高速列车制动用粉末冶金闸片研究进展20130108
高速列车粉末冶金制动材料的研究进展
高速列车粉末冶金制动材料的研究进展发表时间:2019-08-12T17:02:13.783Z 来源:《防护工程》2019年9期作者:孙鑫[导读] 介绍了闸片/制动盘匹配性的研究;最后,归纳了摩擦磨损性能的评价与预测方法,总结了摩擦磨损机理的最新研究进展。
承德天大钒业有限责任公司河北承德 067000摘要:目前,我国的综合国力在快速的发展,社会在不断的进步,为适应高速列车更快速、更安全、更舒适、更环保的发展需求,高速列车制动材料应具备合适且稳定的摩擦因数、优良的耐磨性、高的耐热性与抗热疲劳性、足够的机械强度、与制动盘匹配良好、良好的环境适应性及环境友好性等特性。
由于在制动方面具有不可替代的优越性,目前300km/h及以上的高速列车均采用粉末冶金制动材料。
从材料设计、制备技术、摩擦磨损性能与机理及性能评价等方面,对近年来高速列车粉末冶金制动材料的研究进展进行了综述。
首先,阐述了材料中基体组元、润滑组元及摩擦组元的基础研究,以及材料的环保化、组元简易化发展趋势;其次,探讨了制备工艺参数对摩擦磨损性能的影响,简述了制备技术的发展;再次,分析了服役条件对摩擦磨损性能的影响规律,介绍了闸片/制动盘匹配性的研究;最后,归纳了摩擦磨损性能的评价与预测方法,总结了摩擦磨损机理的最新研究进展目前,我国的综合国力在快速的发展,社会在不断的进步,为适应高速列车更快速、更安全、更舒适、更环保的发展需求,高速列车制动材料应具备合适且稳定的摩擦因数、优良的耐磨性、高的耐热性与抗热疲劳性、足够的机械强度、与制动盘匹配良好、良好的环境适应性及环境友好性等特性。
由于在制动方面具有不可替代的优越性,目前300km/h及以上的高速列车均采用粉末冶金制动材料。
从材料设计、制备技术、摩擦磨损性能与机理及性能评价等方面,对近年来高速列车粉末冶金制动材料的研究进展进行了综述。
首先,阐述了材料中基体组元、润滑组元及摩擦组元的基础研究,以及材料的环保化、组元简易化发展趋势;其次,探讨了制备工艺参数对摩擦磨损性能的影响,简述了制备技术的发展;再次,分析了服役条件对摩擦磨损性能的影响规律,介绍了闸片/制动盘匹配性的研究;最后,归纳了摩擦磨损性能的评价与预测方法,总结了摩擦磨损机理的最新研究进展。
高速动车组粉末冶金闸片研制及试验研究

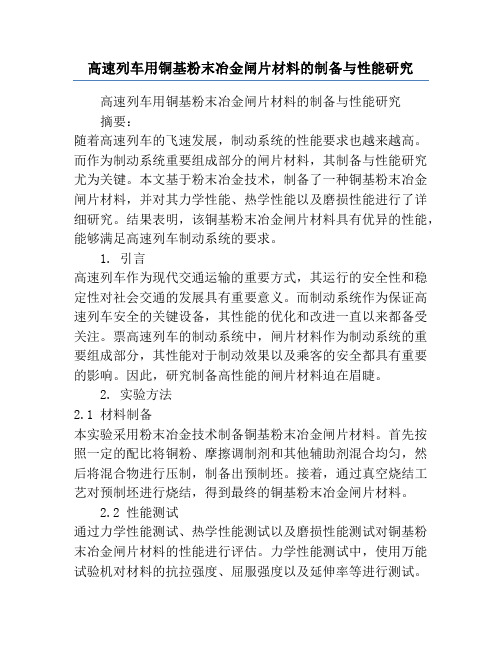
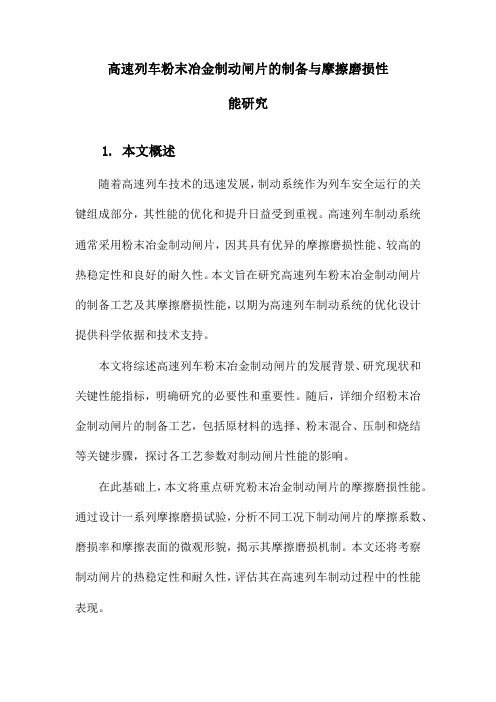
高速动车组粉末冶金闸片研制及试验研究第31卷第5期2011年1O月铁道机车车辆RAILWAYL0C0M0TIVE&CARV ol-31No.50ct.2Ol1文章编号:1008—7842(2011)05—0100—05高速动车组粉末冶金闸片研制及试验研究李万新,焦标强,李继山,吕宝佳,顾磊磊,陈德峰(中国铁道科学研究院机车车辆研究所,北京100081)摘要时速350km/h高速列车在紧急制动过程中将产生巨大的热负荷,制动过程中闸片的瞬时温度将达到900℃以上,在此极端工况下普通的闸片材料将难以胜任.根据UIC标准相关要求,结合中国高速列车的运用特点,研制出一种性能优良的高速列车铜基粉末冶金闸片,经大量试验研究分析最终证明所研制高速动车组粉末冶金闸片摩擦性能优良,导热性,耐磨性好,对制动盘无损伤,满足350km/h高速列车制动系统相关需求.关键词高速动车组;制动;粉末冶金闸片中图分类号:U266.2.35文献标志码:A速度等级350km/h高速列车在紧急制动过程中会产生巨大的热负荷,制动过程中闸片表面的瞬时温度将达到900℃以上,在此极端工况下,普通的闸片材料将难以胜任.目前国外高速列车制动闸片均采用粉末冶金材料L1],粉末冶金闸片具有良好的耐磨性,导热性和耐热性,且摩擦系数稳定性受天气影响比较小.但对于时速350km/h高速列车来说,由于制动热负荷大幅提高,普通粉末冶金闸片在运用过程中可能会出现粉末冶金材料合金化进而导致对偶制动盘损伤,此外过高的热负荷也使闸片产生磨耗过快等不良现象.根据UIC标准相关要求,结合中国高速列车的运用特点,研制一种性能优良的具有自主知识产权的高速列车粉末冶金闸片,通过高速动车组1:1制动动力试验对闸片性能进行试验研究.1高速动车组闸片性能特点高速动车组粉末冶金闸片必须具备下列性能:1.1良好耐热性,导热性及散热性高速制动时,闸片摩擦面的温度将会升高到900℃以上,因此高速动车组闸片在高温条件下必须具有良好的机械性能;闸片摩擦材料要具有良好的导热能力,能将制动过程产生的热量快速散发,最大程度减小对制动盘的不利影响.1.2在各种工况下具有稳定的摩擦性能高速制动过程使闸片温度大幅度提高,因此闸片摩擦系数的高温稳定性尤为重要.另外,在高速列车运营环境变化时,例如沙尘,潮湿,雨,雪,冰等天气,也要保李万新(196O一)男,北京人,高级工程师(收稿日期:2Oll一07—25) 持摩擦系数的稳定.1.3高的耐磨性和对制动盘的低损伤性高速动车组的制动时间,制动距离,制动功都大幅度增加,这必然导致闸片及对偶制动盘的磨损加剧.因此为了延长闸片使用寿命,降低铁路运营成本,必须在保证摩擦性能的同时,尽可能减小闸片的磨耗量.同时还必须关注闸片对制动盘的影响,避免对制动盘的异常磨耗和损伤.2高速动车组粉末冶金闸片材料组分及制造工艺研究粉末冶金摩擦材料通常由3大组元构成:(1)基体材料组元;(2)摩擦材料组元;(3)润滑材料组元l_3].粉末冶金闸片最终性能不仅取决于以上3种组元的科学配比,还取决于合理的粉末冶金加工工艺.2.1以往研究经验总结分析我国以往的粉末冶金闸片研究过程可以发现: (1)为了提高摩擦系数,防止金属镶嵌,金属转移,往往在闸片材料中添加不同程度的磨料,从而降低了产品的导热性,产生热衰,造成低速制动时的摩擦系数高, 高速制动时的摩擦系数低,增大产品自身磨耗,磨损制动盘.(2)磨料的加入以及金属粉末的合金化使铜基闸片的硬度较高(HB≥40),这不但影响产品摩擦系数,还加大了闸片自身以及对偶制动盘的磨耗,同时产生制动噪音.(3)原有铜基粉末冶金闸片的磨耗量通常超过0.5 cm./MJ.其原因除了磨料多造成的磨耗以外,还与产品致密度低有关.第5期高速动车组粉末冶金闸片研制及试验研究1O1 (4)增大烧结压力可以相对提高制品密度,但压力稍大,烧结时便会有金属析出,反而适得其反,降低了制品的密度和强度.2.2本文研究重点本文所研制的高速列车制动闸片基体合金元素在Cu,Fe,Cr,Mn,Ni中选择组合优化,润滑组元,摩擦组元在石墨,钼中选择组合优化.闸片的研制工作主要从以下几个方面展开:2.2.1充分发挥石墨元素的积极作用铜基摩擦材料中石墨的含量对摩擦材料的密度,摩擦系数,磨损率都有很大影响引.为了充分发挥石墨在闸片材料中的积极作用,在研究过程中对石墨的粒度分布,硬度高低以及配方中所占比例等方面做了大量试验.克服了石墨在工艺加工中的不利因素,将石墨的作用发挥到极致.由于石墨等润滑剂,无机材料的摩擦剂与基体金属之间的比重差异大,采用常规混料工艺始终存在原料偏析的问题,影响产品质量稳定性.因此,我们采用特殊方法将混合料制粒,保证各种不同原料混合均匀,这样既保证了产品性能的均匀和稳定,又提高了粉末的流动性.2.2.2降低闸片材料硬度通过控制铜基体的合金元素降低铜基体的硬度,提高基体的黏着力,稳定摩擦系数.另外,通过调整磨料与石墨的比例降低闸片硬度.这样做即降低闸片磨耗, 又能减轻对制动盘的磨损;充分发挥石墨自润滑性,防止金属材料对制动盘的转移.2.2.3提高闸片密度在非金属原料含量高的情况下,为保证无金属析出,烧结工序采取了特殊保护措施.充分提高了产品的致密度,增加产品导热性,稳定摩擦系数,降低磨耗,同时还使钢背与摩擦体结合更加牢固.图1,图2闸片材料组分相同,其中图1是采用普通烧结方法制造的闸片材料金相组织,图2是采用新研究的特殊烧结工艺制造的闸片材料金相组织.基体组织和石墨元素均成层状分布,很显然采用特殊工艺加工的闸片材料组织更加均匀,致密.2.2.4闸片后续热处理为了减小摩擦系数在低速和高速制动时的差异,并使摩擦系数在整个制动过程中保持稳定,对闸片进行热处理,使金属晶格重新排列,消除闸片内部应力,降低硬度,彻底消除制动噪音,使闸片磨耗量进一步降低.图1普通加压烧结闸片材料金相组织图2采取特殊工艺加压烧结闸片材料金相组织3高速动车组粉末冶金闸片1:1制动动力试验3.1试验参数说明1:1制动动力试验的目的是考核闸片与制动盘的摩擦磨损性能及热稳定性是否满足设计要求.试验工况参照我国高速动车组相关参数进行设定,试验程序参考UIC541—3中的相关规定,考虑不同制动力和制动初速度下摩擦副的制动特性,最高试验速度350km/h. 为了分析新研制闸片与我国高速动车组目前所使用的原装闸片的性能差异,试验中按照相同的试验大纲对原装高速动车组粉末冶金闸片和新研制闸片分别进行1:1制动动力试验.试验参数如下(1)试验速度进行了不同速度级别的制动动力试验,具体速度有80,120,140,160,180,200,250,300,330,350km/h(2)盘载荷:8.2t;(3)轮径:915mm;(4)对偶制动盘直径:750mm;(5)单侧闸片压力:17,12,8kN;(6)制动盘摩擦半径:305mm;(7)制动盘材料:铸钢.1O2铁道机车车辆第31卷图3正在进行高速台架试验的盘形制动装置3.2国产高速动车组闸片试验结果图4分别列出了制动初速度为200,220,250,300以及350km/h时的1:1制动动力试验国产高速动车组粉末冶金闸片瞬时摩擦系数变化曲线.从图4(a)和图4(b),4(c)可以看出,所研制闸片在不同初速度和工况下制动时摩擦曲线平稳,重复性好,瞬时摩擦系数基本稳定在0.32~0.42之间.该摩擦系数完全符合UIC 541—3对高速动车组粉末冶金闸片摩擦系数的相关要求.2060lOO14o180220260300v/(kmh)(a)干燥制动2O60100140180220260300v/(km-h)(c)350Km/hSfl动试验图41:1制动动力试验瞬时摩擦系数曲线350krn/h紧急制动试验中制动盘最高温度为520℃,20rain坡道试验制动盘最高温度为465℃,小于UIC541—3规定的550℃根据试验过程中的称重结果计算闸片的磨耗量,计算结果为:干燥条件停车制动闸片的磨耗量为0.061 cm./MJ;350km/h高速制动闸片平均磨耗量为0.12 CiTt./MJ;潮湿条件停车制动闸片的磨耗量为0.045crl'l./MJ;不冷却情况下连续多次250km/h高速制动时闸片的磨耗量为0.16cm./MJ,均小于UIC541—3对高速动车组粉末冶金闸片的磨耗量要求为0.35cm./ MJ,由此可见,所研制的闸片具有良好的耐磨性.试验过程中闸片表面状态始终良好,没有发生偏磨,金属镶嵌等不良现象,图5为试验结束后闸片摩擦面外观示意图.试验结束后对偶制动盘表面光滑没有出现热斑,裂纹,划伤和不均匀磨耗等现象.1:1制动动力试验结束后,对试验后的闸片进行金相组织分析, 图6为试验后闸片纵断面金相组织图.对比图2可以看出,试验前后闸片内部组织没有明显变化,仍保持原有的层状结构,这说明所研制的闸片具有良好的耐高温陛能.图5制动试验结束后闸片摩擦面外观图6制动试验结束后闸片纵断面金相组织图3.3国产高速动车组闸片与原装闸片试验结果对比分析图7,图8分别为干燥工况和潮湿工况下,新研制闸姗Ⅻ∞㈣∞加脚蕊第5期高速动车组粉末冶金闸片研制及试验研究103 片与原装闸片在不同制动初速度下停车制动的平均摩擦系数对比图.通过对比图7,图8的数据可以看出:(1)干燥工况下不同初速度一次停车制动时国产闸片,原装闸片基本一致;(2)干燥工况下国产闸片在80,120,160km/h3个初速度下制动时,平均摩擦系数高于KB闸片,摩擦系数稳定性优与KB闸片;(3)潮湿制动工况下国产闸片在120,160km/h两个初速度下制动时,平均摩擦系数高于原装闸片,但在80km/h初速度下制动时原装闸片平均摩擦系数要高于国产闸片,200km/h以上初速度施加制动时,国产闸片和原装闸片的摩擦系数基本保持一致;\簸御睁i\蜒制动初速度/(kin?h)图7干燥工况不同制动初速度制动时平均摩擦系数对比图8潮湿工况不同制动初速度制动时平均摩擦系数对比图9,图1O为整个试验过程中干燥工况和潮湿工况制动试验平均摩擦系数曲线按不同压力进行统计的统计结果,可以看出:(1)干燥工况下,以单侧闸片压力8,12kN施加制动时,国产闸片和原装闸片平均摩擦系数基本一致,而17kN压力下施加制动时,国产闸片摩擦系数统计结果稍低于原装闸片,这说明在不同压力下制动时原装闸片的摩擦系数稳定性要稍强于国产闸片.当然,国产闸片的摩擦系数始终大于0.35,依然保持在比较合理的范围之内;(2)潮湿工况下闸片摩擦系数均有所降低,原装闸片在17kN制动时摩擦下降较多,而国产闸片该工况下摩擦系数没有明显下降.这说明国产闸片在潮湿工况下摩擦系数具有更好的稳定性.i\蒜蝼避图9干燥工况不同制动压力制动时平均摩擦系数对比图10潮湿工况不同制动压力制动时平均摩擦系数对比图11,图12分别为干燥工况和潮湿工况下,国产闸片与原装闸片在不同制动初速度停车制动的制动盘温升统计对比图.很明显可以看出不论是干燥工况还是潮湿工况,各速度级别下施加制动时,国产闸片试验引起的制动盘温升低于原装闸片.\赠j嬗瞄谊辎刳需磊图l1干燥工况不同制动初速度制动时制动盘温升对比图13为国产闸片与原装闸片在不同工况下磨耗量对比结果.分析可以看出:两种闸片在各种工况下的磨耗量均低于UIC541—3规定的0.35cm/MJ磨耗量,干燥工况及潮湿工况下单次制动磨耗量基本相同,均小铁道机车车辆第31卷于规定要求.8O160220270制动初速度~(kin?h1)图12干燥工况不同制动初速度制动时制动盘温升对bE干燥工况潮湿工况图13不同工况下闸片屠耗量对bB3结论通过对试验数据的分析,国产高速动车组粉末冶金闸片具有以下几个特点:(1)国产闸片磨擦性能曲线表明闸片瞬时摩擦系数和平均摩擦系数符合UIC标准;(2)国产闸片干燥条件下一次停车制动试验时,闸片的平均磨耗量为0.061cm./MJ,350km/h高速制动闸片平均磨耗量为0.12crn./MJ,不冷却情况下连续多次250km/h高速制动时闸片的平均磨耗量为0.16 cm./MJ,均远远小于UIC541—3对高速动车组粉末冶金闸片的磨耗量不大于0.35em./MJ的要求,说明该闸片具有良好的耐磨性;(3)1:1试验过程中,新研制闸片在各种速度下的制动距离满足高速动车组对制动距离的相关要求; (4)国产闸片在350km/h高速制动试验中制动盘最高温度520.C,低于UIC标准规定值(550.C),整个试验过程中制动盘没有产生热斑,也没有发现明显划痕,沟槽等损伤现象;(5)试验过程中国产闸片表面状态良好,没有发生偏磨,金属镶嵌等不良现象,由于闸片材料中降低了磨料的加入量,制动过程中可以显着降低对制动盘的磨耗,从而使对偶制动盘寿命大大提高.从试验数据来看国产高速动车组闸片各项性能满足UIC541—3以及我国高速动车组制动系统的相关要求,具备进行装车运用考核的基本条件.参考文献[1]RaisonJ.IresMateriauxDeFreinage[J].RevueGener—alesDesCheminsDeFer,1991(728):27—236.E2]高飞,宋宝韫,符蓉.时速300km高速列车铜基粒子强化闸片的研究LJ].中国铁道科学,2007,28(3):62—67.[3]李继山,胡万华,焦标强.动车组粉末冶金闸片研制[J].中国铁道科学,2009,30(3):140—144.[4]尹延国,刘君武,郑治详等.石墨对铜基自润滑材料高温摩擦磨损性能的影响[J].摩擦学,2005,25(3):216220.Es2樊毅,张金生,高游等.石墨粒度对CuFe基摩擦材料性能的影响[J].摩擦学,2000,2O(6):475~477. PowderMetallurgyBrakePadDevelopmentand TestResearchofHighSpeedTrainLIWan—xin,JIAOBiao—qian,LJi—shah,LUBao-jia,GULei~lei,CHENDe—feng (LocomotiveCarResearchInstitate,ChinaAcademyofRailwaySciences,Beijing100081, China)Abstract:Greatheatloadwasgeneratedinanemergencybrakeprocesswhileahighspeedtrain runs350km/h.Thetransienttempera—tureofbrakepadwasuptO1000.C.Thenormalbrakepadcannotcompetentforthetaskundersuchanextremecondition.Inthisar—ticle,accordingtotherequirementsoftheUICstandardsandChineseSpecificcharacteristics ofrailwayoperation,akindofhighper—formancepowdermetallurgycopper-basedbrakepadwasdesignedafterextensivestudy.Thi skindofbrakepadpossesseshighproper—ty,goodthermalconductivity,goodabrasionresistanceandnotdamagebrakedisc.Itcomplet elymeetstherequirementsofthebrake systemofhighspeedtrainwhichhasatopspeedof350km/h.Keywords:highspeedtrain;brake;powdermetallurgybrakepad姗伽枷㈣o\俺嚼恒辎避啊臀器。
高速动车组粉末冶金闸片研制及试验研究

21 年 1 01 O月
铁 道 机 车 车 辆
RAI AY 0C0M 0TI LW L VE & CAR
Vo - 1 No 5 l3 . 0c . t 2 l O1
文 章 编 号 :0 8 8 2 (0 1 0 — 0 0 — 0 1 0 —7 4 2 1 ) 5 1 0 5
品致 密度 低有 关 。
环 境变 化 时 , 如沙 尘 、 例 潮湿 、 、 、 等 天 气 , 要 保 雨 雪 冰 也
度增 加 , 这必 然 导致 闸片及对 偶 制动 盘 的磨损加 剧 。 因
此 为 了延 长 闸片使 用 寿 命 , 低 铁 路运 营成 本 , 须 在 降 必
保证 摩擦 性能 的 同时 , 尽可 能减 小 闸片 的磨 耗 量 。同 时
性 , 摩擦 系数 稳定性 受 天气影 响 比较小 。但 对 于 时速 还必 须关 注 闸片对制 动盘 的影 响 , 免对 制 动 盘 的异 常 且 避 3 0k h高速列 车来说 , 5 m/ 由于制 动热 负荷 大 幅提 高 , 普 磨耗 和损 伤 。
分析我 国以往 的粉 末冶 金 闸片研 究过程 可 以发现 :
列 车粉末 冶金 闸片 , 过高速 动 车组 1 1制动 动力 试验 2 1 以往研 究经验 总结 通 : .
1 高 速动车 组 闸片性 能特点 高 速动 车组 粉末冶 金 闸片必 须具备 下列性 能 : 1 1 良好 耐热 性 、 热性及 散热 性 . 导 高 速制动 时 , 闸片 摩擦 面 的 温度 将 会 升 高 到 9 0 0 ℃ 的机 械 性能 ; 片摩 擦 材 料要 具 有 良好 的 导热 能力 , 闸 能
用 特点 , 研制 一种 性能 优 良的具有 自主知识 产 权 的高 速
高速列车用铜基粉末冶金闸片材料的制备与性能研究
高速列车用铜基粉末冶金闸片材料的制备与性能研究高速列车用铜基粉末冶金闸片材料的制备与性能研究摘要:随着高速列车的飞速发展,制动系统的性能要求也越来越高。
而作为制动系统重要组成部分的闸片材料,其制备与性能研究尤为关键。
本文基于粉末冶金技术,制备了一种铜基粉末冶金闸片材料,并对其力学性能、热学性能以及磨损性能进行了详细研究。
结果表明,该铜基粉末冶金闸片材料具有优异的性能,能够满足高速列车制动系统的要求。
1. 引言高速列车作为现代交通运输的重要方式,其运行的安全性和稳定性对社会交通的发展具有重要意义。
而制动系统作为保证高速列车安全的关键设备,其性能的优化和改进一直以来都备受关注。
票高速列车的制动系统中,闸片材料作为制动系统的重要组成部分,其性能对于制动效果以及乘客的安全都具有重要的影响。
因此,研究制备高性能的闸片材料迫在眉睫。
2. 实验方法2.1 材料制备本实验采用粉末冶金技术制备铜基粉末冶金闸片材料。
首先按照一定的配比将铜粉、摩擦调制剂和其他辅助剂混合均匀,然后将混合物进行压制,制备出预制坯。
接着,通过真空烧结工艺对预制坯进行烧结,得到最终的铜基粉末冶金闸片材料。
2.2 性能测试通过力学性能测试、热学性能测试以及磨损性能测试对铜基粉末冶金闸片材料的性能进行评估。
力学性能测试中,使用万能试验机对材料的抗拉强度、屈服强度以及延伸率等进行测试。
热学性能测试中,采用差热分析仪对材料的热膨胀系数进行测试。
磨损性能测试中,使用摩擦磨损试验机对材料的磨损行为进行评估。
3. 结果与讨论3.1 力学性能铜基粉末冶金闸片材料的抗拉强度为XXX MPa,屈服强度为XXX MPa,延伸率为XXX%。
实验结果表明,该材料具有较高的强度和韧性,能够承受高速列车的制动力。
3.2 热学性能铜基粉末冶金闸片材料的热膨胀系数为XXX。
热膨胀系数的大小直接影响着材料在高温和低温环境下的应变和变形情况,实验结果显示该材料在不同温度下具有良好的稳定性。
250km_h高速客车锻钢制动盘和粉末冶金闸片的研究.
250km h 高速客车锻钢制动盘和粉末冶金闸片的研究钱坤才孙颢何正禄(摘要 1∶ 1摩擦制动性能的分析和研究 , 250km h 高速1前言高速旅客列车基础制动均采用盘形制动。
某些国家在高速重载货物列车上也开始采用盘形制动装置。
制动盘种类多种多样 , 最常见的有铸铁制动盘、铸钢制动盘、锻钢制动盘、铝陶瓷制动盘、复合材料制动盘等。
对于 200km h 以上的高速列车 , 国际上常用的是锻钢制动盘与粉末冶金闸片配对的制动装置。
最近几年来 , 我国对高速列车制动盘和闸片进行了很多的探索和研究 , 取得了较大的成绩。
1∶ 1制动试验结果证明 , 锻钢制动盘无论与半金属基合成闸片 , 还是与粉末冶金闸片配对 , 其摩擦制动性能均能满足 250km h 高速列车的使用要求 , 但从摩擦副角度来考虑 , 锻钢制动盘和粉末冶金闸片配对的摩擦副最为合理。
2高强度合金锻钢制动盘211材质制动盘材质是盘形制动中最关键的技术。
高速制动时 , 巨大的制动热负荷使制动盘产生很大的温度梯度 , 引起极高的热应力。
所以 , 制动盘的耐热裂性能比耐磨性更为重要。
对锻钢制动盘而言 , 由于锻造工艺的局限性 , 一般均采用非通风式结构。
因此 , 锻钢制动盘选材研究就变得十分重要。
制动盘体的材质必须具有好的抗热裂性、耐磨性、导热性和摩擦制动性能。
高强度合金锻钢常温和高温机械性能好 , 韧性好 , 抗热裂性能高 , 并且锻造作者简介 :钱坤才 , 1984年毕业于大连铁道学院铸造专业 , 现主要从事铸造工艺工作 , 高级工程师。
工艺性能好 , 是较理想的制动盘材料。
高强度合金锻钢的主要机械性能和物理性能如表 1、表 2所示。
表 1高强度合金锻钢的主要机械性能抗拉强度ΡbM Pa延伸率∆%布氏硬度HB高温 (500℃抗拉强度Ρb M Pa ≥ 1000≥ 13320~380≥ 750表 2高强度合金锻钢的物理性能温度℃导热系数(m ・℃ -1比热容(kg ・℃ -1线膨胀系数 10-6(℃ -1(1 10046. 05-12. 820043. 96582. 113. 430041. 87607. 214. 640039. 7767014. 650037. 68723. 314. 760036. 68-14. 770033. 06-14. 780029. 06--90025. 96--注 :(1 为一温度范围内即从 20℃到表中所列温度的线膨胀系数。
时速350km标准动车组粉末冶金闸片的研究

工况下依旧具有较高的强度,以确保闸片在高速运
行过程中不发生掉块等现象;(2)高铁紧急制动速 度高,瞬时温度超过900 T ,闸片在此高温工况下要 具有稳定的摩擦因数、较小的磨耗量;(3)闸片在使
用过程中不能对制动盘造成异常损伤且可对制动盘
盘面进行清扫[4_91o
standard EMUs in China, the formula and structure of the brake pad is studied , mainly involving the in fluence of each ingredient in the brake pad formula on braking performance, preparation techniques and test verification techniques for the brake pad and the practical application of the pad in service, etc. . Test results indicate that the newly developed PM pad exhibits stable friction coefficient, excellent wear resist ance ,good resistance to thermal deterioration and high reliability, and can satisfy the operating require ments.
六边形,侧面边缘均采用非直角设计,可有效防止摩 擦块碰撞产生损伤。通过止挡块的设计防止了摩擦 块间完全接触.便于磨屑排出,缓解磨屑及硬质物夹 杂盘片之间造成制动盘异常损伤。
高速列车粉末冶金制动闸片的制备与摩擦磨损性能研究
高速列车粉末冶金制动闸片的制备与摩擦磨损性能研究1. 本文概述随着高速列车技术的迅速发展,制动系统作为列车安全运行的关键组成部分,其性能的优化和提升日益受到重视。
高速列车制动系统通常采用粉末冶金制动闸片,因其具有优异的摩擦磨损性能、较高的热稳定性和良好的耐久性。
本文旨在研究高速列车粉末冶金制动闸片的制备工艺及其摩擦磨损性能,以期为高速列车制动系统的优化设计提供科学依据和技术支持。
本文将综述高速列车粉末冶金制动闸片的发展背景、研究现状和关键性能指标,明确研究的必要性和重要性。
随后,详细介绍粉末冶金制动闸片的制备工艺,包括原材料的选择、粉末混合、压制和烧结等关键步骤,探讨各工艺参数对制动闸片性能的影响。
在此基础上,本文将重点研究粉末冶金制动闸片的摩擦磨损性能。
通过设计一系列摩擦磨损试验,分析不同工况下制动闸片的摩擦系数、磨损率和摩擦表面的微观形貌,揭示其摩擦磨损机制。
本文还将考察制动闸片的热稳定性和耐久性,评估其在高速列车制动过程中的性能表现。
最终,本文将综合实验结果,提出优化高速列车粉末冶金制动闸片性能的方案和建议,为高速列车制动系统的安全、高效运行提供科学依据和技术支持。
通过本研究,期望能够推动高速列车制动技术的发展,为我国高速列车制动系统的自主研发和性能提升贡献力量。
2. 制动闸片材料的选择与制备制动闸片作为高速列车的重要安全部件,其材料的选择与制备工艺对列车的运行安全和制动性能具有决定性的影响。
本研究中,我们经过深入调研和试验,最终选择粉末冶金工艺制备制动闸片。
粉末冶金工艺能够制备出具有优良机械性能和摩擦磨损性能的复合材料,且易于实现材料的均匀分布和微观组织的优化。
在材料选择上,我们主要考虑了材料的硬度、耐磨性、抗热衰退性和热稳定性等因素。
通过对比分析,我们选择了以铁基粉末为基体,添加适量的铜、石墨、二硫化钼等润滑剂,以及稀土元素进行强化的复合材料。
这种材料组合既保证了制动闸片具有较高的硬度和耐磨性,又能够减少制动过程中的摩擦热,防止制动热衰退。
高速列车用铜基粉末冶金摩擦材料研究进展

高速列车用铜基粉末冶金摩擦材料研究进展于奇;马佳;钟素娟;龙伟民;丁天然;潘建军;于新泉【摘要】The high speed train technology in China has development rapid in recent years,put forward more stringent requirments for break materials.The copper-base powder metallurgy friction material has an irreplaceable advantage in braking.In this paper,the research progress of copper-base powder metallurgy friction material was briefly introduced through the composition ratio and process conditions,then suggested that optimizing the composition and stabilizing process was an effective way to improve the quality of products.%近年来随着我国高速列车技术的飞速发展,对制动材料提出更加严苛的要求,其中铜基粉末冶金摩擦材料在制动方面具有不可替代的优越性.通过成分配比及工艺条件简述国内铜基粉末冶金摩擦材料的研究进展,提出优化成分配比及稳定工艺是提升产品品质的有效途径.【期刊名称】《电焊机》【年(卷),期】2018(048)003【总页数】5页(P115-119)【关键词】高速列车;铜基粉末冶金摩擦材料;成分配比;工艺条件【作者】于奇;马佳;钟素娟;龙伟民;丁天然;潘建军;于新泉【作者单位】郑州机械研究所有限公司新型钎焊材料与技术国家重点实验室,河南郑州450001;郑州机械研究所有限公司新型钎焊材料与技术国家重点实验室,河南郑州450001;郑州机械研究所有限公司新型钎焊材料与技术国家重点实验室,河南郑州450001;郑州机械研究所有限公司新型钎焊材料与技术国家重点实验室,河南郑州450001;郑州机械研究所有限公司新型钎焊材料与技术国家重点实验室,河南郑州450001;郑州机械研究所有限公司新型钎焊材料与技术国家重点实验室,河南郑州450001;郑州机械研究所有限公司新型钎焊材料与技术国家重点实验室,河南郑州450001【正文语种】中文【中图分类】U271.91;TF1250 前言近年来我国高速列车技术快速发展,2017年6月由中国铁路总公司研制的“复兴号”在京沪高铁双向通车,时速300 km提高至350 km,我国也由此成为世界上高铁商业运营速度最快的国家。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速列车制动用粉末冶金闸片研究进展
2009年,为了实现高速动车组制动闸片国产化,RSF公司与北京科技大学和南车四方车辆有限公司共同承担“十一五”国家科技支撑计划项目:中国高速列车关键技术研究及装备研制,合作研制开发适用于时速300Km/h 及以上高速列车制动用高强度粉末冶金闸片。
该产品可满足UIC541-3标准中的基本技术要求,能够满足国内高速动车组制动闸片运营要求。
截止现在,该项目的主要研究进展汇报如下:
1、小样试验阶段:
自2009年12月至2012年10月,由我公司与北京科技大学材料学院特种陶瓷国家重点实验室葛昌纯院士课题组联合开展高速粉末冶金制动闸片配方试验工作,到2012年10月,共完成800次配方试验,最终小样试验检测结果摩擦系数稳定、磨耗低、对偶磨损小,摩擦磨损性能优于国内外同类产品指标。
从原理上掌握了各组分对材料摩擦磨损性能的影响,并掌握了压制、烧结等关键工艺控制要点,试验结果重复性好。
试验室已配有整套的加工设备和检测设备:加工设备包括自动压机、模具、“V”型混料机,钟罩式加压烧结炉等;原材料检测设备荧光光谱分析仪、激光粒度分析仪、红外光谱分析仪等;摩擦磨损性能测试设备有1:10摩擦磨损试验机、1:3摩擦磨损试验机。
2、样件检测阶段:
2012年10月至2013年1月,完成小样试验后,我公司先后完成了产品结构、外形及尺寸设计,掌握了关键结构和尺寸设计要点,已向铁道部科学研究
院高速列车制动试验室提供了测试样件。
同时正准备向欧洲铁路联盟认可实验室提供样件。
预计2013年5月完成测试,获得检测报告后向铁道部申请装车考验。
3、试生产阶段:
2013年4至2013年6月,确定并下发原材料采购技术条件、原材料检验文件、工艺卡片、产品检验文件及生产过程控制文件,规范生产流程,完成员工培训,并试生产装车考验样件。
目前正在开展生产线自动配料系统、压制系统、烧结炉、气体保护系统等设备的安装调试工作。
已完成安装调试的原材料处理,投料、混料、压制、烧结设备如下:
4、装车考验阶段:
2013年6月至2013年10,进行装车考验,完成装车考验报告。
争取在2013
年12月完成产品鉴定,实现产品认证取得生产资质,获得生产许可证。
5、推广应用:
2014年初实现产业化生产,一方面为唐山客车厂及长春客车厂配套提供产品,另一方面主攻北京及广州铁路局,为CRH3车型提供产品。
制动粉末冶金闸片进口价格:6900-8000元/片,我们的生产成本在两千元以下。
北京已开通的CRH3车,8节编组,每节动车2架4轴16盘32片,每车每次更换耗资约22万元;每拖车2架四轴24盘,48片,每车每次更换耗资约33万元。
平均每列车消耗:220万元/次,闸片现使用寿命为3个月。
北京局现有车辆至少60列,则消耗闸片5.28亿元/年。
北京瑞斯福科技有限公司
2013-01-08。