中药饮片批生产记录
中药饮片——包装批生产记
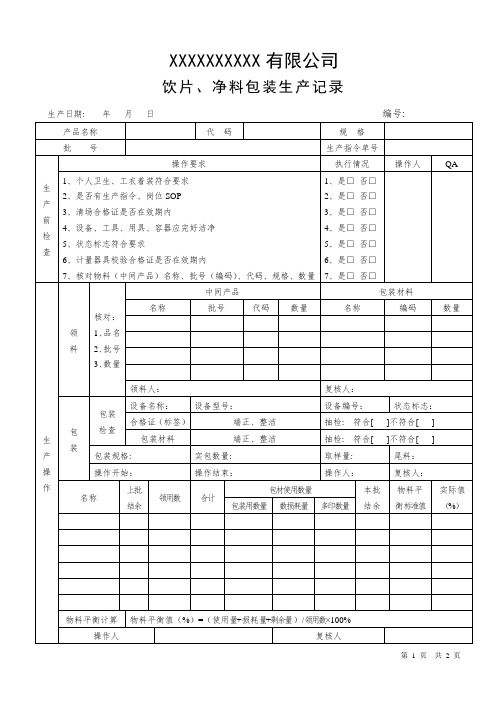
饮片、净料包装生产记录
生产日期:年月日编号:
产品名称
代码
规格
批号
生产指令单号
生
产
前
检
查
操作要求
执行情况
操作人
QA
1、个人卫生、工衣着装符合要求
2、是否有生产指令、岗位SOP
3、清场合格证是否在效期内
4、设备、工具、用具、容器应完好洁净
5、状态标志符合要求
6、计量器具校验合格证是否在效期内
操作人
复核人
XXXXXXXXXX有限公司
饮片、净料包装生产记录
生产日期:年月日编号:
产品(kg)
入库时间
入库人:
复核人:
入库数量(kg)
入库时间
入库人:
复核人:
入库数量(kg)
入库时间
入库人:
复核人:
合计
合计人:
复核人:
收率计算
物料平衡标准
标准值
实际值
结论
内包物料平衡公式
端正、整洁
抽检:符合[ ]不符合[ ]
包装材料
端正、整洁
抽检:符合[ ]不符合[ ]
包装规格:
实包数量:
取样量:
尾料:
操作开始:
操作结束:
操作人:
复核人:
名称
上批结余
领用数
合计
包材使用数量
本批结余
物料平衡标准值
实际值(%)
包装用数量
数损耗量
多印数量
物料平衡计算
物料平衡值(%)=(使用量+损耗量+剩余量)/领用数×100%
内包工序物料平衡(%)=(合格品数量+废弃数量+取样量)/投料量(半成品)×100%
中药饮片—— 洗、润生产记录

复核人:
传递
交接时间
移交人
交接量
接收人
复核人
清
场
项目
要求
检查结果
清场人:
废弃物
置废弃物站
符合〔〕不符合〔〕
设备
清洁SOP
符合〔〕不符合〔〕
容器
置器具清洗间
符合〔〕不符合〔〕
清场时间:月日时
现场
清洁SOP
符合〔〕不符合〔〕
结论:
检查人:
QA:
备注:
清场合格证附背面
不符合□
月日时分---月日时分
符合□
不符合□
常温静置时间
操作人:
复核人:
3、机润
是〔〕否〔〕
压力
Pa
设定温度
℃
润药锅次
投料量kg/锅
开始时间
结束时间
法检查
检查结果
符合□
不符合□
符合□
不符合□
符合□
不符合□
符合□
不符合□
符合□
不符合□
符合□
不符合□
符合□
不符合□
符合□
不符合□
符合□
不符合□
符合□
不符合□
XXXXXXXXXX
洗、润工序生产记录
生产日期:年月日编号:
产品名称
代码
规格
批号
生产指令单号
生
产
前
检
查
操作要求
执行情况
操作人
QA
1、个人卫生、工衣着装符合要求
2、是否有生产指令、岗位SOP
3、清场合格证是否在效期内
4、设备、工具、用具、容器应完好洁净,状态标志符合要求
中药饮片批生产记录(毒性药材)

中药饮片批生产记录 (毒性药材)
产品名称
产品代号产品规格
产品批号
成品数量
QA
车间主任
生产日期:
制定人/日期
审核人/日期
批准人/日期
有限公司
批生产汇总表(毒性药材)
填表人:
批生产指令单(毒性药材)产品名称:规格:产品代号:
产品名称:规格:产品代号:
中药饮片净制岗位生产记录(毒性药材)
中药饮片净制岗位生产记录(毒性药材)
中药饮片洗润岗位生产记录(毒性药材)
中药饮片洗润岗位生产记录(毒性药材)
中药饮片切制岗位生产记录(毒性药材)
中药饮片切制岗位生产记录(毒性药材)
中药饮片干燥岗位生产记录(毒性药材)
中药饮片干燥岗位生产记录(毒性药材)
中药饮片蒸煮岗位生产记录(毒性药材)
产记录(毒性药材)
中药饮片蒸煮岗位生
中药饮片炒制岗位生产记录(毒性药材)
中药饮片炒制岗位生产记录(毒性药材)
生产日期:页次:2/2
中药饮片内包装岗位生产记录(毒性药材)
中药饮片内包装岗位生产记录(毒性药材)
:
中药饮片外包装岗位生产记录(毒性药材)
批生产记录确认记录(毒性药材)
QA:生产部:车间主任:车间质量员:。
中药饮片批生产记录模板

云南楷林中药饮片有限责任公司REC-SC1005-00-03第1页共1页编制人:日期:年月日审核人:日期:年月日批准人:日期:年月日颁发部门质量管理部颁发日期:年月日生效日期:年月日分发部门质量管理部、生产管理部批生产记录品名:批号:生产日期:计划产量:生产负责人:审核人(QA):云南楷林中药饮片有限责任公司REC-SC1005-01-03第1页共1页生产指令单品名规格生产批号生产日期计划产量计划生产周期生产依据按生产工艺规程进行生产操作工艺代码 1.净选2.洗润3.切制4.炒制5.蒸制6.煮制7.干燥8.微生物控制9.粗碎10.粉碎11.混合原辅料计划领料量序号物料名称入库批号/编码计划领料量单位备注拟定人签名:日期:年月日审核人签名:日期:年月日接收人签名:生产部质量部仓库年月日年月日年月日注:1.本生产指令单一式三份,生产部、质量部、仓库各一份。
质量部接到生产指令后需对指令内容进行核对并安排检验、监管工作;仓库按生产指令发放物料、并核对相应信息;生产车间严格按生产指令内容安排生产,生产结束后生产车间指令单归集至批生产记录中统一收回。
2.物料入库批号或代码由仓库管理员填写。
3.指令接收人指定为生产车间主管、质量部QA或QA主管及仓库管理员。
云南楷林中药饮片有限责任公司REC-SC1005-02-03第1页共1页原辅料收料记录品名产品批号计划产量生产日期年月日序号物料名称物料编码批号数量/重量单位备注12345仓库发料人车间收料人复核人日期年月日日期年月日日期年月日净选工序记录品名产品批号计划产量生产日期年月日操作步骤与要点工艺控制范围操作记录1.工前准备1.1核对文件与记录1.2确认上批清场结果1.3确认设备完好、清洁状态1.4检查物料及标识状态1.1.生产文件、记录齐全且已受控1.2.清场合格并在有效期内1.3.设备完好已清洁合格1.4.物料品种、数量正确且检验合格,已有标识且与物料相一致1.□符合规定□不符合规定2.□符合规定□不符合规定3.□符合规定□不符合规定4.□符合规定□不符合规定2.净选方法执行该品种工艺规程□设备设备名称:设备编号:设备型号:□人工2.1除去非药用部位、杂质及霉变品、虫蛀品等。
中药饮片批生产记录

中药饮片批生产记录背景介绍中药饮片是指用中药材为原料进行干燥、研磨、制皮、筛选、加工等工艺制成的固态制剂。
中药饮片是中药制品中的重要品种之一,其制剂过程需要按照严格的工艺规范进行,以保证其质量和安全性。
生产记录的作用中药饮片的生产记录是生产过程中按照规范进行操作和生产管控的重要依据。
它是重要的生产过程记录,不仅是相应生产操作的依据,同时也是监管部门进行质量检查和追溯的重要依据。
中药饮片批生产记录的要求中药饮片批生产记录必须具备以下内容:1. 主要原料对采用的药材是否符合标准,符合使用要求,是否经过特殊处理(如曝晒、煮制、蒸压或烘焙等)等进行了详细记录。
2. 生产日期和生产批号生产记录中必须包含生产日期和生产批号等标识,以便进行生产过程的追踪和审核和对质量进行分析。
3. 工艺流程生产记录应详细记录生产过程中各个环节的操作、参数和特殊要求,包括原料的采购、检验情况,配料、制丸/浸膏工艺,以及成品包装、储存等情况。
4. 环境和设备情况生产记录应记录生产环境和设备状况,如温湿度记录、风机工作状态、设备清洁状况等情况。
5. 生产工作人员生产记录应包括生产工作人员的操作记录,对工作人员的素质、培训等方面也应该有说明。
制作中药饮片批生产记录的步骤制作中药饮片批生产记录需要按照以下步骤进行:1. 参考标准和法规参考相关标准和法规,明确生产记录的标准和要求。
2. 设定流程和制定控制方案按照国家标准、企业标准和技术要求确定完整的制剂工艺流程,为不同流程制定相应的控制方案。
3. 确定记录格式确定生产记录的格式和记录内容,制作格式标准。
4. 培训生产人员对生产人员进行技术交底和操作培训,确保其能够正确、规范地进行生产记录的操作。
5. 记录实施和质量控制生产过程中要按规定进行生产记录,并严格控制各生产过程的质量和安全。
6. 审核和归档对生产记录进行审核,必要时进行科学的质量分析,对审核合格的生产记录保留原始记录,归档存放。
生产记录表格

广西南宁市仁众药业有限责任企业批生产记录编码: SHT-RD-01-001-00车间中药饮片车间品名批号成品量生产周期年月日至年月日整编人:整编日期:QA审查署名:审查日期:广西南宁市仁众药业有限责任企业中药饮片批生产指令编码: SHT-RD-01-002-00 产品名称生产车间批号批量生产日期1履行技术标准依照:2生产处方:原料 / 辅料名称. . .数量3有关生产操作上的指示或注意事项:指令编制人生产技术部部长审查QA审查指令编制日期审查日期审查日期品名生产前确认1、物料品名、批号、数目(□符合;□不符合)2、现场清场合格证(□有;□无)设备、容器具洁净完满(□是;□否)计量器具切合要求(□是;□否)3、有关文件SOP(□有;□无)工艺规程(□有;□无)检查人:复核人:操作指令1、按《选药、过筛标准操作规程》操作,文件编码:广西南宁市仁众药业有限责任企业选药、过筛岗位生产记录编码: SHT-RD-01-003-00 批号操作日期操作记录项目( kg )挑选前总数挑选后总数杂质量操作人复核人班次1精选收率( %) =2精选耗率( %)=3物料均衡( %) =广西南宁市仁众药业有限责任企业选药、过筛岗位清场记录编码: SHT-RD-01-004-00日 期 年 月 日 清场原由□每日生产结束 □改换品种 □同品种改换批次原生产品种批 号 清场合格证贴此处改换生产品种批 号清 场 要 求班组检查复查状况 合格 不合格合格不合格生1、生产场所无上批生产遗留物。
2、过筛机、工具、容器、器具按洁净标准操 产 作规程洁净。
清 3、废物清理出,洁净废物贮器。
4、操作台、门窗、地面、墙面、灯具、协助 场设备等按洁净标准操作规程洁净。
5、洁净工具按洁净标准操作规程洁净。
6、正确改换各状态标记, 工场物件定置寄存。
清场负责人复查人备 注:广西南宁市仁众药业有限责任企业品名生产前确认1、物料品名、批号、数目(□符合;□不符合)2、现场清场合格证(□有;□无)设备、容器具洁净完满(□是;□否)计量器具切合要求(□是;□否)3、有关文件SOP(□有;□无)工艺规程(□有;□无)检查人:复核人:操作指令1、按《洗药、融化标准操作规程》操作,文件编码:洗药、融化岗位生产记录编码: SHT-RD-01-005-00 批号操作日期操作记录序号1#2#项目待洗、润药接收量(kg)洗药起时间止润药时间操作人复核人备注:广西南宁市仁众药业有限责任企业洗药、融化岗位清场记录编码: SHT-RD-01-006-00 日期年月日清场原由□每日生产结束□改换品种□同品种改换批次原生产品种批号清场合格证贴此处改换生产品种批号班组检查复查状况清场要求合格不合格合格不合格生1、生产场所无上批生产遗留物。
生产记录表格模板.doc

批生产记录编码:SHT-RD-01-001-00车间中药饮片车间品名批号成品量生产周期年月日至年月日整编人:整编日期:QA审核签名:审核日期:中药饮片批生产指令编码:SHT-RD-01-002-00 产品名称生产车间批号批量生产日期1 执行技术标准依据:2 生产处方:原料/辅料名称. . .数量3有关生产操作上的指示或注意事项:指令编制人生产技术部部长审核QA审核指令编制日期审核日期审核日期选药、过筛岗位生产记录编码:SHT-RD-01-003-00 品名批号操作日期生产前确认操作记录1、物料品名、批号、数量(□相符;□不相符)2、现场清场合格证(□有;□无)设备、容器具清洁完好(□是;□否)计量器具符合要求(□是;□否)3、相关文件SOP(□有;□无)工艺规程(□有;□无)检查人:复核人:项目(kg)班次筛选前总数筛选后总数杂质量操作人复核人1 挑选收率(%)=2 挑选耗率(%)=3 物料平衡(%)=操作指令1、按《选药、过筛标准操作规程》操作,文件编码:选药、过筛岗位清场记录精品文档编码:SHT-RD-01-004-00日期年月日清场原因□每天生产结束□更换品种□同品种更换批次生产清场原生产品种批号清场合格证贴此处更换生产品种批号清场要求班组检查复查情况合格不合格合格不合格1、生产场地无上批生产遗留物。
2、过筛机、工具、容器、用具按清洁标准操作规程清洁。
3、废物清理出,清洁废物贮器。
4、操作台、门窗、地面、墙面、灯具、辅助设施等按清洁标准操作规程清洁。
5、清洁工具按清洁标准操作规程清洁。
6、正确更换各状态标志,工场物品定置存放。
清场负责人复查人备注:洗药、软化岗位生产记录编码:SHT-RD-01-005-00精品文档品名批号操作日期生产前确认操作记录1、物料品名、批号、数量(□相符;□不相符)2、现场清场合格证(□有;□无)设备、容器具清洁完好(□是;□否)计量器具符合要求(□是;□否)3、相关文件SOP(□有;□无)工艺规程(□有;□无)检查人:复核人:序号项目1# 2# 待洗、润药接收量(kg)洗药时间起止润药时间操作人复核人备注:操作指令1、按《洗药、软化标准操作规程》操作,文件编码:洗药、软化岗位清场记录编码:SHT-RD-01-006-00 日期年月日清场原因□每天生产结束□更换品种□同品种更换批次精品文档生产清场原生产品种批号清场合格证贴此处更换生产品种批号清场要求班组检查复查情况合格不合格合格不合格1、生产场地无上批生产遗留物。
中药饮片批生产记录

中药饮片批生产记录一、基本信息1.产品名称:XXX中药饮片2.生产批号:XXX-2024XXX3.生产日期:2024年XX月XX日4.生产线号:XXX二、原料准备1.原料名称:XXXX(按照普通名称、拼音首字母排序,加入合适的说明)。
2.原料品牌:XXX(生产商名称),批号:XXX3.用量:按照处方和配方要求,准确称量。
4.检查:检查原料外观,气味、湿度、杂质等,并在记录中注明合格与否。
5.清洗:如有需要,对原料进行清洗处理,保证无杂质。
三、生产过程1.设备清洁:确认生产设备已经清洁干净,符合卫生要求。
2.操作员:XXX3.操作步骤:(1)根据工艺流程,准备生产所需的器具和设备。
(2)按照生产配方,将称好的原料依次放入料斗中。
(3)启动搅拌机,根据工艺要求进行搅拌,搅拌时间、速度和转速等需要记录。
(4)运送:将搅拌好的料移送至下一个工序。
4.温度、湿度记录:记录生产过程中的温度和湿度,确保符合工艺要求。
四、包装和贮存1.包装要求:根据产品要求选择包装材料并包装好。
2.包装记录:记录包装过程中的产品批号、包装材料、操作人员等信息。
3.贮存要求:按照产品要求的环境条件进行贮存。
五、清洁、消毒和废弃物处理1.清洁:生产设备的清洁,如搅拌机等。
2.消毒:根据产品特性和卫生要求,做好设备的消毒处理。
3.废弃物处理:按照相关规定妥善处理生产过程中产生的废弃物。
六、记录与复核1.生产记录:记录生产过程中的详细操作步骤、温度湿度、称量、检查结果等信息。
2.复核记录:复核记录的人员姓名、复核时间、复核结果等信息。
七、备注1.根据实际需要,添加合适的备注信息。
以上是一份中药饮片批生产记录的简要示例,生产记录的内容应根据具体情况进行调整和补充。
同时,为了确保生产质量,生产过程中还需要严格遵守相关的操作规范和卫生要求。
中药饮片批生产记录
包装或容器完好清洁□
日期
品名和实物(含性状)相符□
干
燥
方式
烘干□
设备
热风循环烘箱□
晾干□
晒干□
干燥温度
<60℃□
<80℃□
抽查时序
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
温度
抽查时序
19
20
21
22
23
24
25
26
27
28
29
30
31
32
4.2物料的准备
4.2.1车间主任按生产指令单或包装指令单开具限额领料单,经QA复核后,交仓库备料。
4.2.2车间需料时开具需料领料单,仓库按单配送物料,双方核对无误后办理交接手续并记录。
4.3开工准备
4.3.1生产现场卫生符合“卫生管理规程”,并有有效期内“清场合格证”。
4.3.2设备清洁完好,有“设备完好”状态标志。
4.3.3计量器具与称量范围相符,有“检定合格证”并在有效期内。
4.3.4所用物料、半成品均有“合格证”。
4.4称量配料
4.4.1严格执行操作规程和各项指令,操作人、复核人对指令中的复核项目要独立操作,独立复核,分别签名确认。
4.4.2原辅料:使用前应目检其物理外观,核对净重。
4.4.3配料:应仔细核对品名、规格、产地、批号、生产厂家及编号,应与检验报告、合格证相符。处方计算、称量及投料必须复核,操作者和复核者均应在记录上签字。
RED-P01.11筛选岗位生产记录RED-P01.12发芽岗位生产记录
中药饮片批生产记录

润
淋□洗□泡□漂□润□其他□
切制
切极薄片□切薄片□切厚片□切块□切长段□
切短段□切粗丝□切细丝□破碎□其他□
炮炙
炒黄□炒焦□炒炭□麸炒□砂烫□醋炙□淬□
姜汁炙□酒炙□蜜炙□盐炙□煅□轧扁□
蒸□盐蒸□煮□醋煮□燀□炖□复制□其他□
干燥
烘干□自然干燥□
备注
特 殊 说 明
指令人:接收人:日期:年月日
中药饮片批生产记录记录生产批生产记录中药材批生产中药饮片生产记录饮片生产批记录
********饮片有限公司
批生产记录
产品名称
规格
批号
生产日期
批数量
原药名称
饮片名称
产品批号
生产批量
产地
生产日期
年月日
批生产、包装配料指示
名称
进厂
编号
批号
检验单号
数量ቤተ መጻሕፍቲ ባይዱ
原
料
辅
料
名称
进厂编号
检验单号
数量
包装材料
工
艺
要
求
净选
挑选□风选□筛选□去木心□其他□
中药饮片生产记录表净选、软化、切制、干燥

表12-1 XXX 饮片公司净选岗位生产指令单产品批号 原 料 生产数量 批号 数量 批号 数量 批号 数量 生产时间 年 月 日操作要求 按《净选岗位标准操作规程》操作质量要求备注:发指令人复核人净选岗位生产记录原料批号 产品批号 生产日期 风选机型号 原料数量 损耗数量 风选时间净货数量 损耗率%清理时间 清理时间 清理时间 清理时间 净货 杂质 净货 杂质 净货 杂质 净货 杂质操作人复核人质量员 ×××检查情况检查日期 年 月 日 时 分 ~ 时 分杂质含量非药用部分含量结论: □ 符合规定 检查人: 复核人: 备注:清场:按清场规程进行清场。
清场结束报请QA 进行现场检查,合格后签发清场合格证序号 清场项目 清洁标准 清场结果 清场时间清场人1原料和本批净选产品已清理和送中间站□ 已清理 □ 未清理 月 日时 分2净选生产状态标志生产状态标志已经撤清□ 已清理 □ 未清理3废弃包装材料和净选的杂质收集清出岗位 □ 已清理 □ 未清理 4净选工具及器具水清洗,擦干净 □ 已清理 □ 未清理 检查人5风选机水清洗,擦干净 □ 已清理 □ 未清理6生产环境按《生产岗位清场清洁规程》要求清理□ 已清理 □ 未清理7更换产品品种《按生产岗位清场清洁规程》(更换品种)要求清理□ 已清理 □ 未清理备注:表12-1 XXX饮片公司软化岗位生产指令单产品批号投料数量生产时间年月日生产数量操作要求按《软化岗位标准操作规程》操作质量要求备注:发指令人复核人软化岗位生产记录产品批号生产日期年月日设备型号清洗辅料品名生产数量润药数量投料数量软化过程清洗清洗次序清洗数量清洗时间操作人复核人第一次时分~时分第二次时分~时分第三次时分~时分第四次时分~时分第五次时分~时分润药润药次序润药数量辅料数量水量温度压力润药时间第一次时分~时分第二次时分~时分第三次时分~时分第四次时分~时分第五次时分~时分操作人复核人质量员软化检查情况检查日期年月日时分~时分软化指标结论操作人复核人质量员备注伤水量% □符合规定未润透量% □符合规定腐败、变质□符合规定清场:按清场规程进行清场。
中药饮片批生产记录

中药饮片批生产记录批生产记录编号:XXXX日期:XXXX年XX月XX日一、原料准备:1.核对原料清单与实际所需原料,确保原料种类、数量、质量符合要求。
2.按照操作规程,将所需原料净重准确称取。
二、制备药液:1.按照处方要求,将所需原料按比例加入制药用容器中。
2.加入规定量的水,加热至溶解并沸腾。
3.继续煮沸20分钟,使溶液浓缩。
4.关闭加热装置,放置冷却至适宜温度。
三、炮制药液:1.将冷却后的药液过滤,去除杂质。
2.将过滤后的药液放入适宜的容器中。
3.加入规定量的糖浆或其他要求的辅料。
4.将药液加热至适宜温度,持续搅拌均匀。
5.关闭加热装置,放置冷却至适宜温度。
四、制备湿饮片:1.将炮制后的药液缓慢倒入饮片机中。
2.调节饮片机温度、湿度及运行时间,使药液喷雾均匀。
3.饮片干燥后,倒入合适的容器中,密闭保存。
五、制备干饮片:1.将炮制后的药液缓慢倒入饮片机中。
2.调节饮片机温度、湿度及运行时间,使药液快速挥发。
3.挥发后的饮片,通过传送带收集,倒入合适的容器中,密闭保存。
六、包装与质量控制:1.对饮片进行称重,确保每袋饮片的净重符合要求,记录在表格中。
2.开始包装,使用高温杀菌的包装袋,确保饮片的卫生安全。
3.根据产品要求,适当添加防腐剂。
七、清洁与消毒:1.生产设备清洁:对生产过程中所使用的设备进行清洁,包括饮片机、容器、工作台等。
2.员工卫生:员工需洗手并佩戴工作帽、口罩等防护用品。
备注:1.每个操作环节的操作人员、检查人员、批准人员需签名确认。
2.每个操作环节的时间、温度、湿度等关键参数需记录。
3.每个操作环节必须严格按照操作规程操作,不得随意修改或省略操作步骤。
4.如发现异常情况或不良反应,应及时记录并通知质量管理部门进行评估和处理。
生产记录审核人:_______________。
中药饮片批生产记录
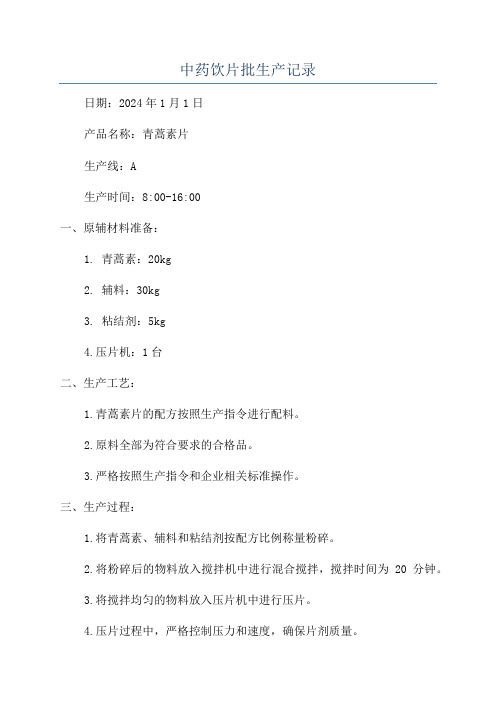
中药饮片批生产记录日期:2024年1月1日产品名称:青蒿素片生产线:A生产时间:8:00-16:00一、原辅材料准备:1. 青蒿素:20kg2. 辅料:30kg3. 粘结剂:5kg4.压片机:1台二、生产工艺:1.青蒿素片的配方按照生产指令进行配料。
2.原料全部为符合要求的合格品。
3.严格按照生产指令和企业相关标准操作。
三、生产过程:1.将青蒿素、辅料和粘结剂按配方比例称量粉碎。
2.将粉碎后的物料放入搅拌机中进行混合搅拌,搅拌时间为20分钟。
3.将搅拌均匀的物料放入压片机中进行压片。
4.压片过程中,严格控制压力和速度,确保片剂质量。
5.压片完成后,对片剂进行检查,合格品进行包装。
四、操作记录:1.生产线A的工作人员进行仓库取料,取出所需的原辅材料,并将取料情况填写在仓库取料记录上。
2.操作人员使用电子天平精确称取青蒿素、辅料和粘结剂,记录原辅材料的称量结果。
3.操作人员将称好的原料放入搅拌机中进行混合搅拌。
4.搅拌过程中,记录搅拌机的运行时间和搅拌效果。
5.搅拌完成后,将物料倒入压片机中,对压片机进行开机预热。
6.操作人员按照指令调整压片机的参数,按时进行压片操作,记录每次压片的压力和速度。
7.压片完成后,对片剂进行外观检查,记录片剂的质量情况。
8.合格品进行包装,记录包装数量和包装质量。
9.过程中产生的废品进行记录,同时记录废品原因。
10.生产结束后,清洁生产线和设备,并进行相关的记录。
五、监测结果:1.对生产过程中的关键环节进行监测,包括原辅材料的合格性、搅拌时间和效果、压片参数、片剂质量等。
2.监测结果记录在相应监测记录表中。
六、质量控制:1.严格按照企业相关标准和生产指令进行操作,确保产品质量符合要求。
2.过程中发现问题及时处理,记录并采取纠正措施。
3.完成生产后,将产品送往质检部门进行质量检验,确保产品符合相关标准。
备注:。
批生产记录
中药饮片批生产记录
产品名称
产品代号产品规格
产品批号
成品数量
QA
车间主任
|
生产日期:
制定人/日期
审核人/日期
批准人/日期
泰州仁济中药饮片有限公司
批生产汇总表
填表人:
批生产包装指令单
产品名称:规格:产品代号:批号:批量:
中药饮片净制岗位生产记录
中药饮片洗润岗位生产记录
中药饮片煅制岗位生产记录
中药饮片切制岗位生产记录
中药饮片干燥岗位生产记录
中药饮片粉碎、过筛岗位生产记录
1/2
中药饮片蒸煮岗位生产记录
中药饮片炒制岗位生产记录
中药饮片炒制岗位生产记录
内包装岗位生产记录
外包装岗位生产记录
批生产记录确认记录
QA:生产部:车间主任:车间工艺员:#。
2016年中药饮片有限公司批生产记录—012干燥生产记录表
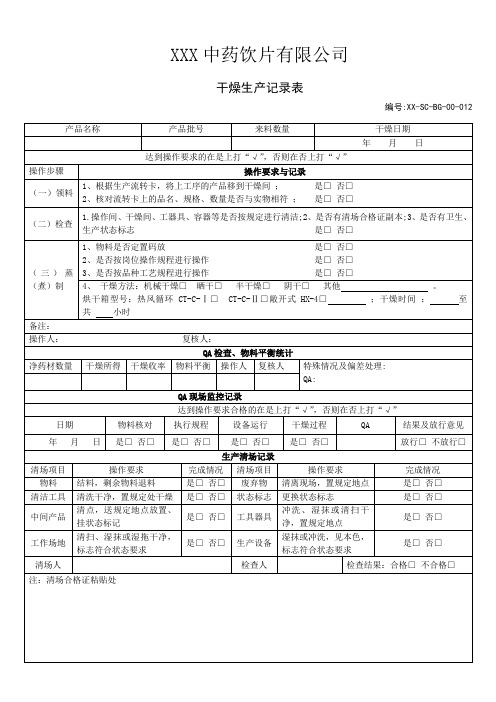
备注:
操作人: 复核人:
QA检查、物料平衡统计
净药材数量
干燥所得
干燥收率
物料平衡
操作人
复核人
特殊情况及偏差处理:
QA:
QA现场监控记录
达到操作要求合格的在是上打“√”,否则在否上打“√”
日期
物Байду номын сангаас核对
执行规程
设备运行
是□ 否□
工具器具
冲洗、湿抹或清扫干净,置规定地点
是□ 否□
工作场地
清扫、湿抹或湿拖干净,标志符合状态要求
是□ 否□
生产设备
湿抹或冲洗,见本色,标志符合状态要求
是□ 否□
清场人
检查人
检查结果:合格□ 不合格□
注:清场合格证粘贴处
XXX中药饮片有限公司
干燥生产记录表
编号:XX-SC-BG-00-012
产品名称
产品批号
来料数量
干燥日期
年 月 日
达到操作要求的在是上打“√”,否则在否上打“√”
操作步骤
操作要求与记录
(一)领料
1、根据生产流转卡,将上工序的产品移到干燥间 ; 是□ 否□
2、核对流转卡上的品名、规格、数量是否与实物相符 ;是□ 否□
干燥过程
QA
结果及放行意见
年 月 日
是□ 否□
是□ 否□
是□ 否□
是□ 否□
放行□ 不放行□
生产清场记录
清场项目
操作要求
完成情况
清场项目
操作要求
完成情况
物料
结料,剩余物料退料
是□ 否□
中药饮片企业记录表格6

编号:SOR-SC-001年月份生产计划表编制:编制日期:年月日批准:批准日期:年月日编号:SOR-SC-002 生产指令单编号:SOR-SC-002/B 生产指令单编号:SOR-SC-003 包装指令单编号:SOR-SC-003 包装指令单编号:SOR-SC-004领料/核料单第二联:仓库留存编号:SOR-SC-004领料/核料单第二联:仓库留存编号:SOR-SC-006××××××中药饮片有限责任公司批生产记录产品名称规格批号包装规格理论批量实际批量生产日期目录□1.原药材放行审核记录□2.生产指令单□3.领料/核料单□4.上批《清场合格证》(副本)□5.挑选工序操作记录□6.中间产品流转卡□7.工序清场记录□8.本批《清场合格证》(正本)□9.上批《清场合格证》(副本)□10.洗浸润工序操作记录□11.中间产品流转卡□12.工序清场记录□13.本批《清场合格证》(正本)□14.上批《清场合格证》(副本)□15.切制工序操作记录□16.中间产品流转卡□17.工序清场记录□18.本批《清场合格证》(正本)□19.上批《清场合格证》(副本)□20.干燥工序操作记录□21.中间产品请验单□22.中间产品检验报告书□23.中间产品流转卡□24.工序清场记录□25.本批《清场合格证》(正本)□26.上批《清场合格证》(副本)□27.挑选工序操作记录□28.中间产品流转卡□29.工序清场记录□30.本批《清场合格证》(正本)□31.辅料包装材料放行审核记录□32.包装指令单□33. 领料/核料单□34.上批《清场合格证》(副本)□35.包装工序操作记录□36.工序清场记录□37.本批《清场合格证》(正本)□38.成品请验单□39.成品检验报告书□40.偏差调查处理报告□41.切制生产关键质量监控点检查记录□42.成品放行审核记录注:在本批的记录文件名前□打“√”编号:SOR-SC-007挑选工序操作记录操作间:操作日期:年月编号:SOR-SC-008 编号:SOR-SC-008中转标识卡 中转标识卡编号:SOR-SC-008 编号:SOR-SC-008中转标识卡 中转标识卡编号:SOR-SC-008 编号:SOR-SC-008中转标识卡 中转标识卡编号:SOR-SC-008 编号:SOR-SC-008中转标识卡 中转标识卡编号:SOR-SC-009洗、浸、润工序操作记录编号:SOR-SC-010 干燥工序操作记录切制工序操作记录炒制工序操作记录蒸制工序操作记录编号:SOR-SC-014 贵细药材投料监控记录编号:SOR-SC-015 标签、合格证印制发放记录编号:SOR-SC-015 标签、合格证印制记录编号:SOR-SC-016包装工序操作记录操作间:包装间操作日期:年月日编号:SOR-SC-017工序清场记录清场前产品产品批号清场日期年月日班次□白班□中班□夜班清场目的□更换品种□同品种更换批号□生产周期结束□重新清场□初次生产清场要求现场无上次产品遗留物(物料、记录、标识);使用的工具、容器已清洗,必要时消毒或灭菌;设备内外清洁、无物料痕迹、无油垢;电器总开关切断,操作开关复位;操作台、地面、门窗、墙壁无积灰、无异物。
中药饮片生产记录管理规定

中药饮片生产记录管理规定1. 简介本规定旨在规范中药饮片生产记录的管理,确保生产过程的可追溯性和数据的真实准确性。
2. 记录要求2.1 生产记录应包括以下内容:- 生产日期和时间;- 原材料的采购情况;- 生产设备的使用情况;- 生产过程中的操作步骤;- 每一批次产品的数量和质量检验结果;- 生产者的签名和日期。
2.2 生产记录应按批次进行编号并妥善保管,记录应保存至少两年。
3. 记录管理3.1 生产记录应由专人负责管理和维护,并建立相应的记录管理系统。
3.2 记录管理人员应受过相关培训,了解记录的要求和管理流程。
3.3 记录管理人员应确保记录的完整性和准确性,对于记录中的错误或缺失应及时进行更正或补充。
4. 信息安全4.1 生产记录应储存于安全可靠的信息系统中,确保数据的安全性和机密性。
4.2 对于电子化的生产记录,应采取适当的安全措施,防止数据被篡改或丢失。
5. 监督检查5.1 相关监管部门有权对生产记录进行随机检查,以核实记录的真实性和合规性。
5.2 对于发现记录违规或不符合规定的情况,应及时采取纠正和整改措施。
6. 处罚措施6.1 对于故意篡改或损毁生产记录的行为,应给予相应的处罚,包括罚款、暂停生产等。
6.2 对于记录管理不当或严重违规的单位,监管部门有权吊销其生产许可证。
7. 附则7.1 本规定自发布之日起生效,取消之前的相关规定。
7.2 对于特殊情况下的记录管理,应根据实际情况进行灵活处理,但需确保合规性和可追溯性。
以上为《中药饮片生产记录管理规定》的内容,生产企业和相关管理人员应严格按照规定执行,确保中药饮片的质量和安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备 注
三、清场:按清场规程进行清场。清场结束报请QA进行现场检查,合格后签发清场合格证
清场项目
操作人
检查人
检查结果
作业室及设备的状态标志更换成“待清洁” □
对岗位记录等有关文件进行整理 □
按相应SOP对设备和容器具进行清洗 □
对操作台、作业室环境进行清洁 □
对清洁工具清洗并存放指定位置 □
异常情况及处理:
□
有“设备完好”标识,操作台、工器具清洁并有效保持
□
二、净选作业 方式:风选□ 筛选□ 挑选□ 刷净□ 刮除□ 剪切□。
1.来料确认
名称、规格、批号、产地、数量与生产指令一致□;称重㎏。
确认人
2.设备使用
设备名称
风选机□柔性支撑斜面筛选机□振动式筛选机□
操作者
Q A
3.手工过筛
操作时间
--
操作者
净选收量
□
操作间整洁,无上次生产遗留物,无与本次生产无关的物料
□
设备、操作台、工器具清洁并有效保持
□
二、水处理作业:洗药用流动水;用过的水不得用于洗涤其它药材;洗净的药材不得直接接触地面。
1.洗
净
清洗方式: 淋洗□ 抢水洗□ 淘洗□ 机洗□其他□
开始时间
结束时间
洗药用时间
时 分
时 分
时 分
时 分
时 分
操作者
Q A
三、清场:按清场规程进行清场。清场结束报请QA进行现场检查,合格后签发清场合格证
清场项目
操作人
检查人
检查结果
作业室及设备的状态标志更换成“待清洁” □
对岗位记录等有关文件进行整理 □
按相应SOP对设备和容器具进行清洗 □
对作业室环境进行清洁 □
对清洁工具清洗并存放指定位置 □
异常情况及处理:
生产主管/日期:
清场项目
操作人
检查人
检查结果
作业室及设备的状态标志更换成“待清洁” □
对岗位记录等有关文件进行整理 □
按相应SOP对设备和容器具进行清洗 □
对作业室环境进行清洁 □
对清洁工具清洗并存放指定位置 □
异常情况及处理:
生产主管/日期:
切制生产记录
产品名称
规 格
产品批号
生产日期
年 月 日
一、操作前检查:合格打“√”,若有不合格项目,重新进行清场,经检查全部项目合格后方可生产。
生产主管/日期:
干燥生产记录
产品名称
产品批号
生产日期
年 月 日
一、操作前检查:合格打“√”,若有不合格项目,重新进行清场,经检查全部项目合格后方可生产。
检查项目
检查人
备注
有清场合格证,并在有效期内
□
操作间整洁,无上次生产遗留物,无与本次生产无关的物料
□
设备、操作台、工器具清洁并有效保持
□
二、干燥作业 干燥方式:机械干燥□自然干燥□
□
3
设备、操作台、工器具有效清洁
□
二、包装作业包装起止时间: : - :
包装记录
包材品名
领取数
规 格
实用数
损耗数
退回数
平衡率
复合膜
%
合格证
%
编织袋
%
%
投料数量
成品收量
成品件数
取样量
损耗量
成品率
总收率
计算公式:成品率=(包装收量+取样)/来料数量×100%
总收率=成品量/投料数量×100%
操作人
复核人
1、设备名称
超导热风干燥箱□ 转筒式烘干机□
2、干燥记录
干燥温度
干燥起止时间
操作者
QA
℃
--
3、筛选
操作起止时间
操作者
: --:
4、制品统计
收量
取样量
损耗量
递交岗位
接交岗位
接交日期
接交数量
接交人
接受人
复核人
5、收率
收率=(干燥过筛后饮片重+取样量)/干品(未经水处理前)重量×100%=
三、清场:按清场规程进行清场。清场结束报请QA进行现场检查,合格后签发清场合格证
不符合规定□
4
物料平衡在规定限度内
符合规定□
不符合规定□
5
清场有记录,填写完整、正确,并经QA现场监控员确认合格
符合规定□
不符合规定□
6
生产过程中 有偏差[ ]无偏差[ ]
如发生偏差,应严格执行《偏差处理程序》
符合规定□
不符合规定□
7
过程监测按规定频次进行,且结果符合要求
符合规定□
不符合规定□
8
中间产品经质量检查合格后进入下一工序
按相应SOP对设备和容器具进行清洗 □
对作业室环境进行清洁 □
对清洁工具清洗并存放指定位置 □
异常情况及处理:
生产主管/日期:
()制生产记录
产品名称
产品批号
生产日期
接收数量
年 月 日
一、操作前检查:合格打“√”,若有不合格项目,重新进行清场,经检查全部项目合格后方可生产。
检查项目
检查人
备注
有清场合格证,并在有效期内
符合规定□
不符合规定□
9
成品取样,执行取样管理规程
符合规定□
不符合规定□
10
批检验记录填写正确、完整、无误
符合规定□
不符合规定□
11
有成品检验合格报告书。
符合规定□
不符合规定□
备注
结论:符合成品放行要求,同意放行□不符合成品放行要求,不同意放行□
质保部经理:日期:年月日
操作起止时间-操作者QA
递交岗位
接交岗位
交接日期
接交人
接受人
复核人
备注
三、清场:按清场规程进行清场。清场结束报请QA进行现场检查,合格后签发清场合格证
清场项目
操作人
检查人
检查结果
作业室及设备的状态标志更换成“待清洁” □
对岗位记录等有关文件进行整理 □
按相应SOP对设备和容器具进行清洗 □
对作业室环境进行清洁 □
按相应SOP对设备和容器具进行清洗 □
对操作台、作业室环境进行清洁 □
对清洁工具清洗并存放指定位置 □
异常情况及处理:
生产主管/日期:
洗、泡、润生产记录
产品名称
生产日期
产品批号
批量
年月日
一、操作前检查:合格打“√”,若有不合格项目,重新进行清场,经检查全部项目合格后方可生产。
检查项目
检查人
备注
有清场合格证,并在有效期内
干 燥
烘干□ 自然干燥□
备 注
特 殊 说 明
指令人:接收人:日期:年月日
净选生产记录
产品名称
产品批号
生产日期
批量
年 月 日
一、操作前检查:合格打“√”,若有不合格项目,重新进行清场,经检查全部项目合格后方可生产。
检查项目
检查人
备注
有清场合格证,并在有效期内
□
操作间整洁,无上次生产遗留物,无与本次生产无关的物料
洗 泡 漂 润
淋□ 洗□ 泡□ 漂□ 润□ 其他□
切 制
切极薄片□切薄片□ 切厚片□ 切块□ 切长段□
切短段□ 切粗丝□ 切细丝□ 破 碎□ 其 他□
炮 炙
炒黄□ 炒焦□ 炒炭□ 麸炒□ 砂烫□ 醋炙□ 淬□
姜汁炙□ 酒炙□ 蜜炙□ 盐炙□ 煅□ 轧扁□
蒸□ 盐蒸□ 煮□ 醋煮□ 燀□炖□ 复制□ 其他□
□
操作间整洁,无上次生产遗留物,无与本次生产无关的物料
□
有“设备完好”标识,操作台、工器具清洁并有效保持
□
二、炮制作业
炮制方法
设备名称
温度
蒸汽压力
辅料名称
辅料用量
炮制起止时间
炮制后数量
收 率
%
操作者
复核人
Q A
注:工序收率= 炮制后数量/接收数量╳100%
递交岗位
接交岗位
交接日期
递交数量
递交人
接受人
检查项目
检查人
备注
有清场合格证,并在有效期内
□
操作间整洁,无上次生产遗留物,无与本次生产无关的物料
□
切片机、工器具有效清洁
□
二、切制作业:片□ 段□ 丝□ 块□; 规格:mm~mm
1来料确认
物料来自工序。名称、规格、批号与流转来记录上登记的一致□
确认人:。
2切 制
高速万能截断机□ 刨片机□ 旋料式切片机□ 多功能切药机□ 斜片机□
2.浸泡
起止时间
日 时 分~ 日 时 分
操作者
(小档) 日 时 分~ 日 时 分
3.加辅料浸泡
辅料
制备
原辅料
比例
作业
起止
月 日 时 分至 月 日 时 分
4.润软
润药机润□
设备名称型号:RQXL-2000□其他: 操作者:
压力控制设置
抽真空时间
润药时间
是否润软
检查人
MPa
min
min
合格□ 不合格□
传统润法□
润法
润药起止
操作者
是否 ∶
合格□ 不合格□
递交岗位
接交岗位
交接日期
递交人
接受人
复核人
备注
三、清场:按清场规程进行清场。清场结束报请QA进行现场检查,合格后签发清场合格证
清场项目
操作人
检查人
检查结果
作业室及设备的状态标志更换成“待清洁” □