工艺尺寸链练习题
工艺尺寸链习题
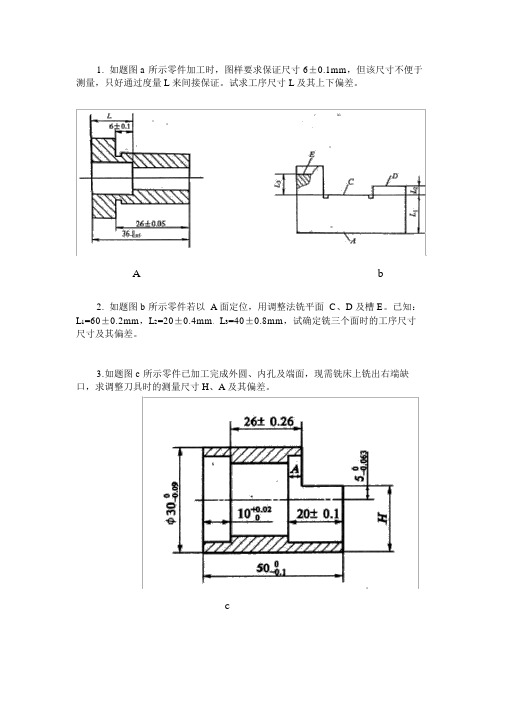
1.如题图 a 所示零件加工时,图样要求保证尺寸 6±0.1mm,但该尺寸不便于测量,只好通过度量 L 来间接保证。
试求工序尺寸 L 及其上下偏差。
A b2.如题图 b 所示零件若以 A 面定位,用调整法铣平面 C、D 及槽 E。
已知:L1=60±0.2mm,L2=20±0.4mm, L3=40±0.8mm,试确定铣三个面时的工序尺寸尺寸及其偏差。
3.如题图 c 所示零件已加工完成外圆、内孔及端面,现需铣床上铣出右端缺口,求调整刀具时的测量尺寸 H、A 及其偏差。
c4.如题图 d 中小轴的工艺过程为:车外圆至φ30.500.1 mm,铣键槽深度为H0TH ,热处理,磨外圆至φ 30+00..016036mm。
设磨后外圆与车后外圆的同轴度公差为φ0.05mm ,求保证键槽深度设计尺寸400 .2 mm 的键槽深度H0TH 。
D E5.如题图 e 所示衬套,材料为 20Cr,φ3000.021 mm 内孔表面要求磨削后保证渗碳层深度 0.800.3mm,试求:(1)磨削前精镗工序尺寸及偏差。
磨削余量0.03,精镗的经济精度9 级(2)精镗后热处理时渗碳层的深度。
—21.如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。
试求:当以A 面定位钻直径为φ 10mm孔时的工序尺寸 A1 及其偏差2. 设某一零件图上规定的外园直径为φ320-0.05mm,渗碳深度为0.5 ~08mm,现为了使此零件可与另一零件同炉进行渗碳,限定其工艺渗碳深度为0.8 ~1mm。
试计算渗碳前车削工序的工序尺寸。
—33.某零件工艺过程如下:( 1)精车外圆至φ25.30-0.084;( 2)划键槽线;( 3)铣键槽至 A 1T;(4)渗碳深度 t0+ T t;( 5)磨外圆至φ25-00.014,要求渗碳2 A深度 0.9 ~ 1.1mm(单边)。
试求:(1)计算洗键槽时用深度尺测量槽深尺寸A 1T A 2(2)渗碳时应控制的工艺渗碳层深度t0+T t—4。
工艺尺寸链及安装定位习题

练习题一、单项选择题1、下图所示在小轴上铣槽,保证尺寸H和L,所必须限制的自由度个数是:CA、六个B、五个C、四个D、三个2、在车床上加工轴,用三爪卡盘安装工件,相对夹持较长,它的定位是:CA、六点定位B、五点定位C、四点定位D、三点定位3、工件在夹具中安装时,绝对不允许采用DA、完全定位B、不完全定位C、过定位D、欠定位4、基准不重合误差的大小主要与哪种因素有关 CA、本工序要保证的尺寸大小B、本工序要保证的尺寸精度C、工序基准与定位基准间的位置误差D、定位元件和定位基准本身的制造精度5、如图在车床上用两顶尖安装工件时,它的定位是:BA、六点定位B、五点定位C、四点定位D、三点定位6、在平面磨床上磨削一平板,保证其高度尺寸,一般应限制工件的( A )个自由度。
A、三个B、四个C、五个D、六个7、工程上常讲的“一面两销”一般限制了工件的( D )个自由度。
A、3B、4C、5D、68、下面对工件在加工中定位论述不正确的是(B)A根据加工要求,尽可能采用不完全定位B为保证定位的准确,尽可能采用完全定位C过定位在加工中是可以使用的D在加工中严格禁止使用欠定位9、机床夹具中夹紧装置应满足以下除(C)之外的基本要求。
A夹紧动作准确B夹紧动作快速C夹紧力应尽量大D夹紧装置结构应尽量简单二、是非题1、如图所示定位方式是合理的。
()2、工件定位时,若定位基准与工序基准重合,就不会产生定位误差。
()3、辅助支承是为了增加工件的刚性和定位稳定性,并不限制工件的自由度。
(√)4、浮动支承是为了增加工件的刚性和定位稳定性,并不限制工件的自由度。
()5、车削外圆柱表面通常采用下图所示的装夹定位方式。
()6、在车床上用三爪自定心卡盘多次装夹同一工件时,三爪定心卡盘的对中精度将直接影响工件上被加工表面的位置精度。
(√)7、在使用夹具装夹工件时,不允许采用不完全定位和过定位。
()8、采用欠定位的定位方式,既可保证加工质量,又可简化夹具结构。
尺寸链期末复习考试模拟测试练习题
尺寸链期末复习考试模拟测试练习题一、判断题(正确的打√,错误的打×)1.尺寸链是指在机器装配或零件加过程中,由相互连接的尺寸形成封闭的尺寸组。
()2.当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。
()3.在装配尺寸链中,封闭环是在装配过程中形成的一环。
()4.在装配尺寸链中,每个独立尺寸的偏差都将影响装配精度。
()5.在确定工艺尺寸链中的封闭环时,要根据零件的工艺方案紧紧抓住“间接获得”的尺寸这一要点。
()6.在工艺尺寸链中,封闭环按加工顺序确定,加工顺序改变,封闭环也随之改变。
()7.封闭环常常是结构功能确定的装配精度或技术要求,如装配间隙、位置精度等。
()8.零件工艺尺寸链一般选择最重要的环作封闭环。
()9.组成环是指尺寸链中对封闭环没有影响的全部环。
()10.尺寸链中,增环尺寸增大,其它组成环尺寸不变,封闭环尺寸增大。
()11.封闭环基本尺寸等于各组成基本尺寸的代数和。
()12.封闭环的公差值一定大于任何一个组成环的公差值。
()13.尺寸链封闭环公差值确定后,组成环越多,每一环分配的公差值就越大。
()14.封闭环的最小极限尺寸时,封闭环获得最大极限尺寸。
()15.当所有增环为最大极限尺寸时,封闭环获得最大极限尺寸。
()16.要提高封闭环的精确度,就要增大各组成环的公差值。
()17.要提高封闭环的精确度,在满足结构功能的前提下,就应尽量简化结构,即应遵循“最短尺寸链原则”。
()18.封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和。
()19.尺寸链的特点是它具有封闭性和制约性。
()20.用完全互换法解尺寸链能保证零部件的完全互换性。
()二、选择题(将下列题目中所有正确的答案选择出来)1.如图4-1所示尺寸链,属于增环的有____。
A.A1B.A2C.A3D.A4E.A52.如图4-1所示链,属于减环的有______。
A.A1B.A2C.A3D.A4E.A53.如图4-2所示尺寸链,属于减环的有______。
第10章工艺尺寸链计算题-精选文档

环名 A(增环) x(减环) B(封闭环)
基本尺寸 50 40 10
上偏差 0 +0.19 0
下偏差 -0.17 0 -0.36
2.工序基准是尚待加工的设计基准
例3.
加工一齿轮内孔和键槽 有关加工工序如下 2 ) 插键槽保证尺寸 3 ) 热处理 。 4) 磨内孔至图纸尺寸 求工序尺寸
解:
1)列尺寸链 2)判断各环性质
0 0.016
H1
H0
D2
R1
R2
a)
b)
图5.32 渗碳层深度尺寸换算
mm
解: 1)列尺寸链 2)判断各环性质 H0是最终的渗碳层厚度,是间 接保证的,因此是封闭环;H1、 R2为增环;R1为减环。 3)计算 环名 H1(增环) 基本尺寸 0.7 19 19.2 0.5 上偏差 +0.25 0 0 +0.3 下偏差 +0.008 -0.008 -0.05 0
R2(增环) D2/2
R1(减环) D1/2
0 . 250 最终结果 :H 0 . 7 mm 1 0 . 008 H0(封闭环)
与封闭环方向相 同者为减环,相 反者为增环。
, 设计尺寸为 :
0 . 05 0
:
D1 A1 D1 A1
R1 R 2
D 2 40 0 0 . 05 mm , H 43 . 3 0 0 . 2 mm 。 1 ) 镗内孔至 D 1 39 . 6 A 1。 D 2 40
0 . 05 0
A
例5.如图所示偏心零件 , 表面 A要求渗碳 处理 , 渗碳层深度规定为 0.5 ~ 0.8mm 。 与此有关的加工过程如 下: 1) 精车 A面, 保证直径尺寸 D1 38 .4 0 0.1 mm 2) 渗碳处理 , 控制渗碳层深度 H 1 3) 精磨 A面, 保证直径尺寸 D2 38 确定 H 1的数值 。
尺寸链计算例题及习题

基本尺寸计算:43.6=A+20-19. 8mm
A=43.4
上偏差计算:+0. 34=Bs(A)+0. 025-0
Bs (A)=+0. 315mm
下偏差计算:0=B,(A)+0-0. 05
Bx (A)=+0. 05mm
所以
A=43.4+0.05+0.315mm
按入体原则标注为:A=43.450+0.265mm
5.列表计算法
将式(2-1)、式(2-4)、式(2-5)、 式(2-6)改写成表2-25所示的竖式表, 计算时较为简明清晰。纵向各列中,最后一 行为该列以上各行相加的和;横向各行中, 第Ⅳ列为第Ⅱ列与第Ⅲ列之差;而最后一列 和最后一行则是进行综合验算的依据。在应 用这种竖式时需注意:将减环的有关数据填 入和算得的结果移出该表时,其基本尺寸前 应加“一”号;其上、下偏差对调位置后再 变号(“+”变“一”,“一”变 “+,’)。对增环、封闭环则无此要求。
尺寸链计算例题及习题
例1-4如图2-27所示为齿轮内孔的局部简图,设计要求为:孔径 Ø400+0.05mm,键槽深度尺寸为43. 60+0.34mm,其加工顺序为
1)镗内孔至Ø39.60+0.1mm;2)插键槽至尺寸A; 3)热处理,淬火;4)磨内孔至Ø400+0.05 试确定插键槽的工序尺寸A。
环的基本尺寸; 封闭环的上偏差=所有增环的上偏差-所有减环的
下偏差; 封闭环的下偏差=所有增环的下偏差-所有减环的
上偏差。 计算尺寸链2 得mm 计算尺寸链3 得mm 4.计算结果: mm mm mm 通过这种方法求解工序尺寸时简捷、明了,省去了
制造工程基础第20章工艺尺寸链计算与综合_习题
制造工程基础—2013年春季学期工艺尺寸链计算与综合80±0.0850±0.1A 1要求标注尺寸时,应有计算过程2-±0.18 0±0 . 0 8 5 0±0 . 1800.08 =±250 =±1 =2-±0.180±0.0850±0.1800.08=±0.017507.5+=?=0.017507.5+=2-±0.18 0±0 . 0 8 5 0±0 . 1800.080.0175 7.5?0.01757.52-±0.180±0.0850±0.1合格与否,要视孔直0.08±例2.某零件的最终尺寸要求如图(a)所示,加工顺序见图(b),求钻孔工序尺寸F。
10-0.215 0.250-0.34图2(a)50-0.4工序1车孔及端面50-0.3410.4-0.3工序2车外圆及端面F工序3钻孔10-0.2工序4磨外圆及台肩面图2(b)10-0.215 0.250-0.34图2(a)50-0.4工序1车孔及端面50-0.3410.4-0.3工序2车外圆及端面F工序3钻孔10-0.2工序4磨外圆及台肩面图2(b)AA1FA2A1=10-0.2A2=10.4-0.3A=15±0.2用一个尺寸链求解A 0A 1FA 2A 1=10-0.2A 2=10.4-0.3A 0=15±0.2封闭环公差小于已有组成环公差之和,要进行公差调整A 1=10-0.13A 2=10.4-0.13尺寸链环增环A 2增环F A 0算式ES 0算式EI 0算式封闭环A 015+0.2-0.210.40-0.1314.6+0.07-0.07减环A 1-10+0.130F =14.6±0.07必须提高前道工序的精度,才能保证本工序加工精度要求例3:在图示的偏心零件中,表面A 要求渗碳处理,渗碳层深度规定为0.5~0.8mm ,零件上与此有关的加工过程如下:1)精车A 面,保证尺寸2)渗碳处理,控制渗碳层深度为H 1;3)精磨A 面,保证尺寸;同时保证渗碳层深度达到规定的要求。
尺寸链例题

第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=m i i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
工艺尺寸链计算习题

2、统计互换法
设各环尺寸正态分布,尺寸分布中心与公差带中心重合。
① 确定各组成环尺寸公差及偏差
ξ i =∣1∣, k i =1 各组成环平均公差
Tavs,A
Tos 0.5 0.22 m1 5
① 画出装配尺寸链图,其中 ③ A确1定A协2为调增环环公,差A及3、上A下4 A偏5为差
T减4=环T0,– AT10为– T封2 –闭T环3 –。T5=0.1 EIA0=EIA1+EIA2–ESA3–ESA4–ESA5
ESA0=ESA1+ESA2–EIA3–EIA4–EIA5
ESA4= – 0.20 EIA4 = – 0.30
AA解11上下:偏偏③①故差差画插作箭键00出.2=头槽尺=E分时寸EIAS出的链1A+增10工图+–环0序;.00A.尺10②193、寸51按–AA0照31和=加4减EE3工SI.环1AA顺++11A00==..序1028300;01..确5203–定10封.01闭95环=A00.1;805
例②4-5确定齿各轮组箱成部环件尺中寸,公要差求和装上配下后偏的差轴向间隙 A0= 0++00..72 。 有关T零1+件T基2+本T3尺+ T寸4+是T:5≤AT1=0′1=202.,50A2=28T,avAA=3=T50L,/5A=40=.140, A5考=5虑。加分工别难按易极调值整法各和公概差率T法1=确0.定2,各T组2=成0.环1,零T件3=尺T寸5=的0.05 公按差入及体上原下则偏分差配。公差。留A4为协调环,按尺寸链计算 解:1、完全互换法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.基准不重合时的工序尺寸换算
• 测量基准与设计基准不重合时的工序尺寸的计算 例:如图所示套筒形零件,本工序为在车床上车削内 0 孔及槽,设计尺寸A0=10− 0.2 mm,在加工中尺寸A0不 好直接测量,所以采用深度尺测量尺寸x来间接检验 − 0 .1 A0是否合格,已知尺寸A1=50 −0.2 mm,计算x的值。
0
2、定位基准与设计基准不重合时的工序尺寸的计算 例:如图3-25a所示零件,B、C、D面均已加工完毕。本道 工序是在成批生产时(用调整法加工),用端面B定位加工 + 0 .2 表面A(铣缺口),以保证尺寸10 0 mm,试标注铣此缺口时 的工序尺寸及公差。
基本尺寸 增环 增环 减环 封闭环
L= 40 + 0.10
+ 4.磨内孔至φ 850.035 mm,同时间接保证键槽深度90.40 0.20 mm的要求。 0
求尺寸A=?
4.加工余量的校核
例如图3-27a所示零件,其轴向尺寸的加工过程为: 1)车端面A; +0.3 2)车端面B保证尺寸49.5 0 mm; 3)车端面C保证总长80 −0 mm; 0.2 4)磨削台阶面B保证尺寸30 −00.14mm。 试校核台阶面B的加工余量。
工艺尺寸链的应用
工艺尺寸链的应用 3、尺寸链的计算方式
(1)正计算:已知各组成环尺寸求封闭环尺寸 (2)反计算:已知封闭环求各组成环,主要是 将封闭环的公差值合理地分配给各组成环。 其分配方法有:等公差法、等精度法、 和按 经济精度分配法。 (3)中间计算:已知封闭环和部分组成环求某 一组成环。
工艺尺寸链的应用 4、尺寸链计算 计算封闭环的竖式 口诀:增环上下偏差照抄; 减环上下偏差对调、反号
+0.15
30 L -60 10
mm
上偏差 0.05多尺寸保证时中间工序尺寸的计算
例题:
+ 内孔为φ 850.035 mm, 键槽尺寸深度为90.40 0.20 mm。 0
内孔及键槽的加工顺序为: 1.精镗孔至φ 84.40.07 mm; 0 2.插键槽至尺寸A(通过工艺计算确定) 3.热处理;
如图所示零件除孔以外,其余表面均以加工完毕, 试求以A面定位加工孔的工序尺寸L及其上、下偏 差。
• L=
L = 65
−0.05 − 0.10
φ 300 0.032 mm , − 加工图示一轴及其键槽,图纸要求轴径为 0 键槽深度尺寸为φ 26 −0.2 mm ,有关的加工过程如下:
1)半精车外圆至 φ 30.6 −0.1 mm ;2)铣键槽至尺寸A1; 3)热处理;4)磨外圆至 φ 30 0 0.032 mm ,加工完毕。 − 求工序尺寸A1=?
基本尺寸 增环 减环 封闭环
注意以下几点:
上偏差 50 ? 10 -0.1 ? 0
下偏差 -0.2 ? -0.2
x = 40
0 − 0.1
mm
(1)直接测量的尺寸比零件图规定的尺寸精度高了许多(公差值由0.2减小到0.1)。 因此,当封闭环(设计尺寸)精度要求较高而组成环精度又不太高时,有可能会出现 部分组成环公差之和等于或大于封闭环公差,此时计算结果可能出现零公差或负公差, 显然这是不合理的。解决这种不合理情况的措施,一是适当压缩某一个或某些组成环 的公差,但要在经济可行范围内;二是采用专用量具直接测量设计尺寸。 (2)“假废品”问题。如果某一零件的实际尺寸为x=39.85mm,按照计算的测量尺 0 寸x=401 mm来看,此件超差,但此时如果A1恰好等于49.8mm,则封闭环 − 0. 0 A0=49.8-39.85=9.95mm,仍然符合10 mm的设计要求,是合格品。这就是所谓 − 0.2 “假废品”问题。判断真假废品的基本方法是:当测量尺寸超差时,如果超差量小于 或等于其它组成环公差之和时,有可能是假废品,此时应对其它组成环的尺寸进行复 检,以判断是否是真废品;如果测量尺寸的超差量大于其它组成环公差之和时,肯定 是废品,则没有必要复检。 (3)对于不便直接测量的尺寸,有时可能有几种可以方便间接测量该设计尺寸的方 案,这时应选择使测量尺寸获得最大公差的方案(一般是尺寸链环数最少的方案)。