习题课2---机械加工工艺尺寸链计算
工艺尺寸链计算习题PPT课件
Δ4=-0.07
ESA4=Δ4+T4/2=+0.026
EIA4=Δ4-T4/2=-0.166
第13页/共20页
③ 核算封闭环的极限偏差
Δ0=(Δ1+Δ2)-(Δ3+Δ4+Δ5)= (0.2+0.1)-(-0.04-0.07-0.04)=0.45
T02= T12 + T22 + T32 + T42+ T52
解:故①③工画作序箭出尺头尺寸分寸A出链1为增图:环;AA②12和=按5减6照+环0加.0A2工41;顺m序m0确定封闭环A0 ;
第7页/共20页
2.测量基准与设计基准不重合(P192)
A
B
C
第8页/共20页
汽车制造工艺学
3、某零件加工时,首先以小端面为 基准车大端面两边,得到尺寸26和36, 然后铣内孔及内端面,图纸要求保证 尺寸 ,因这一尺寸不便直接测量, 只好通过度量尺寸L来间接保证,试 画出尺寸链并求工序尺寸L
T0=0.5
求封闭环极限偏差,得:
ESA0=Δ0+T0/2 =0.70 EIA0=Δ0-T0/2=0.20
由以上两种方法的解算结果看出:
1.统计法算得的各组成环公差比极值法约扩大了一倍。 2.若按极值法算得的公差值也符合经济加工精度要求,
采用完全互换法与统计互换法均可。
第14页/共20页
• 课本202,习题6-1,6-2 第15页/共20页
EIA0=EIA1+EIA2–ESA3–ESA4–ESA5
ESA0=ESA1+ESA2–EIA3–EIA4–EIA5
ESA4= – 0.20 A4=140-0.20
专题三 尺寸链计算例题及习题
2.确定公共环的偏差
通过分析三个尺寸链可知为公共环(即三个尺寸链
都含有)根据封闭环的公差等于所有组成环公差之 和的理论,在定的偏差时要看这三个尺寸链中哪个 尺寸链给分的公差最小,的公差就按该尺寸链来定。 如果按公差平均分配的原则,在尺寸链1中给分的 公差为0.07mm;在尺寸链2中给分的公差为 0.05mm;在尺寸链3中给分的公差为0.042mm。 显然,第三个尺寸链给分的公差最小,的公差就可 按尺寸链3来定。(即的公差为0.042mm)。当的 公差确定后,的偏差布置是根据尺寸链1中的布置 方式来分布(即mm,和设计尺寸mm的布置形式是 一致的)。
保证渗氮、渗碳层深度的工艺计算
有些零件的表面需进行渗氮或渗碳
处理,并且要求精加工后要保持一 定的渗层深度。为此,必须确定渗 前加工的工序尺寸和热处理时的渗 层深度。
例1-2如图a所示某零件内
孔,材料为38CrMoAlA, 孔径为Ø1450+0.04 mm 内孔表面需要渗氮,渗氮 层深度为0. 3~0. 5mm。 其加工过程为 磨内孔至 Ø144.760+0.04mm; 2)渗氮,深度t1; 3)磨内孔至 Ø1450+0.04mm,并保 留渗层深度t0=0. 3~0. 5mm 。 试求渗氮时的深度t1。
解 在孔的半径方向上画尺寸链如图d所示,
显然t0=0. 3~0.5=0. 3+0.2mm是间接获得, 为封闭环。t1的求解如下: t1的基本尺寸:0. 3=72. 38+t1一72. 5 则t、=0. 42mm t1的上偏差:+0. 2 =+0. 02+Bs1-0 则Bs1=+0. 18mm t1的下偏差:0=0+Bx1-0. 02 则 Bx1=+0. 02mm 所以t1 =0. 42+0.02+0.18mm;即渗层深度为 0. 44~0. 6mm 。
作业题讲解2-1(尺寸链、定位误差)
EIH=-0.06
H
0.02 250.06
6.轴套零件如下图所示,其内外圆及断面A、B、D均已加 工。现后续加工工艺如下:(1)以A面定位,钻φ8孔, 求工序尺寸及其上下偏差。(2)以A面定位,铣缺口C, 求工序尺寸及其上下偏差。
图6
解: (1)求以A面定位,钻φ8孔的工序尺寸及其上下偏差 1)确定封闭环:加工时间接保证的尺寸为30±0.15。 画出尺寸链图。
30±0.15 (A∑)
增环
60+0.1 75-0.1
减环
A 45
0.05 0.15
(2)求以A面定位,铣缺口C的工序尺寸及其上下偏差 1)确定封闭环:加工时间接保证的尺寸为20±0.12, 画出尺寸链图。
B A B A
0.05 A 45 0.15
20±0.12 (A∑)
2)判断增减环 :B为增环 , A为减环。 3)计算 基本尺寸 20= B-45 B=65
(2)液体碳氮共渗,工艺要求液体碳氮共渗层深度为t;
解: 0.1+0.2 1)建立尺寸链,0.1+0.2为封闭环。
15.9
0.07 0
t
0.07 15.90
、t为增环, 16Leabharlann 0.0175 0.005
0.0175 16 0.005 为减环。
2)计算
基本尺寸 0.1= t +15.9 –16
解: +0.2 0.5+0.3 +0.3 0.8 1)建立尺寸链,0.5 为封闭环。 16-0.025、0.8+0.2为增环,d/2为减环。
16-0.025 d/2
2)计算
基本尺寸 0.5= 16 +0.8 –d/2
尺寸链计算例题及习题

尺寸链计算例题及习题在工程设计中,尺寸链是一种非常重要的计算方法,用于确定各个零部件之间的尺寸关系。
尺寸链计算旨在确保产品装配和功能的可靠性,减少设计误差,提高产品质量。
本文将介绍尺寸链计算的基本原理,并通过例题和习题来深入理解。
一、尺寸链计算的基本原理尺寸链计算是基于尺寸和公差的理论,通过将各个零部件的尺寸和公差进行数学运算,确定其装配尺寸和公差的合理范围。
尺寸链计算涉及以下几个重要概念:1. 基准尺寸:每个零部件都有一个基准尺寸,用于确定其相对位置和尺寸关系。
2. 公差:公差是指零部件尺寸的允许偏差范围。
公差可以分为上公差和下公差,上公差表示允许的最大偏差,下公差表示允许的最小偏差。
3. 拉链原理:尺寸链计算中经常使用拉链原理,即将所有零部件的尺寸和公差按照装配顺序进行连锁运算,以确定整个装配件的尺寸和公差。
二、例题解析下面通过一个例题来说明尺寸链计算的具体步骤。
差如下:A的基准尺寸为100,公差为±0.05;B的基准尺寸为50,公差为±0.03;C的基准尺寸为80,公差为±0.04。
装配件的要求是各个零部件之间的间隙不得大于0.1。
请计算整个装配件的装配尺寸和公差。
解题步骤如下:1. 确定装配件的基准尺寸。
根据拉链原理,装配件的基准尺寸等于各个零部件基准尺寸之和,即100+50+80=230。
2. 计算装配件的公差。
根据公差的加法原则,装配件的上公差等于各个零部件上公差之和,下公差等于各个零部件下公差之和。
上公差=0.05+0.03+0.04=0.12,下公差=0.05+0.03+0.04=0.12。
3. 检查装配件的装配间隙。
装配间隙等于装配件的上公差减去基准尺寸和下公差减去基准尺寸的差值的绝对值,即|0.12-230|+|-0.12-230|=0.12+0.12=0.24,小于要求的0.1,满足装配间隙要求。
根据以上计算,装配件的装配尺寸为230,公差为±0.12,满足设计要求。
工艺尺寸链习题解
工艺尺寸链习题解(总5页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March工艺尺寸链习题解1、图示零件,在镗D= mm的内径后,再铣端面A,得到要求尺寸为 mm ,问工序尺寸B的基本尺寸及上、下偏差应为多少解:设计尺寸 mm,不便测量,是间接保证尺寸,为封闭环,建立尺寸链如图。
∵B0max =B2max+Bmax∴Bmax = B0max -B2max=540-(500+=40 (mm)又∵B0min =B2min+Bmin∴Bmin= B0min -B2min= - 500 = (mm)则:B=40 -0.35 mm 即B= -0.2 mmTI+T2=++==T0 (合格)答B的基本尺寸为-0.2 mm。
2、图示零件,成批生产时,用端面B定位加工表面A,以保证尺寸,试标注铣缺口时的工序尺寸及公差。
解:设计尺寸10为封闭环(间接保证),建立尺寸链如下:增环:A1、A3,减环:A2 。
∵A0max =A1max+A3max–A2min∴A3max = A0max– A1max +A2min=(10+ – (25++(60 )=45+(mm)又∵A0min =A1min+A3min- A2max∴A3min =A0min– A1min+ A2max =10–25+(60+=45+0.05mm答:铣缺口时的工序尺寸45为标注如下:3、下图为某零件的加工路线图。
工序1:粗车小端面外圆、肩面及端面;工序2:车大外圆及端面;工序3:精车小端外圆、肩面及端面。
试校核工序3精车端面的余量是否合适若余量不够应如何改进解:按工艺过程画初组成精车端面余量的尺寸链图,如下:Zmax= 52 + - - =1(mm)Zmin = + – 22 – 50 = - (mm)最小余量为负值,这是不允许的。
为保证加工质量,前工序尺寸(非设计尺寸)20.5、22或52适当放大些,以留有适当的余量。
作业题讲解2-1(尺寸链、定位误差)教材
增环
A
封闭环
6±0.10 (A∑)
增环
26±0.05(A2)
36-0.05(A1)
减环
3)计算 基本尺寸 A∑= A2 +A- A1
6= 26+A-36
A=16 上偏差ESA∑= ESA2+ESA-EIA1
0.10= 0.05+ESA-(-0.05)
ESA=0 下偏差EIA∑= EIA2+EIA-ESA1
16-0.025、0.8+0.2为增环,d/2为减环。
d/2 16-0.025
2)计算 基本尺寸 0.5= 16 +0.8 –d/2
d/2= 16.3 上偏差0.3= 0+0.2-EId/2
EId/2= -0.1 下偏差0= -0.025+0-ESd/2
ESd/2= -0.025
d
/
2
16
.30.025 0.1
解: 1)确定封闭环:加工时间接保证的尺寸为t=4+0.16。画 出尺寸链图。
t H
14
0.012 0.004
14.25
0 0.05
2)判断增减环
:14
0.012 0.004
、H
为增环
,14.25
0 0.05
为减环。
3)计算
基本尺寸 4= H+14-14.25 H=4.25
上偏差0.16= ESH+0.012-(-0.05)
2.在车床上加工一批光轴的外圆,加工后经度量发现整 批工件有下列几何形状误差;①锥形(图2a);②鞍形( 图2b);③腰鼓形(图2c);④喇叭形(图2d)。试分别 说明可能产生上述误差的各种因素?
尺寸链的计算、各工序尺寸及公差计算
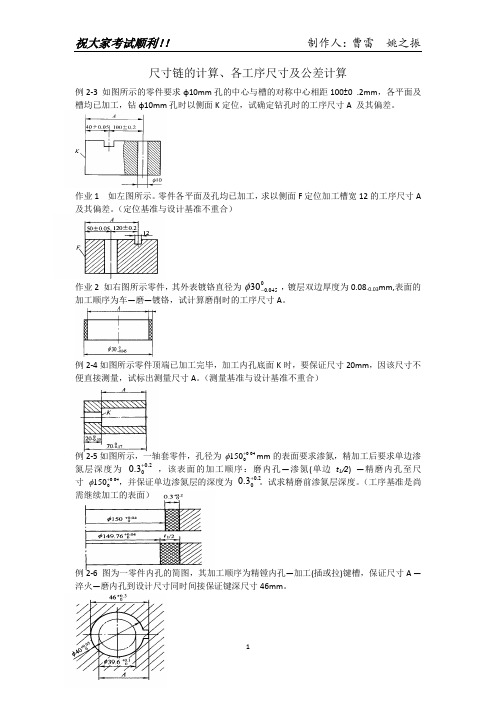
尺寸链的计算、各工序尺寸及公差计算例2-3 如图所示的零件要求φ10mm 孔的中心与槽的对称中心相距100±0 .2mm ,各平面及槽均已加工,钻φ10mm 孔时以侧面K 定位,试确定钻孔时的工序尺寸A 及其偏差。
作业1 如左图所示。
零件各平面及孔均已加工,求以侧面F 定位加工槽宽12的工序尺寸A 及其偏差。
(定位基准与设计基准不重合)作业2 如右图所示零件,其外表镀铬直径为 ,镀层双边厚度为0.08-0.03mm,表面的加工顺序为车—磨—镀铬,试计算磨削时的工序尺寸A 。
例2-4如图所示零件顶端已加工完毕,加工内孔底面K 时,要保证尺寸20mm ,因该尺寸不便直接测量,试标出测量尺寸A 。
(测量基准与设计基准不重合)例2-5如图所示,一轴套零件,孔径为 mm 的表面要求渗氮,精加工后要求单边渗氮层深度为 ,该表面的加工顺序:磨内孔—渗氮(单边t 1/2) —精磨内孔至尺寸 ,并保证单边渗氮层的深度为 。
试求精磨前渗氮层深度。
(工序基准是尚需继续加工的表面)例2-6 图为一零件内孔的简图,其加工顺序为精镗内孔—加工(插或拉)键槽,保证尺寸A —淬火—磨内孔到设计尺寸同时间接保证键深尺寸46mm 。
045.030-φ04.00150+φ2.003.0+04.00150+φ2.003.0+例题:如图所示的零件图的有关工艺过程如下。
①车外圆至尺寸A1(IT9),如图b所示,留磨量z=0.6mm。
②铣轴端小平台,工序尺寸为A2,如图c所示。
③磨外圆,保证工序尺寸A3=28 (IT7).试确定各工序尺寸及其偏差。
例2-1某型芯的直径为Φ50 ,尺寸精度IT5,表面粗糙度Ra要求为0.04μm。
加工的工艺路线为:粗车--半精车—高频淬火—粗磨—精磨—研磨。
用查表法确定毛坯尺寸、各工序尺寸及其公差。
【列表】例2-2需加工φ28孔。
孔表面粗糙度为Ra0.8μm,淬火硬度为58~62HRC,加工顺序为钻孔——半精车——精车——热处理——磨孔。
尺寸链计算及例题解释
2. 概率法特点:以概率论理论为基础,计算科学、复杂,经济 效果好,用于环数较多的大批大量生产中。
假定各环尺寸按正态分布,且其分布中心与公差带中心重合。
(1) 各环公差之间的关系
(2) 各 环 平 均 尺 寸 之 间 的 关 系
(3)各环平均偏差之间的关系
n1
T(A0) T2(Ai)
i1
m
n1
A0 Ai Ai
2) 按等精度原则
按等公差级分配的方法来分配封闭环的公差时,各组成环 的公差取相同的公差等级,公差值的大小根据基本尺寸的大小, 由标准公差数值表中查得。
3) 按实际可行性分配原则
按具体情况来分配封闭环的公差时,第一步先按等公差值或 等公差级的分配原则求出各组成环所能分配到的公差,第二步 再从加工的难易程度和设计要求等具体情况调整各组成环的 公差。
51-0.4
50-0.34
10.4-0.2
零件图
10 车孔及端面
14.6±0.2
20 车外圆及端面
10-0.3
30 钻孔
40 磨外圆及台阶
解:1)分析
从零件图上看,设计尺寸有10-0.3mm、15±0.2mm 以及50-0.34。 根据工艺过程分析是否全部达到图纸要求.其中10-0.3、 50-0.34直 接保证,15±0.2间接保证,为封闭环,必须校核。
组成环——尺寸链中对封闭环有影响的全部环。
组成环又可分为增环和减环。 增环——若该环的变动引起封闭环的同向变动,则该 环为增环. 减环——若该环的变动引起封闭环的反向变动。则该 环为减环。
4、增、减环判别方法
在尺寸链图中用首尾相接的单向 箭头顺序表示各尺寸环,其中与 封闭环箭头方向相反者为增环, 与封闭环箭头方向相同者为减环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【例 】 主轴孔 10000.035 , Ra 0.8工序m,尺寸及公差的确定,加工过程: 粗镗→半精镗→精镗→浮动镗(或铰)
工序名称
铰孔 精镗孔 半精镗孔 粗镗孔 毛坯孔
1
工序间余量 /mm
0.1 0.5 2.4 5
工序间
经济精度 /mm
表面粗糙 度 /μm
H7( 00.)035
99.4
0.14 0
97
0.54 0
921 2源自几种常见工艺尺寸链形式工艺基准与设计基准不重合时的工艺尺寸计算
0.05 A
C
B
0.1 C
A2 A0 a1 a0
A
a)
b)
c)
图5-41 工艺尺寸链示例
【例5-3 】图示工件 A1 6000,.1 以底面A定位,加工台阶面B,保证尺寸 A0 2500.25,试确定工序尺寸A2及平行度公差Ta2。
如下:
31.69±0.31
1)以Ⅳ面定位,粗车Ⅰ面,保证Ⅰ、Ⅳ面距
离尺寸A1,粗车 Ⅲ 面,保证Ⅰ、Ⅲ面距离尺 寸A2;
Ⅰ
6±0.1 Ⅱ
2)以Ⅰ面定位,精车Ⅱ面,保证Ⅰ、Ⅱ面距
Ⅳ
离尺寸A3,粗车 Ⅳ 面,保证Ⅱ、Ⅳ面距离尺 寸A4;
3)以Ⅱ面定位,精车Ⅰ面,保证Ⅰ、Ⅱ面距
Ⅲ 27.07±0.07
离尺寸A5,同时保证设计尺寸31.69±0.31;精 车 Ⅲ 面,保证设计尺寸A6=27.07±0.07;
【解】尺寸链b)中,A0为封闭环,A1和A2是组成环;角度尺寸链(图 5-41c)中,a0为封闭环,a1 和a2是组成环。
求解图5-41b和图5-41c的尺寸链,可得到:
工序尺寸:
A2
350.1 0.25
34.900.15
2
平行度公差: Ta2 0.05
测量基准与设计基准不重合时的工艺尺寸计算
±0.1 ±0.31
最小 余量
Zi min
平均 余量
Zi M
A5
R1
Z7
a)
A4 A5
R2
b)
工序尺寸图表法
5. 计算余量公差和平均余量
根据余量尺寸链计算
工序公差
余量 公差
ⅠⅡ
ⅢⅣ
A1 A2
A3 Z5 A5
A4 Z4
A6
Z6
Z7 R1
R2
13
1 2
Ti
初拟 修正后
1 2
TZ i
±0.5 ±0.3
沿封闭环两端同步向上追踪,遇箭头拐弯,逆箭头方向 横向追踪,遇圆点向上折,继续向上追踪…直至两追踪线 交于一点,追踪路径所经工序尺寸为尺寸链的组成环
A5
R1
Z7
A4 A5
R2
a)
b)
A2
A3
A3
A1
A5 A6
Z6
c)
A5
Z5
d)
A3
A4
Z4
e)
工艺尺寸链
工序尺寸图表法
3. 初拟工序尺寸公差
中间工序尺寸公差按经济加工精度或生产实际情况给出
测量尺寸链示例
若 实 测 A2=40.30 , 按 上 述 要 求 判 为 废 品 , 但 此 时 如 A1=50 , 则 实 际 A0=9.7,仍合格,即“假废品”。当实测尺寸与计算尺寸的差值小于 尺寸链其它组成环公差之和时,可能为假废品。采用专用检具可减小
假废品出现的可能性
由新建立的尺寸链可解出:
4. 校核结果尺寸公差,修正初拟工序尺寸公差
校核结果尺寸链,若超差,减小组成环公差(首先压缩公共环公差)
ⅠⅡ
ⅢⅣ
A1 A2
A3 Z5 A5
A4 Z4
A6
Z6
Z7 R1
12
R2
工序公差
余量 公差
1 2
Ti
初拟 修正后
1 2
TZ i
±0.5 ±0.3
±0.1 ±0.3 ±0.23
±0.1 ±0.08 ±0.07 ±0.02
±0.1 ±0.3 ±0.23 ±0.83
±0.1 ±0.08 ±0.18
±0.07
±0.55
±0.02
±0.02
±0.1 ±0.31
最小 余量 Zi min
1 0.3 0.3 0.08
平均 余量 Zi M
1.83 0.48 0.85 0.1
A2 A3
A5
A6
c)
Z6
A3
Z5
A5
d)
A1
A3
A4
Z4
ⅠⅡ
ⅢⅣ
A1 A2
A3 Z5 A5
A4 Z4
A6
Z6
Z7 R1
11
R2
工序公差
1 2 Ti
初拟 修正后
余量 公差
1 2
TZ i
±0.5 ±0.3
±0.1 ±0.3
±0.1 ±0.07
±0.02
±0.1 ±0.31
最小 余量
Zi min
平均 余量
Zi M
平均 尺寸
Ai M
单向偏差 形式标注
Ai
工序尺寸图表法
H8( 00.)054
H10( H13(
0).14
0
00).54
1 2
Ra0.8 Ra1.25 Ra2.5 Ra16
工序 间尺寸
100 100-0.1=99.9 99.9-0.5=99.4 99.4-2.4=97.0
97-5=92.0
工序尺寸
10000.035
99.9
0.054 0
6 31.69
A5
R1
Z7
a)
A4 A5
R2
b)
A2 A3
A5
A6
c)
Z6
A3
Z5
A5
d)
A1
A3
A4
Z4
e)
工序尺寸图表法
ⅠⅡ
ⅢⅣ
A1 A2
A3 Z5 A5
A4 Z4
A6
Z6
Z7 R1
R2
15
工序公差
1 2
Ti
初拟 修正后
±0.5 ±0.3
±0.1 ±0.3 ±0.23
±0.1 ±0.08 ±0.07
重新进行计算,可得到:
x 61.87500..2014 61.90500.17
e
H
R1 x
0.025 0.025 H1 H2
x
R2
D1
D2
a)
b)
6
键槽加工尺寸链
几种常见工艺尺寸链形式
表面淬火、渗碳、镀层的工艺尺寸计算
【例 】 图 所示偏心零件,表面 A 要求渗碳处理,渗碳层深度规定为 0.5~
图表法示例零件
4)靠火花磨削Ⅱ面,控制余量Z7=0.1±0.02 ,同时保证设计尺寸6±0.1 8 试确定各工序尺寸及公差。
工序尺寸图表法
【解】
1. 画尺寸联系图
Ⅰ
Ⅱ
Ⅲ
Ⅳ
1)画零件简图,加工面编号,向下引线
A1 A2
A3
Z5
A5
A4 A6
Z4 Z6
Z7 R1
R2
9
尺寸联系图
2)按加工顺序和规定符号自上而下标出 工 序尺寸和余量——用带圆点的箭线 表示工序 尺寸,箭头指向加工面,圆 点表示测量基准; 余量按入体原则标 注。
34.501 26.400.6
6.68
0 0.2
25.82
0 0.46
6.1800.16 2700.14
6 31.69
注:靠火花磨削余量视为工序尺寸,也用用带 圆点的箭线表示。
3)在最下方画出间接保证的设计尺寸, 两边 均为圆点。
4)工序尺寸为设计尺寸时,用方框框出,以示区别。
工序尺寸图表法
ⅠⅡ
ⅢⅣ
A1 A2
A3 Z5 A5
A4 Z4
A6
Z6
Z7 R1
R2
10 尺寸链追踪
2. 用追踪法查找工艺尺寸链
结果尺寸(间接保证的设计尺寸)和余量是尺寸链的封 闭环
环。计算该尺寸链, 可得到:
x 61.87500..203155
5
61.8900.22
D1
D2
a)
b)
键槽加工尺寸链
几种常见工艺尺寸链形式
讨论:在前例中,认为镗孔与磨孔同轴,实际上存在偏心。若两孔 同轴度允差为φ0.05,即两孔轴心偏心为 e = ±0.025。将偏心 e 作为组 成环加入尺寸链(图b)
【例 5-5】 图所示键槽孔加工过程如下:
1) 拉内孔至 D1 ; 57.7500.03 2) 插键槽,保证尺寸x; 3) 热处理
4) 磨内孔至 D2 58,00同.03 时保证尺寸
。 H 6200.25
试确定尺寸 x 的大小及公差。
【解】
x H R2 R1
x H
建立尺寸链如图b 所 示,H是间接保证的 尺寸,因而是 封闭
【例 5-4】图所示零件,尺寸 A0不好测量 ,改测尺寸A2 ,试确定A2的大小和公差
【解】 A2是测量直接得到的尺寸,
是组成环;A0是间接保证的,是
A0
10
0 0.36
封闭环。计算尺寸链可得到:
A3A2 5000.02 A1 50A400.17
A2 4000.19
★ 假废品问题:
0.8mm。与此有关的加工过程如下:
1) 精车A面,保证直径
D1 38;.400.1