气保焊丝标准
气保焊丝成品标准

锦州锦泰金属工业有限公司文件记录书锦州锦泰金属工业有限公司________________________________________________________________________________ 1适用范围本标准适用于碳钢、低合金钢熔化极气体保护电弧焊用的实芯焊丝和用于钨极气体保护电弧焊和等离子弧焊的填充焊丝(简称焊丝)。
本标准规定了实芯焊丝和填充焊丝产品的技术要求、包装要求的要求。
2依据标准2.1GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝2.2AWS A5.18 Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding2.3AWS A5.28 Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding 2.4JIS Z3312 MAG welding solid wires for mild steel and high strength steel2.5GB/T 3323钢熔化焊对接接头射线照相和质量分级2.6GB/T 2652焊缝及熔敷金属拉伸试验方法2.7GB/T 2650焊接接头冲击试验方法3焊丝种类如附件5.1所示4成品特性4.1技术要求4.1.1焊丝化学成分符合附件5.2的规定。
4.1.2焊丝熔敷金属力学性能4.1.2.1熔敷金属拉伸试验结果符合附件5.3的规定。
4.1.2.2熔敷金属V型缺口冲击试验结果符合附件5.4的规定。
4.1.3焊丝焊缝射线探伤符合GB/T 3323中的Ⅱ级规定。
4.1.4焊丝的尺寸及允许偏差4.1.4.2填充焊丝的长度为1000±2mm,水平位置最大翘起高度≤2mm。
4.1.5焊丝的表面质量4.1.5.1焊丝表面须光滑平整,不应有毛刺、刮痕、锈蚀和氧化皮等现象,也不应有其他对焊接性能或焊接设备操作性能具有不良影响的杂质。
co2气体保护焊丝标准

co2气体保护焊丝标准
CO2气体保护焊丝标准。
CO2气体保护焊丝是一种常用的焊接材料,广泛应用于金属结构的焊接中。
作
为一种重要的焊接材料,CO2气体保护焊丝的标准化对于保证焊接质量、提高生
产效率至关重要。
本文将就CO2气体保护焊丝的标准进行详细介绍,希望能够为
相关行业提供参考。
首先,CO2气体保护焊丝的标准化是为了保证焊接质量。
标准化的焊丝能够保
证其化学成分和机械性能的稳定性,从而确保焊接接头的牢固性和耐腐蚀性。
此外,标准化还可以规范焊丝的外观质量和包装要求,提高产品的一致性和可追溯性,为焊接质量的控制提供了重要的保障。
其次,CO2气体保护焊丝的标准化有利于提高生产效率。
标准化的焊丝在生产
过程中具有更好的可焊性和稳定的电弧特性,能够有效降低焊接过程中的飞溅和气孔率,提高焊接速度和生产效率。
此外,标准化还可以规范焊接工艺参数和操作要求,为生产过程的管理和控制提供了依据,有助于提高生产效率和降低生产成本。
最后,CO2气体保护焊丝的标准化对于促进行业发展具有重要意义。
通过制定
统一的标准,可以促进行业技术的进步和产品质量的提高,提升企业竞争力和市场地位。
同时,标准化还可以促进国际贸易和技术交流,为行业的健康发展提供了有力支持。
综上所述,CO2气体保护焊丝的标准化对于保证焊接质量、提高生产效率和促
进行业发展具有重要意义。
希望相关行业能够重视标准化工作,加强标准制定和执行,推动CO2气体保护焊丝行业朝着规范化、专业化和国际化的方向发展。
CO2气体保护焊接工艺参数图标焊缝符号说明及工艺参数
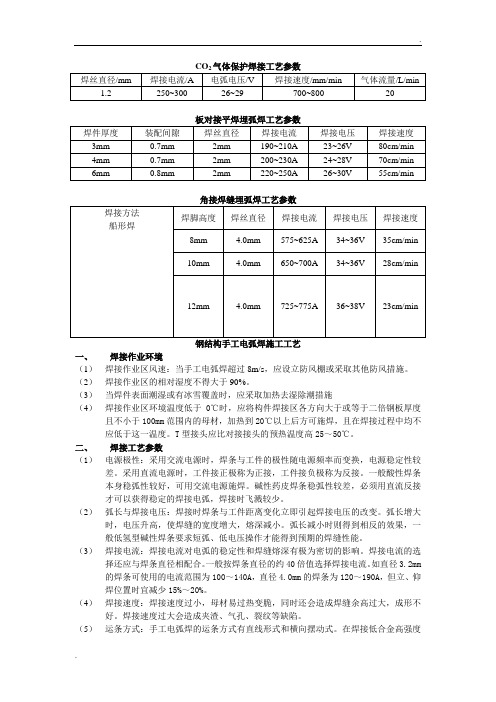
角接焊缝埋弧焊工艺参数一、焊接作业环境(1)焊接作业区风速:当手工电弧焊超过8m/s,应设立防风棚或采取其他防风措施。
(2)焊接作业区的相对湿度不得大于90%。
(3)当焊件表面潮湿或有冰雪覆盖时,应采取加热去湿除潮措施(4)焊接作业区环境温度低于0℃时,应将构件焊接区各方向大于或等于二倍钢板厚度且不小于100mm范围内的母材,加热到20℃以上后方可施焊,且在焊接过程中均不应低于这一温度。
T型接头应比对接接头的预热温度高25~50℃。
二、焊接工艺参数(1)电源极性:采用交流电源时,焊条与工件的极性随电源频率而变换,电源稳定性较差。
采用直流电源时,工件接正极称为正接,工件接负极称为反接。
一般酸性焊条本身稳弧性较好,可用交流电源施焊。
碱性药皮焊条稳弧性较差,必须用直流反接才可以获得稳定的焊接电弧,焊接时飞溅较少。
(2)弧长与焊接电压:焊接时焊条与工件距离变化立即引起焊接电压的改变。
弧长增大时,电压升高,使焊缝的宽度增大,熔深减小。
弧长减小时则得到相反的效果,一般低氢型碱性焊条要求短弧、低电压操作才能得到预期的焊缝性能。
(3)焊接电流:焊接电流对电弧的稳定性和焊缝熔深有极为密切的影响。
焊接电流的选择还应与焊条直径相配合。
一般按焊条直径的约40倍值选择焊接电流。
如直径3.2mm 的焊条可使用的电流范围为100~140A,直径4.0mm的焊条为120~190A,但立、仰焊位置时宜减少15%~20%。
(4)焊接速度:焊接速度过小,母材易过热变脆,同时还会造成焊缝余高过大,成形不好。
焊接速度过大会造成夹渣、气孔、裂纹等缺陷。
(5)运条方式:手工电弧焊的运条方式有直线形式和横向摆动式。
在焊接低合金高强度结构钢材,要求焊工采用多层多道的焊接方法,在立焊位置摆动幅度不允许超过焊条直径的3倍;在平、横、仰焊位置禁止摆动,焊道厚度不超过5mm,以获得良好的焊缝性能。
(6)焊接层次:无论是角接法还是对接,均要根据板厚和焊道的厚度、宽度安排焊接层次、道次以完成整个焊缝。
二氧化碳气体保护焊的焊接参数设定
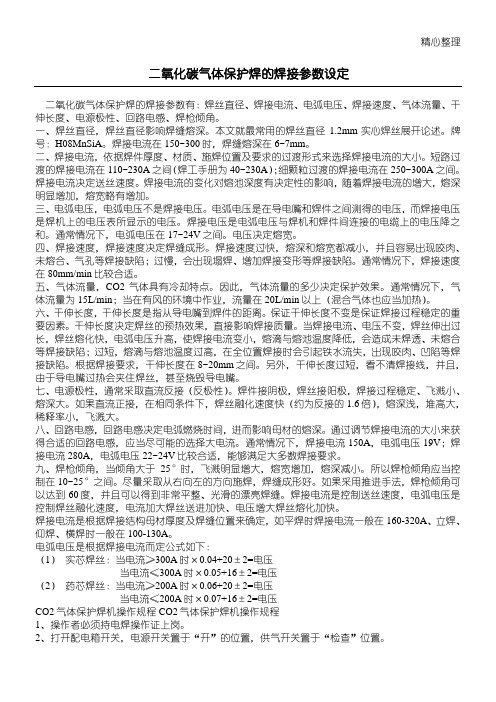
精心整理二氧化碳气体保护焊的焊接参数设定二氧化碳气体保护焊的焊接参数有:焊丝直径、焊接电流、电弧电压、焊接速度、气体流量、干伸长度、电源极性、回路电感、焊枪倾角。
一、焊丝直径,焊丝直径影响焊缝熔深。
本文就最常用的焊丝直径1.2mm 实心焊丝展开论述。
牌号:H08MnSiA 。
焊接电流在150~300时,焊缝熔深在6~7mm 。
二、焊接电流,依据焊件厚度、材质、施焊位置及要求的过渡形式来选择焊接电流的大小。
短路过渡的焊接电流在110~230A 之间(焊工手册为40~230A );细颗粒过渡的焊接电流在250~300A 之间。
焊接电流决定送丝速度。
焊接电流的变化对熔池深度有决定性的影响,随着焊接电流的增大,熔深三、在六、八、;焊接电流制在以达到焊接电流是根据焊接结构母材厚度及焊缝位置来确定,如平焊时焊接电流一般在160-320A 、立焊、仰焊、横焊时一般在100-130A 。
电弧电压是根据焊接电流而定公式如下:(1) 实芯焊丝:当电流≥300A 时×0.04+20±2=电压当电流≤300A 时×0.05+16±2=电压(2) 药芯焊丝:当电流≥200A 时×0.06+20±2=电压当电流≤200A 时×0.07+16±2=电压CO2气体保护焊机操作规程CO2气体保护焊机操作规程1、操作者必须持电焊操作证上岗。
2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。
3、打开气瓶盖,将流量调节旋钮慢慢向“OPEN”方向旋转,直到流量表上的指示数为需要值。
供气开关置于“焊接”位置。
4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。
5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。
6、焊枪开关“ON”,焊接电弧的产生,焊枪开关“OFF”,切换为正常焊接条件的焊接电弧,焊枪开关再次“ON”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“OFF”焊接电弧停止。
CO2气体保护焊参数
CO2气体保护焊焊接工艺CO2气体保护焊焊接工艺钢结构二氧化碳气体保护焊工艺规程1 适用范围本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保护焊的基本要求。
注:产品有工艺标准按工艺标准执行。
1.1 编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》GB.985-881.2 术语2.1 母材:被焊的材料2.2 焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。
2.3 层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。
2.4 船形焊:T形、十字形和角接接头处于水平位置进行的焊接.3 焊接准备3.1按图纸要求进行工艺评定。
3.2材料准备3.2.1产品钢材和焊接材料应符合设计图样的要求。
3.2.2焊丝应储存在干燥、通风良好的地方,专人保管。
3.2.3焊丝使用前应无油锈。
3.3坡口选择原则焊接过程中尽量减小变形,节省焊材,提高劳动生产率,降低成本。
3.4 作业条件3.4.1 当风速超过2m/s时,应停止焊接,或采取防风措施。
3.4.2 作业区的相对湿度应小于90%,雨雪天气禁止露天焊接。
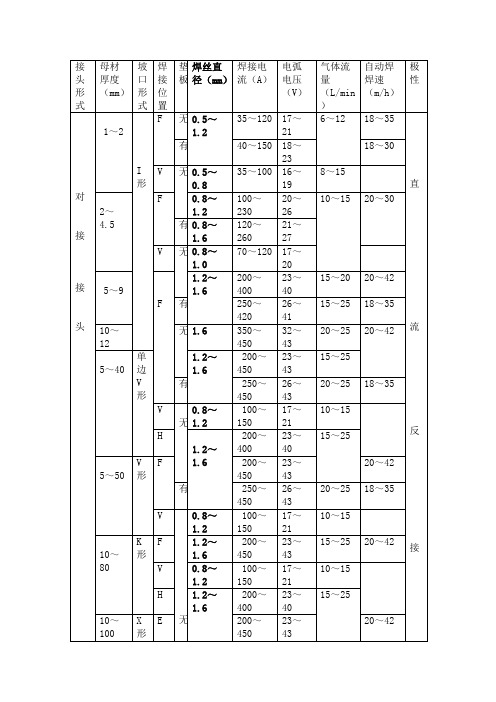
4 施工工艺4.1 工艺流程清理焊接部位检查构件、组装、加工及定位按工艺文件要求调整焊接工艺参数按合理的焊接顺序进行焊接自检、交检焊缝返修焊缝修磨合格交检查员检查关电源现场清理4 操作工艺4.1 焊接电流和焊接电压的选择不同直径的焊丝,焊接电流和电弧电压的选择见下表焊丝直径短路过渡细颗粒过渡电流(A)电压(V)电流(A)电压(V)0.8 50--100 18--211.0 70--120 18--221.2 90--150 19--23 160--400 25--381.6 140--200 20--24 200--500 26--404.2 焊速:半自动焊不超过0.5m/min.4.3 打底焊层高度不超过4㎜,填充焊时,焊枪横向摆动,使焊道表面下凹,且高度低于母材表面1.5㎜――2㎜:盖面焊时,焊接熔池边缘应超过坡口棱边0.5――1.5㎜防止咬边。
焊丝标准
推荐的焊接工艺 线经, mm
适用电流 A 适用电流 V 气体流量 CFH
1.20 – 4.00 -
30 - 40
------------------------------------------------------------------------------------------------------------------------------意大利弗力钢线公司上海代表处
1.00
+ 0.010 - 0.030
1.14
+ 0.010 - 0.030
1.20
+ 0.010 - 0.030
1.60
+ 0.010 - 0.040
推荐的焊接工艺 线经, mm
适用电流 A 适用电流 V 气体流量 CFH
0.80 – 1.60 160 - 250
26 - 33 30 - 50
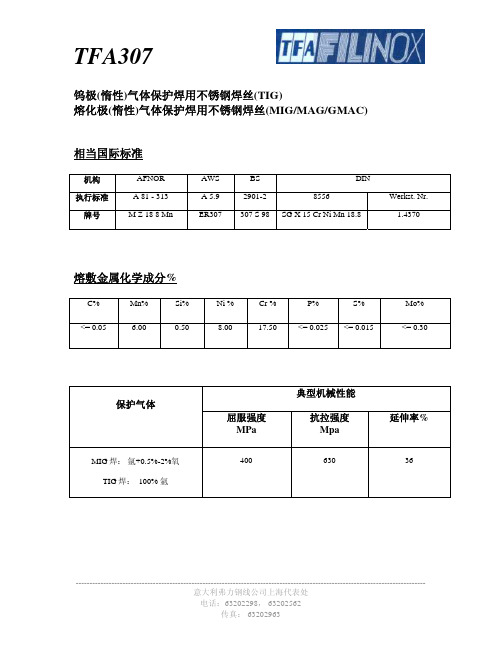
钨极(惰性)气体保护焊用不锈钢焊丝(TIG)特性与用途
电话:63202298, 63202562 传真: 63202963
Werkst. Nr. 1.4370
熔敷金属化学成分%
C%
Mn%
Si%
<= 0.05
6.00
0.50
Ni % 8.00
Cr % 17.50
P%
S%
<= 0.025 <= 0.015
Mo% <= 0.30
保护气体
MIG 焊: 氩+0.5%-2%氧 TIG 焊: 100% 氩
屈服强度 MPa
400
典型机械性能 抗拉强度 Mpa
TFA307
熔化极(惰性)气体保护焊用不锈钢焊丝(MIG/MAG/GMAC)特性与用途
气保焊丝规格型号
气保焊丝规格型号
气保焊丝是一种常用的焊接材料,广泛应用于各种金属材料的焊接中。
气保焊丝的规格型号是指焊丝的直径和材质等参数,不同的规格型号适用于不同的焊接需求。
气保焊丝的直径通常在0.8mm到1.6mm之间,常用的规格型号有ER70S-6、ER70S-3、ER70S-2、ER70S-4等。
其中,ER70S-6是最常用的气保焊丝规格型号,适用于焊接碳钢、低合金钢等材料。
ER70S-3适用于焊接低碳钢和薄板,ER70S-2适用于焊接高强度钢材,ER70S-4适用于焊接低温钢和低合金钢。
除了直径和材质,气保焊丝的规格型号还包括焊接位置和焊接方式等参数。
例如,ER70S-6规格型号中的“6”表示适用于所有位置的焊接,而“1”表示适用于平焊和横焊,而“2”表示适用于竖焊和横焊。
在选择气保焊丝规格型号时,需要根据焊接材料的种类、厚度、焊接位置和焊接方式等因素进行选择。
一般来说,直径较小的焊丝适用于薄板的焊接,而直径较大的焊丝适用于厚板的焊接。
同时,不同的焊丝规格型号也有不同的焊接效果和焊接速度,需要根据具体情况进行选择。
气保焊丝规格型号是选择焊接材料时需要考虑的重要因素之一。
正确选择规格型号可以提高焊接质量和效率,降低焊接成本。
气保焊丝标准

气体保护焊丝JQ.MG50-6 符合 GB ER50-6相当 AWS ER70S-6 JIS YGW12说明:抗母材表面氧化皮、油污能力强,气孔敏感性小。
用途: 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
焊丝化学成分(%)C Mn Si S P Cu0.06~0.15 1.4~1.85 0.8~1.15 ≤0.035 ≤0.025 ≤0.50 熔敷金属化学成分实例(%)C Mn Si S P Cu0.07 1.27 0.76 0.014 0.015 0.15参考电流 (DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.850~10015φ1.050~220 15~20φ1.280~35015~25φ1.6170~550 20~25JQ.MG49-1 符合 GB ER49-1说明: JQ.MG49-1焊丝具有优良的焊接工艺性能。
焊接时电弧稳定,飞溅较少,具有良好的抗气孔性能。
用途:焊接低碳钢及某些低合金钢结构。
焊丝化学成分(%)C Mn Si S P Cu Ni Cr≤0.11 1.80~2.10 0.65~0.95 ≤0.03 ≤0.03 ≤0.50 ≤0.30 ≤0.20参考电流 (DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.8 50~140 15φ1.0 50~220 15~20φ1.0 80~350 15~25φ1.6 170~550 20~25埋弧焊丝JQ.H08A 符合 GB H08A 相当 AWS EL8 JIS W11船级社认可:该产品获得了美国船级社(ABS)、法国船级社(BV)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、英国劳氏船级社(LR)、日本船级社(NK) 等船级社认可。
说明:低锰低硅型焊丝,与高锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良,是目前国内用量最大的埋弧焊丝。
NB47018焊材采购的新规定

焊材采购的新规定市场部、质检部:国家能源部于2011年7月发布,10月1日正式实行的NB/T47018.1~7-2011《承压设备用焊接材料订货技术条件》,已经代替JB/T4747-2002《压力容器用钢焊条订货技术条件》,老标准同时废止使用。
该新标准修改变化较大,望采购、验收焊接材料时注意。
1.围扩大,由钢焊条扩大到所有焊接材料。
2.采购的焊接材料所含化学成份、机械性能、射线检测等检验项目除应符合各自的生产标准外,还同时符合NB/T47018之要求。
以下为标准重点:一、NB/T47018.1《承压设备用焊接材料订货技术条件采购通则》1.规定了每批焊材生产的最高数量限额。
2.规定了焊材的检验项目要求。
二、NB/T47018.2《承压设备用焊接材料订货技术条件钢焊条》1.钢焊条仅限于以下标准焊条:GB/T983 不锈钢焊条GB/T5117 碳钢焊条GB/T5118 低合金钢焊条2.钢焊条中的硫(S)、磷(P)含量要求与焊条标准有一定的降低,验收时以注意以NB/T47018为准。
以下是我公司常用钢焊条的硫、磷含量要求:3.碳钢、低合金钢焊条熔敷金属抗拉强度与相应标准规定的下限值之差不应超过120MPa4.承压设备常用钢焊条熔敷金属夏比V型缺口冲击试验结果平均值规定见下表:三、NB/T47018.3《承压设备用焊接材料订货技术条件气体保护焊钢焊丝和填充丝》1.气保焊焊丝仅限于以下标准:GB/T8110 气体保护电弧焊用碳钢、低合金钢焊丝2.以下是我公司常用气保焊焊丝的硫、磷含量要求:3.常用气保焊焊丝熔敷金属夏比V型缺口冲击试验结果平均值规定见下表:四、NB/T47018.4《承压设备用焊接材料订货技术条件埋弧焊焊丝和焊剂》1.埋弧焊焊丝和焊剂仅限于以下标准:GB/T5293 埋弧焊用碳钢焊丝和焊剂GB/T12470 埋弧焊用低合金钢焊丝和焊剂GB/T17854 埋弧焊用不锈钢焊丝和焊剂YB/T5092 焊接用不锈钢丝2.焊剂中的硫含量≤0.035%,磷含量≤0.040%。
二氧化碳保护焊焊丝规格

二氧化碳保护焊焊丝规格
H08A是埋弧焊.二氧化碳焊丝型号有.JY50-6符合GB/T8110-1995(ER50-6)相当于AWSER70S-6.JY50-6焊丝适用于低碳钢、低合金钢的CO2气体保护焊,特别适用于机车车辆、集装箱、工程机械、压力容器等的焊jie.JY-308符合GB/T17854-1999(H0Cr21Ni10),相当于AWSER308、JISY308.JY-308为钨极氩弧焊不锈钢焊丝,用于焊接Cr18Ni8不锈钢化工、石油设备,焊接时飞溅极少,焊缝成形美观。
JY49-1(H08Mn2SiA)符合GB/T8110-1995(ER49-1)JY49-1焊丝适用于低碳钢、低合金钢的CO2气体保护焊,如工程机械、桥梁、车辆、压力容器等的焊接。
JY44-8(I)符合TB/T2374-1999(H08MnSiCuCrNiI)适用于铁道机车车辆、汽车制造业中的耐候钢焊接。
焊丝规格:Φ1.0mmΦ1.2mmΦ1.6mm焊丝型号中的“I”表示二氧化碳气体保护焊焊丝型号中的“8”表示焊丝含Cu.
建议选用:JY50-6、Φ1.0mm焊丝,此焊丝适合Q235-B型钢材。
二氧化碳气体保护焊的焊接参数分析

二氧化碳气体保护焊的焊接参数分析二氧化碳气体保护焊的焊接参数有:焊丝直径、焊接电流、电弧电压、焊接速度、气体流量、干伸长度、电源极性、回路电感、焊枪倾角。
一、焊丝直径,焊丝直径影响焊缝熔深。
本文就最常用的焊丝直径实心焊丝展开论述。
牌号: H08MnSiA。
焊接电流在150~300时,焊缝熔深在6~7mm。
二、焊接电流,依据焊件厚度、材质、施焊位置及要求的过渡形式来选择焊接电流的大小。
短路过渡的焊接电流在110~230A之间(焊工手册为40~230A);细颗粒过渡的焊接电流在250~300A之间。
焊接电流决定送丝速度。
焊接电流的变化对熔池深度有决定性的影响,随着焊接电流的增大,熔深明显增加,熔宽略有增加。
三、电弧电压,电弧电压不是焊接电压。
电弧电压是在导电嘴和焊件之间测得的电压,而焊接电压是焊机上的电压表所显示的电压。
焊接电压是电弧电压与焊机和焊件间连接的电缆上的电压降之和。
通常情况下,电弧电压在17~24V之间。
电压决定熔宽。
四、焊接速度,焊接速度决定焊缝成形。
焊接速度过快,熔深和熔宽都减小,并且容易出现咬肉、未熔合、气孔等焊接缺陷;过慢,会出现塌焊、增加焊接变形等焊接缺陷。
通常情况下,焊接速度在80mm/min比较合适。
五、气体流量,CO2气体具有冷却特点。
因此,气体流量的多少决定保护效果。
通常情况下,气体流量为15L/min ;当在有风的环境中作业,流量在20L/min以上(混合气体也应当加热)。
六、干伸长度,干伸长度是指从导电嘴到焊件的距离。
保证干伸长度不变是保证焊接过程稳定的重要因素。
干伸长度决定焊丝的预热效果,直接影响焊接质量。
当焊接电流、电压不变,焊丝伸出过长,焊丝熔化快,电弧电压升高,使焊接电流变小,熔滴与熔池温度降低,会造成未焊透、未熔合等焊接缺陷;过短,熔滴与熔池温度过高,在全位置焊接时会引起铁水流失,出现咬肉、凹陷等焊接缺陷。
根据焊接要求,干伸长度在8~20mm之间。
另外,干伸长度过短,看不清焊接线,并且,由于导电嘴过热会夹住焊丝,甚至烧毁导电嘴。
二氧化碳气保焊丝气体保护焊丝

二氧化碳气保焊丝,气体保护焊丝符合:GB ER50-6AWS ER70S-6 相当: DIN SG2 BS A18 JIS YGM12说明:MG50-6是镀铜低合金钢气体保护焊丝,采用CO 2或富氩作保护气体进行施焊。
具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围。
用途:适用于碳钢及500MPa 级低合金钢的单道及多道焊(如车辆、桥梁、建筑、机械结构等的焊接),也可用于薄板、管的高速焊接。
焊丝化学成分:(%)熔敷金属力学性能:1.0mmER50-6焊丝,CO2气体保护焊丝ER50-6,实心焊丝符合: GB ER49-1)说明:MG49-1是镀铜碳钢及低合金钢气体保护焊丝,靠焊丝中的MnSi 联合脱氧,可以防止焊缝出现气孔和夹渣,提高焊缝金属的抗裂性能,获得优良的焊缝力学性能。
用途:主要用于低碳钢、低合金钢如16Mn 、15MnV 钢制造的车辆、船舶、MG49-1H08Mn2SiA建筑机械等结构件气体保护焊。
焊丝化学成分:(%)熔敷金属力学性能:焊丝规格: 注意事项:焊前须将工件表面的油污及铁锈清理干净,选择适宜的焊接规范。
ER50-6金桥焊丝,出口焊丝,章丘气保焊丝厂说明:该焊丝采用CO 2或Ar+CO 2 5%~20%作为保护气体,具有优良的焊接工艺性能,焊接时电弧稳定,飞溅较小,可用于薄板的高速焊接。
在小电流规范下,电弧仍很稳定,并可进行立向下焊,采用混合气体保护焊,焊缝金属强度略有提高。
用途:适于碳素钢的焊接,也可用于薄板、管的高速焊接。
焊丝化学成分:(%) 熔敷金属力学性能: 焊丝规格:气体保护焊丝,气保焊丝,先达气体保焊丝产品介绍:1.产品名称:1.2mm 气体保护焊丝2.型号:ER50s-6/ER70S-6/sg23.说明:ER50S-6焊丝具有优良的焊接工艺性能.焊丝焊接飞溅小,成型美观,熔敷效率高,焊缝金属气孔敏感性小,全位置施焊工艺性好.4.化学成分:C Mn Si S P Cu Other0.06-0.15% 1.40-1.85% 0.80-1.15% ≤ 0.025%≤ 0.025%≤ 0.5%≤ 0.5% 5.焊接参考电流:(保护气体 CO2)160-450A6.注意事项及操作要点:1.焊接线能量的大小将直接影响到焊缝的力学性能.用户根据实际情况调整线能量,重要结构尽可能采用小的线能量.2.焊接区域应严格去除油,锈及水分等杂志.气体保护焊丝,气保焊丝,先达气体保焊丝产品介绍:1.产品名称:1.6mm 气体保护焊丝2.型号:ER50s-6/ER70S-6/sg23.说明:ER50S-6焊丝具有优良的焊接工艺性能.焊丝焊接飞溅小,成型美观,熔敷效率高,焊缝金属气孔敏感性小,全位置施焊工艺性好.4.化学成分:C Mn Si S P Cu Other0.06-0.15% 1.40-1.85% 0.80-1.15% ≤ 0.025%≤ 0.025%≤ 0.5%≤ 0.5% 5.焊接参考电流:(保护气体 CO2)160-450A注意事项及操作要点:1.焊接线能量的大小将直接影响到焊缝的力学性能.用户根据实际情况调整线能量,重要结构尽可能采用小的线能量.2.焊接区域应严格去除油,锈及水分等杂志.1.0mm 气体保护焊丝先达CO2气体保护焊丝具有良好的工艺性能,熔化速度搞,熔敷效率搞。
关于NB47018焊材采购的新规定
关于焊材采购的新规定市场部、质检部:国家能源部于2011年7月发布,10月1日正式实行的NB/T47018.1~7-2011《承压设备用焊接材料订货技术条件》,已经代替JB/T4747-2002《压力容器用钢焊条订货技术条件》,老标准同时废止使用。
该新标准修改变化较大,望采购、验收焊接材料时注意。
1.范围扩大,由钢焊条扩大到所有焊接材料。
2.采购的焊接材料所含化学成份、机械性能、射线检测等检验项目除应符合各自的生产标准外,还同时符合NB/T47018之要求。
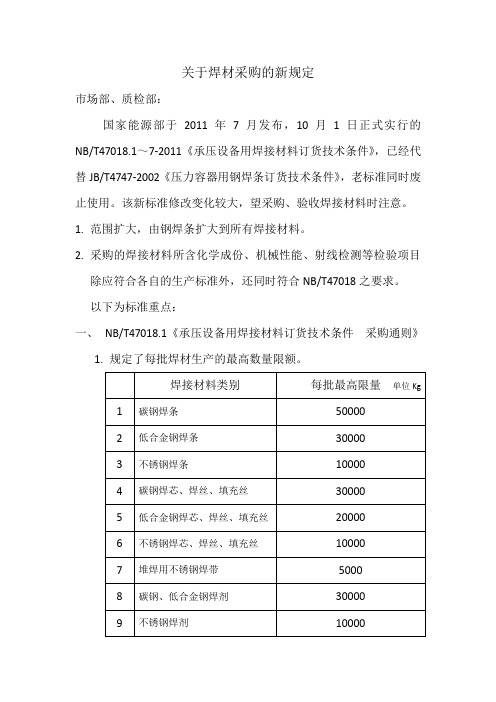
以下为标准重点:一、NB/T47018.1《承压设备用焊接材料订货技术条件采购通则》1.规定了每批焊材生产的最高数量限额。
焊接材料类别每批最高限量单位Kg1 碳钢焊条500002 低合金钢焊条300003 不锈钢焊条100004 碳钢焊芯、焊丝、填充丝300005 低合金钢焊芯、焊丝、填充丝200006 不锈钢焊芯、焊丝、填充丝100007 堆焊用不锈钢焊带50008 碳钢、低合金钢焊剂300009 不锈钢焊剂100002.规定了焊材的检验项目要求。
焊接材料类型材料类别及检验项目标准碳钢低合金钢不锈钢堆焊焊条NB/T47018.2化学分析拉伸试验冲击试验射线检测药皮含水量(限低氢药皮焊条)化学分析拉伸试验冲击试验射线检测药皮含水量(限低氢药皮焊条)化学分析拉伸试验射线检测GTAW、GMAW、PAW用焊丝和填充丝NB/T47018.3化学分析a拉伸试验冲击试验射线检测化学分析a拉伸试验冲击试验射线检测SAW、ESW 用焊丝-焊剂焊带-焊剂NB/T47018.4化学分析b拉伸试验冲击试验射线检测焊剂含水量化学分析b拉伸试验冲击试验射线检测焊剂含水量化学分析b射线检测NB/T47018.5化学分析ba对焊丝b对熔敷金属注:1.以上检验项目的合格指标为各焊材生产标准中的指标,生产商在焊材质量证明书中的检验项目应不少于以上要求。
2.铝及铝合金、钛及钛合金焊材检验项目请查阅本标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气体保护焊丝JQ.MG50-6 符合GB ER50-6相当AWS ER70S-6 JIS YGW12说明:抗母材表面氧化皮、油污能力强,气孔敏感性小。
用途: 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
焊丝化学成分(%)C Mn Si S P Cu0.06~0.15 1.4~1.85 0.8~1.15 ≤0.035≤0.025≤0.50熔敷金属化学成分实例(%)C Mn Si S P Cu0.07 1.27 0.76 0.014 0.015 0.15参考电流(DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.850~100 15φ1.050~220 15~20φ1.280~350 15~25φ1.6170~550 20~25JQ.MG49-1 符合GB ER49-1说明: JQ.MG49-1焊丝具有优良的焊接工艺性能。
焊接时电弧稳定,飞溅较少,具有良好的抗气孔性能。
用途:焊接低碳钢及某些低合金钢结构。
焊丝化学成分(%)C Mn Si S P Cu Ni Cr≤0.11 1.80~2.10 0.65~0.95 ≤0.03≤0.03≤0.50≤0.30≤0.20参考电流(DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.850~140 15φ1.050~220 15~20φ1.080~350 15~25φ1.6170~550 20~25埋弧焊丝JQ.H08A 符合GB H08A 相当AWS EL8 JIS W11船级社认可:该产品获得了美国船级社(ABS)、法国船级社(BV)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、英国劳氏船级社(LR)、日本船级社(NK) 等船级社认可。
说明:低锰低硅型焊丝,与高锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良,是目前国内用量最大的埋弧焊丝。
单、双极,交、直流焊接均可。
用途:与熔炼型焊剂431或烧结型焊剂301、501配合,50千克级母材的高速焊接及填充焊接均可。
焊丝化学成分(%)C Mn Si S P Ni Cr≤0.100.3~0.55 ≤0.03≤0.030≤0.030≤0.30≤0.20熔敷金属力学性能试验项目R m R eL或R p0.2 A KV2(J)配合焊剂(Mpa) (Mpa) (%) 0℃-20℃SJ301 415-550 ≥330≥22—≥27HJ431 415-550 ≥330 ≥22≥27—焊丝规格直径(mm) φ2.5φ3.2φ4.0φ5.0JQ.H08E 符合GB H08E 相当AWS EL8 JIS W11说明:低锰低硅型焊丝,与高锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良,是目前国内用量最大的埋弧焊丝。
单、双极,交、直流焊接均可。
用途:与熔炼型焊剂431或烧结型焊剂301、501配合,50千克级母材的高速焊接及填充焊接均可。
焊丝化学成分(%)C Mn Si S P Ni Cr≤0.100.3~0.55 ≤0.03≤0.020≤0.020≤0.30—熔敷金属力学性能试验项目R m R eL或R p0.2 A KV2(J)配合焊剂(MPa) (MPa) (%) 0℃-20℃SJ301 415-550 ≥330≥22—≥27HJ431 415-550 ≥330≥22≥27—焊丝规格直径(mm) φ2.5φ3.2φ4.0φ5.0新品JQ.H08Mn2MoA说明:低合金钢焊丝用途:与烧结型焊剂101配合,可焊接60-70公斤级的母材。
焊丝化学成分(%)C Mn Si S P Cu Ni Mo Cr Ti0.06~0.11 1.60~1.90 ≤0.25≤0.030≤0.030≤0.20≤0.300.50~0.70 ≤0.20≤0.15熔敷金属力学性能(配合SJ101焊剂)试验项目R m(MPa) R eL或R p0.2(Mpa) A(%) KV2(J)保证值620-760 ≥540≥17≥27(-40℃)JQ.H08MnA 符合GB H08MnA 相当AWS EM12 JIS W21船级社认可:该产品获得了美国船级社(ABS)、法国船级社(BV)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、英国劳氏船级社(LR)、日本船级社(NK) 等船级社认可。
说明:中锰中硅型焊丝,与中锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良。
单、双极,交、直流焊接均可。
用途:与熔炼型焊剂350或烧结型焊剂101配合,50千克级母材的高速焊接及填充焊接均可。
焊丝化学成分(%)P Ni Cr≤0.030≤0.30≤0.20熔敷金属化学成分实例(%)C Mn Si S≤0.100.8~1.1 ≤0.07≤0.030熔敷金属力学性能试验项目R m R eL或R p0.2 A KV2(J)配合焊剂(MPa) (MPa) (%) 0℃-20℃SJ301 415-550 ≥330≥22≥80≥34HJ431 415-550 ≥330≥22≥27—焊丝规格直径(mm) φ2.5φ3.2φ4.0φ5.0新品JQ.H08MnMoA说明:低合金钢焊丝,与烧结型焊剂101配合,可焊接55-60公斤级的母材。
焊丝化学成分(%)C Mn Si S P Ni Mo Cr Ti≤0.10 1.20~1.60 ≤0.25≤0.030≤0.030≤0.300.30~0.50 ≤0.20≤0.15熔敷金属力学性能(配合SJ101焊剂)试验项目R m(MPa) R eL或R p0.2(Mpa) A(%) KV2(J)保证值550-700 ≥470≥20≥27(-20℃)焊丝规格直径(mm) φ2.5φ3.2φ4.0φ5.0JQ.H10Mn2 符合GB H10Mn2相当AWS EH14JIS W41船级社认可:该产品获得了美国船级社(ABS)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、韩国船级社(KR)、英国劳氏船级社(LR)、日本船级社(NK) 等船级社认可。
说明:高锰型焊丝,与低锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良。
单、双极,交、直流焊接均可。
用途:与熔炼型焊剂350或烧结型焊剂101配合,50千克级母材的高速焊接及填充焊接均可。
具有非常稳定的熔敷金属机械性能。
焊丝化学成分(%)C Mn Si S P Ni Cr≤0.12 1.5~1.9 ≤0.07≤0.035 ≤0.035≤0.30≤0.20熔敷金属力学性能试验项目R m R eL或R p0.2 A KV2(J)配合焊剂(MPa) (MPa) (%) -20℃SJ301 490-650 ≥400≥22≥34HJ350 415-550 ≥330≥22≥27焊丝规格直径(mm) φ2.5φ3.2φ4.0φ5.0JQ.H10MnSi 符合GB H10MnSi 相当AWS EM13K说明:锰、硅含量适中,与低锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良。
焊接效率高。
用途:与熔炼型焊剂350或烧结型焊剂101配合,50千克级母材的高速焊接及填充焊接均可。
多用于锅炉、压力容器、桥梁、船舶等工程的焊接。
焊丝化学成分(%)C Mn Si S P Cu Ni Cr≤0.140.8~1.1 0.6~0.9 ≤0.030≤0.040≤0.35≤0.30≤0.20熔敷金属力学性能试验项目R m R eL或R p0.2 A KV2(J)配合焊剂(MPa) (MPa) (%) 0℃-20℃SJ301 415-550 ≥330≥22≥50≥27HJ431 415-550 ≥330≥22≥27—焊丝规格直径(mm) φ2.5φ3.2φ4.0φ5.0新品JQ.TH550-NQ-Ⅲ符合TB/T 铁道部运装货车[2005]67号文件要求说明:熔敷金属具有良好的抗大气腐蚀性能、抗裂性能及良好的塑性和韧性。
用途:与烧结型焊剂101配合,用于550MPa抗拉强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。
焊丝化学成分(%)C Mn Si S P Cu Ni Cr≤0.12 1.00~2.00 ≤0.35≤0.020≤0.0250.20~0.50 0.20~0.80 0.30~0.90 熔敷金属化学成分实例(%)C Mn Si S P Cu Ni Cr0.076 1.32 0.33 0.009 0.014 0.21 0.30 0.44熔敷金属力学性能(配合SJ101焊剂)试验项目R m(MPa) R eL或R p0.2(Mpa) A(%) KV2(J)保证值≥550≥450≥22≥60(-40℃) 一般结果641 547 25 65埋弧焊丝使用说明:执行GB/T5293-1995标准随着自动焊接设备应用范围的不断扩大与自动焊工艺的完善,大型构件利用埋弧焊的比例不断提高,埋弧焊丝需求量在不断上升,又因埋弧焊具有焊接生产效率高、焊接质量稳定可靠、操作工人劳动条件较好等一系列特点,获得了广泛的应用,许多重要的焊接结构,如锅炉、核电站容器、压力容器、化工设备、大中型螺旋管、桥梁、船舶、机车车辆等都采用或部分采用埋弧焊来焊接。
为了使焊缝成型良好,获得好的冶金反应,应根据工件结构、焊接设备状况、施焊材料,正确合理地选用埋弧焊丝并配用相应焊剂,按合适的焊接工艺和规范进行操作。