锤柄加工工序卡
手柄套工艺文件过程卡工序卡

032
车间
工序号
工序名称
材料牌号
金工
100
钩沉头孔
45
毛坯种类
毛坯外型尺寸
解坯可制牛
每台件数
模锻件
1
I
设备名称
设备型号
设备编号
同时加工件数
Z5150A
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
容内步工
工艺装备
主轴转速切削速度进给量r/minm/minmm/r
切削深度
Rd∙/
锯床
专用夹具,游标卡尺
20
件正
,日件法面打由心了I
金工
—
铳打专机
专用夹具,铳刀,游标卡尺
30
铳端
粗车°45mm外圆
金工
卧式车床
专用夹具,普通外圆车刀,外径千分尺
40
井彳I
诵忠々卜理
金工
50
转彳I
生蜡等上法面
全丁
—
铳床
专用夹具,游标卡尺,端铳刀
60
掇亚
平焙左焙左外局倒缶C1
仝丁
—ห้องสมุดไป่ตู้
卧式车床
专用夹具,普通外圆车刀,外径千分尺
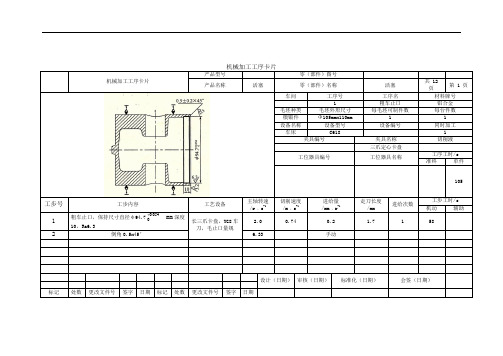
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
手柄套
共4页
第3页
工步内容
工艺装备
加工°5mιn孔,进行钻-精
专用夹具,直柄麻花钻,钱刀,圆柱塞规,深度千分尺
车间
工序号
工序名称
材料牌号
金工
80
钻孔
(完整版)工艺过程卡和工序卡卡片
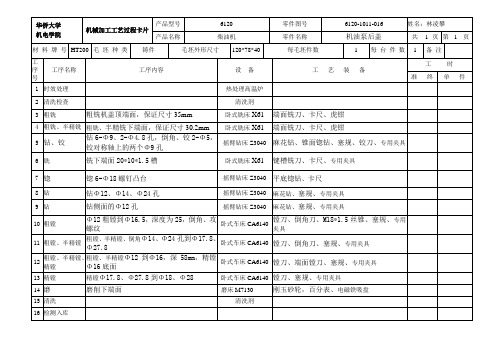
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
连杆机械加工工序卡片模板
平面磨床
M7120
6
夹具编号
夹具名称
切削液
MJ-001
连杆两平面磨夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
磨削深度
mm
进给
次数
工步工时
机动
辅助
1
磨上平面至杆身中心平面
砂瓦
1000
1100
0.02
0.5
20
描图
同时加工件数
多功能专机
专-005
1
夹具编号
夹具名称
切削液
ZJ-002
钻螺纹孔夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
钻2~12.8至尺寸
锥柄麻花钻Ф12.8 GB1438/85
切削深度
mm
进给
次数
工步工时
机动
辅助
1
精铣接合面至尺寸
可转位套式面铣刀200X18 YT5(精)
600
377
0.08
0.5
1
描图
连杆接合面及止口专用检具
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
工艺卡、工序卡(拨叉)2023
半精镗Φ480+0.16孔至Φ49.70+0.10
精镗Φ49.70+0.10孔至Φ500+0.039
Z550 立式钻床 高速钢麻花钻 Z550 立式钻床 硬质合金扩孔钻 Z550 立式钻床 硬质合金铰刀 Z550 立式钻床 硬质合金铰刀
T68 卧式镗床 T68 卧式镗床 T68 卧式镗床
硬质合金镗刀 硬质合金镗刀 硬质合金镗刀
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
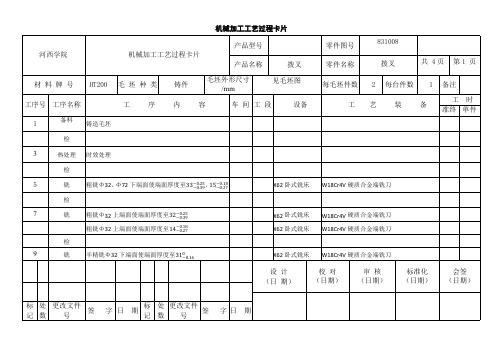
河西学院
机械加工工艺过程卡片(续)
机械加工工艺过程卡片
产品型号 产品名称
拨叉
零件图号 零件名称
831008 拨叉
共 4页 第 3 页
材 料 牌 号 HT200 毛 坯 种 类
mm
机动 辅助
1.7 0.85
1 4.8s 1 5.2s
0.15
1 2s
设计 (日 期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
标 处 更改文件
标 处 更改文件
签 字 日期
签 字日 期
记数 号
记数 号
SB408
高速钢机动丝锥 W18Cr4V
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
机械加工工艺过程卡片和机械加工工序卡片事例

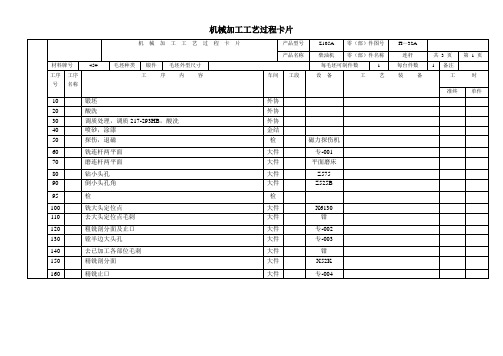
机械加工工艺过程卡片第9组机械加工工艺过程卡片 产品型号 零件图号 B5 产品名称 零件名称 端盖 共 1 页 第1 材料牌号HT150 毛坯种类 铸件 毛坯外形尺寸 每毛坯可制件数 1 每台件数 备注 工序号工序名称 工序内容 车间 工段 设备 工艺装备 工时 准终 单件 1粗镗25φ内圆 粗镗25φ内圆至24-24.82mm ,Ra=6.3 卧式镗床 高速钢镗刀、游标卡尺 2半精镗25φ内圆 半精镗25φ内圆至24.82-25mm,Ra=3.2 卧式镗床 高速钢镗刀、游标卡尺 3粗车左端凸起端面 粗车左端凸起端面至60.1-59.4mm ,Ra=12.5 车床CA6140 高速钢车刀、游标卡尺 4粗铣右端面 粗铣右端面至59.4-58.5mm ,Ra=6.3 铣床X51 圆柱立铣刀、游标卡尺 5半精铣右端面 半精铣右端面至58.5-58mm ,Ra=3.2 铣床X51 圆柱立铣刀、游标卡尺 6钻4×9φ孔 钻4×9φ孔,保证h=15mm,Ra=12.5 铣床X51 高速钢麻花钻、深度游标卡尺 7锪14φ孔 锪14φ孔,保证500.009=h mm 铣床X51 高速钢锪钻、深度游标卡尺 8粗铣左端环面 粗铣左端环面51.7-51mm,Ra=12.5 铣床X51 圆柱立铣刀、游标卡尺 9铣越程槽 铣越程槽至77.8-74.4mm ,Ra=12.5 铣床X51 周铣刀、游标卡尺 10粗车左端凸起外圆 粗车左端凸起外圆至77.8-76mm ,Ra=6.3 车床CA6140 高速钢车刀、游标卡尺 11半精车左端凸起外圆 半精车左端凸起外圆至76-75mm ,Ra=3.2 车床CA6140 高速钢外圆车刀、游标卡尺 12车倒角 车倒角 车床CA6140 车刀 13钻4φ孔 钻4φ通孔,Ra=12.5 钻床Z525 高速钢麻花钻、游标卡尺 14锪10φ孔 锪10φ孔保证深度h=12mm ,Ra=6.3 钻床Z525 高速钢锪钻、深度游标卡尺 15去毛刺 去毛刺 钳工台 手锤 16热处理 端盖圆柱表面淬火、低温回火 淬火机 17校正 18中检 塞规、百分表、卡尺等 19清洗 清洗机 20终检 塞规、百分表、卡尺等设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号签字 日期2:机械加工工序卡片第9组机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片及工序卡

机械加工工序卡片产品型号零件图号产品名称零件名称共3页第2页车间工序号工序名称材料牌号机加工20车B端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数数控车床CAK4085Dj1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件游标卡尺,内径表,圆角规,工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1车P部台湾亚肯外圆车刀80020012车内孔并倒C1角台湾亚肯硬质合金刀杆8002401设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共3页第3页车间工序号工序名称材料牌号机加工30车A端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床SKT200Z1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件圆角规工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1车B端P部,内孔倒C1角.台湾亚肯外圆车刀12002001设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共3页第1页车间工序号工序名称材料牌号机加工10钻孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床CAK6150Dj1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1钻直径23孔直径23麻花钻500设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
机械加工工序卡[13张]
![机械加工工序卡[13张]](https://img.taocdn.com/s3/m/20b6607731b765ce050814b0.png)
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
描图
机械加工 工序卡片
产品型号 产品名称
零件图号 零件名称 倒挡拔叉 车间 毛坯种类 铸件 设备名称 内圆磨床 夹具编号 工位器具编号 设备型号 共 13 页 工序号 120 毛坯外形尺寸 工序名 磨削拨叉头孔 每坯可制件数 1 设备编号 夹具名称 专用夹具 工位器具名称 主轴转速/ (r/min) 280
进给次数 1 1 1 1
0.07
描校
0 0.48
mm
端面车刀、 游标卡尺 端面车刀、 游标卡尺 端面车刀、 游标卡尺 端面车刀、 游标卡尺
m ,控制尺寸 35.450 0.45 mm
0.2 m ,控制尺寸 23 0.1 mm
底图号
4
粗车 D 面, Ra6.3
装订号 标记 处数 更改文件号 签字 日期
3
1
装订号 标记 处数 更改文件号 签字 日期 标记
处数
设计 审核 标准化 (日期) (日期) (日期) 更改文件号 签字 日期
会签 (日期)
机械加工 工序卡片
产品型号 产品名称 车间 毛坯种类 铸件 设备名称 立式铣床 夹具编号
零件图号 零件名称 工序号 80 毛坯外形尺寸 设备型号 倒挡拔叉 工序名 粗铣槽底部分内表面内侧两端面 每坯可制件数 1 设备编号 切削液 工位器具名称 工艺装备 端面铣刀、游标卡 尺 端面铣刀、游标卡 尺 主轴转速 /(r/min) 1024 1024 切削速度 进给量 /(m/min) /(mm/r) 3.22 3.22 0.1 0.1 设计 (日 期) 审核 (日 期) 背吃刀量 /mm 3 3 标准化 (日期) 1 1 会签 (日 期) 进给次数 共 13 页 材料牌号 ZG310-570 每台件数 1 同时加工件数 2 第 8页
加工工艺过程卡片及工序卡

尺
设 计(日 期) 校 对(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
湖南科技大学
机械加工工序卡片
产品型号 产品名称
变速箱 车间
零件 号
零件 称 工
毛坯种类
毛坯
754× 金属型铸件
设备名称
设备
双立轴圆工作台 X
铣床
夹具编号
工位器具编号
工步 工
号
步
内
主轴转速 切削速度 容工 艺 装 备
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
湖南科技大学
机械加工工序卡片
产品型号 产品名称
变速箱
零件图 零件名
车间
工序
1
毛坯种类 毛坯外
金属型铸件 754×4
设备名称
设备
组合钻床 夹具编号
工位器具编号
工步 工
号
步
内
主轴转速 切削速度 容工 艺 装 备
r/min m/min
M20×1.5 攻丝至图纸要求
粗镗前后端 组合上下箱体,以结合面为基准两销定位,粗镗轴孔 170
面轴孔 φ180、φ120、φ110
粗镗右端面 组合上下箱体,以结合面为基准两销定位,粗镗右侧 180
轴孔 轴孔 φ130 及端面凹槽
半精镗前后 组合上下箱体,以结合面为基准两销定位,半精镗轴 190
端面轴孔 孔 φ180、φ120、φ110
产品型号
湖南科技大学 机械加工工艺过程卡片
产品名称
变速箱
零件图 零件名
材料牌 号
HT200
毛坯种 类
毛坯外形尺 754×400×18
锤子柄车削加工工艺

对刀后自动走刀,车去外皮。
45度刀
活顶尖、尾座
8
车圆锥面
三爪卡住φ11.8处,尾部用活顶尖顶好,
从端面起140mm处,横向进刀0.5mm,
旋转小刀架手柄进刀,车削长度到另一端划的60mm线。
横向、纵向退刀(将小刀架退到位)。
从端面起95mm处,横向进刀0.5mm,
4
车外圆φ13.5*20
将划线30mm到50mm的中间段车到φ13.5mm
45度刀活顶尖、Biblioteka 座5车槽3*1.5
用切刀在20mm线靠端面一侧,在φ11.8mm外圆处切出深度1.5mm退刀槽。
切刀
活顶尖、尾座
6
倒角
将20mm段90°角处车去尖角
45度刀
活顶尖、尾座
7
调头车φ17外圆
三爪卡住φ11.8mm处,尾部用活顶尖顶好,
锤子柄车削加工工艺工步内容工步号工步名称车端面钻中心孔车外圆1780使用刀具45度刀中心钻45度刀工艺装备钻卡头尾座活顶尖尾座1将两个端面先后外露20mm装卡后钻孔车端面
锤子柄车削加工工艺
工步号
工步名称
工步内容
使用刀具
工艺装备
1
车端面钻中心孔
将两个端面先后外露20mm装卡后钻孔、车端面。
45度刀、中心钻
旋转小刀架手柄进刀,车削长度到另一端划的60mm线。
45度刀
活顶尖、尾座
小刀架倾斜2.3°
9
φ17外圆段滚花
三爪卡住φ11.8处,尾部用活顶尖顶好,
将滚花刀靠紧工件加润油后进刀,
滚出花纹开始自动走刀到95mm处
停自动,退刀,停车。
滚花刀
机械加工工艺工艺卡,工序图(新)

机械加工工艺过程卡片零件号零件名称牛头刨床推进架设施夹具刀具量具工时工序号工序名称( min )名称型号名称规格名称名称规格名称机械加工工艺卡片工序名称车端面,钻孔,镗工序号1孔,切内槽,倒角部件名称方刀架部件号部件重量安装工步安装及工步说明刀具量具资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1走刀长度走刀次切削深度进给量主轴转速切削速度基本工时( mm)数( mm)(mm/r )( r/s)( m/s)( s)1234567 21粗车Φ 36mm 端面钻Φ 25mm 孔至Φ23mm粗镗Φ 36mm孔,孔深 39mm半精镗Φ 36mm孔切内槽37mm*3mm精镗Φ 36mm 孔孔口倒角 1*45车底面YT5 端面车刀(刀杆卡板16mm*25mm )Φ23 高速钢锥柄标准麻花钻陶瓷镗刀YT15 镗刀偏头端面车刀YT30 镗刀YT5 端面车刀651230569751183391120013239110011112001363613616516530569安装工步1 12 13 14 1机械加工工艺卡片安装及工步说明刀具铣四方, 125高速-0mm×125-钢镶0齿三0. 6mm,去毛面刃刺, R aμm铣刀铣四侧压刀槽,保证尺同上寸 24mm精铣 C面同上高速倒角 1×45o钢直柄立铣刀工序名称铣四方,铣压刀槽,倒角工序号2部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)卡板1291260卡板1251260卡板1251375600424卡板12511150020机械加工工艺卡片工序名称车端面,车环形槽,镗孔工序号3部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具走刀长度切削深度进给量主轴转速切削速度基本工时量具走刀次数(mm)(mm/r )( r/min )( m/min )(min )(mm)1半精车Φ 2501㎜孔端面2车环型槽精镗Φ25+00.023㎜3孔4倒角焊接式45°弯62.511370卡板头外圆车刀高速钢车刀W18C r18124VYT30331127100镗刀45°弯头外圆1105305120车刀机械加工工艺卡片工序名称钻、铰、扩孔,攻螺纹工序号4部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具量具走刀长度切削深度进给量主轴转速切削速度基本工时走刀次数( mm)( mm/r )( r/min )( m/min )( min )(mm)钻 4- Φ 150Φ1㎜㎜高速钢孔锥柄麻花1钻㎜锥柄机用2铰 4-Φ150铰刀(高孔速钢 )Φ钻 8 个 M12-6H10.1 ㎜1高速钢锥孔至Φ柄麻花钻2Φ 112扩 8 个 M12-6H㎜高速钢孔锥柄扩花钻915459114024166802224119533 123 安装工步攻 M12-6H 孔螺M12㎜高速钢241195纹机用丝锥Φ 9孔㎜高速钢1596027钻Φ 100锥柄麻花钻孔至锥柄铰Φ100机用铰刀11956Φ10(高速钢)攻 M12-6H 孔螺M12㎜高速钢1195纹机用丝锥机械加工工艺卡片工序名称热办理工序号8部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装及工步说明刀具走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)热办理, C 表面淬火HRC40~50机械加工工艺卡片工序名称磨端面、侧面部件名称方刀架部件重量资料牌号硬度45#钢HBS207~241设施名称型号车床C620-1安装工步安装及工步说走刀长度走刀切削深度fa fr刀具量具次数( mm)明(mm)磨Φ36 ㎜端20 ㎜11面 , 保证 390-WA46KV6P350X40X127 卡板1251㎜㎜㎜磨Φ250㎜端面,保证20 ㎜21WA46KV6P350X40X127卡板1251㎜0 -72 ㎜ ,Ra0.8 ㎜31磨四个侧面 ,WA46KV6P350X40X127卡板1251Ra0.8 ㎜机械加工工艺卡片工序名称终检部件名称方刀架部件重量资料牌号硬度45#钢HBS207~241设施工序号9部件号毛坯型式重量模锻件7kg夹具协助工具主轴转速切削速度基本工时(r/min )(m/min)(min)150015001500工序号11部件号毛坯型式重量模锻件7kg夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)按图纸要求检查广西大学机自工艺专业机械加工工艺过程卡片零件号零件名称工序号工序名称1备料2模锻3热办理,正火4车φ 36mm 端面,钻φ25mm 孔,镗φ36mm 孔,切内槽,孔口倒角。
飞锤支架机械加工工艺过程卡片

四爪卡盘、游标卡尺、端面车刀
25
钻扩铰孔
钻、扩、铰孔
车床
四爪卡盘、中心尾架、麻花钻、扩孔钻、铰刀、内径百分尺
30
车
精车右台阶面
车床
专用夹具1、游标卡尺、端面车刀
35
车
车外圆、退刀槽、倒角
车床
专用夹具1、游标卡尺、外圆车刀、切槽刀
40
铣
粗铣孔端面,铣中间平面、倒角
铣床
专用夹具2、游标卡尺、立铣刀、倒角刀
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
飞锤支架
共1页
第1页
材料牌号
QT700-2毛坯种类铸件毛坯形尺寸42*45*50
每毛坯可制件数
1
每件台数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
05
铸
铸造毛坯
10
钳
除浇冒口,去毛刺
钳工台
15
热处理
正火
热处理炉、蓄水槽
20
车
粗车右台阶面,半精车右端面
45
钻铰锪孔
钻、铰孔,锪沉孔
钻床
专用夹具3、麻花钻、铰刀、锪钻、内径百分尺
50
铣
粗铣两侧平面
铣床
专用夹具4、立铣刀
55
钻铰孔
钻、铰孔
钻床
专用夹具5、麻花钻、铰刀、内径百分尺
60
铣
半精铣两侧平面、倒角
铣床
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
机械加工实用工艺过程及工序卡片

机械加工实用工艺过程及工序卡片机械加工是一种常见的制造工艺,通过在加工工序中使用机械设备将原材料进行加工,以获得所需要的最终产品。
机械加工过程通常包括各种工序,每一个工序都有着特定的工艺要求,为此,制定工序卡片是非常重要的。
下面是一份机械加工实用工艺过程及工序卡片的范例:工件名称:零件A工序序号:1工序名称:车削外圆设备名称:数控车床刀具类型:外圆车刀刀具编号:T001切削方式:顺切加工程序:G01X100Z10切削速度:150 m/min进给速度:0.1 mm/r切削深度:1 mm工件材料:钢工序序号:2工序名称:镗孔设备名称:数控镗床刀具类型:铰式刀具刀具编号:T002切削方式:顺切加工程序:G01X50Y50切削速度:100 m/min 进给速度:0.05 mm/r 切削深度:2 mm工件材料:铜工序序号:3工序名称:铣削平面设备名称:立式铣床刀具类型:平面铣刀刀具编号:T003切削方式:插切加工程序:G01X80Y80切削速度:180 m/min 进给速度:0.1 mm/r切削深度:0.5 mm工件材料:铝合金以上是工艺过程及工序卡片的一部分示例。
在实际的工程实施中,可能还需要其他的信息,如夹具、夹具定位、工序间隔时间等等。
这些信息需要根据具体的工程要求进行补充。
在制定工艺过程及工序卡片时,需要考虑以下几个方面:1.工艺要求:根据零件的要求,确定所需的工序及顺序。
2.设备选择:根据工艺要求,选择适合的加工设备进行加工。
3.刀具选择:根据零件的加工要求,选择适合的刀具进行加工。
4.参数设定:根据刀具、材料等因素,确定切削速度、进给速度等加工参数。
5.运行程序:编写相应的数控程序或手动操作程序,确保正确的加工过程。
通过制定工艺过程及工序卡片,工作人员可以根据卡片上的信息进行操作,大大提高了工作效率和工作质量。
工序卡片
机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共 12页第 1 页车间工序号工序名材料牌号1 粗车止口铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工车床C618 1夹具编号夹具名称切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s准终单件105工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗车止口,保持尺寸直径φ94.7054.0mm深度10,Ra6.3 长三爪卡盘,YG8车刀,毛止口量规2.0 0.74 0.2 1.7 1 582 倒角0.5x45° 6.33 手动设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共 12页第 2 页车间工序号工序名材料牌号2 粗镗销孔铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工车床 1夹具编号夹具名称切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s准终单件168工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 镗孔φ27005.0mmYG8专用镗刀,毛销孔量规,压紧工具,止口座12.7 2.67 0.1 1 1 32设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共 12页第 3 页车间工序号工序名材料牌号3 粗车外圆顶面、环槽铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工多刀半自动车床C720 1夹具编号夹具名称切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s准终单件86工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 车外圆φ102.4±0.05mm,保持尺寸107±0.05YG毛环槽切刀,环槽到止口端面距离卡规,环槽刀夹2.0 0.69 0.52 1.7 1 252 车外圆φ101.68±0.05mm,保持尺寸29.63±0.05 2.0 0.69 0.52 1.7 1 163 车沟槽在77.37±0.05处,保证宽度4.0±0.03,下刀深度保持直径φ91.8±0.0250.5 0.17 手动 14 分别车三槽,保证三槽宽2.2±0.03,三环岸宽3.8±0.03,下刀深度保持直径φ92.8±0.0250.5 0.17 手动 3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共12页第 4页车间工序号工序名材料牌号4 铣直横槽铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工铣槽机 1夹具编号夹具名称切削液铣槽专用夹具工位器具编号工位器具名称工序工时/s准终单件105工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 在于裙部轴心线倾斜1°30´±30´下端至止口端面距离为4.2mm-8.2mm处铣直槽,保证槽宽1.5±0.12mm止口座,拉紧工具,片铣刀φ60x1.5mm,片铣刀φ120-φ135x3mm2.5 0.98 0.032 0.5 4 1382 在外圆φ91.8沟槽处铣横槽,保证宽3±0.12mm,弦长74.6±0.4mm2.5 0.98 0.032 0.5 4 138设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共12页第 5页车间工序号工序名材料牌号5 钻油孔铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工台钻Z12 1夹具编号夹具名称切削液钻油孔夹具工位器具编号工位器具名称工序工时/s准终单件178工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 在8个工位上钻孔φ3.5mm,孔中心必须在环槽中间钻油孔夹具,φ3.5mm钻头18 0.28 手动 2.5 8设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共 12页第 6页车间工序号工序名材料牌号6 精车止口,打中心孔铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工镗孔机床 1夹具编号夹具名称切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s准终单件138工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 精车止口,保持尺寸直径φ95015.0mm,深10,Ra3.2um 车刀,中心钻,光止口塞规,三爪卡盘3.0 0.50 0.05 0.05 1 1052 倒角倒角2x45°,Ra,1.60um 6.33 手动3 钻中心孔φ2.5mm-φ3mm,深度不大于4.8mm 18 0.28 手动 2.5 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号 产品名称活塞零(部件)名称活塞 共 12页第 7 页车间 工序号 工序名 材料牌号 7 精车环槽 铝合金 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数模锻件 Φ105mmx110mm 1 1 设备名称 设备型号 设备编号同时加工车床 C6201 夹具编号夹具名称 切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s 准终 单件168工步号 工步内容工艺设备主轴转速/r ﹒s -1切削速度/m ﹒s -1进给量/mm ﹒r -1走刀长度 /mm进给次数工步工时/s 机动 辅助 1 精车沟槽,保持尺寸4.755060.0035.0++,直径φ910250-。
机械加工工艺流程卡模板
机械加工工艺流程卡模板1. 引言机械加工工艺流程卡是指导工人进行机械加工操作的重要工具,它详细记录了加工工序、加工顺序、加工参数等关键信息,帮助工人正确、高效地完成加工任务。
本文将介绍一个常用的机械加工工艺流程卡模板,以供参考。
2. 机械加工工艺流程卡模板2.1 信息概要•零件名称:•零件编号:•工艺编号:•适用机床:•材料:•加工工艺:•日期:•编制人:•审核人:•批准人:2.2 工艺准备•图纸:•量具及测量工具:•刀具及夹具:•加工设备:•刀片安装方式:•工序顺序:•加工顺序:•加工参数计算和选择:•特殊要求和注意事项:2.3 加工工序•工序1:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:•工序2:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:•工序3:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:(继续添加需要的工序)2.4 检验与质量控制•检验方法:•合格标准:•检验工具:•检验要求:2.5 完工记录•实际加工时间:•实际加工设备:•刀具消耗情况:•特殊事项记录:•编制人:•审核人:•批准人:3. 总结机械加工工艺流程卡模板提供了一个规范的工艺记录格式,可以帮助工人清楚地了解加工任务的各个方面,从而实现准确、高效地执行加工工序。
通过合理的规划和记录,可以提高加工过程的可控性和质量稳定性,为企业的生产效益和竞争力提供有效的支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡工序名称工序简图车工序号芜湖职业技术学院第1页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号1 车左右端面,保证总长190(用三爪卡盘夹住工件的三分之二,开动机床使刀沿Z轴方向轻碰工件一端,再沿X轴方向退出钢刀,沿Y轴方向进刀2.5cm,沿X轴方向开动自动进给车去端面,换工件车另一端,取下工件测量)625 107.26 0.1 高速钢车刀组员:工序名称工序简图车工序号芜湖职业技术学院第2页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号2 在左右端面上打顶针孔(换刀,用三爪卡盘夹住工件的四分之三,推动机床尾座至端面约10cm,之后开动钻头慢慢推进开始打顶针孔,之后换一段继续打孔,下工件)625 107.26 0.1 高速钢钻头组员:工序名称工序简图车工序号芜湖职业技术学院第3页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号3 车φ12外圆长190 (用三爪卡盘夹住工件一端15cm,推动尾座顶在顶针孔上,调紧三爪卡盘,开动外圆车刀,轻碰工件表面沿Z轴移除刀,再沿X轴进刀2cm,开动自动进给,把工件的二分之一车到φ16,沿Z轴方向退出刀,关机测量,再沿X轴方向进刀2cm,开动自动进给,把工件的二分之一车到φ14,重复以上步骤把工件的二分之一再车到φ13,最后车到φ12,车完后换工件的另一端重复以上步骤车刀φ12,下工件)625 107.26 0.1 外圆车刀工序名称工序简图车工序号芜湖职业技术学院第4页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号4 粗车φ11.5外圆长110(用粉笔在工件的一端画下记号,用游标卡尺测量110mm的距离并在粉笔的记号上留下痕迹,用三爪卡盘夹住工件的五分之一,推动尾座顶住顶针孔,调紧三爪卡盘,开动车床,使刀在游标卡尺做的痕迹上轻轻的车个痕迹,退出刀,再使刀沿X轴方向轻碰工件,沿Z轴方向退刀,沿X轴方向进刀5mm,开动自动进给,车φ11.5外圆长110mm)625 107.26 0.1 外圆车刀工序名称工序简图车工序号芜湖职业技术学院第5页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号5 车φ9.7外圆长18(重复第四页车φ11.5外圆长110mm的步骤,车车φ9.7外圆长18mm,下工件)625 107.26 0.1 外圆车刀组员:工序名称工序简图车工序号芜湖职业技术学院第6页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号6 倒角C2(换45车刀,用三爪卡盘夹住工件的三分之二,开动机床,使刀沿Z轴方向轻碰工件,手动调节使刀沿Z轴方向进2cm,倒角C2,下工件)625 107.26 0.1 45车刀组员:工序名称工序简图车工序号芜湖职业技术学院第7页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号7 割槽,槽宽2,深1(换割槽刀,用三爪卡盘夹住工件的五分之一,推动尾座顶住顶针孔,调紧三爪卡盘,开动车床,目测使刀移至φ11.5和φ9.7的交接处,沿X轴方向轻碰工件,再手动进刀1cm,退刀,下工件)340 107.26 0.1 割槽刀组员:工序名称工序简图车工序号芜湖职业技术学院第8页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号8 扳牙(下掉尾座上的顶针,用三爪卡盘夹紧工件的四分之三,把扳牙平行放在工件的端面上,推动尾座挤在扳牙上,调动尾座沿Z轴方向进2cm,移出尾座,手动扳牙,顺时针转四分之一圈,再逆时针转八分之一圈,直至牙完全扳好,下工件)0.1 板牙组员:工序名称工序简图车工序号芜湖职业技术学院第9页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号9 滚花(换滚花刀,用三爪卡盘夹住工件的四分之一,推动尾座顶住顶针孔,调紧三爪卡盘,把滚花刀沿X轴方向轻碰工件,再沿X轴方向进刀1cm,沿Z轴方向开动自动进给,开始滚花,结束后下工件)240 107.26 0.1 滚花刀组员:工序名称工序简图车工序号芜湖职业技术学院第10页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号10 精车φ11外圆长92cm(调转速至840,进给量为0.07,用三爪卡盘夹住工件一端五分之一处,推动尾座顶在顶针孔上,调紧三爪卡盘,开动车床,沿X轴进刀轻碰φ11.5一段工件,沿Z轴退刀,再沿X轴进刀0.5cm,最后沿Z轴开动自动进给车φ11外圆长92cn)840 107.26 0.07 高速钢车刀组员:工序名称工序简图车工序号芜湖职业技术学院第11页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号11 打磨抛光(用三爪卡盘夹住工件的滚花部位一端5cm,推动尾座顶住顶针孔,调紧三爪卡盘,调动转速开始打磨抛光)340 107.26 0.1 氧化铝砂纸组员:工序名称工序简图车工序号芜湖职业技术学院第12页1 共12页产品名称零件名称零件图号锤柄锤柄机床名称机床型号冷却液普通车床C6136AT 乳化液毛坯材料20圆钢工时定额min准备结束时间毛坯尺寸Φ18×195 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品件数 1 工时定额上工序下工序序号工步内容转数(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号12 车右端球面(同倒角C2步骤相同)560 107.26 0.1 半圆刀组员:。