焊接坡口基本形式及尺寸
焊接坡口形式与尺寸

焊接坡口形式与尺寸
为了保证焊接质量,在焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。
!比如两块厚10mm的钢板要对焊到一起,为了焊缝牢固,会在板边缘铣出倒角,这个就叫开坡口。
由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡口形状也不尽相同,一般坡口形式分为K型、V型、I型、U型、X型等。
见下图3-12 焊条电弧焊常用坡口形式和尺寸.
焊接坡口是为了保证工件根部焊透,便于清理焊渣,获得较好的焊缝成形。
焊件开坡口时,沿焊件接头坡口根部的端面直边部分,叫钝边。
钝边的作用是防止根部烧穿,但钝边值太大,又会使根部焊不透。
常规的坡口手段有比较原始的砂轮机打磨,半自动火焰切割机开坡口,直流焊机碳弧气刨,大型铣边机,刨边机或者就是比较现代的带有无限旋转火焰三割炬切割机或者VBA无限旋转等离子切割机在下料时就把坡口开好。
以上几种坡口手段往往都存在效率低,成本高,粉尘,飞溅,热变形或者占地面积大等多种缺点;上海捷瑞特机械设备有限公司依赖公司自身的技术开发与机械加工制造能力生产制造出自动行进式钢板坡口机,解决相当部分的中薄板材的坡口问题,具有高效,环保,低成本,低能耗等多项优点。
(整理)埋弧焊焊接缝坡口的基本型式与尺寸

度b PHR 2.52.5101~2(35 ~ 50)埋弧焊焊接缝坡口的基本型式与尺寸 (摘自 GB/T986-1998)埋弧焊焊接缝坡口的基本型式与尺寸 ( 摘自 GB/T986-1998) 工件厚坡口尺寸/mm 焊缝形式坡口形式说明ɑ(β)/(o)δ/mm焊缝有效厚度值由设计确定3~10 0~1 3~5 0~1允许后焊侧采用碳弧气刨清根6~20需采用 HD 和 TD 保护熔池6~120~4 需采用 HD 保护熔池 , 允行后焊侧采6~240~4用碳弧气刨清根3~12 0~5需采用 HD 和 TD 保护熔池0~4 5~8允许后焊侧采用碳弧气刨清根10~206~10封底焊道允许采用任何明弧焊名称符 号I 形坡口I 形带垫板坡口带钝边单边 V 形坡口10~20坡口 2502 2.52.520~5040~8040~ 6040~ 6050~8060~70 (6 ~ 12)10~30(20 ~40)2~5 0~4带钝边单边 V 形带垫板16~30(20 ~ 40)0~4带钝边 J 形坡口 6~1010~245~8Y 形坡口10~306~10Y 形带垫板坡口10~302~5 2~5Y 形锁边坡口16~302~5 2~5反 Y 形坡口6~16 0~3---- 需采用 HD 和 TD 保护熔池-允许后焊侧采用碳弧气刨清根---坡口侧采用手工明弧焊 , 允行后焊侧 采用碳弧气刨清根102.5122.5502.52.52.5111.52.530~6020~3024~6065~72 (5 ~ 12)(5 ~ 10)(8 ~12)(1 ~3)VY 形复合坡口 1~3β =45 ~ 60带钝边双单边 V 形坡口 β1=401~3ɑ=50~80 双 Y 形坡口1~3ɑ1=50~80带钝边双 U 形坡口50~1606~1070~80UV 形坡口40~1602~370~80窄间隙坡口60~2500~2-底焊缝采用任何明弧焊 , 全焊透至 H 高度-允许采用对称坡口21)若 ɑ=ɑ1, 只标出 ɑ值允许采用角度不对称 , 高度不 对称、角度和高度都不对称的双 Y 形 坡口6~ 2 101)若 β =β1, 只标出 β 值允许采用角度不对称 , 高度不 对称 ,角度和高度都不对称的双 U 形 坡口8~ 11封底焊道允许采用任何明弧焊8~ 11) 窄间隙坡口适用于首层焊一 道, 以后每层焊两道2)内坡口侧采用任何明弧焊112.52.5口2.5102.510102.520~40I 形坡口 6~14封底焊道允许采用任何明弧焊带钝边单边 V 形坡口10~20(35 ~ 45)0~3带钝边双面单边 V 形坡封底焊道允许采用任何明弧焊1~3带钝边 J 形单边 V 形组封底焊道允许采用任何明弧焊30~1201~3合坡口2~600~3I 形坡口2~600~2封底焊道允许采用任何明弧焊带钝边单边 V 形坡口10~24(35 ~ 45)3~7β=10~20 β1=40~ 50δ>δ 1封低焊道允许采用任何明弧焊β =35 ~ 45β 1=40~50注:1. 本标准适用于碳钢和低合金钢埋弧焊焊接接头。
焊缝坡口的基本形式和尺寸规范标准
27
δ=28
带长舌双面J形坡口
28
δ=30
带长舌双面J形坡口
29
δ=12
带长舌单面J形坡口
30
δ=14
带长舌单面J形坡口
31
δ=16
带长舌单面J形坡口
32
δ=18
带长舌单面J形坡口
33
δ=20
带长舌单面J形坡口
34
δ=22
带长舌单面J形坡口
35
δ=24
带长舌单面J形坡口
36
δ=25
δ=32
UY形坡口
16
δ=34
UY形坡口
17
δ=35
UY形坡口
18
δ=36
UY形坡口
19
δ=38
UY形坡口
20
δ=40
UY形坡口
21
δ=12
带长舌双单边V形坡口
22
δ=14~20
带长舌双面单边V形坡口
23
δ=22
带长舌双面单边V形坡口
24
δ=24
带长舌双面J形坡口
25
δ=25
带长舌双面J形坡口
26
δ=26
坡口形式和尺寸
备 注
1
δ=6
Y形坡口
2
δ=8
Y形坡口
3
δ=10
Y形坡口
4
δ=12
Y形坡口
5
δ=14
双Y形坡口
6
δ=16
双Y形坡口
7
δ=18
双Y形坡口
8
δ=20
双Y形坡口
9
δ=22
双Y形坡口
10
δ=24
双Y形坡口
埋弧焊焊接缝坡口的基本型式与尺寸

0~4
-
-
16~30
(20~40)
25
0~4
-
-
带钝边J形坡口
20~50
(6~12)
02
6~10
-
-
Y形坡口
10~24
50~80
0~2.5
5~8
-
-
需采用HD和TD保护熔池
10~30
40~80
0~2.5
6~10
-
-
允许后焊侧采用碳弧气刨清根
Y形带垫板坡口
10~30
40~60
2~5
2~5
-
-
Y形锁边坡口
UV形坡口
40~160
70~80
(5~10)
0~2.5
2~3
9~11
8~11
封底焊道允许采用任何明弧焊
窄间隙坡口
60~250
70~80
(1~3)
0~2
1.5~2.5
9~11
8~11
1)窄间隙坡口适用于首层焊一道,以后每层焊两道
2)内坡口侧采用任何明弧焊
I形坡口
6~14
-
0~2.5
-
-
-
δ>δ1封低焊道允许采用任何明弧焊
埋弧焊焊接缝坡口的基本型式与尺寸
名称
符号
工件厚度
δ/mm
焊缝形式
坡口形式
坡口尺寸/mm
说明
ɑ(β)/(º)
b
P
H
R
I形坡口
3~10
-
0~1
-
-
1~2
焊缝有效厚度值由设计确定
3~5
-
0~1
-
-
焊缝坡口的基本形式与尺寸

焊缝坡口的基本形式与尺寸
(一)坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。
(一)坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。
双Y形坡口是在V形坡口的基础上发展的。
当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。
缺点是焊接过程中要翻转焊件,在筒形焊件的内部施焊,使劳动条件变差。
U形坡口的填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。
(二)坡口的几何尺寸
(1)坡口面待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度,见图1—12。
(3)根部间隙焊前在接头根部之间预留的空隙叫根部间隙,见图1—12。
其作用在于打底焊时能保证根部焊透。
根部间隙又叫装配间隙。
(4)钝边焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边,见图1—12。
钝边的作用是防止根部烧穿。
(5)根部半径在J形、U形坡口底部的圆角半径叫根部半径(见图1—12)。
它的作用是增大坡口根部的空间,以便焊透根部。
焊接符号含义

焊缝坡口基本形式与尺寸(摘自GB/T985-1988)(手工电弧焊、气焊及气体保护焊)序号工件厚度δ/mm名称符号坡口形式焊缝形式坡口尺寸/mm说明α(β)/(°)b p H R1 1~2卷边坡口- - - -1~2大多不加填充材料2 1~3 Ⅰ形坡口-~1.5- - - - 3~6~2.53 2~4Ⅰ形带垫板坡口-~3.5- - - -4 3~26Y形坡口40~60~31~4- - -5 >16V形带垫(5~15)6~15- - - -坡口6 6~26Y形带垫板坡口45~553~6~2- - -7 >20VY形坡口60~70(8~10)~31~38~10 - -8 20~60带钝边U形坡口(1~8)~31~3-6~8-9 12~60双Y形坡口- -1~3- - -1>10 双V形坡口40~60~3- δ/2- -1 1 2/3双V形坡口- δ/3- -12>30 U形坡口带钝边(1~8)~32~4(δ-p)/26~9-1 3 UY形坡口40~60(1~8)-1 4 3~40单边V形坡口35~50~4- - ---1 5 >16单边V形带垫板坡口12~306~10- - - -1 6 6~15V形带垫板坡口30~403~5- - -->1520~305~8-1 7 >16带钝边J形10~20~32~4-4~8-口1 8 >30带钝边双J形坡口- -1 9 >10双单边V形坡口35~50~3- δ/2---2 0 2~8Ⅰ形坡口-~2- - ---2 1 4~30错边Ⅰ形坡口- - - -α值由设计决定2 2 12~30Y形坡口40~50 -~3- - --2 3 6~30带钝边单边V形坡口35~55~31~3- ----2 4 20~40带钝边双边V形坡口- - - - - -2 5 20~40带钝边双单边V形坡口40~50~31~3- - -262~30 Ⅰ形坡口-~2- - -仅适用于薄板2 7 - - - -i值由设计决定2 8 1~3锁边坡口(30~60)(0~8)- - - - -2 9 >2塞焊坡口- - - - -孔径φ≥(0.2~0.8)且≤10,若为长孔L由设计确定,塞焊点间距由设计决定。
管道焊接件的常见坡口及尺寸

工业管道施工及验收标准
三、带垫板V型坡口 带垫板 型坡口
坡口尺寸 厚度 (mm) 6~9 9~26 坡口 名称 带垫板 V型坡口 间隙c(mm) 钝边p(mm) 3~5 4~6 0~2 0~2 45~55 坡口角度α (°)
要求
δ=4~6 d=20~40
工业管道施工及验收标准
四、X型坡口 型坡口
工业管道施工及验收标准
工业管道施工及验收标准来自一、I型坡口 型坡口厚度T(mm)
坡口名称
坡口尺(mm) 间隙(mm)
备注
1-3 3-6
I形坡口 I形坡口
0-1.5 0-2.5
单面焊 双面焊
工业管道施工及验收标准
二、V型坡口 型坡口
坡口尺寸 厚度(mm) 坡口名称 3~9 9~26 V型坡口 V型坡口 间隙c(mm) 0~2 0~3 钝边p(mm) 0~2 0~3 坡口角度α(°) 65~75 55~65
型接头对称K型坡口 七、 T型接头对称 型坡口 型接头对称 坡口尺寸 厚度 坡口 (mm) 名称 间隙 c(mm) 钝边 p(mm) 坡口角度 α(°)
20~40
T型接 头对 称K型 坡口
0~3
2~3
45~55
坡口尺寸 厚度(mm) 坡口名称 间隙c(mm) 12~60 X型坡口 0~3 钝边p(mm) 0~3 坡口角度α(°) 55~65
工业管道施工及验收标准
型接头I型坡口 五、T型接头 型坡口 型接头
坡口尺寸 厚度 (mm) 2~30 坡口 名称 间隙 c(mm) 0~2 钝边p(mm) 坡口角度α (°) — —
工业管道施工及验收标准
型接头单边V型坡口 六、 T型接头单边 型坡口 型接头单边 坡口尺寸 厚度 坡口 (mm) 名称 6~10 10~17 17~30 间隙 c(mm) 0~2 0~3 0~4 钝边 p(mm) 0~2 0~3 0~4 45~55 坡口角度 α(°)
焊接坡口基本形式及尺寸

焊接坡口基本形式及尺寸焊接坡口是指将两个或多个金属构件的坡口部分通过焊接工艺连接在一起的一种连接方式。
焊接坡口的基本形式和尺寸有多种,下面将分别介绍。
1.直坡口:直坡口是最基本的焊接坡口形式,两个构件的端面制作成直线形状,焊接时直接将两个坡口相互靠拢进行焊接。
直坡口的尺寸通常包括坡口角度、坡口厚度、坡口准备面宽度等。
-坡口角度:坡口角度是坡口两个壁面的夹角,根据不同的构件和焊接要求,坡口角度可有不同的选择。
常用的坡口角度有30°、45°、60°等。
-坡口厚度:坡口厚度是指坡口两个壁面的厚度,也是整个焊缝的厚度。
坡口厚度取决于焊接金属的厚度以及焊接强度的要求,通常为焊件厚度的一半。
-坡口准备面宽度:坡口准备面宽度是指焊缝两个壁面之间的距离,也是焊缝的宽度。
坡口准备面宽度一般取决于焊缝的强度要求和焊接工艺要求,一般为焊缝厚度的3-5倍。
2.V型坡口:V型坡口是在直坡口基础上将坡口两个壁面斜切成V形的形式。
相比直坡口,V型坡口具有更高的焊接强度和焊缝质量,常用于对焊缝有较高强度要求的情况下。
-坡口角度:V型坡口的坡口角度一般较大,主要有60°、75°、90°等。
坡口角度的选择要根据焊接金属的性质以及焊接工艺要求进行调整。
-坡口厚度:V型坡口的坡口厚度与直坡口相同,取决于焊件的厚度和焊接强度要求。
-坡口准备面宽度:V型坡口的坡口准备面宽度与焊缝宽度相同,一般为焊缝厚度的3-5倍。
3.U型坡口:U型坡口是在直坡口的基础上将坡口两个壁面斜切成U形的形式。
U型坡口适用于焊接金属板较厚的情况,可以提高焊缝强度和焊接质量。
-坡口角度:U型坡口的坡口角度一般较小,常见的有30°、45°等。
坡口角度的选择要根据焊接金属的性质以及焊接工艺要求进行调整。
-坡口厚度:U型坡口的坡口厚度与直坡口相同,取决于焊件的厚度和焊接强度要求。
-坡口准备面宽度:U型坡口的坡口准备面宽度与焊缝宽度相同,一般为焊缝厚度的3-5倍。
z焊缝坡口的基本是形式和尺寸标准

一、埋弧焊焊缝坡口的基本形式和尺寸:二、手工电弧焊焊缝坡口的基本形式和尺寸:三、CO2焊焊缝坡口的基本形式和尺寸:说明:1、坡口形式和尺寸的编制依据了国家标准GB986、GB986和我厂的焊接生产实践。
2、焊缝类别和质量要求根据产品的设计和规范规定执行。
3、请结合产品的结构特征和质量要求仅供参考使用,并请反馈意见。
下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除!!!谢谢!!!1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。
钢板焊接坡口尺寸标准
钢板焊接坡口尺寸标准
一、坡口类型与尺寸
1.根据焊接工艺要求和钢板材质,选择合适的坡口类型,如V型、U型、X型
等。
2.坡口尺寸应满足焊接要求,包括坡口宽度、深度、长度等。
二、坡口角度与间隙
1.坡口角度根据钢板厚度和焊接工艺要求确定,一般采用60°~75°的角度。
2.间隙应符合焊接工艺要求,一般控制在2~3mm之间。
三、钝边尺寸与间隙
1.钝边尺寸根据钢板厚度和焊接工艺要求确定,一般采用1~2mm的钝边。
2.间隙应控制在1~2mm之间,以保证焊接质量。
四、坡口表面质量与处理
1.坡口表面应无毛刺、飞边、油污等杂质。
2.坡口表面应进行清理和打磨,去除氧化膜、锈迹等杂质,保证焊接质量。
五、坡口装配与焊接顺序
1.按照焊接工艺要求进行坡口装配,保证对口质量。
2.焊接顺序应按照先焊立焊,再焊平焊,最后焊仰焊的顺序进行。
六、焊缝检验与质量控制
1.对焊缝进行外观检查,应无气孔、夹渣、裂纹等缺陷。
2.对焊缝进行无损检测,如射线探伤、超声波探伤等,以保证焊接质量。
七、坡口加工精度与公差要求
1.坡口加工精度应符合焊接工艺要求,一般控制在±0.5mm以内。
2.公差要求根据焊接工艺要求确定,一般控制在±1mm以内。
八、坡口安全要求与环境保护
1.操作人员应佩戴防护用品,如防护眼镜、手套等。
2.焊接时应注意防止火灾、烫伤等事故的发生。
3.焊接后应及时清理现场,防止对环境造成污染。
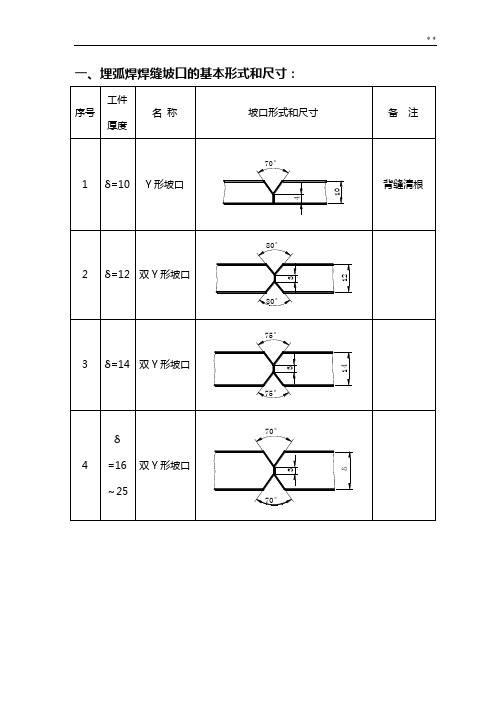
焊缝坡口的基本形式和尺寸标准规定
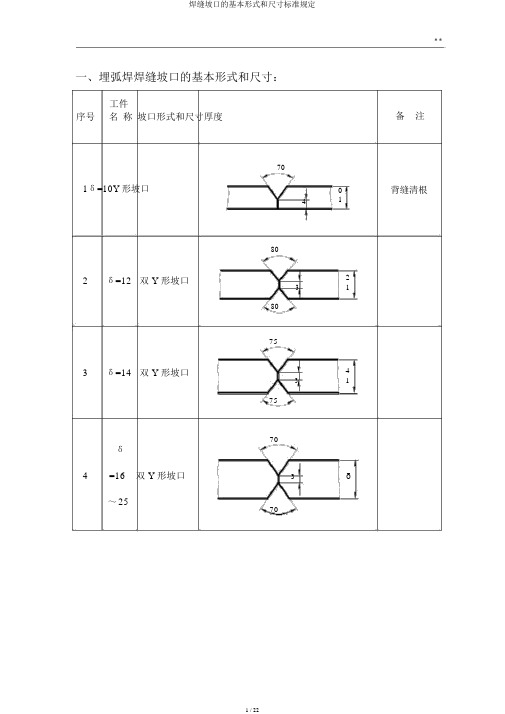
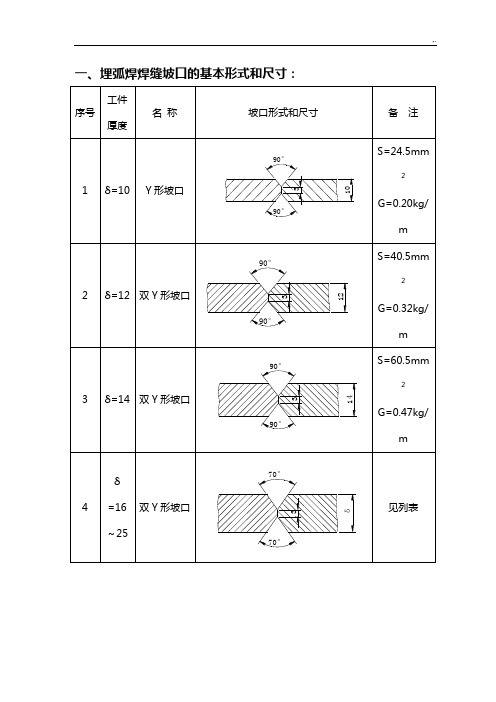
* *一、埋弧焊焊缝坡口的基本形式和尺寸:工件序号名称坡口形式和尺寸厚度70°1δ=10Y 形坡口041备注背缝清根80°2δ=12 双 Y 形坡口3δ=14 双 Y 形坡口δ4=16 双 Y 形坡口~25321 80°75°341 75°70°3δ70°带钝边双 U 5δ=26形坡口带钝边双 U 6δ=28形坡口带钝边双 U 7δ=30形坡口带钝边双 U 8δ=32形坡口10°10°12.35R45R12.320°10°10°12.65R45R12.620°10°10°13R545R1320°10°10°13.35R45R13.36282323 20°带钝边双 U 9δ=34形坡口带钝边双 U 10δ=36形坡口带钝边双 U 11δ=38形坡口带钝边双 U 12δ=40形坡口10°10°13.75R45R13.720°10°10°145R45R1420°10°10°14.45R45R14.420°10°10°14.7R545R14.720°4363834带钝边双 U 13δ=44形坡口带钝边双 U 14δ=50形坡口δ带长舌双面15=12单边V形坡~16口δ带长舌双面16=18单边V形坡~22口* * 10°10°15.45R445R415.420°10° 10°16.55R554R16.520°δ°40°444δ°355°344带长舌双面17δ=24J 形坡口带长舌双面18δ=25J 形坡口带长舌双面19δ=28J 形坡口* * 24°3700°3.151R4325°930.°31531R428°830.°3251R43* *30带长舌双面20δ=30J 形坡口°430 0.°3315R43二、手工电弧焊焊缝坡口的基本形式和尺寸:工件序号名称坡口形式和尺寸备注厚度80°1δ=6 Y形坡口6270°2δ=8 Y形坡口8260°3δ=10 Y形坡口1 24δ=12 Y 形坡口双 Y形坡5δ=14口* * 50°21260°2461双 Y形坡6δ=16口80°60°2761双 Y形坡7δ=18口80°50°2875°81双 Y形坡8δ=20口双 Y形坡9δ=22口双 Y形坡10δ=24口双 Y形坡11δ=25口双 Y形坡12δ=26口* * 50°22875°222970°50°242160°2521150°50°2621150°双 Y形坡13δ=28口UY 形坡14δ=30口UY 形坡15δ=32口UY 形坡16δ=34口UY 形坡17δ=35口50°2822150°10° 10°14.752R32150°10°10°14.752R234150°10° 10°15.12 5R435150°10° 10°15.152R536150°UY 形坡18δ=36口UY 形坡19δ=38口UY 形坡20δ=40口带长舌21δ=12 双单边 V形坡口带长舌δ双面单22=14边 V 形~2015.152R637150°10°10°15.42 5R838150°10°10°15.452R4250°125°0 0°522δ°45 54°2坡口2带长舌双面单23δ=22边 V 形坡口带长舌24δ=24 双面 J 形坡口带长舌25δ=25 双面 J 形坡口带长舌26δ=26 双面 J 形坡口带长舌27δ=28 双面 J 形坡口4°0 0°42224R35°0 03°22.21125R35°0°3252.1126R°530 03°228.1128R5°30°3242.21带长舌28δ=30 双面 J 形坡口带长舌29δ=12 单面 J 形坡口带长舌30δ=14 单面 J 形坡口带长舌31δ=16 单面 J 形坡口带长舌R35°30 0°312212220R.0°51231492R.°512316260.1°R5 1231832δ=18 单面 J 形坡口3230.R521°2带长舌33δ=20 单面 J 形坡口带长舌34δ=22 单面 J 形坡口带长舌35δ=24 单面 J 形坡口带长舌36δ=25 单面 J 形坡口带长舌37δ=26 单面 J 形坡口* * 20715.R511°2322215.R2°15322471.5R2°153225135R51°322631.5R3°1532* *28带长舌8138δ=28单面J形.53R51°坡口3230带长舌39δ=30单面J形R5坡口323.4115°三、 CO2焊焊缝坡口的基本形式和尺寸:工件序号名称坡口形式和尺寸备注厚度70°双 Y 形1δ=66坡口260°双 Y 形2δ=88坡口2双 Y 形3δ=10坡口双 Y 形4δ=12坡口双 Y 形5δ=14坡口双 Y 形6δ=16坡口双 Y 形7δ=18坡口* * 50°1250°21250°416280°50°617270°50°281860°双 Y 形9δ=20坡口双 Y 形10δ=22坡口双 Y 形11δ=24坡口双 Y 形12δ=25坡口* * 50°22960°50°222960°50°242150°50°2521150°双 Y 形13δ=26坡口双 Y 形14δ=28坡口UY 形坡15δ=30口UY 形坡16δ=32口* * 50°2621150°50°2822150°10° 10°14.725R32150°10°10°14.752R234150°UY 形坡17δ=34口UY 形坡18δ=35口UY 形坡19δ=36口UY 形坡20δ=38口* *10° 10°15.152R435150°10° 10°15.152R536150°10°10°15.12 5R637150°10°10°15.452R838150°UY 形坡21δ=40口带长舌δ双面单22=12边 V 形~18坡口带长舌δ双面单23=20边 V 形~22坡口δ带长舌24=24双面J~ 30形坡口δ带钝边25=8~单边V10形坡口* *10° 10°15.42 5R4250°δ°455°422δ°4°422δ°30°3R5222.11δ45°2δ带钝边26=12单边V~ 16形坡口δ带钝边27=18单边 V~ 20形坡口带长舌28δ=22单面J形坡口带长舌29δ=24单面J形坡口* *δ4°2δ35°222R51.522°13224R157.52°132带长舌30δ=25单面J形坡口带长舌31δ=26单面J形坡口带长舌32δ=28单面J形坡口带长舌33δ=30单面J形坡口* * 25R51351°3226R1535.°312328R518.53°13230R513.54°123说明:1 、坡口形式和尺寸的编制依照了国家标准GB986 、 GB986 和我厂的焊接生产实践。
焊缝坡口的基本形式和尺寸标准
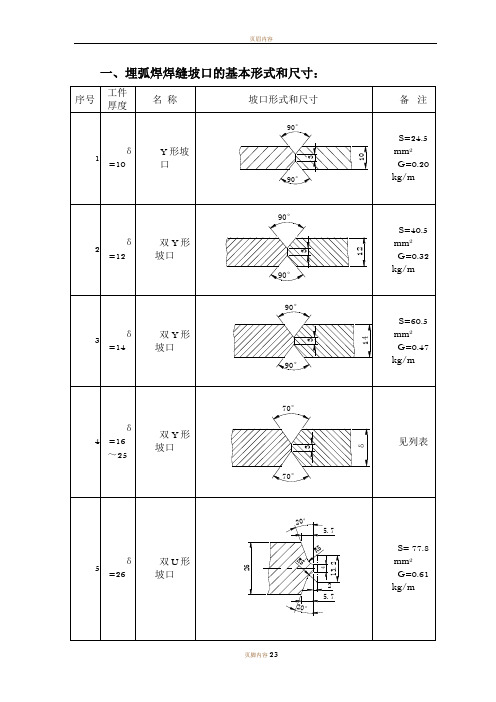
δ=38
双U形坡口
S=140.1mm2
G=1.1kg/m
12
δ=40
双U形坡口
S=153.4mm2
G=1.2kg/m
13
δ=44
双U形坡口
S=181.6mm2
G=1.43kg/m
14
δ=50
双U形坡口
S=227.8mm2
G=1.79kg/m
15
δ=60
双U形坡口
S=366.1mm2
G=2.87kg/m
δ=32
UY形坡口
16
δ=34
UY形坡口
17
δ=35
UY形坡口
18
δ=36
UY形坡口
19
δ=38
UY形坡口
20
δ=40
UY形坡口
21
δ=12
带长舌双单边V形坡口
22
δ=14~20
带长舌双面单边V形坡口
23
δ=22
带长舌双面单边V形坡口
24
δ=24
带长舌双面J形Biblioteka 口25δ=25带长舌双面J形坡口
26
δ=26
带长舌单面J形坡口
37
δ=26
带长舌单面J形坡口
38
δ=28
带长舌单面J形坡口
39
δ=30
带长舌单面J形坡口
三、CO2焊焊缝坡口的基本形式和尺寸:
序号
工件厚度
名 称
坡口形式和尺寸
备 注
1
δ=6
双Y形坡口
2
δ=8
双Y形坡口
3
δ=10
双Y形坡口
4
δ=12
双Y形坡口
5
焊缝坡口的基本形式和尺寸标准规定
双Y形坡口
12
δ=26
双Y形坡口
13
δ=28
双Y形坡口
14
δ=30
UY形坡口
15
δ=32
UY形坡口
16
δ=34
UY形坡口
17
δ=35
UY形坡口
18
δ=36
UY形坡口
19
δ=38
UY形坡口
20
δ=40
UY形坡口
21
δ=12
带长舌双单边V形坡口
22
δ=14~20
带长舌双面单边V形坡口
23
δ=22
18
δ=35
UY形坡口
19
δ=36
UY形坡口
20
δ=38
UY形坡口
21
δ=40
UY形坡口
22
δ=12~18
带长舌双面单边V形坡口
23
δ=20~22
带长舌双面单边V形坡口
24
δ=24~30
带长舌双面J形坡口
25
δ=8~10
带钝边单边V形坡口
26
δ=12~16
带钝边单边V形坡口
27
δ=18~20
带钝边单边V形坡口
双Y形坡口
3
δ=10
双Y形坡口
4
δ=12
双Y形坡口
5
δ=14
双Y形坡口
6
δ=16
双Y形坡口
7
δ=18
双Y形坡口
9
δ=20
双Y形坡口
δ=22
双Y形坡口
11
δ=24
双Y形坡口
12
δ=25
双Y形坡口
13
管道焊接常用的坡口形式和尺寸
管道焊接常用的坡口形式和尺寸管道焊接是在工业和建筑领域广泛应用的一种常见技术。
为了确保焊接的质量和可靠性,正确选择和处理坡口形式和尺寸至关重要。
本文将探讨一些管道焊接常用的坡口形式和尺寸,帮助读者更深入地了解并应用于实际工作中。
一、坡口形式1. V 型坡口V 型坡口是最常见的坡口形式之一。
它以字母V的形状切割管道端部,使焊缝呈角度状。
这种坡口形式适用于大多数焊接工艺,包括手工焊接、自动焊接和机器人焊接。
V 型坡口的焊缝面积较小,能够提供较高的焊缝强度。
2. U 型坡口U 型坡口与V 型坡口类似,但呈U形状。
它相对于其他坡口形式更容易焊接,并且焊缝密度更高,提供更好的密封性能。
这使得U 型坡口在压力较高和高温环境下得到广泛应用。
3. J 型坡口J 型坡口的形状类似于字母J,即一端平直,另一端与管道端部相连。
这种坡口形式适用于较轻负载和较低压力的应用,如低温或非压力容器。
4. X 型坡口X 型坡口由两个V 型坡口交叉形成,类似于字母X。
它可以提供更大的焊缝强度和接触面积,适用于对焊缝质量要求较高的场合。
二、坡口尺寸坡口尺寸是指坡口的几何参数,包括坡口宽度、坡口深度和坡口角度。
正确选择坡口尺寸对焊接的质量和可靠性至关重要。
1. 坡口宽度坡口宽度是指坡口的开口尺寸,通常取决于要连接的管道直径和壁厚。
对于相同的管道壁厚,较宽的坡口可以提供更大的接合面积和更好的焊接强度。
但是,坡口宽度过宽会增加焊接材料的使用量和焊接时间。
2. 坡口深度坡口深度是指坡口的切割深度,通常取决于管道壁厚和焊接方法。
较深的坡口可以提供更大的焊缝体积,有利于焊接材料的填充和渗透。
但是,坡口深度过深可能会导致焊接过程中的热变形和应力集中。
3. 坡口角度坡口角度是指坡口的切割角度,通常取决于焊接方法和焊接材料。
较大的坡口角度可以提供更大的接合面积和更好的焊接质量。
但是,坡口角度过大可能会导致焊接材料的扩散和不稳定。
个人观点和理解:管道焊接中,选择合适的坡口形式和尺寸对焊接质量至关重要。
各种焊缝坡口形式和尺寸大全

各种焊缝坡口形式和尺寸大全1 焊缝坡口焊缝坡口即焊缝和材料表面间的引出角,可以去除滋生在焊缝内部有害介质。
适当的焊缝坡口有利于外表面质量与提高焊接强度。
1.1 九种不同焊缝坡口形式1.等宽坡口:就是两个斜面的角度相等的坡口,其斜面成直角。
2.两圆弧坡口:一端连接焊缝,另一端与材料原始表层成直角,其中一端有圆弧曲线,但其角度不同。
3.对锥坡口:两斜面的锥角不等,锥角大的斜面面向焊缝尾端,一般用于两种不同金属板材的联接时,如钢、铝;4.V型坡口:V型坡口是在正常V型坡口上,将其一部分变形为等宽坡口,或者一部分变形为对锥坡口,以此来改变坡口深度。
5.U型坡口:与V型坡口类似,但护角位置比V型坡口更靠近焊缝尾部,是为了更好的保护作用;6.J型坡口:正常的J形坡口斜面在正面观察时可见到J形,也就是上面是圆弧形,下面是直线形,焊接时在焊缝尾底部有一个护角;7.梯形V型坡口:它的坡口斜面由两段组成,一段是锥角小的等宽坡口,一段是锥角大的V型坡口,一般用于厚板。
8.厚板V型坡口:它有两个斜面,并且两个斜面形成一定角度,斜面前面有一定宽度护体,用于厚板;9.弧形坡口:坡口斜面由一段弧形组成,也是专用于厚板的,两端的弧形通常是90度,但是也可以改变角度。
1.2 焊缝坡口尺寸1.焊缝坡口尺寸有等宽尺寸和锥角尺寸两种,等宽尺寸表示两斜面角度相同,焊缝尺寸只需要用一个数字表示;而锥角尺寸则需要两个数字来表示,第一个数字表示较小斜面的角度,第二个数字表示较大斜面的角度。
2.焊缝坡口尺寸一般设置在2度-22.5度之间,根据材料、应力和热影响等因素,可选取合适的焊缝坡口尺寸。
3.焊缝坡口的深度一般小于焊缝的厚度,焊接工艺要求,一般深度应不小于0.5mm;且坡口深度过深,也会导致强度不佳,甚至损害焊接质量,所以要控制好深度。
目前而言,选取合适的焊缝坡口不仅有利于提升焊接性能,也有利于外表面质量与提高焊接强度,从而达到更有效率,更结实稳固的焊接效果。
管道焊接件的常见坡口及尺寸

类型二:U型坡口
总结词
U型坡口适用于厚壁管道或压力容器的焊接,能够保证焊透并减少焊接变形。
详细描述
U型坡口形状类似于字母“U”,开口较大,适用于厚壁管道或压力容器的焊接。由于其较大的开口能够保证焊 缝的焊透,因此常用于重要结构的焊接。同时,U型坡口的设计还能减少焊接变形,提高焊接质量。
类型三:J型坡口
利用高温火焰将管道切割成所需的坡 口形状和尺寸。
详细描述
使用氧-乙炔或等离子切割机,通过高 温火焰将管道切割成所需的坡口形状 和尺寸。该方法操作简单,适用于现 场加工。
方法三:等离子切割法
总结词
利用高温等离子弧将管道切割成所需的坡口形状和尺寸。
详细描述
使用等离子切割机,通过高温等离子弧将管道切割成所需的坡口形状和尺寸。该方法切 割速度快,精度高,适用于各种材料的管道切割。
双V型坡口适用于大厚度板材的焊接,能够减小焊接难度并提高焊接效率。
详细描述
双V型坡口由两个V型坡口组成,中间留有间隙。这种坡口适用于大厚度板材的 焊接,通过减小一次焊接的厚度,减小焊接难度,提高焊接效率。同时,间隙 的存在有助于熔渣和气体排出,改善焊缝质量。
类型五:复合型坡口
总结词
复合型坡口结合了多种坡口形式的特点 ,适用于特殊结构的焊接。
,需要根据实际情况进行选择和调整。
03 管道焊接件坡口制作方法
方法一:机械加工法
总结词
通过机械切削的方式,将管道切割成 所需的坡口形状和尺寸。
详细描述
使用车床、铣床或刨床等机械设备, 对管道进行精确的切削加工,以获得 所需的坡口形状和尺寸。该方法精度 高,适用于批量生产。
方法二:火焰切割法
总结词
要点二
《埋弧焊焊缝坡口的基本形式和尺寸》

《埋弧焊焊缝坡口的基本形式和尺寸》一、引言埋弧焊是一种常用的焊接方法,广泛应用于各个行业。
在进行埋弧焊时,焊缝坡口的处理是非常重要的一步。
本文将介绍埋弧焊焊缝坡口的基本形式和尺寸,以帮助读者了解和掌握焊缝坡口的设计和加工。
二、焊缝坡口的基本形式焊缝坡口是为了提供焊接材料的填充空间和加强焊缝连接而设计的。
根据焊接要求和工件的形状,焊缝坡口可以分为以下几种基本形式:1. V形坡口:V形坡口是最常见的焊缝坡口形式之一,它的截面形状呈V字型。
V形坡口适用于大多数材料和焊接位置,可以提供良好的焊接通道,并且焊接强度较高。
2. X形坡口:X形坡口也是一种常见的焊缝坡口形式,其截面形状呈X字型。
X形坡口适用于焊接薄板和管道等场合,可以增加焊接强度和稳定性。
3. U形坡口:U形坡口的截面形状呈U字型,适用于对焊缝强度要求不高的场合,如对焊缝的密封性要求较高的情况。
4. J形坡口:J形坡口的截面形状呈J字型,适用于焊接角连接或封头焊接等情况。
J形坡口可以提高焊接强度和可靠性。
5. Y形坡口:Y形坡口的截面形状呈Y字型,适用于焊接管道和容器等需要加强连接的场合。
三、焊缝坡口的尺寸焊缝坡口的尺寸是根据焊接材料的厚度和焊接要求来确定的。
一般来说,焊缝坡口的尺寸包括坡口角度、坡口深度和坡口宽度等。
1. 坡口角度:坡口角度是指焊缝坡口两侧的夹角,常用的坡口角度有30度、45度和60度等。
坡口角度的选择应根据焊接材料的厚度、材料的性质和焊接要求来确定。
2. 坡口深度:坡口深度是指焊缝坡口的深度,一般为焊接材料的厚度的一半或三分之二。
坡口深度的选择应根据焊接材料的性质和焊接要求来确定。
3. 坡口宽度:坡口宽度是指焊缝坡口的宽度,一般为焊接材料的厚度的一半或三分之二。
坡口宽度的选择应根据焊接材料的性质和焊接要求来确定。
四、总结焊缝坡口的设计和加工对于焊接质量和焊接强度具有重要影响。
在进行埋弧焊时,根据焊接要求和工件的形状,选择适合的焊缝坡口形式和尺寸是至关重要的。
管道焊接常用的坡口形式和尺寸

管道焊接常用的坡口形式和尺寸表3-273-27 钢制管道焊接坡口的形式和尺寸钢制管道焊接坡口的形式和尺寸项 次 厚度T(mm) 坡口名称坡口名称坡口形式坡口形式坡 口 尺 寸备 注 间隙c(mm)钝边p(mm)坡口角度坡口角度α(β)(°)(°)1 1~3I型坡口型坡口0~1.5— —单面焊单面焊3~6 0~2.5 双面焊双面焊2 3~9Y形坡口形坡口0~2 0~2 65~75 9~26 0~3 0~3 55~653 6~9带垫板V形坡口形坡口3~5 0~245~559~26 4~6 0~24 12~60 X形坡口形坡口0~3 0~3 55~655 20~60 双V形坡口形坡口0~3 1~365~75(8~12)6 20~60 U形坡口形坡口0~3 1~3 (8~12)7 2~30 T形接头形接头I形坡口形坡口0~2 — —8 6~10T型接头型接头单边V型坡口型坡口0~2 0~245~55 10~17 0~3 0~317~30 0~4 0~4·1··2·9 20~40T 形接头形接头 对称K 形接口形接口0~3 2~3 45~5510管径管径φ≤76管座坡口管座坡口2~3 —50~60(30~35)11 管径管径 φ76~133管座坡口管座坡口2~3 — 45~6012 法兰角焊接头法兰角焊接头— — —K=1.4T ,且不大于颈部厚度;E=6.4,且不大于T 13 承插焊接法兰承插焊接法兰1.6K=1.4T ,且不大于颈部厚度部厚度14 承插焊接接头承插焊接接头1.6K=1.4T ,且不小于3.2。
常见焊接坡口图解,直观的一目了然!!

常见焊接坡⼝图解,直观的⼀⽬了然!!
为了保证焊接质量,在焊接前对⼯件需要焊接处进⾏的加⼯,可以⽓割,也可以切削⽽成,⼀般为斜⾯,有时也为曲⾯。
⽐如两块厚10mm的钢板要对焊到⼀起,为了焊缝牢固,会在板边缘铣出倒⾓,这个就叫开坡⼝。
由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡⼝形状
也不尽相同,⼀般坡⼝形式分为K型、V型、I型、U型、X型等
坡⼝的⼏何尺⼨
(1)坡⼝⾯
待焊件上的坡⼝表⾯叫坡⼝⾯。
(2)坡⼝⾯⾓度和坡⼝⾓度
待加⼯坡⼝的端⾯与坡⼝⾯之间的夹⾓叫坡⼝⾯⾓度,两坡⼝⾯之间的夹⾓叫坡⼝⾓度。
(3)根部间隙
焊前在接头根部之间预留的空隙叫根部间隙。
其作⽤在于打底焊时能保证根部焊透。
根部间隙
⼜叫装配间隙。
(4)钝边
焊件开坡⼝时,沿焊件接头坡⼝根部的端⾯直边部分叫钝边。
钝边的作⽤是防⽌根部烧穿。
(5)根部半径在J形、U形坡⼝底部的圆⾓半径叫根部半径。
它的作⽤是增⼤坡⼝根部的空间,
以便焊透根部。
常见坡⼝形式
带钝边单边V型坡⼝:
K型坡⼝:
I型坡⼝:
V型坡⼝:
X型坡⼝:
J型坡⼝:
图:单J型坡⼝
图:双J型坡⼝
U型坡⼝:
图:单U型坡⼝
图:双U型坡⼝
开坡⼝的主要作⽤是为了保证焊缝根部焊透,使焊接热源能深⼊接头根部,以保证接头质量。
同时坡⼝还能起到调节基本⾦属与填充⾦属⽐例的作⽤
来源:国际⾦属在线。