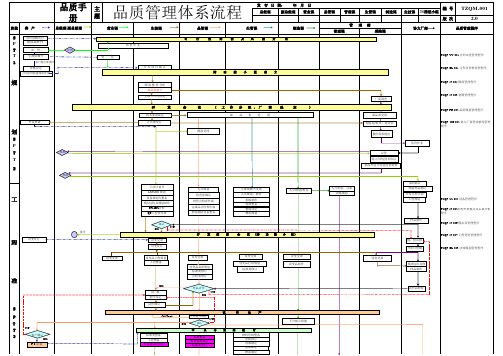
品质管理系统作业流程图
IATF16949品质管理体系流程图
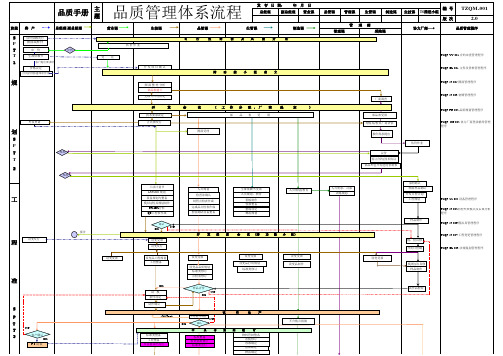
TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程
TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-001 记录管理程序
TZQP-SG-001 交货管理程序TZQP-PG-011不合格品管理程序TZQP-PG-005 量测系统分析管理程序TZQP-PG-001 品质会议管理程序
TZQP-PG-010 信赖性试验管理程序
TZQP-PG-007 实验室管理程序
TZQP-SG-002搬运储存包装管理程序。
系统流程图(PPT34页)
举例说:如果投资1000元,年利率为 0.05,
明年的投资总值为: 1000*(1+0.05)=1050 元 后年的投资总值为: 1050*(1+0.05)=1102. 5 元
反过来,若n年后收入1000元,则只相当于现在:
明年相当于现在: 1000/(1.05)=952 元 后年相当于现在: 1000/(1.05*1.05)=907 元
否
条件
是
(2)意义:重复执行处理程序直到满足某一条件为止,即直到条件变成真(True)为止。 (3)语法:REPEAT-UNTIL 条件 DO 处理程序
(4)实例:
课件制作
课程试讲
不通过
ቤተ መጻሕፍቲ ባይዱ
评审
通过
颁证备案
(5)运用时机: 1.本结构适用于处理程序依据条件需重复执行的情况,而当停止继续执行的条件成立后 ,即离开重复执行循环至下一个流程。 2.本重复结构是先执行处理程序,再判断条件是否要继续执行。
例1:教师图书采购管理
例2:机票预定系统
1. 工作顺序与工作关系
2. 审核业务过程分解图
3. 入库业务过程分解图
4. 系统流程图
经济可行性分析
——从经济上衡量一个项目是否有开发价值,主要研究 两个方面的内容:一是新系统成本的估计;二是新系统可 能产生的效益。又称为成本/效益分析。
品质体系的一般架构
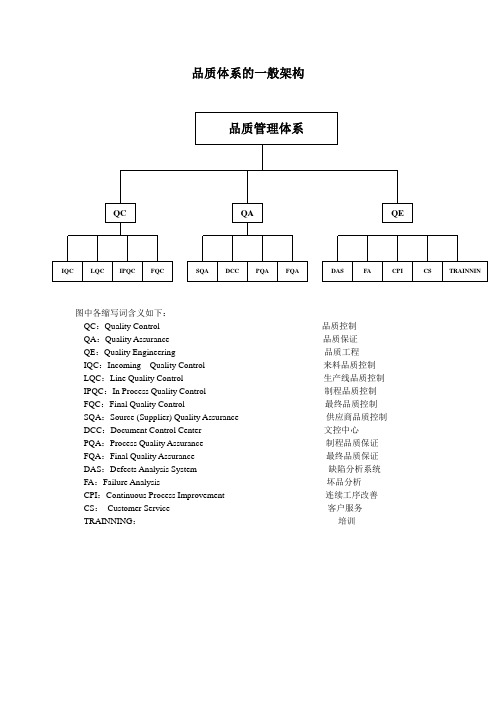
品质体系的一般架构图中各缩写词含义如下:QC:Quality Control 品质控制QA:Quality Assurance 品质保证QE:Quality Engineering 品质工程IQC:Incoming Quality Control 来料品质控制LQC:Line Quality Control 生产线品质控制IPQC:In Process Quality Control 制程品质控制FQC:Final Quality Control 最终品质控制SQA:Source (Supplier) Quality Assurance 供应商品质控制DCC:Document Control Center 文控中心PQA:Process Quality Assurance 制程品质保证FQA:Final Quality Assurance 最终品质保证DAS:Defects Analysis System 缺陷分析系统FA:Failure Analysis 坏品分析CPI:Continuous Process Improvement 连续工序改善CS:Customer Service 客户服务TRAINNING:培训一供应商品质保证(SQA)1.SQA概念SQA即供应商品质保证,识通过在供应商处设立专人进行抽样检验,并定期对供应商进行审核、评价而从最源头实施品质保证的一种方法。
是以预防为主思想的体现。
2.SQA组织结构3.主要职责1)对从来料品质控制(IQC)/生产及其他渠道所获取的信息进行分析、综合,把结果反馈给供应商,并要求改善。
2)耕具派驻检验远提供的品质情报对供应商品质进行跟踪。
3)定期对供应商进行审核,及时发现品质隐患。
4)根据实际不定期给供应商导入先进的品质管理手法及检验手段,推动其品质保证能力的提升。
5)根据公司的生产反馈情况、派驻人员检验结果、对投宿反应速度及态度对供应商进行排序,为公司对供应商的取舍提供依据。
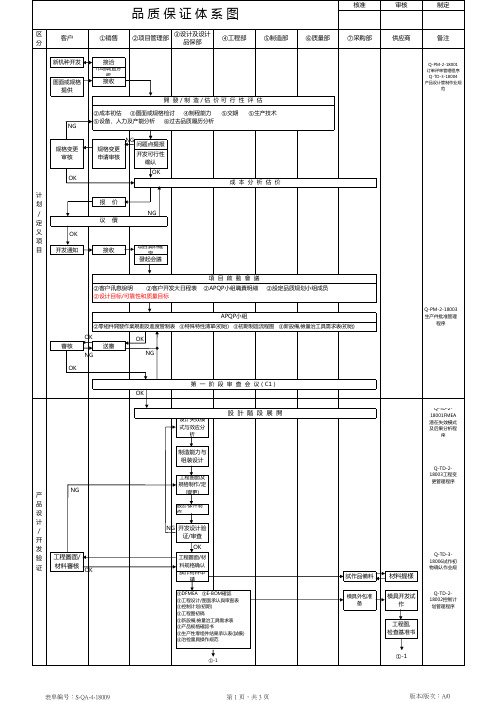
品质保证体系图
⑤生产技术
规格变更 申请审核
NG 问题点提报
开发可行性 确认
OK
成本分析估价
报价
NG 议價
接收
项目資料確
定 發起会議
Q-PM-2-18001 订单评审管理程序
Q-TD-3-18004 产品设计管制作业规
范
②客户讯息說明 ②客户开发大日程表 ②设计目标/可靠性和质量目标
項目啟動會議 ②APQP小組職責明細
試作品備料
模具外包准 备
①-1
Q-PM-2-18003 生产件批准管理
程序
Q-TD-218001FMEA 潜在失效模式 及后果分析程
序
Q-TD-218003工程变 更管理程序
材料提樣
模具开发试 作
Q-TD-318006试作初 物确认作业规
Q-TD-218002控制计 划管理程序
工程图, 检查基准书
①-1
Q-PD-218001生产计 划控制程序QQA-2-18001 监视和测量设 备控制程序
表单编号:S-QA-4-18009
第 2 页,共 3 页
版本/版次:A/0
区
客户
分
反
馈
稽
核
/
矫
NG
正
客户确认
措
OK
施
①销售
②项目管理部
③设计及设计 品保部
④工程部
⑤制造部
⑥质量部 ②
NG 問題點解析對策
变更申请传 递
品质保证体系图
核准
审核
制定
区 分
客户
①销售
②项目管理部
③设计及设计 品保部
④工程部
⑤制造部
⑥质量部
学生管理系统的大致框架及相关流程图
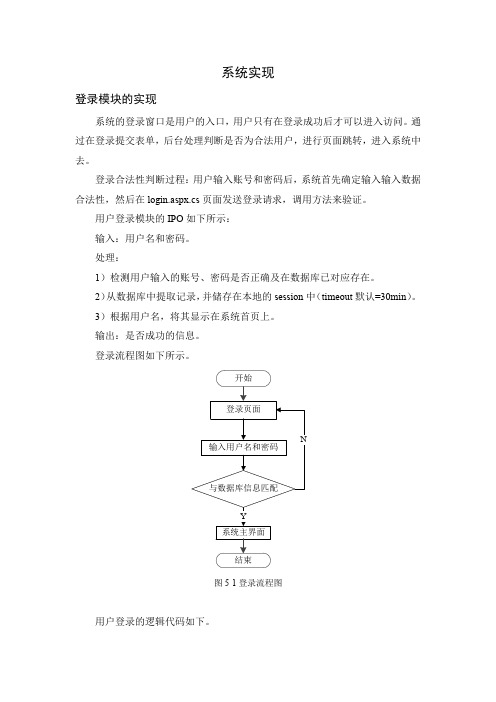
系统实现登录模块的实现系统的登录窗口是用户的入口,用户只有在登录成功后才可以进入访问。
通过在登录提交表单,后台处理判断是否为合法用户,进行页面跳转,进入系统中去。
登录合法性判断过程:用户输入账号和密码后,系统首先确定输入输入数据合法性,然后在login.aspx.cs页面发送登录请求,调用方法来验证。
用户登录模块的IPO如下所示:输入:用户名和密码。
处理:1)检测用户输入的账号、密码是否正确及在数据库已对应存在。
2)从数据库中提取记录,并储存在本地的session中(timeout默认=30min)。
3)根据用户名,将其显示在系统首页上。
输出:是否成功的信息。
登录流程图如下所示。
图5-1登录流程图用户登录的逻辑代码如下。
protected void Button1_Click(object sender, EventArgs e){DataSet result = new DataSet();result = new Class1().hsggetdata(sql);// result = new TestOnline.Class1().hsggetdata(sql);if (result != null){if (result.Tables[0].Rows.Count > 0){Session["username"] = TextBox1.Text.ToString().Trim();if (cx.Text.ToString().Trim() == "管理员"){Session["cx"] =result.Tables[0].Rows[0]["cx"].ToString().Trim();}else{Session["cx"] = cx.Text.ToString().Trim();}Response.Redirect("main.aspx");}else{Response.Write("<script>javascript:alert('对不起,用户名或密码不正确!');history.back();</script>");}}else{Response.Write("<script>javascript:alert('对不起,系统错误,请不要越权操作!');</script>");}}用户子系统模块的实现用户首页模块系统呈现出一种简洁大方的首页:界面简约、鳞次栉比,用户能轻车熟路的使用。
APQP体系图
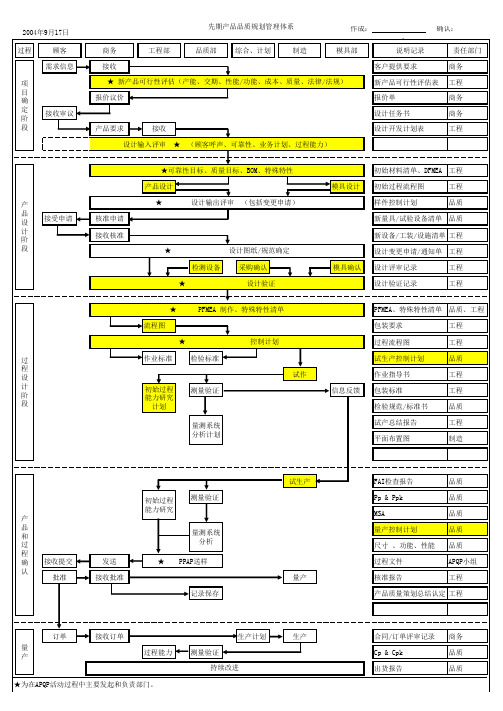
先期产品品质规划管理体系 品质部 综合、计划 制造
作成: 模具部
确认: 说明记录 客户提供要求 新产品可行性评估表 报价单 设计任务书 责任部门 商务 工程 商务 商务 工程
.
★ 新产品可行性评估(产能、交期、性能/功能、成本、质量、法律/法规) 报价议价 接收审议 产品要求 设计输入评审 接收 ★ (顾客呼声、可靠性、业务计划、过程能力)
量测系统 分析 接收提交 批准 发送 接收批准 记录保存 ★ PPAP送样 量产
量产控制计划 尺寸 、功能、性能 过程文件 核准报告
产品质量策划总结认定 工程
订单 量 产
接收ቤተ መጻሕፍቲ ባይዱ单 过程能力 测量验证
生产计划
生产
合同/订单评审记录 Cp & Cpk 出货报告
商务 品质 品质
持续改进 ★为在APQP活动过程中主要发起和负责部门。
新量具/试验设备清单 品质 新设备/工装/设施清单 工程 设计变更申请/通知单 工程 设计评审记录 设计验证记录 工程 工程
★ 流程图 ★ 过 程 设 计 阶 段 作业标准
PFMEA 制作、特殊特性清单
PFMEA、特殊特性清单 品质、工程 包装要求 工程 工程 品质 工程 工程 品质 工程 制造
控制计划 检验标准 试作
设计开发计划表
★可靠性目标、质量目标、BOM、特殊特性 产品设计 产 品 设 计 阶 段 ★ 接受申请 核准申请 接收核准 ★ 检测设备 ★ 设计图纸/规范确定 采购确认 设计验证 模具确认 设计输出评审 (包括变更申请) 模具设计
初始材料清单、DFMEA 工程 初始过程流程图 样件控制计划 工程 品质
《品质管理系统》课件

物料管理
物料验收
对进厂的原材料、零部件 进行严格检验,确保符合 品质物料标识清晰、堆放 整齐,防止混料、错料。
物料追溯
建立物料追溯体系,对不 合格品进行追溯和处理, 防止问题扩大。
设备管理
设备维护保养
定期对生产设备进行维护保养, 确保设备处于良好状态。
设备校准
对关键设备进行定期校准,确保设 备的准确性和可靠性。
设备更新改造
及时更新改造老旧设备,提高生产 效率和品质稳定性。
方法管理
1 2
工艺流程优化
不断优化生产工艺流程,提高生产效率和品质稳 定性。
作业指导书制定
制定详细的作业指导书,明确各项操作标准和要 求。
品质改进的绩效评估与反馈
设定绩效指标
根据改进目标和方案,设定可衡量的绩效指 标。
绩效评估
数据收集与分析
收集相关数据,运用统计分析技术进行评估 和分析。
将实际绩效与预期目标进行比较,评估改进 的效果。
02
01
反馈与调整
根据绩效评估结果,及时反馈并调整改进方 案,确保持续改进的实现。
04
03
05 品质管理的实践案例
品质改进的实施步骤
识别问题 分析原因 制定解决方案 实施改进 评估效果
通过收集数据、客户反馈和内部审查,确定 需要改进的问题。
运用上述方法和工具,深入分析问题的根本 原因。
基于原因分析,制定针对性的改进措施和方 案。
确保方案的有效执行,并对实施过程进行监 控和调整。
对改进后的效果进行评估,确保改进目标的 实现。
品质管理的原则与目标
原则
品质保证体系流程图

N
样件
Y
确认
实验确认 N
Y
工程图样确 认
设计 变更
N Y
实施变更
确认产品和过程特殊特性
确认新设备、工装
确认量具和试验设备
①检测报告
②试验报告 ③工装设备清单 ④产品/过程特殊特性 清单 ⑤量检具试验装备清 单
①《产品设计开发策划管理 程序》 ②《产品和过程更改程序》 ③《事态升级管理办法》 ④《FMEA管理办法》
顾客
N 顾客
Y
品质体系保证图
总经理
财务控制部 技术开发部 生产管理部 质量保证部
供方
①外来文件评审记 录 序》 ②纠正预防措施计 划表 ③略:按文件输出
输出文件
①《产品设计开发策划管理 程序》
②编《制生:产过程控制程序》
③《采购管理程序》 ④《工装管理程序》
⑤审《核设:备管理程序》
⑥《人力资源管理程序》 ⑦《检验测量设备控制程序
供方
②产品/过程特殊特 ①《产品设计开发策划管 技
性清单
理程序》
术
③DFMEA ④样件控制计划
②《FMEA管理办法》
开
③编《制产:品安全与责性与责 发
⑤产品设计草图 任管理办法》
部
⑥产品标准 ⑦设计评审记录
审核:
批准:
输出文件
关联文件
主责 部门
二 、
产 品 设 计 和 开 发
2/7
文件编号:J
版 本 号:
批量 生产 /顾 客反 馈
②产品图纸 ③检查基准书 ④作业指导书 ⑤控制计划 ⑥包装作业指导书 ⑦各工序作业、检
查记录
顾客不良反馈
合格品发运 售后/服务
不合格品控制程序及处理流程图
不合格品控制程序及处理流程不合格品管理目的:对不合格品加以识别、区隔、风险评估、重新处理,以防止非预期的使用或流入客户手中。
为对品质异常能及时反应及处理、预防、消除异常原因,以维持品质系统正常运作。
围:针对来料、在制品、出货等各个阶段的不合格品。
定义:不合格品(Nonconformity):超出接收标准,不满足要求的产品。
返工(Rework):由原加工流程对不合格品重新加工使产品符合需求规格。
修理(Repair):增加加工流程以对不合格品加以修复,使其符合需求规格。
挑选(Sorting):对不合格品加以挑选,以区别等级。
报废:无法作挑选处理并不可能进行重工或修复的不良品及维修成本高于制作成本之不良品。
批退(Reject):品管单位检验材料、半成品、成品等有品质异常不满足需求状况时,将检验品整批退还供应商或制造单位,并要求处理的情形。
特采:于进料、生产过程或最终成品发现的不合格品,因客户、生产需求急迫,客户或销售部代表客户同意授权,或投入后不影响产品功能、构造机能、特殊外观要求及应用功能性,不造成人身安全,可满足最终客户使用品质的不合格品做特殊接收的状态,等同让步接收。
降级、降档:因产品检验不符合定义标准要求,而采用更低标准确认接收、降级处理的状况。
各部门职责一.质量部负责不合格品处置活动之协调,包含来料不合格、生产中不合格、顾客反馈不合格等。
定义不合格品的区分、隔离及标示方式;评估定义不合格品的挑选方式及标准;品质异常发生时,不合格品紧急处理方式要求;二. 生产部负责对生产过程不合格品区隔作业及相应的标识。
执行对品质异常发生时不合格品的应急处理要求;按照工艺及质量提供的方案执行不合格品品的返工、修理、挑选等作业负责生产原因造成品质异常之分析与改善;三. 工艺部品质异常发生时之应急处理方案拟定。
对过程品质异常之分析与改善要求。
对修理、返工作业方式定义。
其他部门负责履行本部门的职责予以协助。
不合格品控制流程一. 进料品质异常控制质量部负责设计抽检方案,按照标准执行检验。
品质管制(QC)七大手法-特性要因分析图、

重点把握
柏 拉 图
100%
1.决定改善目标(80/20) 能够以前几项为改善 的要点,可忽略最后 2.明了改善的效果 几项,卲常说的“前 3.掌握重点分析 三项”原则
简易有效
查 检 表
1.日常管理用 2.收集数据用 3.改善管理用
帮助每个人在最短时 间内完成必要之数据 收集
21
QC 旧 7 大手法简介
13
CATCHER
QCC小组活动流程:
1 选择课题 2 现状调查 3 设定目标 P 4 分析原因 5 确定主因 6 制定对策 D C 7 实施对策 8 检查效果 目标达到 A 目标未达到
QCC小组活劢流程的管理技术主要有三个方面 1、遵循PDCA循环 2、以事实为依据,用资料说话 3、应用统计方法 Goal
层 别 法 比较作用 1.应用层别区分法,找出 借用其他图形,本身 数据差异的因素而对症 无固定图形 下药. 2.以4M之每1M进行层别 1.了觋两种因数戒数据之 间的关系。 2.发现原因不结果的关系 应用范围较受限制 相关易懂 散 布 图 赺势明朗
管 制 图
1.掌握制程现况的品质 2.发现异常及时采取行动
文件编号: 209030001A 生效日期:2010年1月18日 修改日期:
品质管制(QC)七大手法
--- 特性要因分析图、柏拉图
1
请关闭手机戒调成震动
请把心帶来 请充分讨论不分享 请带空杯来,装点水回去
2
课程安排表
课 程 讲 师 考试
√ √ √ √
实作
√ √ √ √
助教1 助教2
汤智根 吴海燕 杨春会 邰雪妮 张志华 王德闯 曹刚 戴石为
表 面 处 理 部
組 立 部
某公司质量管理体系作业文件汇编
作业文件的执行与监督
作业文件的定义 和作用
作业文件的执行 要求
作业文件的监督 机制
作业文件的持续 改进
某公司质量管理体系的作业文件示 例
文件编号与名称
文件编号:QMSXXXX-XXXX
文件名称:某公司质量 管理体系作业文件汇编
文件内容与要求
文件内容:详细列出文件包 含的具体内容,如流程图、 表格、检查表等。
描述了各项工作的操作流程、方法和要求。
02
单击此处添加文本具体内容,简明扼要地阐述您的观点。根据需要可酌情增减文
字,以便观者准确地理解您传达的思想
作业文件内容:作业文件的内容通常包括工作流程图、操作规程、检验规程、设备操作 规程、工艺流程图等,用于指导员工正确、高效地完成各项工作。
03
单击此处添加文本具体内容,简明扼要地阐述您的观点。根据需要可酌情增减文
实施流程:制定 实施计划、培训 员工、建立质量 管理体系文件、 实施质量管理体 系审核
实施关键点:明 确各部门职责、 建立有效的沟通 机制、加强过程 控制和监督、持 续改进质量管理 体系
实施效果:提高 产品质量水平、 降低客户投诉率、 增强企业竞争力
质量管理体系的改进
质量管理体系的 持续改进:通过 不断收集反馈、 评估效果,对体 系进行持续改进, 确保其适应公司
审核标准:制定明确的审核标准, 包括文件内容、格式、语言等方 面,确保作业文件符合公司质量 管理体系的要求
添加标题
添加标题
添加标题
添加标题
审核流程:建立完善的审核流程, 包括初审、复审和批准等环节, 确保作业文件的合规性和有效性
审核记录:建立完整的审核记录, 包括审核时间、审核人员、审核 意见等,以便对作业文件进行跟 踪和管理
湖北省普通高中学生综合素质评价管理系统介绍

包括基本情况,主要成长结果记录(包括思想水平、学业水平、身心健康、艺术素养和社会实践),个人事实材料 及其他材料的上传
数据读取
1、国家课程学习:该部分的数据读取来自“湖北省高中新课程学分管理系统”。 2、地方(校本)课程学习:该部分的数据读取来自“湖北省高中新课程学分管理系 统”选修II模块学分。 3、研究性学习:该栏目读取“综合实践活动课”当中的“研究性学习”修习情况。 4、 国家学生体质健康标准: 该部分的数据读取“湖北省普通高中学生成长档案袋 管理平台”当中的“我的成长档案”当中的 “学生体质体能健康标准测试登记卡”。 5、社会实践:该栏目读取“综合实践活动课”当中的“社会实践”修习情况。
学生勾选材料
选取内容包括:(一)思想品德:1、党团活动;2、社团活动;3、公益活动与志愿服务。(二)学业水平:研究性学习。(三)身心健康:2、日常体育锻 炼及参加体育活动情况当中(日常课余体育锻炼项目、时间;掌握较好的体育运动项目及效果;校外运动会、体育节等参与情况、其他)。 3、其他有关情况 (如应急处理方面等)。(四)艺术素养。(五)社会实践的数据。
1
2
对材料不实的学生,同学之间可实名举报
1
2
3
实名举报撤销
提醒
学生在提交实名举报后,教师审核前,可以进行撤销实名举报操作。
教师审核举报材料
1
ห้องสมุดไป่ตู้
提醒
教师在规定时间范围内(提交日起 14个自然日内)不审核,系统将自动默 认举报属实。
2
2
毕业汇总流程
毕业汇总
小提醒:前六个学期记录表状态为“已审核”,汇总表才可进行填写操作;学生选取材料及填写自我陈述内容。
教师审批
提醒
1、教师审核的操作有“查看”“审批”“退回”。 2、如果教师点击操作“退回”,那么该生可以修改教师退回的 信息,无法修改其他信息。 3、教师可以通过查找学生姓名和学籍号,查询到该生提交的全 部信息。
质量控制流程图

单元设计
产品家族分类
质量控制流程图 (QCPC)
超市&看板
POU补料系统
标准作业
全面生产维护管 理(TPM)
可视化管理
5S
全员参与
标准
企业质量体系
创建快速、 持续改进的基础
持续改善,消除浪费
为什么使用QCPC?
折返阻碍了工厂中的工作流,导致了生产延迟和成本增加 •机器停工期 •工序 •浪费时间寻找工具 •工具损坏 •丢失材料 •计划变更 •人工或计算机信息错误 •以及其它..... . .
品质折返趋势图(1761889-8)
Chart for 1761889-8
100.0%
95.0% 90.0%
90.6%
85.0%
80.0%
75.0%
70.0%
65.0%
60.0%
55.0%
50.0%
Wk1
Wk2
First Pass Yield Trend
持续改善,消除浪费
实施QCPC – 案例
对数据进行收集分析,根据80/20原则,筛选出最主要的不良
范例
成本 影响 Impact
可视化系统故 障
尽管传送带堵塞导 致的折返率最高, 但可视化系统故障 导致的影响最严重
传送带堵塞
折返率 持续改善,消除浪费
实施QCPC – 改进
定义
测量
分析
改进
控制
为确定的折返建立一个纠正活动计计时划– 周
1
2
3
职责
可交付的
解决问题的讨论会调查生产量 减少的问题
主管
确定问题范围/解决方案
3 139
1
323 221
品质系统三阶文件
系统名称: Quality Name:
品质管理系统 Quality management system
主题: Obje c t:
人员上岗 考核作 业办法
编号: NO.
QW-Q-041
版次: REV.: G
页数: Page:
2 /9
1 目的
为了激励基层员工踊跃学习生产技术、积极提升个人效率及技能,提升产品的品质,特制定
工培训/考核记录表中。 6.7 技术岗位员工之选拔,培训与考核:
6.7.1 人员选拔:线长必须选择合适的人选(如:新进人员不得从事技术岗位,从事该岗 位必须为入职一个星期以上或有同类工作经验人员。),先对其进行上岗前的理论 相关培训 2-4 小时。
6.7.2 技术工站人员还须在培训线进行实践操作,焊锡工站实践操作时间不得少于 4 小 时;成型、铆端、不良品维修实践操作时间不得少于 2 小时;其余工站实践操作 时间不得少于 1 小时。培训线进行实践操作的产品采取报废处理,不得用于正常 出货。
6.7.5 综合考核:现由 IPQC 对其进行实践考核,考试合格后方可进行理论考核。PQE 进行理论考试,且将考核结果填写于表单上,考核 OK 后给此员工发放技术人员 合格证,技术岗位员工必须考核 OK 后方可上岗作业。上岗作业前 4 小时须由品 质监控工站作业员重点统计及监控品质状况,若无对应品质监控工站则安排老员 工或线长进行全检 4 小时,确保实际操作效果。
系统名称: Quality Name:
品质管理系统 Quality management system
主题: Obje c t:
人员上岗 考核作 业办法
编号: NO.
QW-Q-041
版次: REV.: G
页数: Page:
QE作业流程与技巧说明
四、QE流程说明
4.7.P-D-C-A循环改善和标准化完善和平行推广
A.每一个改善活动,都可以导入P-D-C-A和平行推 广的要素,改善措施的验证都需要通过实践执 行来实现,每一个经验值都可以标准化
B.标准化的完善是通过无数的P-D-C-A循环来实现 的。改善效果确认需要通过数据对比来确认, 可以变现在控制限的动态漂移(提升或下降)
D.作业方式:立项 - 问题层别 – 柏拉图分析(2/8原则 抓重点) - 特性要因图分析(制定对策) - 措施执行 和效果追踪 - 结案评估 – 标准化完善和推广
E.适用于流程、工艺、效率改善和习惯性异常、复合型异 常过程的分析改善
四、QE流程说明
4.6.产品/过程验证
A.在持续过程中,稽核产品/过程的符合性,已确认实现 活动满足目标需求
六、QE处理专案/项目方式说明
6.3.措施落地、执行效果跟踪:
A.根据制定的改善/预防措施,在实施现场开始导 入施行,必要时要进行现场讲解、人员培训, 务必使措施能100%按设计思路执行
B.措施执行的初期,采用小样法提取实施结果品质 数据,对比实施前平均数据,以检验措施的可 行性,也可以导用试产/试制的方式
三、QE作业内容要项说明与指引
3.3.品质专案处理和统计分析的提案输出
A.在线异常的确认/分析、改善纠正措施提出、预防措 施评估,改善预防措施执行监督和效果确认,在 PDCA动态改善过程中提升品质,并完成系统标准 化建设的完善
B.运用统计手段分析历史数据,提出改善专案或提案, 以提升品质和完善控制系统
四、QE流程说明
4.3.标准控制系统建设和知识传播
A.知识传播一般在试产前和量产CP系列文件制定 后两个主要阶段进行
质量管理体系过程输入输出展开图

持续有效改进的记录;持续有效纠正和预防措施的记录;质量满足顾客要求
质量部主管、各部门技术管理人员、管理者代表
电脑、计算器、统计手法
CORRECTIVE ACTION;
Supplier Evaluation;
Purchasing;
Receiving Inspection
On time delivery-Material;
Payment terms extension;
Alternative material supplier development;
Purchasing cost saving;
货款支付;顾客投诉记录;顾客满意度调查报告
市场部
销售员
能够胜任的业务客服人员、质量工程师、产品工程师、顾客代表
传真;电脑;电话;电子邮件;
会议室、文件
电脑、通信设备、交通工具、监视和测量装置、统计方法、ERP系统
Contract Review for Standard Products;
Contract Review for Customer Products;
记录的编制、审核、批准、发布、标识、储存、发放、使用、修改及处置得到有效控制
行政部和各相关部门
电脑、打印机、复印机、内部网络、文件夹、文件栏、文件柜、打孔机、订书机、装订夹、贮存室
RECORD MAINTENANCE
记录存档及时率
S6
Product and Process monitoring and measurement
电脑、打印机、复印机、会议室、公司内部网络
IATF16949品质管理体系流程图
TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序
TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-001 记录管理程序TZQP-SG-001 交货管理程序TZQP-PG-011不合格品管理程序TZQP-PG-005 量测系统分析管理程序TZQP-PG-001 品质会议管理程序
TZQP-PG-010 信赖性试验管理程序
TZQP-PG-007 实验室管理程序
TZQP-SG-002搬运储存包装管理程序。
SQE体系简介

运用合理的奖励办法,籍以激励供应商能再接再历,完善品质与 格美及格美客戶,建立良好合作伙伴关系,达到“三贏”
供应商奖励评选 发放作业流程
統计供应商交货品质狀況
选出符合交货品质达到要求之供应商
开出《绩优供应商评比年度排名册》
交货量&交期&配合度統计結果 填写于表單
格美公司最高主管签核
知会厂商
年度供应商品质大会颁奖
异常材料处理
Purpose
*
SQE专人专案式处理(Managementby dedicated person & project) 对原材料不良进行快速原因分析,即日切入改善对策,有效进行追踪.
•將有效之原因分析及改善对策转换成 Data Dase 形成原材料不良原因分 析及改善对策资料库,作为后续工程,品质進行原材料不良分析及处理之 重要参考资料,提高解決问题之时效性和有效性.
取消合格供应商资格
供应商稽核辅导
目的:
协助供应商改善制造技术,提高品质水准及管理能力,使其能
适质,适量,适时供应我司所需之料件,建立长期性合作伙伴关系
稽核辅导构成条件及时机
A. 正常情況之供应商定期稽核輔导 B. 供应商交货品质无法达到格美公司之要求.
C. 供应商主动要求协助其改善本身制度者,可考虑对其实施辅导共谋发展
C. 所有新材料/模具/新图面制程/检验/作业变更等提出正式文件知会格美,並经SQE确认
后执行 D. 所有VCAR ,QIT必须详述真因,暂时对策/永久对策/确认/验证/追踪报告交由格美SQE E. 新产品(Component)导入需由格美NPI负责召开说明会,詳述检验及作业注意 事项,并在完成首件/首批检验后才开始进行生产 F. 供应商须提出年度品质目标及方針,由SQE定期追踪进度及改善成效. G. 成立品质评比月会/年度大会等,会议中可提供供应商在月/季/年度的品质评 比或供应商建议案,此会议是双向沟通的最佳渠道.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
核准 报
报告 报告 报告
订单受领
受
控
文
件
的
签
模具整备
检治具及限度样品移交 工程整备
检治具及限度样品签收
基准书整备 现场巡检表整备及相
关表单整备
初期品质管控规划 制程能力调查规划
量
产
管
理
订单评审
生产计划排程 原物料需求计划 原物料需求表提出
收 作业员训练
人员整备
厂商品质管理(纳入检验) NG OK
OK
《人力资源管理程序》
《监视和测量装置管理程序》 《测量系统分析(MSA)作业指导书》 《统计技术控制(SPC)作业指导书》
NG 客户确认
OK
报告 核准
送样资料签阅 报告
新品PPAP送样资料送出 不合格PPAP封面的接收
合格PPAP封面的接收
新
喷涂 件 取 样 检 验
试模品判定 (试模状况记录)
(MSA)量测系统评价 (SPC)初期制程能力研究
生产安排表提出
厂商交货管理 储存管理 入库管理 备料管理
信息的接收 回复客户
变更不合格信息接收 试作品送样
变更合格信息接收
模/治/检具维修
需要工程变更时
NG 模/治/检具修改 需要修改改模/治/检具结构
时
确认和可行性分析 OK
试作
NG 变更的效果确认
NG 首件检验
OK NG 巡回检验 停机
制程能力检查
模具履历卡制作 模具履历卡归档
机台、设备、设施 安排
结
会
模具保养计划制作
(生产)QC工程表制作 作业指导书归档受控
产品包装规范发行 受控文件归档分发
试作准备
议
原料厂商资料归档
订单发行
生
工程变更需求的提出
信息回复接收
产
NG
变更的效 果确认
OK
交货手续
NG 进料检验
OK 生产组装
服
务 客户抱怨处理 品质面 交货期面 技术面
经费节约活动 改善提案活动 客户抱怨处理
综合服务
合
经费节约活动 改善提案活动 作业性改善
客户抱怨处理
品
技术服务
理
经费节约活动 改善提案活动 作业性改善
客户抱怨处理
质
技术服务
化
经费节约活动 改善提案活动 品质向上活动
客户抱怨处理
检
品质服务
改
经费节约活动 改善提案活动 减少库存活动
善
经费节约活动 改善提案活动 减少库存活动
OK
相关资料标准化
NG 入库检验 OK
相关资料的归档受控
NG 出货检验 OK
不
合
格
品
区
分
及
处
品
质
异Байду номын сангаас
常
处
纠
正
与
预
防
措
OK
入库管理 储存管理 出货管理 理 理 施
生产安排表接收 领料作业 作业前准备
设备管理 调试(调机)
首件试作 OK
生产
包装
原物料管理 原物料整备
订单审核 原物料需求表接收
采购单提出 通知厂商退货
零件取样检验
试模品判定 (试模状况记录)
NG OK
试喷涂申请单提出
(MSA)量测系统评价 (SPC)初期制程能力研究 新品为注塑品时 新品为喷涂件
试喷涂
机台、设备、设施 安 排
缺陷提出 审查并修订过程指导书
试模准备
物料准备
试模准备
物料准备
人事部
供应商
程序文件
报价
《与顾客有关的管理程序》
《先期产品质量策划(APQP)管理程序 》
客户抱怨处理
讨
客户抱怨处理
会
交货期服务
交货期服务
活
经费节约活动 改善提案活动 品质向上活动 作业性改善
客户抱怨处理
动
经费节约活动 改善提案活动 物价低减活动
客户抱怨处理
品质服务 交货期服务
品质服务
经费节约活动 改善提案活动
《生产件批准(PPAP)管理程序》
工程整备 条件整备 作业要领整备 品质基准整备 设备、原物料整备
新品为组合品时
开发日程确认
试作申请单提出 (组合作业)
试作 缺陷提出 审查并修订过程指导书
组合件取样检验 (MSA)量测系统评价
(SPC)初期制程能力研究
NG 试作品判定
NG
(试作报告书)
OK
制作样品的(PPAP送 样)资料
NG点汇总检讨,提出改善方案
合格PPAP封面的归档
品
开
发
总
模具确认
填写模具清单
归档管制 图面/技术资料受控分发 模具委外开发时
需外包时
原物料采购规划 部品外包作业
议价
合约书签定 部品外包开发进度 管制表
图 面/技 术 资 料 受 领、
评
审
产
品
/
过
程
质
量
体
系
人
力
需
求
规
划
新品开发前 期 质 量 控 制 会
模具接受
模具移交 制定产品/过程流程图 制定车间平面布置图
制定产品包装标准
制定特性矩阵图
设备/设施/模、检、治 具/量具的需求检查
小
组
可
有限公司 品质管理系统作业流程图
品质工程部
计划部
货仓部
行
性
评
估
成 本 分 析 、估 价 报价
生产部
采购部
承制确认
图面/样品及相关资 料接收(收集)整理
新 品 开 发 会 ( 工 作 分 配 、厂 商 选 定 )
新品开发进度管制表 模具开发进度管制表 图面/样品/技术资料
议价 合约书签定
《供应商管理程序》 《图面及技术资料管理程序》
人力规划
承制部品确认 图面样品确认 开发日程计划
工程规划 转模时
需开模时 模治具制作
《顾客财产管理程序》
人力招募
开发日程确认
《设备管理程序》 《模(治)具管理程序》
试作 条件设定
NG 试作品检验
《过程失效模式及后果分析(FMEA)管 理程序》
阶段
顾客
图 面 / 样 品/客户要 求的提出
总经理
NG 放弃
NG 核准 OK
报价(投标)
核准
价格议定 OK
合约书签定
报告
核准 核准
客户提供模具时 模具转交
报告
核准
顾客接受变更信息
规
信息回复
核准
划
销售部
图 面 / 样 品/客户要 求承收
模具部
技术部/ 跨功能小组
图 面/样 品/客户要 求接收
确定产品制程特殊特性
《文件管理程序》
订单受领 生产
检验测试 OK
交货手续 退货受领
售后服务
《与顾客有关的管理程序》 《生产计划管理程序》
《采购管理程序》
《产品审核管理程序》 《突发事件应急管理程序》
《设备管理程序》 《工程变更管理程序》 《产品的监视和测量管理程序》 《制造过程管理程序》 《标识与可追溯性管理程序》
《记录管理程序》
过程失效模式及后果 分析(PFMEA)
制定量产QC工程表
议 ( 前 期 规 划 总 结)
人员准备
编写过程指导书
量测系统分析计划
开发日程确认
初期制程能力评估计划
变更需求提出 客户信息接收
新
进
人
试模申请单提出
需要设计变更时
试模 缺陷提出 审查并修订过程指导书
员
训
练
机台、设备安排
模/治/检具修改 需要修改改模/治/检具结构
《产品防护与交付管理程序》
《不合格品管理程序》 《纠正和预防措施管理程序》
《过程审核管理程序》
《员工激励管理程序》 《管理评审程序》
《内部审核管理程序》 《顾客满意度管理程序》
附件二
附件二