章齿轮毛坯的设计 (6)2.1毛坯种类的确定 (6)2.2毛坯的工艺要求 (6)2.2.1毛坯加工余量与公差 (6)2.2.2拔模斜度 (6)2.2.3圆角半径 (7)第3章齿轮工艺规程设计 (8)3.1工艺路线的制定 (8)3.1.1加工方法的选择 (8)3.1.2加工阶段的划分 (8)3.1.3定位基准的选择 (9)3.1.4热处理工序的安排 (9)3.1.5辅助工序的安排 (9)3.2工艺规程的设计 (10)3.3有关工序机床、夹具、量具的选择说明 (12)3.3.1机床的选择 (12)3.3.2切削刀具的选择 (12)3.3.3量具的选择 (12)3.3.4夹具的选择 (12)3.3.5各工序机床、夹具、刀具、量具汇总 (13)第4章磨内孔及端面夹具设计 (16)4.1专用机床夹具设计的基本要求和步骤 (16)4.1.1对专用机床夹具设计的要求 (16)4.1.2专用机床夹具的设计步骤 (17)4.1.3专用机床夹具的制造精度 (17)4.2磨内孔及端面夹具的选择 (18)4.3磨内孔及端面夹具工作原理简介 (18)4.4夹具零件的设计与选择 (19)4.4.1主要部件设计 (19)4.4.2其他部件的选择 (19)总结 (21)参考文献 (22)摘要齿轮是机械传动中应用极为广泛的零件之一。
汽车同步器变速器齿轮起着改变输出转速传递扭矩的作用,所以加工齿轮的要求相对要严格一些。
变速器齿轮应具有经济精度等级高,耐磨等特点,以提高齿轮的使用寿命和传动效率,齿轮在工作时传动要平稳而且噪声要小,结合时冲击不宜过大。
1101变速器齿轮零件的机械加工工艺规程_说明书
机械制造技术课程设计说明书设计题目:WY01齿轮机械加工工艺规程编制及工时定额计算(大批)班级11级机制4班设计者王立强指导教师陈兴强蚌埠学院机械与电子工程系蚌埠学院机械制造技术课程设计任务书题目:WY01齿轮机械加工工艺规程编制及工时定额计算(大批)内容:1.零件图1张2.机械加工工艺过程卡1张3.机械加工工序卡片1套4.课程设计说明书1份班级11 机制4班学号51111301001设计者王立强指导教师陈兴强日期 2014 年 6 月目录一、序言 (3)二、零件分析 (4)1、零件的作用 (4)2 、审查零件图样的工艺性 (4)三、工艺规程设计 (4)1、确定毛坯的制造形式 (5)2、零件表面加工方法的选择 (5)3、制定工艺路线 (6)4、机械加工余量、工艺尺寸及毛坯尺寸的确定 (7)5、选择加工设备与工艺装备 (9)6、确定切削用量与基本工时 (10)四、小结 (16)五、参考文献 (16)一、序言《机械制造技术及装备》学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计,了解并认识一般机器零件的生产工艺过程,巩固和加深已学过的技术基础课和专业课的知识,理论联系实际,对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础,并且为后续毕业设计做一次热身。
此次课程设计我是围绕齿轮展开的。
从零件图的分析到毛坯的选择,再到工艺路线的制定、机床及工艺装备的选用、加工余量、工序尺寸和公差的确定,最后是对切削参数的计算,都要求我对大学四年所学的东西有很好的掌握。
此次课程设计设胜利完成,首先要感陈兴强老师孜孜不倦的教导和全面详细的解答,其次就是同学的帮助,我知道课程设计对我们来说是个考验,但同时也是非常难得的机会。
汽车变速箱加工工艺
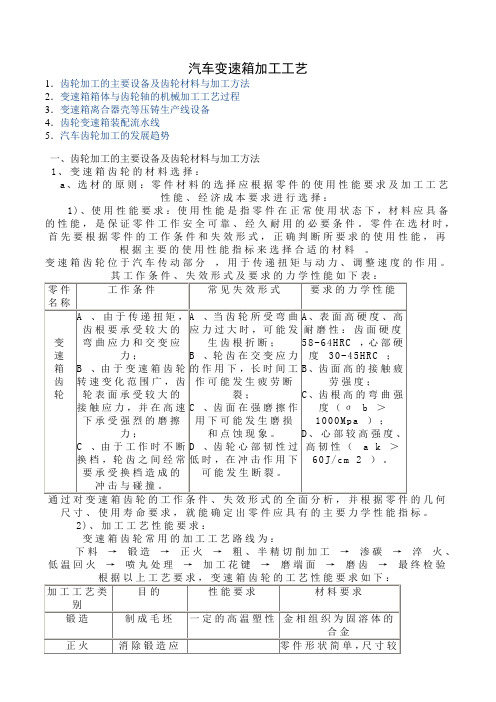
汽车变速箱加工工艺1.齿轮加工的主要设备及齿轮材料与加工方法2.变速箱箱体与齿轮轴的机械加工工艺过程3.变速箱离合器壳等压铸生产线设备4.齿轮变速箱装配流水线5.汽车齿轮加工的发展趋势一、齿轮加工的主要设备及齿轮材料与加工方法1、变速箱齿轮的材料选择:a、选材的原则:零件材料的选择应根据零件的使用性能要求及加工工艺性能、经济成本要求进行选择:1)、使用性能要求:使用性能是指零件在正常使用状态下,材料应具备的性能,是保证零件工作安全可靠、经久耐用的必要条件。
零件在选材时,首先要根据零件的工作条件和失效形式,正确判断所要求的使用性能,再根据主要的使用性能指标来选择合适的材料。
变速箱齿轮位于汽车传动部分,用于传递扭矩与动力、调整速度的作用。
的几何尺寸、使用寿命要求,就能确定出零件应具有的主要力学性能指标。
2)、加工工艺性能要求:变速箱齿轮常用的加工工艺路线为:下料→锻造→正火→粗、半精切削加工→渗碳→淬火、低温回火→喷丸处理→加工花键→磨端面→磨齿→最终检验在保证使用性能的前提下,应尽可能选用价格低、货源足、加工方便、总成本低的材料。
b、材料的选择:根据以上使用性能和加工工艺、加工成本的综合要求,可基本确定为低C%合金结构钢:即我们常用的合金渗碳钢。
从目前我国汽车制造厂常用的金属材料来看,汽车变速箱齿轮多采用20Cr Mn Ti。
2、齿轮加工工艺(一)齿轮常用加工工艺流程锻造制坯→正火→车削加工→滚、插齿→剃齿→热处理→磨削加工→修整(二)各种齿轮加工方法齿轮加工原理有成形法和展成法两种。
常见加工方法有滚齿加工、插齿加工、剃齿加工、珩齿加工和磨齿加工等1)滚齿加工a)滚齿机Y3150E型滚齿机是如图10-3所示Y3150E型滚齿机是一种中型通用滚齿机,主要用于加工直齿和斜齿圆柱齿轮,也可以采用手动径向切入法加工蜗轮b)加工直齿圆柱齿轮根据展成法原理用滚刀加工齿轮时,必须严格保持滚刀与工件之间的运动关系。
变速器齿轮工艺设计说明书

变速器齿轮工艺设计说明书一、分析零件图(如图1)1、零件名称:变速器齿轮12、材料:18CrMnTi3、产量:100件4、技术要求:1)、齿面渗碳层深度0.6-1.0,表面淬硬度HRC56-62,齿心部硬度HRC 33-48;2)、齿廓倒角0.5x45;3)、未注倒角为1x45。
二、锻造工艺性分析首先,运行计算机辅助自由锻锻件工艺设计软件,进入用户界面。
在主菜单中,选择"工艺方法分析"子菜单。
点击后进入"工艺方法分析"界面,此时,对零件可进行结构分析,缺陷分析,零件作用分析。
对零件的锻造工艺性分析完成后,点击"返回",系统则回到计算机辅助自由锻锻件工艺设计软件的主界面。
下面是变速器齿轮的锻造工艺性分析结果:(1)分析该零件,得出:锻造的目的是侧重于成形、减少加工余量。
(2)分析锻后零件性能可能变化的趋势。
在锻造时,由于锻件本身的成分、组织的不均匀和各处受力情况不同,锻件内各处的变形情况也不同,变形首先发生在那些先满足屈服准则的部分。
因此,有的地方先变形,有的地方后变形;有的地方变形大,有的地方变形小,由于存在变形的不均匀性,将在个部分变形金属之间产生相互影响,产生附加应力(例如在镦粗时坯料侧表面切向产生的附加拉应力等)和残余应力等,带来一些不良的影响。
所以在锻造时要注意以下几方面:一,为防止镦粗时产生纵向弯曲,圆柱体坯料高度与直径之比不应超过 2.5~3,在2~2.2的范围内更好。
二,镦粗时每次的压缩量应小于材料塑性允许的范围。
三、绘制锻件图在主菜单中,选择"工艺制定"子菜单。
点击后进入"工艺制定"界面,在菜单项中,选择"根据零件图绘制锻件图" 子菜单,双击进入"根据零件图绘制锻件图"界面。
根据提示可完成变速器齿轮的锻件图绘制过程。
步骤如下:(1)确定锻件形状。
汽车变速箱齿轮加工工艺流程
汽车变速箱齿轮加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!汽车变速箱齿轮加工工艺流程主要包括以下几个步骤:1. 毛坯制备首先,需要根据设计要求选择合适的钢材,并进行熔炼、铸造等工艺,制备出变速箱齿轮的毛坯。
汽车变速箱齿轮加工工艺流程

汽车变速箱齿轮加工工艺流程英文回答:Automotive Transmission Gear Manufacturing Process.The manufacturing process of automotive transmission gears involves several key steps to ensure precision and durability. Here's a detailed overview of the typical process:1. Material Selection:The first step involves selecting the appropriate material for the gears, typically high-strength steelalloys like carburized steel or nitriding steel. The material selection considers factors such as strength, wear resistance, and manufacturability.2. Forging:The selected material is heated to a high temperature and forged into the desired shape of the gear blank. Forging involves applying high pressure to deform the material and refine its grain structure, enhancing its strength and toughness.3. Annealing:After forging, the gear blanks undergo annealing, a heat treatment process that involves heating them and slowly cooling them. Annealing reduces internal stresses and improves machinability, making them easier to work with in subsequent processes.4. Machining:The gear blanks are then subjected to various machining operations, including turning, milling, and drilling, to achieve the precise dimensions and tolerances required. High-precision CNC machines are typically used to ensure accuracy and repeatability.5. Heat Treatment:To enhance the gears' surface hardness and wear resistance, heat treatment processes are applied. This may involve carburizing, nitriding, or induction hardening. These processes alter the chemical composition and crystal structure of the gear surface, making it harder and more durable.6. Grinding:After heat treatment, the gears are ground to achieve the final desired tooth profile and surface finish. Specialized grinding machines are used to precisely form the gear teeth, ensuring optimal meshing with other gears in the transmission.7. Inspection and Testing:Throughout the manufacturing process, rigorous inspections and tests are conducted to verify the dimensions, tolerances, and performance of the gears. Thisincludes visual inspections, dimensional measurements, and gear testing machines to assess characteristics such as noise levels and load-bearing capacity.中文回答:汽车变速箱齿轮加工工艺流程。
汽车制造工艺学课程设计-汽车变速器二轴五档齿轮工艺规程设计

汽车变速器二轴五档齿轮工艺规程设计课程设计(说明书)题目:汽车变速器二轴五档齿轮工艺规程设计班级 / 学号:84060111/2008040601376学生姓名:指导教师:沈阳航空航天大学课程设计任务书课程名称汽车制造工艺学课程设计院(系)机电工程学院专业机械(汽车)班级84060111 学号2008040601376 姓名课程设计题目汽车变速器二轴五档齿轮工艺规程设计课程设计时间: 2011 年12 月26 日至2012 年1 月13 日一、课程设计原始资料1. 齿轮零件设计图2. 生产类型大批量二、课程设计的内容:1. 绘制零件图及设计毛坯图2. 制定该零件的工艺规程3. 设计零件某一工序的专用机床夹具(教师指定)4. 编写机械加工工艺规程(含夹具设计)说明书三、主要参考资料1. 赵如福金属机械加工工艺手册上海科学技术出版社19962. 张耀晨机械加工工艺设计手册北京航空工业出版社19873. 王宝玺汽车拖拉机制造工艺学机械工业出版社19884. 徐知行汽车拖拉机制造工艺设计手册北京理工大学出版社1997指导教师年月日负责教师年月日学生签字戴慧堪2011 年12 月26 日目录摘要 (4)第一章零件的分析 (5)1.1零件的工作状态及工作条件 (5)1.2零件的技术条件分析 (5)1.3零件的其它技术要求 (6)1.4零件的材料及其加工性 (6)1.5零件尺寸标注分析 (7)1.6检验说明 (7)1.7零件工艺分析 (8)第二章齿轮毛坯的设计 (9)2.1毛坯种类的确定 (9)2.2毛坯的工艺要求 (9)2.2.1毛坯加工余量与公差 (9)2.2.2拔模斜度 (9)2.2.3圆角半径 (10)第三章工艺规程设计 (11)3.1工艺路线的制定 (11)3.1.1加工方法的选择 (11)3.1.2加工工艺路线 (11)3.1.3加工阶段划分 (11)3.1.4工序的分散与集中 (12)3.1.5基准的选择 (12)3.1.6热处理工序及辅助工序的安排 (13)3.1.7加工工序的设计 (14)3.2有关工序机床、夹具、量具的选择说明 (16)3.2.1机床的选择 (16)3.2.2切削刀具的选择 (17)3.2.3量具的选择 (17)3.2.4夹具的选择 (17)第四章磨内孔及端面夹具设计 (19)4.1专用机床夹具设计的基本要求和步骤 (19)4.1.1对专用机床夹具设计的要求 (19)4.1.2专用机床夹具的设计步骤 (20)4.1.3 专用机床夹具的制造精度 (21)4.2滚齿夹具的选择 (21)4.3滚齿夹具工作原理简介 (21)4.4夹具零件的设计与调整 (21)4.4.1 主要部件设计 (21)4.4.2其他部件的选择 (22)课设总结 (23)参考资料 (24)摘要齿轮是机械传动中应用极为广泛的零件之一。
汽车变速器齿轮座工艺及工装夹具设计
摘 要本次设计的主要内容是汽车变速器齿轮座工艺及工装夹具的设计。
齿轮座主要是与齿轮、轴承等零件配对使用,其主要加工表面及控制位置为025.003.040--φ大头外圆和35018.0002.0Φ++小头外圆。
由零件要求分析可知,保证025.003.040--φ大头外圆和35018.0002.0Φ++小头外圆尺寸的同时应该尽量保证其同轴度,这对于后工序装配和总成使用上来说都有重要影响。
所以,工序安排时,采取以025.003.040--φ大头外圆粗定位夹紧加工后,对35018.0002.0Φ++小头外圆进行车削、磨削加工同时成型。
因大头外圆和小头外圆的表面粗糙度分别为Ra1.6和Ra0.8,可通过粗车、精车、磨削加工来满足。
对于钻、绞015.0086++H φ孔时,主要以齿轮座的小头外圆定位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。
本文的研究重点在于通过对齿轮座的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的齿轮座零件。
【关键词】汽车变速器齿轮座、工艺、定位AbstractThis paper is abute automated devices that can mimic the human hand and arm movements to do something ,aslo can according to a fixed procedure to moving objects or control tools. It can replace the heavy labor in025.003.040--φ order to achieve the productionmechanization 35018.0002.0Φ++ and automation, and can work in dangerous workingenvironments to protect the personal safety,025.003.040--φ Therefore widely 35018.0002.0Φ++ used inmachine building,metallurgy, electronics, light industry and atomic energy sectors.This article is mainly 025.003.040--φof the pneumatic manipulator the overall design, 35018.0002.0Φ++and pneumaticdesign. This mechanism of manipulator includes cylinders and claws and connectors 015.0086++H φparts, it can move according to the due track on the movement ofgrabbing, carrying and unloading. The pneumatic part of the design is primarily to choose the right valves and design a reasonable pneumatic control loop, by controlling and regulating pressure, flow and direction of the compressed air to make it get the necessary strength, speed and changed the direction of movement in the prescribed procedure work.It can replace the heavy labor in order to achieve the production mechanization and automation, and can work in dangerous working environments to protect the personal safety, Therefore widely used in machine building, metallurgy, electronics, light industry and atomic .【关键词】pneumatic manipulator 、cylinder 、pneumatic loop目 录一、绪 论 (1)1.1课题的背景 (2)1.2夹具的发展史 (2)二、零件的分析 (2)2.1、零件的作用 (3)2.2、零件的工艺分析 (3)三、确定毛坯,绘制毛坯图、零件图 (5)3.1、确定毛坯的制造形式及材料 (5)3.2、机械加工余量、工序尺寸及毛坯尺寸的确定 (5)四、工艺规程设计 (7)4.1、定位基准的选择 (7)4.2、制定工艺路线 (7)4.3、选择加工设备及刀、夹、量具 (10)4.4 确定切削用量及基本工时 (10)4.4.1粗车大头外圆及端面 (10)4.4.2粗车小头外圆及端面 (10)4.4.3精车大头外圆及端面 (10)4.4.4精车小头外圆及端面 (10)4.4.5车∮32沟槽 (10)4.4.6磨018.0002.0632++k φ外圆 ............................................. 10 4.4.7钻92φ-直孔 (24)4.4.8钻大端面2-M8螺纹孔底孔8.6φ,攻M8牙,钻、绞∮5.8,∮6H8直孔 244.4.9钻32φ-油孔 (25)五、钻孔夹具的设计 ...................................... 错误!未定义书签。
20CrMnTi汽车变速箱齿轮的热处理工艺

20CrMnTi汽车变速箱齿轮的热处理工艺一、学习目标知识目标:·熟悉感应加热表面淬火原理、特点及应用;·了解火焰表面淬火原理、特点及应用;·了解化学热处理过程;·掌握渗碳、渗氮和碳氮共渗原理、特点、常用方法及应用。
能力目标:·能根据零件的化学成分、性能要求和技术条件,合理选择表面淬火和化学热处理方法。
二、任务引入变速箱齿轮位于汽车传动部分,用于传递扭矩与动力、调整速度。
由于传递扭矩,齿根要承受较大的弯曲应力和交变应力;由于变速箱齿轮转速变化范围广,齿轮表面承受较大的接触应力,并在高速下承受强烈的磨擦力;由于工作时不断换档,轮齿之间经常要承受换档造成的冲击与碰撞。
这就要求齿轮表面有高硬度和高耐磨性;齿面有高的接触疲劳强度;心部有较高的强度和高韧性。
图2-25所示20CrMnTi汽车变速箱齿轮的热处理技术要求如下:1.渗碳层表面含碳量为0.80~1.05%;2.渗碳层深度为0.80~1.3mm;3.淬火回火后齿面硬度为58~62HRC,心部硬度为33~48HRC。
图2-25 汽车变速箱齿轮简图三、相关知识在机械设备中,有许多零件(如齿轮、曲轴、活塞销等)是在冲击载荷及表面摩擦条件下工作的,这类零件表面需具有高硬度和高耐磨性,而心部需要足够的塑性和韧性。
为满足这类零件的性能要求,须进行表面热处理。
常用的表面热处理方法有表面淬火及化学热处理两种。
(一)钢的表面淬火表面淬火是通过快速加热,使钢件表层奥氏体化,然后迅速冷却,使表层形成一定深度的淬硬组织——马氏体,而心部仍保持原来塑性、韧度较好的组织的热处理工艺。
在钢的表面淬火法中,感应加热淬火应用最广。
1.感应加热表面淬火感应加热表面淬火时,将工件放在铜管制成的感应器内,即图2-26所示装置中,感应器中通入一定频率的交流电,以产生交变磁场,于是工件内部就会产生频率相同、方向相反的感应电流(涡流)。
由于涡流的趋肤效应,使涡流在工件截面上的分布是不均匀的,表面电流密度大,心部电流密度小。
汽车变速箱齿轮工艺流程

汽车变速箱齿轮工艺流程英文回答:Process Flow of Automotive Transmission Gears.1. Preparation of Raw Materials.Raw materials are sourced and inspected to ensure they meet the specified requirements.Metals used for gears include steel, aluminum, and brass.The material is cut into blanks of the appropriate size and shape.2. Forging.The blanks are heated to a high temperature and shaped by forging presses.Forging strengthens the material and improves its grain structure.3. Heat Treatment.Gears undergo a series of heat treatments to improve their mechanical properties.This includes annealing, hardening, and tempering.Heat treatment enhances the gear's strength, durability, and wear resistance.4. Machining.Gears are machined to their precise dimensions using various processes.This includes turning, milling, grinding, and hobbing.Machining ensures the gears meet the requiredspecifications.5. Finishing.Gears are finished to improve their surface quality and reduce friction.Finishing processes include lapping, honing, and polishing.6. Inspection and Testing.Gears are inspected and tested to ensure they meet the quality standards.Inspection methods include visual inspection, dimensional measurement, and non-destructive testing.7. Assembly.Gears are assembled into the transmission along with other components.Assembly follows a specific sequence to ensure proper functionality.中文回答:汽车变速箱齿轮工艺流程。
变速器齿轮轴零件的机械加工工艺规程和夹具说明书(车夹具)

XX大学课程设计论文变速器齿轮轴零件的机械加工工艺规程和夹具设计所在学院专业班级姓名学号指导老师年月日摘要变速器齿轮轴零件加工工艺及夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
关键词:工艺,工序,切削用量,夹紧,定位,误差目录摘要 (II)目录 (III)第1章序言 (5)第2章零件的分析 (6)2.1零件的形状 (6)2.2零件的工艺分析 (6)第3章工艺规程设计 (7)3.1 确定毛坯的制造形式 (7)3.2 基面的选择 (7)3.3 制定工艺路线 (8)3.3.1 工艺路线方案一 (8)3.3.2 工艺路线方案二 (9)3.3.3 工艺方案的比较与分析 (10)3.4 选择加工设备和工艺装备 (11)3.4.1 机床选用 (11)3.4.2 选择刀具 (11)3.4.3 选择量具 (11)3.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (11)3.6确定切削用量及基本工时 (12)4车床夹具设计 (23)4.1车床夹具设计要求说明 (23)4.2车床夹具的设计要点 (23)4.3定位机构 (25)4.4夹紧机构 (25)4.5零件的车床夹具的加工误差分析 (26)4.6确定夹具体结构尺寸和总体结构 (28)4.7零件的车床专用夹具简单使用说明 (29)总结 (30)致谢 (31)参考文献 (31)第1章序言机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
汽车同步器变速器第四速齿轮工艺规程设计
一:课程设计原始资料1.齿轮的零件图样2.生产类型:成批生产3.生产纲领和生产条件二:课程设计任务书1.对零件进行工艺分析,拟定工艺方案。
2.拟定零件的机械加工工艺过程,选择各工序加工设备及工艺装备(刀具、夹具、量具、辅具);完成某一表面工序设计(如孔、外圆表面或平面),确定其切削用量及工序尺寸。
3.编制机械加工工艺规程卡片(工艺过程卡片和工序卡片)1套。
4.设计夹具一套到二套,绘制夹具装配图2张。
5.撰写设计说明书1份。
三:参考文献1. 熊良山机械制造技术基础华中科技大学出版社2. 刘长青机械制造技术课程设计指导华中科技大学出版社目录说明 (5)第一章零件的分析 (7)1.1零件的工作状态及工作条件 (7)1.2零件的技术条件分析 (7)1.3零件的其他技术要求 (8)1.4零件的材料及其加工性 (9)1.5零件尺寸标注分析 (10)1.6检验说明 (10)1.7零件工艺分析 (10)第二章齿轮毛坯的设计 (11)2.1毛坯种类的确定 (11)2.2毛坯的工艺要求 (11)2.2.1毛坯的加工余量与公差 (11)2.2.2拔模斜度 (12)2.2.3圆角半径 (12)第三章工艺规程设计 (13)3.1工艺路线的制定 (13)3.1.1加工方法的选择 (13)3.1.2加工工艺路线 (13)3.1.3加工阶段划分 (13)3.1.4工序的分散与集中 (14)3.1.5基准的选择 (14)3.1.6热处理工序及辅助工序的安排 (15)3.1.7加工工序的设计 (15)3.2机床、夹具、量具的选择 (16)3.2.1机床的选择 (16)3.2.2刀具的选择 (16)3.2.3量具的选择 (16)3.2.4夹具的选择 (16)第四章齿轮加工机床夹具设计 (17)4.1专用机床夹具设计的目的 (17)4.2机床夹具的作用与组成 (17)4.3机床夹具设计的基本要求 (18)4.4机床夹具设计的一般步骤 (18)4.5专用齿轮加工夹具的设计 (20)4.5.1主要部件的设计 (20)4.5.2其他部件的选择 (20)心得体会 (21)说明齿轮是机械传动中应用极为广泛的零件之一。
变速箱齿轮的加工工艺流程
变速箱齿轮的加工工艺流程英文回答:Machining Process Flow of Transmission Gears.The machining process flow of transmission gears involves several key steps, each contributing to the precision and performance of the final product. Here is a general overview of the process:1. Forging or Casting: The gear blank is formed through forging or casting, creating the basic shape and grain structure of the gear.2. Annealing: The gear blank undergoes annealing to soften the metal and relieve internal stresses, making it more machinable.3. Tooth Cutting: The gear teeth are cut using hobbing, shaping, or milling processes. Hobbing is commonly used forhigh-volume production, while shaping and milling offer greater flexibility for custom gears.4. Heat Treatment: After tooth cutting, the gear is subjected to heat treatment to enhance its mechanical properties, such as hardness and wear resistance. Thisoften involves processes like carburizing, nitriding, or induction hardening.5. Grinding: The gear teeth are ground to achieve precise dimensions, surface finish, and tooth profile. Grinding removes any imperfections or burrs left from previous machining operations.6. Lapping or Honing: Lapping or honing further refines the gear teeth, improving surface smoothness and reducing noise during operation.7. Inspection: The finished gear undergoes rigorous inspection to ensure it meets specifications for dimensions, tooth profile, and surface quality. This may involve using coordinate measuring machines (CMMs) and other precisionmeasuring devices.中文回答:变速箱齿轮的加工工艺流程。
变速箱齿轮热处理工艺设计
变速箱齿轮热处理工艺设计
变速箱齿轮是汽车传动系统中重要的零部件之一,对其进行热处理工
艺设计可以提高其硬度和耐磨性,从而提高变速箱的传动效率和使用寿命。
以下是一个关于变速箱齿轮热处理工艺设计的简要介绍,包括热处理目标、工艺选择、工艺参数以及工艺控制。
1.热处理目标:
2.工艺选择:
3.工艺参数:
a.淬火:淬火温度、保温时间、淬火介质、冷却速度等参数需要根据
材料的类型和要求来确定。
一般采用水淬或油淬的方式进行。
b.回火:回火温度、保温时间和冷却方式等参数需要根据材料的类型
和要求来确定。
回火温度一般在250-400摄氏度之间。
4.工艺控制:
a.温度控制:在进行热处理过程中,需要严格控制炉温和零件温度的
均匀性和准确性。
可以使用热处理炉的温度控制系统来实现。
b.冷却控制:淬火时需要控制冷却介质的温度和速度,以确保齿轮的
硬度达到要求。
可以通过控制冷却介质的流量和温度来实现。
c.保温时间控制:淬火和回火的保温时间需要根据材料和要求进行确定,可以使用定时器或自动控制系统来控制保温时间。
d.试样测量:热处理前后需要对齿轮进行硬度测试和金相组织观察,
以确保工艺参数和结果符合要求。
总之,变速箱齿轮的热处理工艺设计需要根据材料的类型和要求来选择合适的工艺和参数,并通过严格的工艺控制来确保工艺效果的稳定性和可靠性。
这样可以提高齿轮的硬度和耐磨性,从而提高变速箱的传动效率和使用寿命。
汽车变速器齿轮的加工工艺

汽车变速器齿轮的加工工艺作者:范能胜来源:《科学导报·学术》2018年第46期摘要:齿轮是机械传动中应用极为广泛的零件之一。
汽车同步器变速器齿轮起着改变输出转速传递扭矩的作用,所以加工齿轮的要求相对要严格一些。
关键词:齿轮毛坯设计;加工工艺路线;工艺性分析;加工的余量及其公差;磨齿夹具变速器齿轮转速较高,温度和压力也很大。
负责着发动机动力输出的重任,是变速器中非常重要的部分,还需要承受较大的外力,必须有一定的抗冲击能力,正由于变速器齿轮这种特殊的工作状态,变速器的齿轮必须有较高的强度刚度,而且在高速工作中,需要能承受循环载荷的能力足够。
1.1齿轮的技术要求A齿面的粗糙度Ra0.8.精度IT5~IT6;内孔尺寸中φ70 有配合要求,故其表面粮糙度要求也比较高Ra0.4,精度等级IT7;油槽顶面也有粗糙度Ra0.8的要求,故在设; ; 计时要加入光整加工工序(公差等级参考《几何量工公差的与测量技术》P17);其他表面粗糙度要求Ra3.2。
为IT10-IT12级精度,精车加工表面即可保证。
1.零件表面要进行渗碳淬火,使表面硬度达到650-800HV;2.以A齿根部为准,渗碳层深度为0.4-1.0mm;3.心部硬度为513HV;4.强力喷丸处理(磨齿后);1.2齿轮材料的切削加工性于严重而于在设计汽车变速器传动齿轮时,常用的加工材料有:20CrMnTi、20CrMo、20CrMnVB,40Cr、40MnB、45号钢等,在本论文中选用20CrMnTi。
20CrMnTi是渗碳钢,渗碳钢通常为含碳量为0.17%到0.24%的低碳钢。
汽车上多用其制造传动齿轮。
其淬透性较高,在保证淬透情况下,具有较高的强度和韧性,特别是具有较高的低温冲击韧性。
20CrMnTi表面渗碳硬化处理用钢。
1.3齿轮的加工工艺分析1)零件的内腔与外形应尽量采用统一的几何类型和尺寸尤其是加工面转接处的凹圆弧半径,一根轴上直径差不大的各轴肩处的退刀槽宽度等最好统一尺寸。
汽车变速箱齿轮工艺流程

汽车变速箱齿轮工艺流程英文回答:The process of manufacturing gears for automotive transmissions involves several steps. Here is a general overview of the gear manufacturing process:1. Gear Design: The first step is to design the gears according to the specific requirements of the transmission system. This involves determining the gear ratio, tooth profile, and other specifications.2. Material Selection: The next step is to select the appropriate material for the gears. Common materials used for automotive gears include steel alloys, cast iron, and powdered metal.3. Gear Cutting: The gears are then cut from the selected material using various techniques. The most common method is gear hobbing, where a hobbing machine with arotating cutter is used to shape the gear teeth. Other methods include gear shaping and gear grinding.4. Heat Treatment: After the gears are cut, they undergo heat treatment to improve their hardness and strength. This typically involves processes such as carburizing, quenching, and tempering.5. Gear Finishing: Once the gears are heat-treated, they undergo finishing processes to achieve the desired surface finish and accuracy. This may involve processes such as grinding, honing, and lapping.6. Gear Inspection: After finishing, the gears are inspected to ensure they meet the required specifications. This may involve dimensional checks, hardness testing, and other quality control measures.7. Gear Assembly: Finally, the gears are assembled into the transmission system, along with other components such as shafts, bearings, and seals.中文回答:汽车变速箱齿轮的制造工艺包括以下几个步骤:1. 齿轮设计,首先需要根据变速箱系统的具体要求进行齿轮设计。
简述汽车变速箱中锻压齿轮的基本生产流程

简述汽车变速箱中锻压齿轮的基本生产流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
简述汽车变速箱中锻压齿轮的基本生产流程该文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document 简述汽车变速箱中锻压齿轮的基本生产流程 can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop providesyou with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to knowdifferent data formats and writing methods, please pay attention!汽车变速箱中的锻压齿轮是变速箱中的重要部件,其生产过程需要经过多道工序和严格的质量控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要 (1)
第1章齿轮零件的分析 (2)
1.1齿轮的工作状态分析及工作条件 (2)
1.2齿轮的结构分析 (2)
1.3齿轮技术条件分析 (2)
1.3.1齿轮表面精度与粗糙度 (2)
1.3.2表面间的位置精度 (3)
1.3.3齿轮的其他技术要求 (3)
1.4齿轮材料的切削加工性 (4)
1.5齿轮零件图尺寸标注分析 (4)
1.6齿轮的加工工艺分析 (4)
第2章齿轮毛坯的设计 (6)
2.1毛坯种类的确定 (6)
2.2毛坯的工艺要求 (6)
2.2.1毛坯加工余量与公差 (6)
2.2.2拔模斜度 (6)
2.2.3圆角半径 (7)
第3章齿轮工艺规程设计 (8)
3.1工艺路线的制定 (8)
3.1.1加工方法的选择 (8)
3.1.2加工阶段的划分 (8)
3.1.3定位基准的选择 (9)
3.1.4热处理工序的安排 (9)
3.1.5辅助工序的安排 (9)
3.2工艺规程的设计 (10)
3.3有关工序机床、夹具、量具的选择说明 (12)
3.3.1机床的选择 (12)
3.3.2切削刀具的选择 (12)
3.3.3量具的选择 (12)
3.3.4夹具的选择 (12)
3.3.5各工序机床、夹具、刀具、量具汇总 (13)
第4章磨内孔及端面夹具设计 (16)
4.1专用机床夹具设计的基本要求和步骤 (16)
4.1.1对专用机床夹具设计的要求 (16)
4.1.2专用机床夹具的设计步骤 (17)
4.1.3专用机床夹具的制造精度 (17)
4.2磨内孔及端面夹具的选择 (18)
4.3磨内孔及端面夹具工作原理简介 (18)
4.4夹具零件的设计与选择 (19)
4.4.1主要部件设计 (19)
4.4.2其他部件的选择 (19)
总结 (21)
参考文献 (22)
摘要
齿轮是机械传动中应用极为广泛的零件之一。
汽车同步器变速器齿轮起着改变输出转速传递扭矩的作用,所以加工齿轮的要求相对要严格一些。
变速器齿轮应具有经济精度等级高,耐磨等特点,以提高齿轮的使用寿命和传动效率,齿轮在工作时传动要平稳而且噪声要小,结合时冲击不宜过大。
齿轮的经济指标主要表现为运动精度、工作平稳性、接触精度和齿侧间隙四个方面。
一般,汽车的齿轮采用的是6到7级精度,根据齿轮不同的技术要求选择不同的加工路线。
包括如何去选取毛坯的锻造方法,和毛坯的加工余量及毛坯的公差。
工艺线路的制定,相关工序的机床夹具量具的选取,工艺尺寸公差,位置公差,以及粗糙度的选取,同轴度,圆度及垂直度的选取。
关键词:齿轮毛坯设计,加工工艺路线,工艺性分析,加工的余量及其公差,磨齿夹具。
第1章齿轮零件的分析
1.1齿轮的工作状态分析及工作条件
变速器齿轮转速较高,温度和压力也很大。
负责着发动机动力输出的重任,是变速器中非常重要的部分,还需要承受较大的外力,必须有一定的抗冲击能力,正由于变速器齿轮这种特殊的工作状态,变速器的齿轮必须有较高的强度刚度,而且在高速工作中,需要能承受循环载荷的能力。
为了适应这种特殊的工作环境,需要在齿轮加工过程中,需要进行渗碳淬火与表面磷化等处理工序,以达到表面硬而心部韧的效果。
还因为变速器齿轮齿齿面强度要求较高,必须对齿面进行强力喷丸处理,通过冷作硬化的效果,从而提高了变速器齿轮的疲劳强度,消除了表面的缺陷的问题。
1.2齿轮的结构分析
分析零件,该齿轮为变速器第四齿轮,分别由两个单齿复合而成,各表面并不是十分复杂,但是为了保证工作过程中有润滑剂减磨,在大齿的一端的有四个油槽在圆周方向均布,这是在铸造过程中完成的。
内孔为光孔,表面粗糙度要较高,而且要求有一定的光洁度,变速器尽量在满足强度要求的前提下,具有较小的体积与质量,以便于减小变速器自身的重量与体积,同时也要强度足够。
1.3齿轮技术条件分析
1.3.1齿轮表面精度与粗糙度
如零件图所示:
A 齿面的粗糙度Ra0.8.精度IT5~IT6;
内孔尺寸中φ70029.0010.0+
+有配合要求,故其表面粮糙度要求也比较高Ra0.4,精
度等级IT7;
油槽顶面也有粗糙度Ra0.8的要求,故在设计时要加入光整加工工序(公差
等级参考《几何量工公差的与测量技术》P17);
一般载货汽车变速器和拖拉机变速箱齿轮的精度不低于8级,表面粗糙度不 大于Ra3.2(《汽车制造工艺学》(第三版)P120);
其他表面粗糙度要求Ra3.2。
为IT10-IT12级精度,精车加工表面即可保证。
1.3.2表面间的位置精度
平面间的位置精度就是指平面内获取位置与其真实位置的符合程度,即形状位置达到一定的精度。
如零件图所示,零件图D 面、E 面和F 面三处具有形位公差要求:D 面对于
齿轮中φ70029.0010.0+
+内孔轴线垂直度要求为0.010,平面对要求为0.01,从零件图的
情况分析,D 面作为有结合工作面的可能,故表面精度及其形位公差要求都比较高,必须达到精度。
E 面:该面对于齿轮中φ70029.0010.0+
+内孔轴线垂直度公差要求为0.05,由于端面
平面度要求为0.01,则此工件端面在工作过程中可能要与同步器结合,若形位偏差过大,将导致齿轮倾斜,结合不牢。
工作不稳定等后果。
F 面:该面对齿轮中φ70029.0010.0+
+内孔轴线线垂直度要求为0.03,这足为了防止
工件在工作过程中齿轮倾斜度过于严重而于其他部位发生撞击,影响工作正常。
1.3.3齿轮的其他技术要求
1.零件表面要进行渗碳淬火,使表面硬度达到650-800HV;
2.以A 齿根部为准,渗碳层深度为0.4-1.0mm;
3.心部硬度为513HV;
4.强力喷丸处理(磨齿后);
5.表面电镀磷化处理;
6.A 齿面上加工成鼓形,必须修整鼓形量5-20um ;
7.加工D 面油槽产生的毛刺,尖角平滑;
1.4齿轮材料的切削加工性
在设计汽车变速器传动齿轮时,常用的加工材料有:20CrMnTi、20CrMo、20CrMnVB,40Cr、40MnB、45号钢等,在本次课程设计中选用20CrMnTi。
20CrMnTi是渗碳钢,渗碳钢通常为含碳量为0.17%到0.24%的低碳钢。
汽车上多用其制造传动齿轮。
其淬透性较高,在保证淬透情况下,具有较高的强度和韧性,特别是具有较高的低温冲击韧性。
20CrMnTi表面渗碳硬化处理用钢。
良好的加工性,特加工变形微小,抗疲劳性能相当好。
硬度低但切削变形小,属于易加工材料。
从材料角度看,符合此零件加工的基本要求,切削加工性好。
20CrMnTi是一种应用广泛、用量很大的合金钢,是性能良好的渗碳钢,淬透性较高,经渗碳淬火后具有硬而耐磨的表面与坚韧的心部,具有较高的低温冲击韧性,焊接性中等,正火后可切削性良好。
用于制造截面< 30mm的承受高速、中等或重载荷、冲击及摩擦的重要零件,如齿轮、齿圈、齿轮轴十字头等。
用于制造汽车、拖拉机中的截面积尺小于30mm的中载或重载、冲击耐磨且高速的各种重要零件.
20CrMnTi材料抗拉强度σb=1080N/mm².
1.5齿轮零件图尺寸标注分析
画图和计算尺寸时,各面之问可以互相确定关系。
但在工件上各面的形成却是有严格的先后顺序,尺寸的形成有严格的方向性、跟踪性。
此零件图的标注多为轴孔类零件标注,对于有重要配合处,工件定位部分有较高的精度及形位公差要求。
为了明确的表达各个加工面,我们对各加工面进行命名,如大端端面为E 面,小端端面为H面。
1.6齿轮的加工工艺分析
1)零件的内腔与外形应尽量采用统一的几何类型和尺寸尤其是加工面转接处的凹圆弧半径,一根轴上直径差不大的各轴肩处的退刀槽宽度等最好统一尺寸。
2)内槽及缘板之间的转接圆角半径不应过小这是因为此处圆角半径大小决定了刀的直径,而刀具直径的大小与被加工工件轮廓的高低影响着工件加工工艺性的好坏。
3)铣削零件底平面时,槽底圆角半径r不应过大,圆甬半径r越大,铣刀端刃铣削平面的能力就越差,效益也越低。
零件结构相对较为复杂,零件的部分加工面精度要求较高,所以此零件的加工有一定难度。
从零件的尺寸和形状位置要求来看主要保证工件的表面粗糙度。
对于端面及齿面的加工,采用数控车床进行粗车和精车可以达到加工要求;
粗糙度要求较高的加工表面在粗车和精车之后通过精磨达到最终加工要求;
内孔的光洁度及尺寸公差要求均较高,可以用先粗车,后精车,最后精磨,从而达到加工要求;
最后采用强力喷丸机及电镀磷化处理提高工件的使用性能及耐磨性。