生产线异常情况反馈表
车间每日生产异常信息反馈表(2月20日更新)
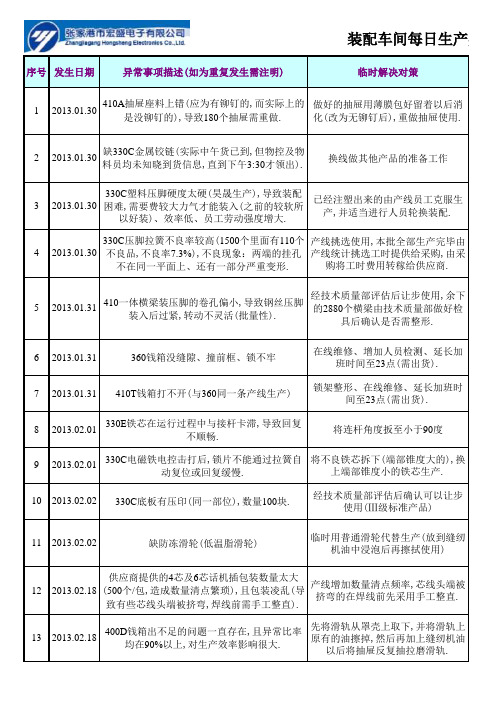
12013.01.30410A抽屉座料上错(应为有铆钉的,而实际上的是没铆钉的),导致180个抽屉需重做.做好的抽屉用薄膜包好留着以后消化(改为无铆钉后),重做抽屉使用.22013.01.30缺330C金属铰链(实际中午货已到,但物控及物料员均未知晓到货信息,直到下午3:30才领出).换线做其他产品的准备工作32013.01.30330C塑料压脚硬度太硬(昊晟生产),导致装配困难,需要费较大力气才能装入(之前的较软所以好装)、效率低、员工劳动强度增大.已经注塑出来的由产线员工克服生产,并适当进行人员轮换装配.42013.01.30330C压脚拉簧不良率较高(1500个里面有110个不良品,不良率7.3%),不良现象:两端的挂孔不在同一平面上、还有一部分严重变形.产线挑选使用,本批全部生产完毕由产线统计挑选工时提供给采购,由采购将工时费用转稼给供应商.52013.01.31410一体横梁装压脚的卷孔偏小,导致钢丝压脚装入后过紧,转动不灵活(批量性).经技术质量部评估后让步使用,余下的2880个横梁由技术质量部做好检具后确认是否需整形.62013.01.31360钱箱没缝隙、撞前框、锁不牢在线维修、增加人员检测、延长加班时间至23点(需出货).72013.01.31410T钱箱打不开(与360同一条产线生产)锁架整形、在线维修、延长加班时间至23点(需出货).82013.02.01330E铁芯在运行过程中与接杆卡滞,导致回复不顺畅.将连杆角度扳至小于90度92013.02.01330C电磁铁电控击打后,锁片不能通过拉簧自动复位或回复缓慢.将不良铁芯拆下(端部锥度大的),换上端部锥度小的铁芯生产.102013.02.02330C底板有压印(同一部位),数量100块.经技术质量部评估后确认可以让步使用(Ⅲ级标准产品)112013.02.02缺防冻滑轮(低温脂滑轮)临时用普通滑轮代替生产(放到缝纫机油中浸泡后再擦拭使用)122013.02.18供应商提供的4芯及6芯话机插包装数量太大(500个/包,造成数量清点繁琐),且包装凌乱(导致有些芯线头端被挤弯,焊线前需手工整直).产线增加数量清点频率,芯线头端被挤弯的在焊线前先采用手工整直.132013.02.18400D钱箱出不足的问题一直存在,且异常比率均在90%以上,对生产效率影响很大.先将滑轨从罩壳上取下,并将滑轨上原有的油擦掉,然后再加上缝纫机油以后将抽屉反复抽拉磨滑轨.。
生产反馈表

生产反馈表Real-time Problem solved Instruction生产线问题/异常处理Process Owner:起草者:Approved by:批准者1.Purpose目的This procedure describes how to deal with production problem/issue in order to continually improve..此程序描述了如何对生产中出现的问题/异常进行处理,达到持续改进之目的.2.Scope范围This procedure is applicable to all production lines.本程序适用于全部生产线3.Reference参考ISO9001:2000 Procedures程序HTPSV-04-PQP-001Control of document文件控制HTPSV-04-PQP-002Control of Quality & Environmental Records质量和环境记录的控制HTPSV-04-PQP-023Corrective and preventive action纠正和预防措施HTPSV-04-PQP-038Inspection and Test Status Control Procedure检验和试验状态控制程序HTPSV-04-PQP-043Data Analysis and Continuous Improvement数据分析与持续改善4.Procedure程序4.1Problem classification & responsibilities异常情况分类与与责任4.1.1 Testing problem:the problem occur form line inspections测试问题:在生产线测试中发生的问题Responsible:Engineering Department主导:工程部4.1.2 Facilities Problem:the problem occur from the facilities设备问题Responsible:Engineering Department,F&M主导:工程部和F&M部门4.1.3 Process problem:the problem occur from the process exclude line inspections过程问题:除在线检验外的过程问题Responsible:PE主导:PE4.1.4Quality problem:the problem occur for the product quality品质问题:Responsible:QE主导:品质工程师4.1.5Material question:the problem occur from the incoming材料问题:生产线发生材料问题Responsible:Buyer主导:采购4.2The problem handle and meeting异常情况的处理及会议4.2.1. Notify the technician to resolve when there are wrong having been found. 生产线在发现异常情况后,应立即通知生产技术员处理.4.2.2The production supervisor shall send the information to the responsible engineer when the technician can not handle.The production supervisor calls for IE,QE,PE,and ME coming to the spot and have a decision for the problem sort.Should report to the Production manager when the responsible engineer is not available.生产技术员不能处理时,向主管反映.生产主管召集IE,QE,PE和ME 到现场,并共同判断异常情况类型,生产线提出,《生产线异常反映单》主管通知相关的主导工程师.在无法通知到主管工程师时,或主管工程师无法到达时,主管应向生产经理汇报.4.2.3The responsible engineer may form across function team to solve the problem.主导工程师可以提出组成多功能小组,确定人员以解决问题4.2.4The responsible engineer arrange the meeting and offer the containment action.主导工程师负责会议安排和提出临时措施.4.2.5The production supervisor and QE are responsible for effecting the containment action.生产主管和QE负责对临时改善措施的执行和监督。
生产异常反馈单完整版

2、原因分析:
确认: 审核:
责任部门填写
3、临时或立即改善解决方案:
确认: 审核:
4、最终处理结果:
确认:审核:
5、防止再次发生解决方案:
确认: 审核:
反馈流程:
1、生产组长在发生生产异常时应立即报告车间主管,并通知现场技术或品质人员进行确认,以及提交【生产异常反馈单】。
2、各部门在接到【生产异常反馈单】后应及时进行原因分析和采取改善方案,及时解决或改善异常问题以保障正常生产。
生产异常反馈单
生产异常反馈单
生产订单
产品型号
物料名称
反馈部门
发生时间
反馈人
数量
不良数
不良率
影响度
较严重 一般轻微
待工人数
停工人数
停工时间
异常工时
异常类型
计划异常
设备异常
物料异常
工艺异常
其它
1、异常情况描述:
确认:审核:
原因分析与建议
材料/零件来料不良 设备模具异常
作业人员操作不当
工艺问题
设计问题
质量问题
生产线异常反馈单模板

序号 生产线 产品名称 异常情况描述
异常时间
起始
恢复
异常情况对成品产出影响 情况描述
异常原因 (制造部填写)
制造部协调结果 (制造部填写)
备注
岛田清洗机厂家 1 XX08线 白鲨2.4L 对清洗机进行整 2020年3月7日
改调整
未知Байду номын сангаас
现没有有清洗机清洗,清 洁度严格,超声波清洗清
无法使用
丝孔和轴承孔可以再天润 双头法兰加工,铣键槽没
有地方加工
反馈时间 (制造部填写)
洁度不足
2
XX08线
白鲨2.4L
勇克磨床区域圆 度、直线度超差
2020年3月13日
3
XX08线
白鲨2.4L
机械手R1正在逻 辑整改
2020年3月10日
大连双头法兰机
4
XX08线
白鲨2.4L
床丝孔位置度、 轴承孔位置度超
2020年3月1日
差
未知 未知 未知
无法加工,勇克厂家整改
R1下属的(大连加工中心 、车拉主轴、高速外铣)
生产进度异常原因分析表
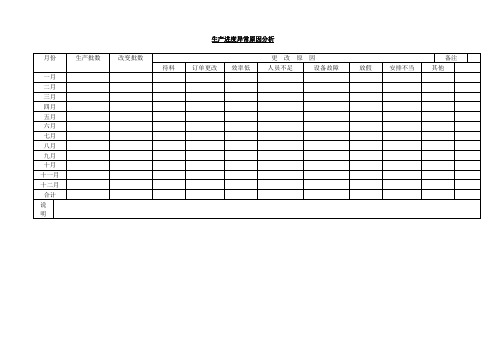
生产进度异常原因分析
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
《合同条件》是根据《中华人民共和国合同法》,对双方权利义务作出的约定,除双方协商同意对其中的某些条款作出修改、补充或取消外,都必须严格履行。
《协议条款》是按《合同条件》的顺序拟定的,主要是为《合同条件》的修改、补充提供一个协议的格式。
双方针对工实际情况,把对《合同条件》的修改、补充和对某些条款不予采用的一致意见按《协议条款》的格式形成协议。
《合同条件》和《协议条款》是双方统一意愿的体现,成为合同文件的组成部分。
产品质量异常反馈单

3.防止不良再流出对策
暂定
暂定
恒久
恒久
生产现场不良流出防止对策
生产现场防止不良再现对策:
改善后第一次检查确认年月日
改善后第二次检查年月日
检查数:
不良台数
不良程度
检查数:
不良台数
不良程度
NO
不良内容
严重
一般
轻微
NO
不良内容
严重
一般
轻微
确认:
跟踪人:
确认:
跟踪人:
备注:
文件的更改:作业指导书生产流程图检验指导书其他()
质量异常反馈记录表
产品名称:
批号:
数量:
产品编号:
检验员:
检验日期:
联络部门/公司名称
造成损失:有无
要求回复日期:
批准:
检查数:
台数
不良描述(可附简图)
NO
不良内容
严重
一般
轻微
1.原因分析:
A、技术上的问题
B、产品零件的问题
C、工程ቤተ መጻሕፍቲ ባይዱ设计上的问题
D、指导者/作业者的问题
E、管理体制的问题
F、其它
最终检查其流出原因:
注:可以附加说明页
产线异常统计分析表

制
处理措施 重新槽 延长制绒时间 增加补液量 关闭一个制绒槽且更换清水槽槽液 反映给质检部 排液重新配槽 加强预清洗 制绒槽轮流排液换液,重新配液 补酸,交接班时一定要认真到位 监控绒面质量及减薄量 洗槽重新配液 加大预清洗补液频率以及制绒槽的补药量后发白 现象有改善,但由于片源的原因制绒始终不能做 预清洗加细抛后好转 立刻更换HCL槽,对未到扩散的硅片进行过酸处理。 通知设备并对没吹干片进行返工处理。 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
印
刷
多晶
产线异常描述 烧结不稳定 效率较低(UOC、ISC低,漏电大) 低效比例高 效率较低 效率偏低(UOC、ISC低) 效率偏低(Rs大) 效率下降(UOC、ISC低) 原因分析 烧结温度上不去,抽风太大 留存片较多 由于片子走位偏差报警,探针压不 准,有部分片子测试数据错误,导致 换新浆料时的浆料,并未搅拌24小时 以上,并与刮刀刮条上的旧浆料混 片源问题,鼎力B类片 对比为烧结问题 对比为三道异常
单晶
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 产线异常描述 出现发白片 更换片源(薄片)后出现发白片 出现发白片 水纹片 效率波动较大 水纹片 制绒后表面较脏 制绒有发白和水纹片 测试酸洗槽发现基本呈中性 接班效率不高,低效较多 7号槽片子发白,且酸洗后不脱水 特采片表面油污,且制绒后会有发白 制绒后发白 原因分析 槽体未清洗干净 制绒时间不够 补液量不够 开5个制绒槽导致片子制好绒后不能及时放 入清水槽,制绒时间久绒面大,导致片子 脱水后硅酸钠残留在片子上洗不掉,出现 水纹印 使用常州有则硅片,内部存在很多油污片 槽液使用时间过长,导致片子脱水后硅酸 钠残留在片子上洗不掉,出现水纹印 更换片源为宏基B类片 未及时换液 酸洗槽换液进水一直打开,交接班不清楚 排查为绒面较差 槽体未洗干净,或者员工配液时多加了IPA 片源问题
生产异常反馈单
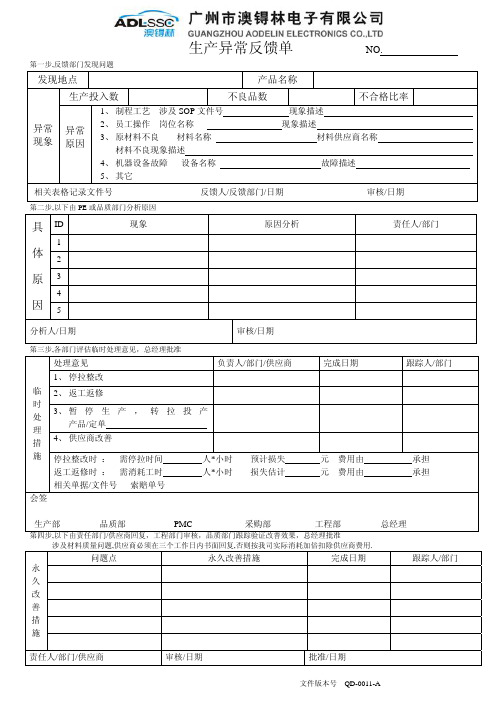
生产异常反馈单 NO.
文件版本号 QD-0011-A
第一步,反馈部门发现问题
发现地点
产品名称
生产投入数
不良品数
不合格比率
异常现象 异常原因
1、 制程工艺 涉及SOP 文件号 现象描述
2、 员工操作 岗位名称 现象描述
3、 原材料不良 材料名称 材料供应商名称
材料不良现象描述 4、 机器设备故障 设备名称 故障描述 5、 其它
相关表格记录文件号 反馈人/反馈部门/日期 审核/日期
第二步,以下由PE 或品质部门分析原因
ID 现象 原因分析
责任人/部门
1 2 3 4 具体原因
5
分析人/日期
审核/日期
第三步,各部门评估临时处理意见,总经理批准
处理意见 负责人/部门/供应商 完成日期 跟踪人/部门 1、 停拉整改 2、 返工返修
3、 暂停生产,转拉投产
产品/定单 4、 供应商改善
临时处理措施
停拉整改时 : 需停拉时间 人*小时 预计损失 元 费用由 承担 返工返修时 : 需消耗工时 人*小时 损失估计 元 费用由 承担 相关单据/文件号 索赔单号
会签
生产部 品质部 PMC 采购部 工程部 总经理
第四步,以下由责任部门/供应商回复,工程部门审核,品质部门跟踪验证改善效果,总经理批准
涉及材料质量问题,供应商必须在三个工作日内书面回复,否则按我司实际消耗加倍扣除供应商费用.
问题点
永久改善措施
完成日期
跟踪人/部门
永久改善措施
责任人/部门/供应商 审核/日期
批准/日期。
生产主管生产异常报告表

生产主管生产异常报告表1. 异常报告信息- 报告编号:[报告编号]- 报告日期:[报告日期]2. 生产信息- 产品名称:[产品名称]- 生产批次:[生产批次]- 生产日期:[生产日期]- 生产主管:[生产主管姓名]3. 异常信息描述生产过程中的异常情况,并提供详细信息,包括但不限于以下方面:- 异常类型:[异常类型,例如设备故障、人员缺失等]- 异常描述:[详细描述异常情况,包括出现时间、地点、相关人员等]- 影响范围:[异常情况对生产过程和产品质量的影响范围]- 处理措施:[采取的处理措施,包括紧急措施和长期解决方案] - 处理结果:[异常情况的处理结果,包括恢复生产、修复设备等]4. 效果评估评估异常情况的处理效果,包括但不限于以下方面:- 生产进度:[异常处理对生产进度的影响,包括延迟、加班等] - 产品质量:[异常处理对产品质量的影响,包括废品率、客户投诉等]- 成本控制:[异常处理对成本控制的效果,包括维修费用、人力成本等]5. 处理建议基于异常报告的情况和评估结果,提出相应的处理建议,包括但不限于以下方面:- 预防措施:[避免类似异常情况再次发生的预防措施]- 改进建议:[提出对于生产流程、设备优化或人员培训等方面的改进建议]- 监测机制:[建议建立相应的异常监测机制,及时发现和处理异常情况]6. 备注- [其他需要说明的事项]以上为生产主管生产异常报告表的内容,请认真填写并及时提交。
如有任何疑问,请随时与生产管理部门联系。
谢谢合作!注意事项:- 请务必填写完整准确的信息,确保报告的可靠性和准确性。
- 异常报告应及时提交,以保证异常情况能够得到及时解决。
- 在填写异常报告时,应避免任何不准确或不真实的陈述,以确保报告的可信度。
生产异常反馈表,统计表

确定异常处理完成时 间(年月日时分)
生管办:
接收时间:年 异常发生 时间 异常鉴定 部门 生 批产 示总 监
月
日
时
分 影响出 勤人数 鉴定意
分
异常结案时 间
鉴定人
影响总工时 损失金额
【标准】: 1 、 生产异常处理表单流向:异常部门→责任部门→厂办; 2、品质异常或批量质量事故、批量(按班组30%以上)人员请假或旷工、浆釉料一定时期内的异常变化、新装模具不能按时上浆。 3、异常发生后,生产车间应立即组织相关责任部门或人员到异常发生地点现场处理问题,责任人10分钟到现场处理异常.,不得有任何理由推托,没在公 司的可委托人员代理,就异常问题现场制定应对措施,不能够现场立即处理的,由异常部门填写《生产异常处理单》与责任部门,各相关责任部门在现场 确认处理完成时间并将承诺的异常完成处理时间填写在《生产异常处理单》上;各相关责任部门按现场的应急处理措施或规定完成时间执行,由异常部门 跟进,异常按期处理完成后交厂办调度处统计、结案。 4、如果生产异常提交直属部门或协办部门无法按期完成的,将《生产异常处理单》提交厂办组织相关部门处理或逐级上报公司高层。 5、本着预防为主的原则,当车间人员、浆料、设备、模具等一切生产资料在一定时期内出现的异常变化,也应视作异常状况进行处理,并及时将异常发生 的起始时间、异常发生的原因分析、异常发生后的影响和应对措施及时上报厂办。 5、异常部门对停工时间和异常数据进行统计并交责任部门签字确认;由异常部门负责人把经过双方确认的《生产异常反馈单》于第二日10:00前交厂办计 划员,并由计划员对生产异常原因分类,每周进行统计,在管理变革周例会上公布。 【制约】: 、车间主任每天检查生产车间异常填报情况。 2、厂办不定期检查生产车间异常填报与处理情况。 3、稽核部不定期检查生产车间异常填报与处理情况。 【责任】: 、未按要求填报《生产异常处理单》的,处罚责任人5元/次。 2、接到异常通报后,未及时采取纠正与预防措施的,处罚责任人10元/次。 3、对于未按要求及时处理异常情况导致重大生产事故的,将依照公司相关制度给予从严处理。 4、所有生产异常由异常部门联络单未提交厂办生产调度结案的,处罚责任人10元/次 1
现场质量异常反馈表(1)
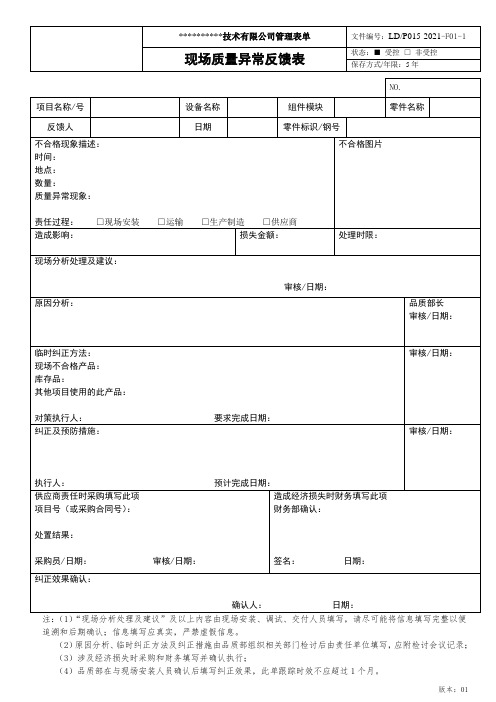
项目名称/号
设备名称
组件模块
零件名称
反馈人
日期
零件标识/钢号
不合格现象描述:
时间:
地点:
数量:
质量异常现象:
责任过程:□现场安装 □运输 □生产制造 □供应商
不合格图片
造成影响:
损失金额:
处理时限:
现场分析处理及建议:
审核/日期:
原因分析:
品质部长
审核/日期:
临时纠正方法:
现场不合格产品:
库存品:
(2)原因分析、临时纠正方法及纠正措施由品质部组织相关部和财务填写并确认执行;
(4)品质部在与现场安装人员确认后填写纠正效果,此单跟踪时效不应超过1个月。
其他项目使用的此产品:
对策执行人: 要求完成日期:
审核/日期:
纠正及预防措施:
执行人: 预计完成日期:
审核/日期:
供应商责任时采购填写此项
项目号(或采购合同号):
处置结果:
采购员/日期: 审核/日期:
造成经济损失时财务填写此项
财务部确认:
签名: 日期:
纠正效果确认:
确认人: 日期:
注:(1)“现场分析处理及建议”及以上内容由现场安装、调试、交付人员填写,请尽可能将信息填写完整以便追溯和后期确认;信息填写应真实,严禁虚假信息。