尺寸链计算例题及习题 PPT
合集下载
尺寸链的分析计算 ppt课件
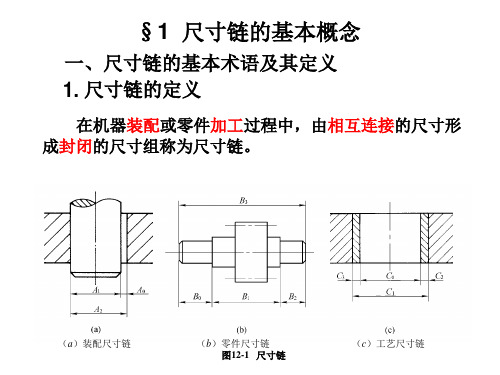
尺寸链
B3
• 线性尺寸链
B0
B1
B2
• 角度尺寸链
7尺 寸 链 的 分 析 计 算
d
X
D
尺寸链
• 平面尺寸链
• 空间尺寸链
L1 L2
α L0
L1 L2
α L0
8尺 寸 链 的 分 析 计 算
尺寸链中,每一个尺寸简称为环 环分为封闭环和组成环
9尺
寸
尺寸链链的 环分
lin析计k
算
尺寸链中,决定其他环的精度或 者被其他环的精度所影响的环
Ti = 6σi
μi = (ESi + EIi ) /2
L0 = f (L i)
26 尺
寸
尺寸链链的 尺寸概率分布分析
计 算
L0 = f (L i)
T0606 Ci2 i2 Ci2Ti2 0 Cii
ES0 = μ0 + T0 /2 EI0 = μ0 - T0 /2
L ES 0 0 EI 0
CiLi m in
i增环
i减环
L0min
CiLi m in
CiLi max
i增环
i减环
T0 CiTi
22 尺
寸
尺寸链链的 WC计算分析
计 算
L3
L0 = L3 – L1 – L2
C3 =1
C2 =C1 =-1
L0max = L3max – L1min – L2min
L0min = L3min – L1max – L2max
- 假设尺寸是符合统计分布规律
- 计算简单,节约生产成本
- 尺寸环多于4个
- 对生产工艺非常熟悉
蒙特卡洛模拟法 Monte Carlo Simulation
尺寸链计算及例题解释PPT课件

2. 概率法特点:以概率论理论为基础,计算科学、复杂, 经济效果好,用于环数较多的大批大量生产中。
假定各环尺寸按正态分布,且其分布中心与公差带中心重合。
(1) 各环公差之间的关系
(2) 各 环 平 均 尺 寸 之 间 的 关 系
(3)各环平均偏差之间的关系
n1
T(A0) T2(Ai)
i1
m
n1
A0 Ai Ai
A2
A a)
2006-3
b)
c)
2021
12
0.05 A
C
B
0.1 C
A2 A0 a1 a0
A a)
b)
c)
图示尺寸链中,尺寸A0是加工过程间接保证的,因 而是尺寸链的封闭环;尺寸A1和A2是在加工中直 接获得的,因而是尺寸链的组成环。其中, A1为 增环, A2为减环。
尺寸链方程为: A0 A1 A2
规定为 0.5~0.8mm。与此有关的加工过程如下:
1) 精车A面,保证直径 D138.400.1 ;
2) 渗碳处理,控制渗碳层深度H1; 3) 精磨A面保证直径尺寸D2 3800.016,同时保证规定的渗碳层深度。
试确定H1的数值。
A
【解】
H0 H1
D2 D1
R1 H1 H0
R2
建立尺寸链,如图 b, 在该尺寸链中,H0 是 最终的渗碳层深度,
尺寸链方程
—— 确定尺寸链中封闭环(因变量) 和组成环(自变量)的函数关系式,其一般 形式为:
A 0f(A 1,A 2, ,A n)
2006-3
2021
11
工艺尺寸链示例:
工件A、C 面已加工好,现以A 面定位 用调整法加工B 面,要求保证B、C 面距离A0
机械制造工艺学装配尺寸链例题ppt课件
0.21 0
,
A3
6 , 0.27 0.42
A4
143
0 0.17
,
A5
60 0.15
结论:采用概率法计算出的结果,各组成环的公差远大于采用极 值法算出的公差,组成环平均公差扩大 m 倍,所以零件的公差 等级下降,制造成本下降,但是会出现极少量的废品,可是在大 批量生产的前提下,还是比较科学经济的。
3)计算协调环极值公差和极限偏差
极值公差为 T3 T0 (T1 T2 T4 T5 ) 0.05mm
中间偏差为 3 1 2 (4 5 0 ) 0.325
所以
ES3
3
T3 2
0.3
EI3
3
T3 2
0.35
.
最后得出各组成环的尺寸和极限偏差
A1
130
, 0.1
0
A2
25
0.12 0
.
作业2:制造1200件轴与孔的配合件,设计配合为Ф10H6/h6mm;为降低
成本,采用分组装配法,两件按IT9制造,试计算分组数、每组件数和
每一组的尺寸及其偏差,并画出公差带图。
1)查配合尺寸公差表得出IT6=0.009,IT9=0.036,所以分组数为n=4,要
保证封闭环的公差T0=0.018,d
取A3为协调环,然后根据零件加工难易程度取T1=0.1mm,T2=0.12mm,T4=0.07mm,
T5=0.06mm。
.
A1,A2为内尺寸,A3,A4,A5为外尺寸。
封闭环的中间偏差为
0
0.3 2
0.7
0.5mm
各组成环的中间偏差系数为 1 0.05, 2 0.06, 4 0.035, 5 0.03,
尺寸链的计算方法-PPT
从上面得假设中我们可以瞧到: 封闭环得大小与增环、减环有关。当增环最
大,减环最小时,封闭环最大;当增环最小,减环最大 时,封闭环最小,所以有以下计算关系:
封闭环基本尺寸=增环基本尺寸—减环基本尺寸
封闭环最大 = 增环最大 — 减环最小
封闭环最小 = 增环最小 — 减环最大
结
论
大家应该也有点累了,稍作休息 大家有疑问的,可以询
12
例题
解:
检验:封闭环公差就是否等于各组成环公差之与 0、2 — 0、02 = 0、14+0、03+0、01
尺寸链解题步骤
1、根据题意绘制出尺寸链简图; 2、正确判断封闭环,再根据尺寸链简图判
断增环、减环; 3、列式计算; 4、结论; 5、验算。(可在草稿上进行验算)
我们可以瞧出,各个组成环公差较 小,但通过误差得积累,封闭环得公差 却比较大。
在尺寸链中如某一尺寸就是:最后形成、 间接获得、自然形成、没有直接 测量,那这个尺寸就就是封闭环,一个尺
寸链中只有一个封闭环。
返回
增环、减环得概念就是什么?增与减环统称组成环。怎么确定?
增环:在其她组成环不变得情况下,当某一组成环得 尺寸增大时,封闭环也随之增大,则该组成
环就称为增环,用 A1 、 B1 等表示。
减环:在其她组成环不变得情况下,当某一组成环得 尺寸增大时,封闭环也随之减小,则该组成
环就称为减环,用 A2、B2 等表示。
怎么确定增环、减环?
在尺寸中简图中,由尺寸链任一环得基面出发,
绕其轮廓线顺时针(或逆时针)方向旋转一周,回
到这个基面。按旋转方向给每一个环标上箭头,
凡就是与封闭环肩头相反得为增环,反之为减环。
如下图中,我们根据前面对封闭环、增环、 减环得判断,我们可以知道40尺寸为间接得到 所以为封闭环我们记着A0,由此可知70尺寸为 增环我们记着 A1 ,30尺寸为减环我们记着 A2 。
尺寸链计算ppt课件
2.装配前应做好哪些准备工作?
3.什么叫做装配尺寸链、封闭环、增环、减环?
4.装配方法有哪几种?
5.已知各组成环及加工公差如图所示。试问装配后封闭 环AΔ的极限尺寸为多少?
1000+0.10
70-0.05 -0.10
A 30-0.05 -0.08
课后思考题
6.按图所注尺寸公差加工各孔。求加工后孔1与孔2,孔1 与孔3之间能达到的尺寸精度。
课后思考题
9.试述设备磨损的修换原则。 10.试述零件常用的修复方法有哪些。
某旋转件的重力为9.8×1000N,工件的转速未950r/min,平衡精度 等级规定G1,求平衡后允许的偏心距,并且把这允许的偏心距换算 成剩余不平衡力矩。
b.提高产品的生产率; c.降低装配成本。 依据:a.产品的装配图和部件的装配图; b.产品的验收技术条件; c.产品的生产纲领; d.现有的生产条件和标准资料。
装配工艺概述
3.装配单元系统图的绘制方法 a.先画一横线,在横线左端画出代表基准件的长方格, 在横线的右端画出代表产品的长方格; b.按装配顺序从左向右将代表直接装到产品的零件或 组件的长方格从横线引出,零件画在横线上面,组件 画在横线下面; c.用同样的方法可把每一组件及分组件的系统图展开 画出; d.划分装配工序和装配工步; e制定装配工艺卡片。
工艺过程如下:
工序Ⅰ,粗车外圆至φ
工序Ⅱ,精车外圆至φ
工序Ⅲ,划键槽线
工序Ⅳ,铣键槽深度至尺寸A
工序Ⅴ,渗碳处理,深度为t
工序Ⅵ,磨外圆至φ
试求:(1)用深度尺测量槽深尺寸A
(2)渗碳时控制的工艺渗碳层深度t
装配尺寸链与装配方法
装配尺寸链与装配方法
装配尺寸链与装配方法
第十二章尺寸链ppt课件
封闭环的基本尺寸和极限偏差。这种计算主要用于验算零件图 上标注的各组成环的基本尺寸和极限偏差在加工之后能否满足 所设计产品的技术要求。
3. 工艺尺寸计算 工艺尺寸计算是指已知封闭环和某些组成环的基本尺寸和
极限偏差,计算某一组成环的基本尺寸和极限偏差。这种计 算通常用于零件加工过程中计算某工序需要确定而在该零件 的图样上没有标注的工序尺寸。
在查找组成环时,应注意遵循“最短尺寸链原则”。
3. 位置误差按尺寸链中的尺寸来处理
(a)齿轮机构
(b)尺寸链图
图12-3 齿轮机构的尺寸链 1—轴;2—档圈;3—齿轮;4—轴套
(a)采用包容要求
(b)采用独立原则 图12-4 轴套
(c)实际零件
(a)零件图样标注
(b)实际零件
图12-5 齿轮
当齿轮轮毂宽度L1的尺寸公差与两端面的端面圆跳动Hale Waihona Puke 差t1之间的尺寸,称为封闭环。
• 组成环:尺寸链中对封闭环有影响的全部环。
组成环
增环 减环
• 补偿环
如图1-1所示的减速器中,用垫片(件号9)作为补偿件,它的厚度作为 补偿环,装配时选择并安装不同厚度的垫片来调整端盖的底端与对应滚动 轴承的端面之间的轴向间隙的大小。
• 传递系数
传递系数是指表示各组成环影响封闭环大小的程度和方向的系数, 用符号ζi表示。
采用分组法来解决使用要求与加工精
度的矛盾。
图12-13 活塞、连杆机构装配简图 1-活塞;2—活塞销;3—连杆
二、 修配法
修配法装配是指各组成环都按经济加工精度制造,在组成环中选择一 个修配环(补偿环的一种),预先留出修配量,装配时用去除修配环的 部分材料的方法改变其实际尺寸,使封闭环达到其公差与极限偏差要求。
3. 工艺尺寸计算 工艺尺寸计算是指已知封闭环和某些组成环的基本尺寸和
极限偏差,计算某一组成环的基本尺寸和极限偏差。这种计 算通常用于零件加工过程中计算某工序需要确定而在该零件 的图样上没有标注的工序尺寸。
在查找组成环时,应注意遵循“最短尺寸链原则”。
3. 位置误差按尺寸链中的尺寸来处理
(a)齿轮机构
(b)尺寸链图
图12-3 齿轮机构的尺寸链 1—轴;2—档圈;3—齿轮;4—轴套
(a)采用包容要求
(b)采用独立原则 图12-4 轴套
(c)实际零件
(a)零件图样标注
(b)实际零件
图12-5 齿轮
当齿轮轮毂宽度L1的尺寸公差与两端面的端面圆跳动Hale Waihona Puke 差t1之间的尺寸,称为封闭环。
• 组成环:尺寸链中对封闭环有影响的全部环。
组成环
增环 减环
• 补偿环
如图1-1所示的减速器中,用垫片(件号9)作为补偿件,它的厚度作为 补偿环,装配时选择并安装不同厚度的垫片来调整端盖的底端与对应滚动 轴承的端面之间的轴向间隙的大小。
• 传递系数
传递系数是指表示各组成环影响封闭环大小的程度和方向的系数, 用符号ζi表示。
采用分组法来解决使用要求与加工精
度的矛盾。
图12-13 活塞、连杆机构装配简图 1-活塞;2—活塞销;3—连杆
二、 修配法
修配法装配是指各组成环都按经济加工精度制造,在组成环中选择一 个修配环(补偿环的一种),预先留出修配量,装配时用去除修配环的 部分材料的方法改变其实际尺寸,使封闭环达到其公差与极限偏差要求。
尺寸链计算方法ppt课件

在装配尺寸链中,封闭环往往代表装配中精度要求的尺 寸;而在零件中往往是精度要求最低的尺寸,通常在零件图 中不予标注。
5
增环:在尺寸链中,当其余组成环不变的情况下,将某一组
成环增大,封闭环也随之增大,该组成环即称为“增环”。
减环:在尺寸链中,当其余组成环不变的情况下,将某
一组成环增大,封闭环却随之减小,该组成环即称为
一个尺寸链中只有一个封闭环。
10
2).查找组成环
组成环是对封闭环有直接影响的那些尺寸。 一个尺寸链的组成环数应尽量少。
查找组成环时,以封闭环尺寸的任一端为 起点,依次找出各个相连并直接影响封闭环的全 部尺寸,其中最后一个尺寸应与封闭环的另一侧 相连接。
11
如图12-4a所示的车床主轴轴线与尾座轴线高度差的允许值A0是装 配技术要求,为封闭环。组成环可从尾座顶尖开始查找,尾座顶尖轴线 到底面的高度A1、底面与床身导轨面相连的底板的厚度A2、床身导轨 面到主轴轴线的距离A3,最后回到封闭环。A1,A2,A3均为组成环。
i 1
i 1
i 1
i 1
即:
N 1
T
T i
i 1
结论: 封闭环公差等于所有组成环公差之和,它比任何
组成环公差都大。
在装配尺寸链中,应尽量减小尺寸链的环数。即“最
1.基本尺寸计算
m
n
A Ai Ai
i 1
i 1
上式说明:尺寸链封闭环的基本尺寸,等于各增环基本 尺寸之和,减去各减环基本尺寸之和。
15
2.极限尺寸的计算
当多环尺寸链计算时,则封闭环的极限尺寸可写成一般 公式为:
m
n
A A A max
i max
i min
5
增环:在尺寸链中,当其余组成环不变的情况下,将某一组
成环增大,封闭环也随之增大,该组成环即称为“增环”。
减环:在尺寸链中,当其余组成环不变的情况下,将某
一组成环增大,封闭环却随之减小,该组成环即称为
一个尺寸链中只有一个封闭环。
10
2).查找组成环
组成环是对封闭环有直接影响的那些尺寸。 一个尺寸链的组成环数应尽量少。
查找组成环时,以封闭环尺寸的任一端为 起点,依次找出各个相连并直接影响封闭环的全 部尺寸,其中最后一个尺寸应与封闭环的另一侧 相连接。
11
如图12-4a所示的车床主轴轴线与尾座轴线高度差的允许值A0是装 配技术要求,为封闭环。组成环可从尾座顶尖开始查找,尾座顶尖轴线 到底面的高度A1、底面与床身导轨面相连的底板的厚度A2、床身导轨 面到主轴轴线的距离A3,最后回到封闭环。A1,A2,A3均为组成环。
i 1
i 1
i 1
i 1
即:
N 1
T
T i
i 1
结论: 封闭环公差等于所有组成环公差之和,它比任何
组成环公差都大。
在装配尺寸链中,应尽量减小尺寸链的环数。即“最
1.基本尺寸计算
m
n
A Ai Ai
i 1
i 1
上式说明:尺寸链封闭环的基本尺寸,等于各增环基本 尺寸之和,减去各减环基本尺寸之和。
15
2.极限尺寸的计算
当多环尺寸链计算时,则封闭环的极限尺寸可写成一般 公式为:
m
n
A A A max
i max
i min
尺寸链习题a.ppt
EI3=EI1-ES2
ES2=EI1-EI3=-0.06-(-0.36)=+0.30mm
故A2尺寸为40
0.30 mm。
0
HOME
A2
A1=50
0 -0.060
中间计算举例
解:据题意,按尺寸A1、A2加工,则A3必须为封闭环,
A2则为工序尺寸。 A3=A1-A2
3
10
0 0.36
A2
A2=A1-A3=50-10=40mm ES3=ES1-EI2
1
50
0 0.060
EI2=ES1-ES3=0-0=0
按各环所在空间位置分:线性尺寸链、 平面尺寸链 、空间尺寸链。本章重点讨 论长度尺寸链中的线性尺寸链。
尺寸链的建立与分析
确定封闭环 查找组成环 判断增减环
HOME
确定封闭
工艺尺寸链的封闭环是在加工中最后自然形成 的环,一般为被加工零件要求达到的设计尺寸 或工艺过程中需要的余量尺寸。加工顺序不同, 封闭环也不同。所以工艺尺寸链的封闭环必须 在加工顺序确定之后才能判断。一个尺寸链中 只有一个封闭环。
在确定封闭环之后,应确定对封闭环有影响的 各个组成环,使之与封闭环形成一个封闭的尺 寸回路。
查找组成环
组成环是对封闭环有直接影响的那些尺寸,与此无关 的尺寸要排除在外。一个尺寸链的环数应尽量少。
查找装配尺寸链的组成环时,先从封闭环的任意一端 开始,找相邻零件的尺寸,然后再找与第一个零件相 邻的第二个零件的尺寸,这样一环接一环,直到封闭 环的另一端为止,从而形成封闭的尺寸组。
A1=30
0 0.13
mm,A2=A5=5
0 0.075
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尺寸链计算例题及习题
1
例1-4如图2-27所示为齿轮内孔的局部简图,设计要求为:孔径 Ø400+0.05mm,键槽深度尺寸为43. 60+0.34mm,其加工顺序为
1)镗内孔至Ø39.60+0.1mm;2)插键槽至尺寸A; 3)热处理,淬火;4)磨内孔至Ø400+0.05 试确定插键槽的工序尺寸A。
磨内孔至 Ø144.760+0.04mm;
2)渗氮,深度t1; 3)磨内孔至
Ø1450+0.04mm,并保 留渗层深度t0=0. 3~0. 5mm 。 试求渗氮时的深度t1。
5
解 在孔的半径方向上画尺寸链如图2-28d 所示,显然t0=0. 3~0.5=0. 3+0.2mm是间接 获得,为封闭环。t1的求解如下:
显然,第三个尺寸链给分的公差最小,的公差就可 按尺寸链3来定。(即的公差为0.042mm)。当的 公差确定后,的偏差布置是根据尺寸链1中的布置 方式来分布(即mm,和设计尺寸mm的布置形式是 一致的)。
12
3.计算其余的工序尺寸及偏差 由尺寸链计算公式: 封闭环的基本尺寸=所有增环的基本尺寸-所有减
7
表2-25 列表计算法
列号 I
Ⅱ
mmn n1 u1ur u usruuuruur ssuuu
名 称 TEA TiISAEAiASiIjij AAjj
i imi1 mm1 1
基本尺 寸
数据
代 号A 环的名 称
上偏差 ES
增环
Ⅲ
Ⅳ
下偏差 公差
EI
T
减环
封闭环 A∑
ESA∑
EIA∑ TA∑
8
大家有疑问的,可以询问和交流
11
2.确定公共环的偏差
通过分析三个尺寸链可知为公共环(即三个尺寸链 都含有)根据封闭环的公差等于所有组成环公差之 和的理论,在定的偏差时要看这三个尺寸链中哪个 尺寸链给分的公差最小,的公差就按该尺寸链来定。 如果按公差平均分配的原则,在尺寸链1中给分的 公差为0.07mm;在尺寸链2中给分的公差为 0.05mm;在尺寸链3中给分的公差为0.042mm。
2
解先列出尺寸链如图2-21b。要注意的是,当有直径尺寸时,
一般应考虑用半径尺寸来列尺寸链。因最后工序是直接保证 Ø400+0.05mm,间接保证43. 60+0.34mm,故43.6+0.3434 mm为封闭环,尺寸A和20+0.025mm为增环,19. 8+0.05mm为减环。利用基本公式计算可得
t1的基本尺寸:0. 3=72. 38+t1一72. 5 则t、=0. 42mm
t1的上偏差:+0. 2 =+0. 02+Bs1-0 则Bs1=+0. 18mm
t1的下偏差:0=0+Bx1-0. 02
则
Bx1=+0. 02mm
ห้องสมุดไป่ตู้
所以t1 =0. 42+0.02+0.18mm;即渗层深度为 0. 44~0. 6mm 。
10
解:1.建立尺寸链 首先把每个设计尺寸都看作是封闭环,然后依次用(图a)中的
设计尺寸去(图b)中对应与该尺寸有关的工序尺寸。从而很方 便地建立起了尺寸链(有几个设计尺寸就可以建立几个尺寸 链)。 将mm这个设计尺寸看作封闭环(带框的尺寸)建立的尺寸 链为(尺寸链1);将mm这个设计尺寸看作封闭环(带框的 尺寸)建立的尺寸链为(尺寸链2);将 mm这个设计尺寸 看作封闭环(带框的尺寸)建立的尺寸链为(尺寸链3)。
基本尺寸计算:43.6=A+20-19. 8mm
A=43.4
上偏差计算:+0. 34=Bs(A)+0. 025-0
Bs (A)=+0. 315mm
下偏差计算:0=B,(A)+0-0. 05
Bx (A)=+0. 05mm
所以
A=43.4+0.05+0.315mm
按入体原则标注为:A=43.450+0.265mm
16
作业3 下图所示轴套工件,在车床上已加工 好外圆、内孔及各表面,现需在铣床上以端 面A定位铣出表面C,保证尺寸20-0.2mm试 计算铣此缺口时的工序尺寸。
6
5.列表计算法
将式(2-1)、式(2-4)、式(2-5)、 式(2-6)改写成表2-25所示的竖式表, 计算时较为简明清晰。纵向各列中,最后一 行为该列以上各行相加的和;横向各行中, 第Ⅳ列为第Ⅱ列与第Ⅲ列之差;而最后一列 和最后一行则是进行综合验算的依据。在应 用这种竖式时需注意:将减环的有关数据填 入和算得的结果移出该表时,其基本尺寸前 应加“一”号;其上、下偏差对调位置后再 变号(“+”变“一”,“一”变 “+,’)。对增环、封闭环则无此要求。
可以互相讨论下,但要小声点
9
确定工序尺寸的一种新方法 当零件的设计基准与工艺基准不重合时,工艺规程编制的关键环节之一
是工序尺寸及偏差的确定。用传统的尺寸链计算方法求解工序尺寸时, 首先要判断封闭环,即要判断在直接保证某一个工序尺寸的同时,间接 保证的尺寸。这个过程对初学者来说既麻烦又容易出错。笔者根据多年 的工作实践总结出一种易掌握、易操作、易计算的确定工序尺寸的新方 法,现通过实例介绍如下。 例:根据实际尺寸(图a),确定工序尺寸(图b)
3
4.保证渗氮、渗碳层深度的工艺计 算
有些零件的表面需进行渗氮或渗碳 处理,并且要求精加工后要保持一 定的渗层深度。为此,必须确定渗 前加工的工序尺寸和热处理时的渗 层深度。
4
例2-5如图2-28a所示某零 件内孔,材料为 38CrMoAlA,孔径为 Ø1450+0.04 mm内孔表 面需要渗氮,渗氮层深度 为0. 3~0. 5mm。其加工 过程为
作业2 根据设计尺寸(见图1),确定工序尺 寸(见下图)。
图1 设计尺寸
14
15
作业3 如图2-40所示为某模板简图,镗削 两孔O1, O2时均以底面M为定位基准,试标 注镗两孔的工序尺寸。检验两孔孔距时,因 其测量不便,试标注出测量尺寸A的大小及偏 差。若A超差,可否直接判定该模板为废品?
环的基本尺寸; 封闭环的上偏差=所有增环的上偏差-所有减环的
下偏差; 封闭环的下偏差=所有增环的下偏差-所有减环的
上偏差。 计算尺寸链2 得mm 计算尺寸链3 得mm 4.计算结果: mm mm mm 通过这种方法求解工序尺寸时简捷、明了,省去了
封闭环的判断,尺寸之间的联系一目了然。 13
1
例1-4如图2-27所示为齿轮内孔的局部简图,设计要求为:孔径 Ø400+0.05mm,键槽深度尺寸为43. 60+0.34mm,其加工顺序为
1)镗内孔至Ø39.60+0.1mm;2)插键槽至尺寸A; 3)热处理,淬火;4)磨内孔至Ø400+0.05 试确定插键槽的工序尺寸A。
磨内孔至 Ø144.760+0.04mm;
2)渗氮,深度t1; 3)磨内孔至
Ø1450+0.04mm,并保 留渗层深度t0=0. 3~0. 5mm 。 试求渗氮时的深度t1。
5
解 在孔的半径方向上画尺寸链如图2-28d 所示,显然t0=0. 3~0.5=0. 3+0.2mm是间接 获得,为封闭环。t1的求解如下:
显然,第三个尺寸链给分的公差最小,的公差就可 按尺寸链3来定。(即的公差为0.042mm)。当的 公差确定后,的偏差布置是根据尺寸链1中的布置 方式来分布(即mm,和设计尺寸mm的布置形式是 一致的)。
12
3.计算其余的工序尺寸及偏差 由尺寸链计算公式: 封闭环的基本尺寸=所有增环的基本尺寸-所有减
7
表2-25 列表计算法
列号 I
Ⅱ
mmn n1 u1ur u usruuuruur ssuuu
名 称 TEA TiISAEAiASiIjij AAjj
i imi1 mm1 1
基本尺 寸
数据
代 号A 环的名 称
上偏差 ES
增环
Ⅲ
Ⅳ
下偏差 公差
EI
T
减环
封闭环 A∑
ESA∑
EIA∑ TA∑
8
大家有疑问的,可以询问和交流
11
2.确定公共环的偏差
通过分析三个尺寸链可知为公共环(即三个尺寸链 都含有)根据封闭环的公差等于所有组成环公差之 和的理论,在定的偏差时要看这三个尺寸链中哪个 尺寸链给分的公差最小,的公差就按该尺寸链来定。 如果按公差平均分配的原则,在尺寸链1中给分的 公差为0.07mm;在尺寸链2中给分的公差为 0.05mm;在尺寸链3中给分的公差为0.042mm。
2
解先列出尺寸链如图2-21b。要注意的是,当有直径尺寸时,
一般应考虑用半径尺寸来列尺寸链。因最后工序是直接保证 Ø400+0.05mm,间接保证43. 60+0.34mm,故43.6+0.3434 mm为封闭环,尺寸A和20+0.025mm为增环,19. 8+0.05mm为减环。利用基本公式计算可得
t1的基本尺寸:0. 3=72. 38+t1一72. 5 则t、=0. 42mm
t1的上偏差:+0. 2 =+0. 02+Bs1-0 则Bs1=+0. 18mm
t1的下偏差:0=0+Bx1-0. 02
则
Bx1=+0. 02mm
ห้องสมุดไป่ตู้
所以t1 =0. 42+0.02+0.18mm;即渗层深度为 0. 44~0. 6mm 。
10
解:1.建立尺寸链 首先把每个设计尺寸都看作是封闭环,然后依次用(图a)中的
设计尺寸去(图b)中对应与该尺寸有关的工序尺寸。从而很方 便地建立起了尺寸链(有几个设计尺寸就可以建立几个尺寸 链)。 将mm这个设计尺寸看作封闭环(带框的尺寸)建立的尺寸 链为(尺寸链1);将mm这个设计尺寸看作封闭环(带框的 尺寸)建立的尺寸链为(尺寸链2);将 mm这个设计尺寸 看作封闭环(带框的尺寸)建立的尺寸链为(尺寸链3)。
基本尺寸计算:43.6=A+20-19. 8mm
A=43.4
上偏差计算:+0. 34=Bs(A)+0. 025-0
Bs (A)=+0. 315mm
下偏差计算:0=B,(A)+0-0. 05
Bx (A)=+0. 05mm
所以
A=43.4+0.05+0.315mm
按入体原则标注为:A=43.450+0.265mm
16
作业3 下图所示轴套工件,在车床上已加工 好外圆、内孔及各表面,现需在铣床上以端 面A定位铣出表面C,保证尺寸20-0.2mm试 计算铣此缺口时的工序尺寸。
6
5.列表计算法
将式(2-1)、式(2-4)、式(2-5)、 式(2-6)改写成表2-25所示的竖式表, 计算时较为简明清晰。纵向各列中,最后一 行为该列以上各行相加的和;横向各行中, 第Ⅳ列为第Ⅱ列与第Ⅲ列之差;而最后一列 和最后一行则是进行综合验算的依据。在应 用这种竖式时需注意:将减环的有关数据填 入和算得的结果移出该表时,其基本尺寸前 应加“一”号;其上、下偏差对调位置后再 变号(“+”变“一”,“一”变 “+,’)。对增环、封闭环则无此要求。
可以互相讨论下,但要小声点
9
确定工序尺寸的一种新方法 当零件的设计基准与工艺基准不重合时,工艺规程编制的关键环节之一
是工序尺寸及偏差的确定。用传统的尺寸链计算方法求解工序尺寸时, 首先要判断封闭环,即要判断在直接保证某一个工序尺寸的同时,间接 保证的尺寸。这个过程对初学者来说既麻烦又容易出错。笔者根据多年 的工作实践总结出一种易掌握、易操作、易计算的确定工序尺寸的新方 法,现通过实例介绍如下。 例:根据实际尺寸(图a),确定工序尺寸(图b)
3
4.保证渗氮、渗碳层深度的工艺计 算
有些零件的表面需进行渗氮或渗碳 处理,并且要求精加工后要保持一 定的渗层深度。为此,必须确定渗 前加工的工序尺寸和热处理时的渗 层深度。
4
例2-5如图2-28a所示某零 件内孔,材料为 38CrMoAlA,孔径为 Ø1450+0.04 mm内孔表 面需要渗氮,渗氮层深度 为0. 3~0. 5mm。其加工 过程为
作业2 根据设计尺寸(见图1),确定工序尺 寸(见下图)。
图1 设计尺寸
14
15
作业3 如图2-40所示为某模板简图,镗削 两孔O1, O2时均以底面M为定位基准,试标 注镗两孔的工序尺寸。检验两孔孔距时,因 其测量不便,试标注出测量尺寸A的大小及偏 差。若A超差,可否直接判定该模板为废品?
环的基本尺寸; 封闭环的上偏差=所有增环的上偏差-所有减环的
下偏差; 封闭环的下偏差=所有增环的下偏差-所有减环的
上偏差。 计算尺寸链2 得mm 计算尺寸链3 得mm 4.计算结果: mm mm mm 通过这种方法求解工序尺寸时简捷、明了,省去了
封闭环的判断,尺寸之间的联系一目了然。 13