模具制作流程图
模具加工规范及规范流程图

模具加工工艺及流程图一.拉延模1.OP10下模座-凸模一.模座毛坯铸件的龙铣数控加工方法. 1. 吊上毛坯铸件先光正合模用的安全平面,作为加工底面的基准.翻转模座加工底面,模具中心刻度线拉平取中按百位线加工底面,精加工底面时夹紧工件的压板,放松到轻微夹紧的状态精加工底面,保证底面加工精度, 精加工底面完成后打表测量底面四个角,检查底面平面度. 同时按图铣出十字键槽.铣基准边并打上钢印,并记录在案. 2. 模座毛坯铸件码槽已铸好的,按图检查码槽,不合尺寸的重新加工.如果码槽未铸出的在铣底面时一次加工到位.(注意一旦底面所有尺寸一次加工到位以后,不管正面够不够加工只能以底面基准为准,不能再偏中心,如果偏中心底面铣好的一些尺寸将全部报废.)3. 铣正面时按底面铣好的基准取中, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
验证正确后在数控上完成凸模2D 轮廓分模线, 安全平面,到底限位块安装面, 与压边圈配合的Y 向导板,与压边圈配合的X 向导板,按图纸尺寸加工. 导板高度方向铣穿不留台阶.精加工完成后按图纸坐标尺寸钻出3销基准孔,打上钢印,并记录在案.。
4. 压边圈加工好与下模座组立3D 成型面.因下模压边圈与下模座组立后, 3销基准孔会被挡住,为方便组立后取基准加工,可以在安全平面凸台上多钻两个对称的基准孔.2.OP10压边圈与压边圈配合的Y 向内导板 合模用的安全平面凸台压边圈安装的到底限位块凸模2D 轮廓分模线安全螺杆安装孔起重吊装用的起重棒共压型时合模机的顶杆过孔底面加工余量百位线加工好到百位线为100装模快速定位用的十槽,也控加工快速定位模具装定位,常用于冲压另件流水线装夹用固定模座的码槽,及装压板的压板面 凸模成型面模具的送料方向上下模连接板安装面 模座底面与压边圈配合的X 向内导板 3销基准孔与下模座配合的Y 向外导板安装面与上模座配合的Y 向外导板平衡块安装面与凸模2D 配合的压边圈2D 分模线压料用的拉延荊1. 压边圈按以上提到的铣底面的方法加工底面,同时把与与下模座配合的X 向导板安装面, Y 向导板安装面按图纸尺寸加工, 耐磨板安装背托不能铣掉.同时铣X 向,Y 向基准边,打上钢印并记录.2. 按底面基准边取中心加工正面与凸模2D 配合的压边圈2D 分模线, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
《冲压模具制造项目教程》项目二(流程图)
凹模3 下模座2
等高垫块
下模组件 3-2
螺钉-螺母 销钉连接
上凸模插入下凹模孔内
卸料板6
拆
凹模3
开
下模座2
螺
钉、 下模 销 主体 钉
连 接
车间有一般通用设备 和线切割机床
凸模和凹模配合精度 要求高 冲裁间隙≤0.132
(使用加工方法)
刨削、车削、淬火热处理、磨削、 线切割、研磨、黏结多凸模
凸模和凹模采用配合加工
统一基准线切割凹模和凸模 型孔和挡(导)料销
将各凸模黏结在固定板上
(顺序或基准)
刨削→钻穿丝孔→淬火热处理 →磨削→线切割→研磨→黏结
根据俯视图剖 切处在其他视 图找相应剖视
图
(1)固定板9和垫板10是用螺钉 -销钉安装在上模座11上 (2)落料凸模1和冲孔凸模20是 黏结在固定板9的孔中。 (3)导正销5是压入落料凸模1 的孔中 (4)橡胶8和卸料板6是用卸料 螺钉7浮动安装在上模
(1)凹模3和导料板17是用螺钉 -销钉安装在下模座2上 (2)固定挡料销4是压入凹模3 孔内 (3)始用挡料销机构21-22-2324设置在前导料板槽内
侧面往左推进
(2)条料刚冲出方孔 右边抵住固定挡料销4
(初始定位)
上模下行
卸料板6 受压向上 压缩橡胶
落料凸模1插入凹模孔 (1)导正销5插入条料已冲出 两孔(精终定位)。 (2)冲裁出制件,留在凹模孔 中,最后从下模底孔排出。 (3)条料套在落料凸模上。
冲孔凸模20插入凹模孔 (1)条料被冲出 两圆孔, 冲孔废料留在凹模孔中,最 后从下模座底孔排出 (2)条料套在冲孔凸模上
模具制作流程图
3.2 工程部负责模具制作进度跟进、试模和维修。 3.3 生产部负责模具的使用与保管。 3.4 工程部、品质部、生产部共同负责模具的验收。 3.5 模具组管理员负责建立模具台帐,做好模具出入库登记、统计模具的使用寿命,并负 责模具房内模具的整理与保管。 3.5 总经理负责批准模具的开发制作、报废模具的申请。 4. 程序: 4.1 模具的制作申请: 销售部当接到新产品图纸或样品时,由工程部进行评估,评估结果填写在【样品需求申 请单】上,判定是否需要制作模具,假设需要制作那么由工程部填写【模具制作申请单】并 设计模具图纸,假设公司内部不能制作那么需要外发加工。 【模具制作申请单】及模具图纸经总经理批准后,下到达采购部。 模具配件采购时工程部须先评估需求量及申购的必要性,再提出【模具制作申请单】。 假设工程部评估内部可以完成模具/配件的制作,由工程部或需求单位提出【模具制作申 请单】,部门主管/经理审核,总经理批准后下到达工程部,安排车工完成模具的制作。 4.2 模具的加工与制作: 4.2.1 采购部接到【模具制作申请单】联系外协厂商,并由工程部与外协厂商确认模具制 作具体技术要求,并签定协议。 4.2.2 工程部负责随时跟进模具制作进度,并随时解决外协厂商的技术疑问,确保模具按 时完成,并符合图纸要求。
可编辑
深圳市鼎固电器有限公司
模具管理控制程序
可编辑
文件编码: 生效日期:
精品资料
版 本:
页 3/4 号:
4.3 模具的验收: 外协厂商制作好模具送回我司时,仓库及时通知工程部、品质部、生产部、进行结构尺 寸验收,具体检查内容参照【模具验收报告】,假设不符合要求退回外协厂商修改,直至到 达要求。 模具结构确认 OK 后开具【试模申请单】给生产部,生产部安排时间和设备进行试模, 试模参与部门有生产部、工程部、品质部,试模过程中假设模具所制作出产品无法到达要求, 那么找出不符合点,通知外加工厂商进行处理,直至到达要求。 试模的首件现由生产部人员自检、主管确认 OK 后,交与品质部进行全面品质检查,品 质部根据图纸、和客户要求,检查外观,量测每个尺寸,并将量测数据记录在【模具验收报 告】上。 品质部首件确认 OK 后,调机员继续生产 50PCS 产品,品质部记录每个产品的全尺寸, 分析模具的稳定性和重复性。 模具验收成功后,完成【模具验收报告】,并交予总经理批准,分发给财务、仓库,存档。 工程部依据模具编号原那么编号,品质部做好记录,并持续跟踪模具使用状况。 4.4 模具入库: 验收 OK 模具入库时,需附模具验收报告,仓库作好登记,并填写【模具履历表】。 模具每次入库出库均需开单,模具库管理员做好出入库登记,并每次入库时生产部提供 模具在产线上生产产品数量,仓库做好记录。 生产部在不使用完模具后,品质部做好【末件检查记录】,在入库时生产部需提供品质部 做的【末件检查记录】,目的是确认模具状态,以便及时维修和保养。 每套模具入库后先行保养再放到指定位置。 4.5 模具维修: 生产部发现模具异常,生产出产品不能符合要求时应立即停止生产,开具【模具维修通 知单】给工程部。 工程确认内部是否可以维修,假设自行维修 OK 后那么执行,假设有更换配件那么执行 4.3.3 和 4.4.4,并将维修内容记录于维修履历里,假设确认内部不能维修,那么由工程部联系 外协厂商协助处理,维修回厂后重新验收,执行 4.3.3 和 4.4.4,确保产品质量达标。 假设模具根据产品标准的改变需要修改时,由工程部先修改模具图纸,并填写【工程变 更通知单】会签生产部、品质部、由总经理核准后,方可更改模具。
ug-模具设计流程图

分型的详细过程
·项目初始化
·设置模具坐标系(模具坐标系统的XC-YC平面必须定义在动模和定模接触面上,ZC轴正方向指向塑料熔体注入模具主流道的方向上)
·设置收缩率(由于塑料的热胀冷缩大于金属模具的热胀冷缩,所以冷却成型后的产品尺寸将会略小于模具型腔的相应尺寸,因此模具设计时模腔的尺寸要求略大于产品的相应尺寸以补
偿金属模具型腔与塑料熔体的热胀冷缩差异)
·定义模坯尺寸
·补破孔(当自动生成的曲面不适用时,人工创建自由曲面修补面)
·创建分型线
·编辑分型线(用过渡对象分割分型线
·创建分型面。
·创建型芯和行腔区域。
·创建型芯和行腔镶件。
图4-7说明了分型的详细流程。
图4-7 分型流程。
模具制造工程流程图_塑胶模

塑胶射出
业
务
(1) (2)
接单
决定模具编号 完成模咬具花规图格安书排
雕刻安排
管 (3) (4)决定自制、外包
与客-户1讨论 -2 -3
(5) Layout、检讨
理
(6)月别模具别日程表
大日程计划
月别生产计
(7)
划 模具别、自制
外包的区分现场备用
订货
模座 材料 (13)请购件加安工排分配讨论
加工工时 估算 (14) 完成
材料入库
(15) -1
中日程计划 交 零期 件管 管理 理表 卡 图面安排
-2
(16) 外包
自制
生产管理
设
计
制
(8) 设计计划
(17) 课别生产计划
(9) 与客户讨论
(1~6)
零件
(10)
(11)
设计
图面检查 (12)
CNC EDM 钻床
图面 零件清单 安排
搪床
车床
外包 铣
NC
雕刻 (19) 检查
咬花
钻孔 (20) 抛光
淬火
放电 (21) 零件Hale Waihona Puke 齐线切割(22) 装配
模具开发流程图
产品测量报告
加工、生 产管理
模具出货检测表 送货单
Ⅰ
ⅠⅡⅢⅣ ⅤⅥⅦ 采购
Ⅱ
Ⅲ
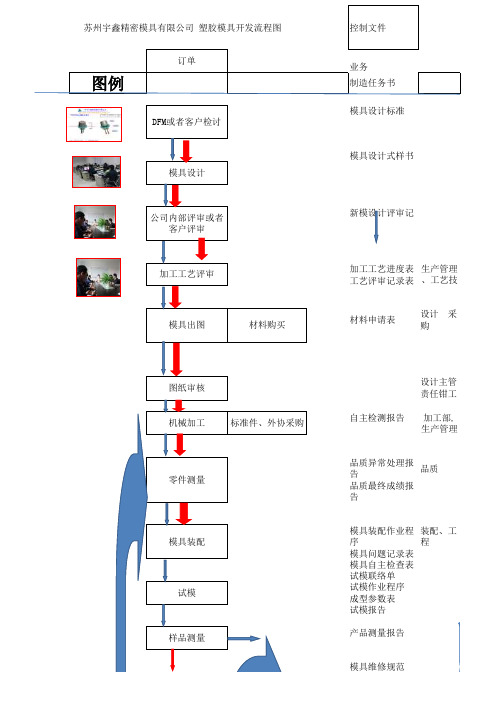
苏州宇鑫精密模具有限公司 塑胶模具开发流具设计
公司内部评审或者 客户评审
加工工艺评审
模具出图
材料购买
控制文件
业务 制造任务书 模具设计标准
模具设计式样书
新模设计评审记
加工工艺进度表 生产管理 工艺评审记录表 、工艺技
材料申请表
设计 采 购
图纸审核
机械加工
标准件、外协采购
零件测量
模具装配 试模
样品测量
设计主管 责任钳工
自主检测报告 加工部, 生产管理
品质异常处理报 告
品质
品质最终成绩报
告
模具装配作业程 装配、工
序
程
模具问题记录表
模具自主检查表
试模联络单
试模作业程序
成型参数表
试模报告
产品测量报告
模具维修规范
模具维修检讨 样品送客户确认
模具出货
试模、装 模具维修报告 配、工程
模具项目(跟模)流程图Project_guide
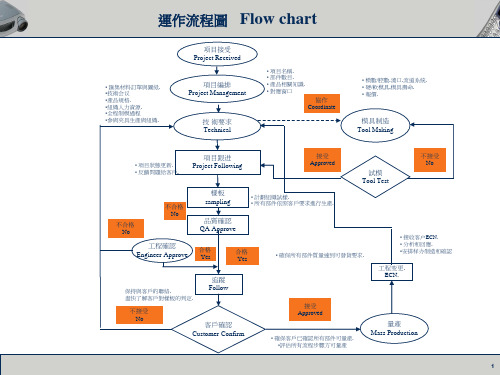
• 匯集材料訂單與圖紙. •技術会议 •產品規格. •組織人力資源. •全程制模過程 •參與夾具生產與組織.
项目接受 Project Received
項目編排 Project Management
技 術要求 Technical
• 項目名稱. • 部件數目. • 產品相關知識. • 對應窗口
正再試作樣板重新送樣. 3. 所有部件確認狀態.
十.量產:Mass Production
1.量產前評估所有流程步驟是否達到要求. 2.量產中定時對模具進行確認.確保生產狀況正常.
4
樣板 sampling
品質確認 QA Approve
• 計劃組織試樣. • 所有部件依照客戶要求進行生產.
合格 Yes
合格 持與客戶的聯絡. 盡快了解客戶對樣板的判定.
追蹤 Follow
不接受 No
客戶確認 Customer Confirm
接受 Approved
四.項目追蹤(相關部門):Project Follow(All Department)
4.相關圖紙的提供與發放(包括產品圖.模具結構圖.打合圖.噴油區域圖.絲印圖.裝配圖). 5.模具制作過程中相關問題及時反饋聯絡客戶.了解客戶最新要求. 五.初步樣板:Pilot Run 1.組織人員試作樣板.由模具部實施樣板的制作. 2.模具試作過程中.對模具的結構.部品成形及周期進行確認.依照客戶要求進行生產. 3.對初步樣板進行全面確認其結構.外觀.尺寸.裝配等是否達到客戶要求. 六.品質確認:QA Approve 1. 將制好的樣板交於品質部.品質部根據客戶提供的圖紙及相關要求進行檢測確認. 經
3
项目指引 Project Guiding
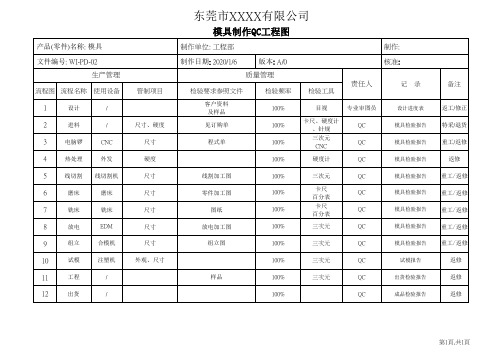
模具制作QC工程图
成品检验报告
备注
返工/修正 特采/退货 重工/返修
返修 重工/返修 重工/返修 重工/返修 重工/返修 重工/返修
返修 返修 返修
第1頁,共1頁
模具制作QC工程图
制作单位: 工程部
制作:
制作日期: 2020/1/6
版本: A/0
质量管理
检验要求参照文件
检验频率
检验工具
核准:
责任人
记录
客户资料 及样品 见订购单
程式单
100% 100% 100%
目视
专业审图员
卡尺、硬度计 、针规
QC
三次元 CNC
QC
设计进度表 模具检验报告 模具检验报告
100%
产品(零件)名称: 模具 文件编号: WI-PD-02
生产管理
流程图 流程名称 使用设备
1
设计
/
2
进料
/
3
电脑锣
CNC
4
热处理
外发
5
线切割 线切割机
6
磨床
磨床
7
铣床
铣床
8
放电
EDM
9
组立
合模机
10
试模
注塑机
11
工程
/
12
出货
/
管制项目
尺寸、硬度 尺寸 硬度 尺寸 尺寸 尺寸 尺寸 尺寸
外观、尺寸
东莞市XXXX有限公司
硬度计
QC
模具检验报告
线割加工图 零件加工图
图纸 放电加工图
100%
三次元
QC
模具检验报告
100%
卡尺 百分表
QC
模具检验报告
模具生产工艺流程图

打磨、抛光
计
计
划
计
划
划
实
实
际
实
际
际
总装、试模
计 划
实 际
生产准备检 查
镶件加工
生产准备检 查
材 料
图 纸
划线,加工吊 环孔
计 划
实 际
凸台、镶件槽 CNC 加工
计 划
实 际
E材DM 清角 料
计 划钻水孔、螺孔
计
实计
划图
际划
纸
实
实
际扩司筒、顶针孔 际铰司筒、顶针孔
配镶件
钻镶件槽螺孔
计
计
划
划
实
实
C际NC 加 工 成 型 际EDM 加工
实 际
生产准备检查 材料 图纸
深孔钻加工水 CNC 加工 孔
计
计
划
划
实
实
际
际
实 际 摇臂钻钻孔
EDM 加工
计
计
划
划
实
实
际
际
配镶件
计 划
实 际
配镶件
计 划
EDM 加工
计 划
铜公加工
镶 计件 划
抛光
实 际计
划
生产准备检 查
材 料
图 纸
镶件加工 实 际
计 划
生产准备检查
实
实
际
际
材料
实 配际滑块、配模
图纸
钻斜导柱孔, 钻攻抽芯螺孔
面
装镶件,配模 芯、模板
计 划
实配模 际
钻司筒、顶针孔
计 划
实 际抛光
计 划
计划生查 产 准 备 检
塑胶、模具生产工艺流程图

模具制造流程图
文件修订履历表
项 目 制订/修订日期 前版本/版次 最新版本/版次 修订
页次 内 容 摘 要 1 2017-11-10
A0 新制定
批 准
审 核
制 订
部 门
合约评审
图纸、样品及产品资料 市场部接单
模具制造流程图
铜公加工工 粗加工
手板制造
设计评审 产品模具设计
进料检验物料采购
下达生产指令 CNC 、线切割、EDM
精加工型腔、行位、斜顶
合 模 品质检验 品质检验 品质检验 氮 化
电 镀
蚀 纹
品质检验
模具组装 试模 品质检验
客户认可
交模试产
注塑制造流程图
市场部接单
合约评审
下达生产指令单
制作生产排程
领料、生产前准备
上模调机做首件
首件确认
量产
IPQC检验
加工包装。
模具制作流程图(改2)

T0是公司内用来检查是否有设 计及造型错误的试模
检查
品管部
检查成绩书
模具部
《试模不良问题解决报告》 详见第 4.7
试模完成后检测产品,若发现 问题,策划解决方案。
修模 OK 试模Tn 组装
检查
制造部
试模单、试模成型条件表
Tn是指从T1开始到最后的试模 (n=1,2,3„„ )
制造部
OK
品管部
检查基准书、检查成绩书、寸检表
NG NG
确认
试量产
NG
检查
OK
制造部 品管部 制造部
检查
生产计划表、生产排程、加料干燥记 录表、生产成型条件表、生产月报表 、领料单 注塑工序首末件检查记录、产品检验 日报表 加工排程表、领料单、组装生产日报 表 组装产品计划表、印刷产品计划表、 产品尺寸检查表
组装
OK
OK NG
客户检查
品管部
NG
公司内设计评审
模具部
《模具设计报告》《设计和开发评审 根据“模具设计报告”评价设 报告》 计和开发的结果是否满足要求 。 详见第 4.4
设计修正
模具部
模具制作
模具部
《模具生产进度表》《随工单》 详见第 4.5
对模具制作过程进行控制,确 保模具和注塑产品的质量要求 。
试模T0 NG
设计修正
制造部
试模单、试模成型条件表
设计 公司内设计评审
模具部
客户设计评审
模具部
《设计和开发输入清单》 详见第 4.2.1 对设计输入进行评审,确保设 计输入充分,要求应完整、清 楚、并且不能自相矛盾。
设计
模具部
《模具设计报告》《设计和开发评审 根据设计输入,设计模具。模具 报告》 的结构方案给出“模具设计报 详见第 4.2.2 第 4.3 告”和“设计和开发输出清单 ”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深圳市鼎固电器有限公司
模具制作管理流程图
深圳市鼎固电器有限公司
模具管理控制程序
销售部接单
文件编码:
外协加工
内部 NG
内部制作
4.3模具的验收:
4.6模具报废:
461无法维修的模具则由生产部提出《模具报废申请单》,若超出使用寿命的模具或相关配件由模具仓库管理员提出《模具报废申请单》,经部门负责人审核,总经理批准后报废处理。
4.6.2模具报废后模具仓库管理员须立即注销该模具,更换配件也须及时更新模具资料,以便跟踪模具状况。
4.6.3 报废模具在没有处理前,仓库管理员必须表示报废字样,以便误用造成产品质量问
题。
5 .相关记录:
5.1 《模具制作申请单》
5.2 《试模申请单》
5.3 《模具验收报告》
5.4 《模具报废申请单》
5.5 《模具维修通知单》
5.6 《工程变更通知单》
辈子时光在匆忙中流逝,谁都无法挽留。
多少人前半生忙忙碌碌,奔波追逐,后半生回望过去,难免感叹一生的碌碌无为,恨时光短暂,荒废了最好的光阴。
人过中年,不停跟时间妥协,之所以不争抢,处世淡然,完全是经过世故的淬炼,达到心智的成熟。
有朋友问我,怎样写出滋润心灵的文字?是要查字典,引用名言,还是有什么规律?我笑着回,随心随意,不为难自己。
你为难自己,就要刻意去效仿,你不随心随意就要被名利世俗困扰,自然心态会有偏差,文字也染上了
俗
气。
现实生活中,不乏完美主义者,终日在不食人间烟火的意境中活着,虚拟不切合实际。
如此,唯有活在当下,才是真正的人生笺言。
常常想,不想活在过去的人,是经历了太多的大起大落,不想被束缚在心灵蜗居里的人,是失去的太多,一番大彻大悟后,对视的眼神定会愈发清澈,坦然笑对人生的雨雪冰霜。
对于随波逐流的人们,难免要被世俗困扰,不问过去,不畏将来又将是怎么样的一种纠葛,无从知晓。
不得不说,人是活在矛盾中的。
既要简单,又难淡然,挣扎在名利世俗中,一切身不由己,又有那样的生活是我们自己想要的呢?
人前,你笑脸相迎,带着伪装的面具,不敢轻易得罪人;人后,黯然伤怀,总感叹命运的不公平,人生的不如意;常常仰望别人的幸福,而忽视了自己,却不知你与他所想要的幸福,都只得一二,十之八九只有在希冀中追求, 不是吗?
人活一辈子,心怀梦想,苍凉追梦,难能可贵的是执着向前,义无反顾,最惧怕瞻前顾后,退缩不前。
一生短暂如光影交错,有几个人能放下牵绊,有几个人能不难为自己,活的精彩呢!
我们的一生,是匆忙的行走,谁的人生,不是时刻在被命运捉弄中前行。
我想,我是无法和命运抗衡的,却又时刻想做真实的自己。
眼下的生活是一面镜子,对照着卑微的自己,心有万千光芒,无法放弃的却总是太多太多。
中年,人生的分水岭,不再有小女孩的浪漫情怀,撒娇卖萌,穿着也越发简单,舒适即可。
年轻时可以穿紧身裙,牛仔裤,甚至小一码的高跟鞋,不惜磨破了脚板,夹痛了脚趾,依旧笑魇如花,人前卖弄。
年少时,青春做砝码,别人的一句赞美能心头飘飘然,走在马路上,陌生男子的回头率,成了青春的资本,忘乎所以。
年龄越大,对身边的一切似乎没了热情,争吵,攀比,打扮,都没了兴趣。
有人说,女人要爱自己,打扮的漂漂亮亮的才行,而我却恰恰相反,正如有一天涂了口红出门,儿子吓了一跳,一句太庸俗,再昂贵品牌的口红你都不适合,让我哑然失笑。
原来,他宁愿喜欢素面朝天的妈妈,也不想要矫揉造作的中年妇女,我必须保持最初的简洁,亦或简单。
居家女人虽平庸,却总想活出真我。
不喜欢的东西,学会舍弃,生活趋于安静。
每天打理家务,照顾子女,空闲的时间看看书,散散步,陪婆婆去买菜,少一些功利心,多一些平常心,生活便达到了想要的简单。
人过中年天过午,流逝的时间不会等我的。
不想为难自己了,几十年光阴里,不停做着事与愿违的选择,极力说服自己,多替别人想想,多顾及别人的感受,却忽视了委屈的自己。
我承认,给自己负担,就是难为自己。
不愿意放下,就是心态使然。
其实,你大可不必为了别人改变自己,为自己活着,才是真理。
从今天起,不愿意迎合的人,选择放手;卑鄙下流,虚情假意的损友,拒绝交往,只要随心随意,什么都不是难题。
要明白,他们走近你的世界,只想利用你,却从不顾及你的感受,既保持若即若离,又想无偿索求,时刻为难着你,美其名曰这是一份难得的缘
一辈子时光在匆忙中流逝,谁都无法挽留。
多少人前半生忙忙碌碌,奔波追逐,后半生回望过去,难免感叹一生的碌碌无为,恨时光短暂,荒废了最好的光阴。
人过中年,不停跟时间妥协,之所以不争抢,处世淡然,完全是经过世故的淬炼,达到心智的成熟。
有朋友问我,怎样写出滋润心灵的文字?是要查字典,引用名言,还是有什么规律?我笑着回,随心随意,不为难自己。
你为难自己,就要刻意去效仿,你不随心随意就要被名利世俗困扰,自然心态会有偏差,文字也染上了俗气。
现实生活中,不乏完美主义者,终日在不食人间烟火的意境中活着,虚拟不切合实际。
如此,唯有活在当下,才是真正的人生笺言。
常常想,不想活在过去的人,是经历了太多的大起大落,不想被束缚在心灵蜗居里的人,是失去的太多,一番大彻大悟后,对视的眼神定会愈发清澈,坦然笑对人生的雨雪冰霜。
对于随波逐流的人们,难免要被世俗困扰,不问过去,不畏将来又将是怎么样的一种纠葛,无从知晓。
不得不说,人是活在矛盾中的。
既要简单,又难淡然,挣扎在名利世俗中,一切身不由己,又有那样的生活是我们自己想要的呢?
人前,你笑脸相迎,带着伪装的面具,不敢轻易得罪人;人后,黯然伤怀,总感叹命运的不公平,人生的不如意;常常仰望别人的幸福,而忽视了自己,却不知你与他所想要的幸福,都只得一二,十之八九只有在希冀中追求, 不是吗?
人活一辈子,心怀梦想,苍凉追梦,难能可贵的是执着向前,义无反顾,最惧怕瞻前顾后,退缩不前。
一生短暂如光影交错,有几个人能放下牵绊,有几个人能不难为自己,活的精彩呢!
我们的一生,是匆忙的行走,谁的人生,不是时刻在被命运捉弄中前行。
我想,我是无法和命运抗衡的,却又时刻想做真实的自己。
眼下的生活是一面镜子,对照着卑微的自己,心有万千光芒,无法放弃的却总是太多太多。
中年,人生的分水岭,不再有小女孩的浪漫情怀,撒娇卖萌,穿着也越发简单,舒适即可。
年轻时可以穿紧身裙,牛仔裤,甚至小一码的高跟鞋,不惜磨破了脚板,夹痛了脚趾,依旧笑魇如花,人前卖弄。
年少时,青春做砝码,别人的一句赞美能心头飘飘然,走在马路上,陌生男子的回头率,成了青春的资本,忘乎所以。
年龄越大,对身边的一切似乎没了热情,争吵,攀比,打扮,都没了兴趣。
有人说,女人要爱自己,打扮的漂漂亮亮的才行,而我却恰恰相反,正如有一天涂了口红出门,儿子吓了一跳,一句太庸俗,再昂贵品牌的口红你都不适合,让我哑然失笑。
原来,他宁愿喜欢素面朝天的妈妈,也不想要矫揉造作的中年妇女,我必须保持最初的简洁,亦或简单。
居家女人虽平庸,却总想活出真我。
不喜欢的东西,学会舍弃,生活趋于安静。
每天打理家务,照顾子女,空闲的时间看看书,散散步,陪婆婆去买菜,少一些功利心,多一些平常心,生活便达到了想要的简单。
人过中年天过午,流逝的时间不会等我的。
不想为难自己了,几十年光阴里,不停做着事与愿违的选择,极力说服自己,多替别人想想,多顾及别人的感受,却忽视了委屈的自己。
我承认,给自己负担,就是难为自己。
不愿意放下,就是心态使然。
其实,你大可不必为了别人改变自己,为自己活着,才是真理。
从今天起,不愿意迎合的人,选择放手;卑鄙下流,虚情假意的损友,拒绝交往,只要随心随意,什么都不是难题。
要明白,他们走近你的世界,只想利用你,却从不顾及你的感受,既保持若即若离,又想无偿索求,时刻为难着你,美其名曰这是一份难得的缘。