分析含醇气田采出水处理系统工艺优化及改造
最新-气田作业废水处理工艺优化探讨 精品
气田作业废水处理工艺优化探讨1现有工艺以及存在问题华北某气田作业废水处理厂始建于2005年,该处理厂占地面积约115002,设计处理能力4003,主要对气田的钻井、作业废水等进行处理,处理合格后回灌地层。
11现有工艺概述目前,该作业废水处理系统采用化学氧化—絮凝沉降—强化固液分离工艺进行处理,流程为储液池废水在反应处理池内加药脱稳后,进入两级调节池沉降;调节池内的上清液经泵提升进入原浮渣池加药再次沉降,沉降后上清水再经泵提升经烧结微孔滤芯精细过滤器过滤;水质合格后进入净水水池,最终全部回灌地层。
现状平面布置。
12主要存在问题1处理设施存在设计缺陷,自动化程度低。
反应池、调节池、沉淀池等结构设计简单,原设计调节池现在作为沉淀池使用,上清液没有收集装置,靠人工下入潜水泵提升,收水易携带悬浮物,影响水质。
底部积泥全靠1台污泥泵人工操作,没有高效集泥和机械清泥设备,工人劳动强度大、效率低、效果差。
且缺乏自动加药系统,人工加药劳动强度大。
2有效处理能力不足,系统积水积泥严重。
由于处理构筑物功能不完善,处理过程不连续,污泥处理能力不配套,池底淤泥较厚,为保证出水水质达标,几座水池间歇运行,导致系统处理能力只能维持在2003,仅有设计能力的一半。
3回灌井能力不足,影响净化水出路。
现有的净化水回灌井多年的运行,因地层堵塞、吸水能力下降以及受地层容纳能力的限制,回灌压力逐年升高,由初期的13上升到20,回灌水量逐年下降,只能间歇运行,无法满足作业废水回灌要求。
综上所述,该作业废水处理场由于原有设施的缺陷,造成处理能力无法达到设计标准。
而随着勘探开发作业不断增加,作业废水处理日益成为制约发展的瓶颈问题。
因此,提高作业废水处理能力并为净化水寻求新的出路已迫在眉睫。
2工艺优化方案根据作业废水处理站目前的处理效果,现有的处理工艺是成熟的,主要是存在处理构筑物功能不完善,处理过程不连续,时效低,工人劳动强度大等问题。
因此,该改造工程仍然采用目前使用的化学氧化—絮凝沉降—强化固液分离工艺,此方案也与国内外主流方法保持一致。
气田采出水处理及回注地面工艺技术探析

气田采出水处理及回注地面工艺技术探析摘要:国际对能源的大量需求,使气田开采规模逐渐加大,因而气田采出水量在不断增多,在这一背景下,如何对气田采出水进行有效处理是行业人员较为关注的问题。
本文先分析气田采出水处理及回注地面工艺技术现状,进而重点探究气田采出水处理及回注地面工艺技术优化对策,以期为相关行业人员提供参考。
关键词:气田采出水;回注地面;采出水处理引言:在天然气产量逐渐增加的情况下,气田采出水量也在不断加大。
如何对气田采出水予以有效处理,降低处理成本,控制环境污染,推动采出水处理行业可持续发展,是行业人员较为关注的问题。
目前,我国气田采出水处理及回注地面工艺技术尚处于发展阶段,行业人员应在分析工艺技术应用现状的基础上,探究优化工艺技术的措施。
1气田采出水处理及回注地面工艺技术概述所谓气田采出水,是指采集天然气时夹带的地下水。
在天然气采集过程,气田采出水的有效处理一直是难点问题。
一方面,地下水长期处于地下会滋生大量细菌和病毒,这些细菌和病毒往往会随着地下水一同带出地面,但由于危害性难以确定,如果未有效处理,可能造成环境污染,为人民生命安全带来威胁。
另一方面,气田采出水含有大量矿物质,如锌、钡、氯化物、硫化物等,不免存在有害成分。
以工业生产为例,工业生产过程产生的废水通过含有大量有害成分,所以不可直接排放,要在排放前进行严格处理,所以同理,气田采出水在回注地面前也要通过有效处理,这就需要应用气田采出水处理及回注地面工艺技术。
第一,不含醇的气田采出水处理工艺。
这种方式主要在天然气处理厂中配置水处理设施,并由专业人员操纵设施进行专业水处理,技术流程为:将杀菌剂加入采出水中,通过沉降处理后加入絮凝剂,待过滤完成后将过滤水送入水罐中。
第二,含醇的气田采出水处理工艺。
这种方式较为成熟,可结合采用油浮和过滤的方式,以保证采出水达标。
其中,沉降工艺主要通过旋流反应沉降设备进行沉降处理,吸附污泥,净化采出水水质;油浮工艺主要通过取适量油加入气田污水中,发挥乳化作用,进而采取常规水处理方式,加入化学药剂,如混凝剂、絮凝剂等,吸附杂质和油,最后进行过滤,使水质提高[1]。
气田采出水处理工艺存在问题及措施
气田采出水处理工艺存在问题及措施摘要:近年来,世界各国对能源的需求量不断增加。
随着天然气产量的增加,气田采出水量也在不断增多。
然而,气田采出水处理面临着一系列挑战,如何处理气田采出水,以尽可能降低气田采出水的处理成本,同时减少对环境的污染,尽量做到气田采出水工艺和技术的可持续发展,正受到行业内相关工作人员的广泛关注。
本文针对气田采出水处理工艺存在问题进行分析,提出工艺优化措施及流程。
关键词:气田;采出水处理;问题;措施1气田采出水处理概述气田采出水指的是在天然气采集过程中,被带出地面的地下水。
气田采出水的妥善处理是天然气采集工作中的难题。
尤其是环境污染问题,一方面,由于天然气采集时,长期存储在地下的细菌和病毒都会一起被采集出来,带到地面,而这些细菌和病毒的基本结构和毒害性一时难以明确,若处理不当,则会污染环境,甚至危及人民的生命安全。
另一方面,由于气田采出水矿物质含量较高,其中包括锌、钡以及硫化物、氯化物等有害成分,在工业生产中,工业废水需要经过严格的处理才能排放,显然,含有有毒物质的气田采出水也应该经过同样严格的处理流程,不能直接排出地表,造成环境污染,甚至危及人民的健康和生命。
2气田采出水处理工艺存在的问题(1)气田采出水回注地层时难度较大,成本较高。
气田采出水资金花费巨大,气田采出水回注是迫不得已采取的技术方案,所有气田的采出水都不注入气层,而是注入不产气的其他深部地层并且运用各种方式阻止进入气层。
因为气田采出水的矿化度较高,含有大量化学剂或者有毒物质,所以气田采出水不允许注入浅表地层,一般只能注入深度超过2000m的深层,由于深层岩石缝隙很小,接纳气田采出水的能力有限,所以需要投入大量的资金解决气田采出水回注的问题。
目前国内气田采出水回注的难度极大,严重影响了气田的开发。
(2)回收的烃类油污存在杂质。
烃类油污作为气田采出水处理技术的附属经济品,但含泥量较大,颜色浓黑,乳化严重等问题较多,从而烃类油污的经济价值大大降低。
苏里格第四天然气处理厂含醇污水预处理优化及效果评价

苏里格第四天然气处理厂含醇污水预处理优化及效果评价摘要:本文对长庆油田第三采气厂苏里格第四天然气处理厂的含醇预处理的工艺原理进行了介绍,通过对甲醇污水预处理装置运行中存在的问题进行分析,提出相应的改进措施,保证装置平稳安全运行。
关键字:含醇污水改进措施效果一、概述苏里格第四天然气处理厂根据其它处理厂含醇污水系统出现管线和换热器腐蚀结垢、管线出现沙眼等问题进行工艺优化。
针对含醇污水预处理工艺存在的问题,从药剂优化筛选、预沉降时间、工艺变更等方面提出改造建议,保证装置处理含醇污水的能力满足气田发展需求。
二、甲醇污水预处理工艺简介苏里格气田含醇污水具有“四高一低”的特点:一是矿化度高;二是Ca2+、Mg2+、Fe2+等高价金属阳离子含量高;三是HCO3-含量高;四是污水中机杂和乳化油含量高;一低是指污水PH值较低;对管线及设备存在较强的腐蚀性和一定的结垢倾向。
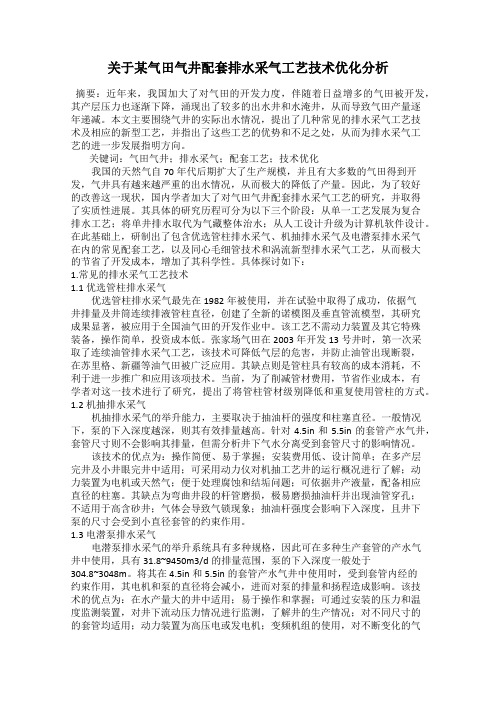
目前苏里格第四天然气处理厂含醇污水主要是闪蒸分离器排液及少量的污油罐排水,最后汇集排入含醇污水卸车池,经沉淀分离出较大的杂质后,进入含醇污水接收罐进行除油,收集的污油排至埋地转油罐。
经沉降、除油后的含醇污水经换热器换热至25℃左右,再进入压力除油器二次除油后去5m3反应罐,进入罐前依次加入PH调节剂、氧化剂,在5m3反应罐内混合反应后在出口加入聚丙烯酰胺进含醇污水原料罐完成絮凝沉降。
图1 含醇污水预处理流程图三、甲醇污水预处理系统存在问题及分析1.换热器温度和污水处理量无法控制甲醇污水预处理系统处理含醇污水时无法控制处理量,致使加药量无法控制,影响污水处理效果;含醇污水预处理加热采用导热油与污水换热,控制含醇污水在25℃左右,但是换热器上没有温度监测,不能有效控制污水温度,致使下游污水处理与药剂反应不理想。
2.压力除油器及含醇污水接收罐除油效果不理想压力除油器和含醇污水接收罐除油效果不佳,造成除油不彻底,经过压力除油器后污水含油量在75 -100mg/L之间,严重影响后续装置的平稳运行。
气田采出水处理工艺存在问题及对策

清洗世界Cleaning World 第36卷第10期2020年10月管理与维护文章编号:1671-8909(2020)10-0090-002气田采出水处理工艺存在问题及对策张洋(中石化重庆涪陵页岩气勘探开发有限公司,重庆408000)摘要:随着气田不断被开发,气田采出水量也随之增加,而采出水由于成分复杂,对回注系统造成了腐蚀堵塞等影响以及更多问题的出现,一些设施被破坏并且对实际生产造成了很大的不利影响,对企业也造成了损失。
为了减少这些问题的出现,提高企业的生产效率,就需要对其进行科学的处理。
本文首先对气田采出水处理工艺进行介绍,其次分析了气田采出水处理工艺所存在的污染难题,最后研究了气田釆出水处理工艺的优化对策。
关键词:气田采出水;处理工艺;问题及对策中图分类号:X741文献标识码:A1气田采出水处理工艺气田开采的过程中往往产生大量水,这些水就被称为“气田采出水”,俗称“气田污水”。
气田采出水分为不含醇采出水和含醇采出水两种,不同的采出水有不同的处理工艺。
油田采出水主要含有原油、地层水、污水,由于油田采出水经过许多加工过程,因此,油田采出水中除了含有大量的桂类物质还含有处理工程中的有机添加剂。
并且由于原油的产地地质条件不同,处理工艺的多样性,油田采出水中含有的各种物质也是不相同的。
但也存在一定的共性,经查阅资料得知,一般油田采岀水中都含有一定量的油污,水温较高,一般温度都在60°C以上,矿化度较高,每升甚至达到数十万毫克,污染物浓度不稳定,含有各种盐类以及非溶解性固体悬浮物。
(1)不含醇采出水处理工艺。
不含醇采出水的处理工艺一般是在天然气的处理厂内,安装专业的水处理设备,采用专业的水处理工艺,再安排专业的技术人员进行操作。
现阶段不含醇采出水的处理需要经过一定的流程,先在水中加入杀菌剂,经过沉降设备的处理再加入絮凝剂进行过滤,然后就可以将过滤后的水倒入水罐中。
这种处理工艺的原理较为简单,实用性较强,相对来说在流程上较为简单。
陕北气田含醇污水综合处理方案的几点建议
I f
网
2 几 点 建 议 .
. . 固
蚀率 在 5 %左 右 ( 0C,A 0 6 ̄ 3钢 ,评价 周期 7 ) d。
3 几 点 说 明 . ( ) 含 醇 污 水 的 腐 蚀 源 是 污 水 中 的 少 量 硫 化 氢 、 二 1
图 1 污 水 处 理 工 艺 方 案
( ) 作 者通 过实 验证 实 ,精 馏 塔 若 采 用 某 种 有 机 材 4
絮凝效 率 高 ,絮 体致 密 ,沉 降速 度 快 ( 5 i ) 2— r n ,药 剂 a
加 量少 ,成 本 较低 。初 步估 算 ,处 理 每 方污 水 需 药 剂 费
01 . 0—0 1 . 5元 。
多次更 换 ;③ 回灌 污水 有 机质 含量 、机械杂 质含 量 超标 ,
建议采用 “ 浓缩一机械脱水一 干燥及 焚烧”工艺进
行处 理 。
( )过 滤 1 4 。经 过 混 凝 后 由沉 降 池 出 来 的 含 醇 污 水
含 有 絮凝 悬浮 物 ,经 过 以石 英 砂 或 无 烟 煤 为 滤 料 的 过 滤
3 g近 干 污 泥 。干 污 泥 中所 含 甲 醇 量 较 少 。 k
-
陕 北气 田含 醇 污 水 水 质 非 常 复 杂 ,其 主 要 特 点 是 : 矿 化度 特 高 (一1 0 0 mg L ,有 机 质 含 量 高 ,机 械 杂 40 0 / )
质 含量 高 ,p H值较 低 ( 般 为 5 8—6 5 一 . . ),属 于结 垢 严
符 合 该 污 水 体 系 的 助 凝 剂 ( N 1 和 复 合 混 凝 剂 z一 )
( 一 1和 HN 2 HN 一 )作 为 混凝 工序 投加 的药 剂 。特 点是 :
气田含油含醇污水处理工艺和技术
t e g sg t e ig sain T e c mp sto fc n anig me h n l& ols wa ei e yc m pe h a a h rn tto . h o o i n o o t i n t a o i i e g sv r o lx.h g ih— c ro in a d s a i g q ik y we e i y ia h r ce it s i c h t a o s txc s bsa c s o r so n c ln u c l r t tp c lc aa trsi ;S n e te meh n li o i u t n e , s c te s wa e whih o ti s h e g c c n an meh n l n i wi afc n p lu e h e vr n n b ie t d s t a o a d o l l fe ta d ol t t e n i me t y d r c i— l o c ag h r e,a d b i g r a n u n e t h r d cin a d o r t n o a ed S o ti i g meh — n rn s g e ti f e c o te p o u to n pea i fg sf l . o c na n n ta l o i
( 中国 油两 部管道 乌鲁木 齐输油 气分公 司 , 新疆 乌鲁木 齐 8 0 1 ) 3 0 1
摘
要 : 气田开采 中 , 了抑 制天 然气水合 物的 生成 , 常向 气井和 采 气管线 注入 甲醇 并在 集 在 为 通
气站 内分 离, 生 了含 油含 醇 污水。含 油含 醇污水成 分非常复 杂 , 型的特 点是腐蚀性 强 , 产 典 结垢 快, 而且 甲醇属毒 性物质 , 水 直接排 放 会 造 成环 境 污 染 , 气 田 的生 产和 运 行 带来 很 大的 影 污 给
气田采出水处置面临的关键挑战与对策建议

2023-11-03
contents
目录
• 引言 • 气田采出水处置现状及关键挑战 • 气田采出水处置技术分析 • 对策建议与实施方案 • 结论与展望
01
引言
背景介绍
天然气是一种重要的能源资源,广泛应用于工业、民用和商业领域。在天然气开 采过程中,会产生大量的采出水,这些采出水如果处理不当,将会对环境造成严 重的影响。
随着环境保护意识的增强,如何有效、安全地处置气田采出水已成为行业内亟待 解决的问题。
目的和意义
本研究的目的是识别气田采出水处置过程中的关键挑战,并 针对这些挑战提出有效的对策建议。
通过解决这些问题,可以保护环境、降低污染,同时也有助 于天然气开采行业的可持续发展。
02
气田采出水处置现状及关 键挑战
02
针对不同气田的采出水特点, 需要因地制宜地选择合适的处 理工艺和技术。
03
加强研发新的处理技术和设备 ,以提高处理效率和降低成本 ,是未来发展的重要方向。
研究展望
深入研究不同处理工艺的优缺点和适用范围,为气田采出水的优化处理提供科学 依据。
大力发展高效、环保、经济的处理技术和设备,推动气田采出水处理的可持续发 展。
详细描述
膜分离技术是一种常用的气田采出水处理 方法,通过膜的过滤作用将水中的杂质分 离出来。该方法具有高效、稳定、易于操 作等优点,但存在膜需要定期更换和维护 的问题。
04
对策建议与实施方案
提高采出水处理技术水平
01
02
03
升级处理工艺
采用高效、环保的采出水 处理工艺,如膜分离、高 级氧化等,提高处理效率 。
高级氧化法
长庆天然气处理厂含醇污水处理浅析
苏里格第三天然气处理厂含醇污水处理工艺浅析作者:单位:苏里格第三天然气处理厂摘要:含醇污水处理是气田开采中产生不可忽视的重要环节,针对苏里格第三天然气处理厂含醇污水处理系统两年运行中出现的问题,根据理论性知识,结合现场运行中出现的问题,提出相应解决方案,从而增加装置运行的可靠平稳性。
从优化含醇污水处理工艺的角度出发,通过对中区污水处理工艺优化,及加药管线的工艺改造,改善了含醇污水的处理工艺,提高了各类指标,并论证通过工艺改造,满足含醇污水中油份的回收,保证了目前的含醇污水处理能够满足现场生产的需要。
关键词:含醇污水工艺改造油份回收概述1 含醇污水产生条件及原因由于在天然气开采中,首先在大多数井口采出的高压气流天然气经采气管线直接输送到多井集气站,在站内进行气液分离、增压等进入集气干线进入处理厂进行集中处理。
由于在井口压力下形成水合物的温度大约在23度左右,而井口天然气流动温度一般在15-18度,因此很容易在井口附近形成水合物,为此在井口注醇抑制水合物的形成;后经在处理厂集中处理的过程中,为保证脱油脱水装置的平稳运行,在处理厂设置高压注醇泵,通过对装置区的管线和设备本体注醇,强有力的抑制了水合物的形成,同时,也在天然气开采过程中产生了大量的含醇污水。
苏里格气田在天然气处理过程中,注入的水合物抑制剂是甲醇。
注入的甲醇一部分蒸发到气相中,一部分溶于水则成为含醇污水,由于甲醇用量很大,为了保护环境,就产生了实际运行中出现的含醇污水处理系统。
2 含醇污水处理系统工艺流程目前苏里格第三天然气处理厂含醇污水处理系统中包括含醇污水预处理系统和甲醇回收系统,其中甲醇回收系统设计处理量为100m3/d。
经过甲醇污水预处理的甲醇污水进入甲醇回收装置,甲醇回收装置采取常压精馏工艺集中处理含醇污水,将含醇污水中的甲醇分离出来,使甲醇得以再生,并回收利用。
产品甲醇储存至产品甲醇储罐,分离出的废水满足回注要求回注系统回注地层。
气田采出水预处理工艺技术优化
第48卷第12期 当 代 化 工 Vol.48,No.12 2019年12月 Contemporary Chemical Industry December ,2019基金项目:国家自然科学基金项目“油源断裂转换带优势输导油气条件研究” (41372153);中国石油天然气股份有限公司重大科技专项“大庆油气持续有效发展关键技术研究与应用”(2016E-0211)。
收稿日期:2019-03-23 作者简介:马志荣(1985-),男,回族,新疆维吾尔自治区乌鲁木齐市头屯河区三坪农场人,2015年毕业于西南石油大学石油与天然气工程学院油气储运工程专业,硕士学位,讲师,现主要从事油气储运专业教学工作。
E-mail :mma0405@ 。
气田采出水预处理工艺技术优化马志荣1,祝守丽1,傅俊义2(1. 兊拉玛依职业技术学院,新疆 兊拉玛依 834000; 2. 中国石油新疆油田油气储运分公司,新疆 兊拉玛依 834000)摘 要: 针对气田处理厂采出水预处理工艺整体运行效率不高,甲醇回收系统腐蚀严重,注水管线污泥堵塞明显等问题,对采出水预处理工艺技术迚行了优化改迚。
通过延长采出水在卸车池及原料水罐中沉降时间,使采出水中油水充分分层,必要时添加破乳剂,迚一步将采出水中油分分离。
冬季在管道混合器或在反应罐外壁增加伴热,或安装可加热型管道混合器,对液体迚行适当加热,采出水与药剂混合充分均匀,充分収挥药效,防止絮体过快析出,从而提高沉降效果。
幵提出了相关的工艺优化及改迚措施,为采出水预处理工艺提供借鉴。
关 键 词:采出水;水处理;混合器;水质分析中图分类号:X 741 文献标识码: A 文章编号: 1671-0460(2019)12-2836-04Optimization of the Pretreatment Process of Gas Field Produced WaterMA Zhi-rong 1, ZHU Shou-li 1, FU Jun-yi 2(1. Karamay V ocational & Technical College, Xinjiang Karamay 834000, China ;2. PetroChina Xinjiang Oilfield Oil and Gas Storage and Transportation Branch ,Xinjiang Karamay 834000, China)Abstract : In view of the problems of low overall operation efficiency, serious corrosion of methanol recovery system and obvious sludge blockage in water injection pipeline, the pretreatment process of produced water in gas field treatment plant was optimized and improved. By prolonging the settling time of produced water in the unloading tank and raw water tank, the full stratification of oil and water in the produced water can be realized. If necessary, adding demulsifier can further separate the oil from the produced water. In winter, heat tracing should be used in the pipe mixer or on the outer wall of the reactor tank, or a heated pipe mixer should be used to properly heat the liquid, and the produced water should be fully and evenly mixed with the medicament, preventing the flocs from quick precipitating, thus improving the settlement effect. The relevant process optimization and improvement measures were put forward to provide reference for the pretreatment process of produced water. Key words : Produced water; Water treatment; Mixer; Water quality analysis天然气开采过程中,随着气田不断深入开収,气藏压力降低,地层水逐渐浸入气藏随着天然气一同被采出;同时,为了增加天然气产量,气田大量采用排水采气工艺,使得气田采出水产量剧增。
气田采出水处理工艺存在问题及对策
气田采出水处理工艺存在问题及对策摘要:由于天然气田陆续被研究,天然气田采出的量也相应增多,但采出流由于构成复杂,对回注体系产生的腐蚀性污染等现象也有较多情况的发生,部分控制系统发生损坏从而给现实工作带来了极大的不良影响,给公司也带来了风险。
想要避免此类情况的发生,提升项目的产出效益,就必须对其做出正确的管理。
文章首先对天然气田采出水处理技术加以阐述,然后研究了天然气田采出水处理技术可能面临的污染问题,最后探讨了天然气田采出水处理技术的改善措施。
关键字:气田采出水;处理工艺;问题与措施一、气田采出水处理工艺1、不含醇采的出水处置法。
不含醇采出水的处置法通常是在天然气的处理厂中,先配备专门的水处理装置,再选择专用的水处理工艺,并由专门的技师加以实施。
现阶段不含醇采出流的水处理还必须通过特定的工艺流程,首先在水中添加杀细菌药剂,然后进行沉淀系统的处理再添加絮凝剂进行过滤,之后才能够把过滤好的废水直接注入水罐内。
这种处理工艺的理论上较为简单,但实践性比较强,而且相对来说在操作方面也比较简单。
2、含醇采出水处理技术。
在含醇的采出水处理技术中,首先要对醇加以适当处理使用,这样减少了醇的浪费,同时增加了天然气田产品的经济性。
而目前,含醇采流出的处理技术已经相对地比较成熟,除了通过沉淀、过滤等的处理工艺技术外,还可使用将油浮与过滤器等有机地结合的方法,使采出水质量超过了国家标准。
而沉淀工艺则是选用了旋流反应沉淀装置,以实现循环沉淀的功效,利用设备循环的将淤泥吸收,以防止了化学杂质与污染的混入,进而改善了采流出水质的干净度,进而实现了采流出处理的最高标准。
油浮技术就是先向气田城市污水中添加足够量的原油,通过对油的乳化功能,然后再根据常规处理污水的方法,通过添加混凝剂和絮凝剂等化工制剂,这样能够在吸收水体污物的同时又吸收了水体的原油,然后再结合过滤,进一步提升水的质量标准。
新处理技术和传统水体处理技术的融合,使水体获得了更高的水质标准。
关于某气田气井配套排水采气工艺技术优化分析
关于某气田气井配套排水采气工艺技术优化分析摘要:近年来,我国加大了对气田的开发力度,伴随着日益增多的气田被开发,其产层压力也逐渐下降,涌现出了较多的出水井和水淹井,从而导致气田产量逐年递减。
本文主要围绕气井的实际出水情况,提出了几种常见的排水采气工艺技术及相应的新型工艺,并指出了这些工艺的优势和不足之处,从而为排水采气工艺的进一步发展指明方向。
关键词:气田气井;排水采气;配套工艺;技术优化我国的天然气自70年代后期扩大了生产规模,并且有大多数的气田得到开发,气井具有越来越严重的出水情况,从而极大的降低了产量。
因此,为了较好的改善这一现状,国内学者加大了对气田气井配套排水采气工艺的研究,并取得了实质性进展。
其具体的研究历程可分为以下三个阶段:从单一工艺发展为复合排水工艺;将单井排水取代为气藏整体治水;从人工设计升级为计算机软件设计。
在此基础上,研制出了包含优选管柱排水采气、机抽排水采气及电潜泵排水采气在内的常见配套工艺,以及同心毛细管技术和涡流新型排水采气工艺,从而极大的节省了开发成本,增加了其科学性。
具体探讨如下:1.常见的排水采气工艺技术1.1优选管柱排水采气优选管柱排水采气最先在1982年被使用,并在试验中取得了成功,依据气井排量及井筒连续排液管柱直径,创建了全新的诺模图及垂直管流模型,其研究成果显著,被应用于全国油气田的开发作业中。
该工艺不需动力装置及其它特殊装备,操作简单,投资成本低。
张家场气田在2003年开发13号井时,第一次采取了连续油管排水采气工艺,该技术可降低气层的危害,并防止油管出现断裂,在苏里格、新疆等油气田被广泛应用。
其缺点则是管柱具有较高的成本消耗,不利于进一步推广和应用该项技术。
当前,为了削减管材费用,节省作业成本,有学者对这一技术进行了研究,提出了将管柱管材级别降低和重复使用管柱的方式。
1.2机抽排水采气机抽排水采气的举升能力,主要取决于抽油杆的强度和柱塞直径。
一般情况下,泵的下入深度越深,则其有效排量越高。
气田采出水预处理工艺技术优化

气田采出水预处理工艺技术优化随着气田采出水总量不断上升,回注水也随之增加,回注系统需要长期连续运行,但由于采出水成分复杂对回注系统造成腐蚀堵塞等影响。
通过使用相关技术对气田采出水进行处理,使其达到地方政府、行业所建立的回注水标准称作气田采出水深度处理。
在气田的开采工作中,采出水回注一项重要的技术手段可以有效提高气田的油气产量,在一些低渗透气田中,由于地层中的孔隙度较低,为了防止出现堵塞现象必须对回注水水质进行严格的要求,若使用常规的水处理工艺难以满足标准,因此必须对气田采出水进行深度处理。
标签:气田;采出水;处理工艺通过对气田采出水进行的全面的分析,可知气田采出水所含成分,针对此,开发出了一系列的采出水处理工艺,一般有物理沉降、过滤、化学反应等方式,但仅仅应用这种技术往往较难使采出水满足回注标准,因此需采用深度处理方式。
采出水深度处理技术主要为溶气气浮处理技术。
1溶气气浮处理技术经过多年来的相关研究以及广泛地应用,溶气气浮处理技术已经较为成熟,并成为油气田开采对气田采出水进行深度处理工作中最為广泛使用的技术,并且根据气田采油过程中所遇到不同情况有分为几个不同的分支,第一种为全流程加压溶气气浮技术,这种技术因其应用过程中不会占用太大的体积,可以节省空间,在气田采出水的处理中较为常见;回流式溶气气浮技术主要应用于气田采出水中水分含量较高的处理工作中,主要利用自身的净化装置对污水进行处理,并循环;压气式溶气气浮技术通过外力作用,使气体被压入到液体中,从而达到清除液体中杂质的目的。
2溶气气浮技术在实际应用当中的影响因素溶气气浮处理技术在应用过程中,应注意保证气体与液体的接触时间,这是由于根据相关的研究以及应用经验,采出水中气泡中所含气体与液体接触时间越长,会大大提高附着率,从而加强了气田中杂质的去除效果。
因此,对于溶气气浮技术效率的一个重要的影响因素为气体与液体之间的附着时间。
此外,环境温度,采出水的pH值对于溶气气浮技术效率也有着一定的影响。
气田采出水的环境风险分析及处置措施研究

气田采出水的环境风险分析及处置措施研究摘要:气田采出水普遍具有高矿化度的特点,并含有一定量的硫化物、矿物油、金属离子等,意外情况下会对地表水、土壤、植被和地下饮用水造成污染,社会影响大、修复难度大。
采取必要的措施加强对气田采出水的管理,可以削减由此带来的各种可能的环境风险,达到保护环境的目的。
回注通常是更适合的环境处置方案。
而回注的主要环境风险是井筒内腐蚀造成泄漏后的土壤、地下水污染。
因此有必要找出相应的环境风险成因,并采取削减措施。
关键词:气田采出水;环境风险;处置措施前言气田开采的过程中往往产生大量水,这些水就被称为“气田采出水”,俗称“气田污水”。
与可回用于有效注水/注汽的油田采出水不同,气田采出水分为不含醇采出水和含醇采出水两种,不同的采出水有不同的处理工艺。
气田采出水的水量小、含盐量高, 气田采出水必须在地面处理后再利用或达标排放,或回注到地下处置。
而结合国内气田应用实践发现按照相应的标准、设计、规范和生产需要,回注通常是更适合的处置方案。
然而由于生产过程存在污染水体特别是污染地下饮用水的风险,因此有必要找出相应的环境风险成因,并采取削减措施。
1气田采出水的环境风险天然气开采过程中随气流会携带一部分地层水,由于其矿化度含量一般高达几十万,还含有很多的金属离子、硫化物、矿物油等,按照一般的污水进行生化处理后回用或者外排在技术和经济条件上均存在很大困难。
在不污染可利用的地下水的前提下,按照相关的要求,经沉淀、过滤等工艺过程处理达标后回注地层是目前综合考虑各方面因素的最佳措施,在有效控制的情况下,可以最大程度降低对环境的负面影响。
但是由于采出水成分复杂,处理后回注的水质与地表水和地下饮用水存在较大差异,一旦出现意外,存在污染浅层地下饮用水和地表水及地面土壤、植被等的风险,造成的社会影响和环境损害极大,治理和修复过程极其困难。
因此需要在各个环节进行充分考虑,采取恰当的措施,控制气田采出水的环境风险。
延长气田含甲醇污水再生系统模拟及优化改造

延长气田含甲醇污水再生系统模拟及优化改造赵运涛1王毅1曹强强1郭琦1范峥2刘安3李稳宏31.陕西延长石油天然气有限责任公司2.西安石油大学化学化工学院3.西北大学化工学院摘要延长气田含甲醇污水处理装置自投用以来,始终存在设备易结垢㊁易腐蚀,运行不稳定,产品质量不合格,尤其是甲醇产品指标无法满足设计要求等诸多问题㊂分别选择N R T L方程作为理想的热力学模型和A s p e n p l u s软件全流程模拟甲醇再生系统,为后续优化改进提供了可靠的基础模型㊂进而提出了甲醇再生工艺优化方案,包括:增添空冷器及提升泵㊁改变塔板形式㊁增加塔板高度等,同时对优化后甲醇再生工艺进行流程模拟㊂结果表明甲醇产品和回注水模拟值均达到设计要求㊂利用该优化方案改造后的甲醇再生新装置已成功试车,装置运行安全稳定,甲醇产品质量分数为96.10%㊁回注水甲醇质量分数为0.19%,满足工业生产指标㊂关键词含甲醇污水甲醇再生系统流程模拟优化改造中图分类号:T E992文献标志码:A D O I:10.3969/j.i s s n.1007-3426.2017.06.021 S i m u l a t i o na n do p t i m i z i n g r e f o r m a t i o no fm e t h a n o l-c o n t a i n i n gw a s t ew a t e r r e g e n e r a t i o n s y s t e mi nY a n c h a n g g a s f i e l dZ h a oY u n t a o1,W a n g Y i1,C a o Q i a n g q i a n g1,G u o Q i1,F a nZ h e n g2,L i uA n3,L iW e n h o n g31.S h a a n x i Y a n c h a n g P e t r o l e u m(G r o u p),Y a n'a n,S h a a n x i,C h i n a;2.S c h o o l o f C h e m i s t r y a n dC h e m i c a l E n g i n e e r i n g o f X i'a nS h i y o uU n i v e r s i t y,X i'a n,S h a a n x i,C h i n a;3.S c h o o l o f C h e m i c a lE n g i n e e r i n g o f N o r t h w e s tU n i v e r s i t y,X i'a n,S h a a n x i,C h i n aA b s t r a c t:T h e r ew e r es e v e r a l p r o b l e m sa f t e r t h ea p p l i c a t i o no fm e t h a n o l-c o n t a i n i n g w a s t ew a t e r r e g e n e r a t i o ns y s t e m i n Y a n c h a n g g a sf i e l d,i n c l u d i n g s i g n i f i c a n tf o u l i n g o rc o r r o s i o n,u n s t a b l e o p e r a t i o n,u n q u a l i f i e d p r o d u c t,e s p e c i a l l y t h e f a i l i n g o f m e t h a n o l p r o d u c tt o m e e tt h e d e s i g n r e q u i r e m e n t s.B o t hN R T Le q u a t i o na s r a t i o n a l t h e r m o d y n a m i cm o d e l a n dA s p e n p l u s s o f t w a r ew e r e u s e d t os i m u l a t et h e w h o l e m e t h a n o l r e g e n e r a t i o n p r o c e s s,w h i c h p r o v e dt h a tt h i ss o f t w a r ec o u l d s u c c e s s f u l l y s i m u l a t e a n d o p t i m i z em e t h a n o l r e g e n e r a t i o n s y s t e m.A n o p t i m i z i n g p r o c e s s s i m u l a t i o n o f m e t h a n o l r e g e n e r a t i o ns y s t e m w a s e s t a b l i s h e db y a d d i n g t h e c o o l e r a n d p u m p,c h a n g i n gp l a t e f o r m, i n c r e a s i n g t h e p l a t eh e i g h t.R e s u l t s s h o w e d t h a t t h e c o n c e n t r a t i o no fm e t h a n o l a n dr e i n j e c t i o nw a t e r b o t hm e t t h ed e s i g nr e q u i r e m e n t s.I n d u s t r i a lm e t h a n o l r e g e n e r a t i o nu n i ta f t e rr e n o v a t i o nb a s e do n o p t i m i z a t i o n s r a n s a f e l y a n d s m o o t h l y,w i t h t h e c o n c e n t r a t i o no fm e t h a n o l a n d r e i n j e c t i o nw a t e rw e r e 96.10%a n d0.19%,r e s p e c t i v e l y.B o t h p a r a m e t e r sw e r ec l o s e t oo p t i m i z e dr e s u l t s,i n d i c a t i n g t h a t t h e o p t i m i z a t i o n s i m u l a t i o n p r o j e c tw a s f e a s i b l e a n d a c c u r a t e.K e y w o r d s:m e t h a n o l-c o n t a i n i n g w a s t ew a t e r,m e t h a n o l r e g e n e r a t i o n s y s t e m,p r o c e s s s i m u l a t i o n, o p t i m i z i n g r e f o r m a t i o n作者简介:赵运涛(1975-),男,工程师,现就职于陕西延长石油(集团)有限责任公司,任延长炼化公司生产技术部总调度长,长期从事液化天然气生产技术管理工作㊂E-m a i l:38388974@q q.c o m在气田开采过程中,天然气水合物的生成容易引起管线及设备的结冰冻堵㊁腐蚀损坏,给企业带来严重的经济损失和安全隐患[1-2]㊂目前,防止天然气水合物生成的措施主要有加热升温㊁节流降压和添加抑制剂等[3-4]㊂而甲醇凭借投资费用低廉㊁可循环再生,以及作为临时性解堵剂可在一定程度上溶解已经形成的水合物等独特优点,成为天然气气井最常用㊁最普遍的水合物抑制剂[5-6]㊂延长气田含甲醇污水处理装置于2012年11月投产,装置规模为150m3/d,包括甲醇污水预处理单元和甲醇再生单元㊂该装置在预处理单元脱除甲醇污水中C O2㊁H2S等酸性气体㊁乳化油㊁机械杂质和悬浮物等杂质后,在再生单元采用精馏工艺将甲醇与水分离,按照进料甲醇质量分数20%~50%出合格产品进行设计,脱甲醇后的废水通过注水井回注地层,要求甲醇质量分数小于0.3%,再生出的甲醇供气田循环使用,要求质量分数大于95%㊂目前,甲醇再生单元主要存在以下问题:①装置处理量达不到设计指标,实际处理量约为90m3/d,低于设计值150m3/d;②进装置污水含醇量低于设计要求,基本维持在10%左右,使得再生后的甲醇质量分数基本维持在80%~88%之间,达不到设计值95%㊂因此,对甲醇再生装置进行流程模拟及优化改进研究就显得十分必要㊂本研究利用A s p e n p l u s软件对甲醇再生系统进行模拟计算㊂根据模拟结果,结合现有塔内件参数,对当前的甲醇再生塔进行优化改造,使得甲醇产品和回注水质量分数满足工业生产指标㊂1甲醇再生系统工艺流程及运行现状1.1设计基础延长气田单井产水量尚无准确测试数据可以参考,因此借鉴类似的大牛地气田开发经验,1.0ˑ104 m3天然气产水量按0.8m3考虑,根据延长气田目前5ˑ108m3天然气集气规模,单井年生产时间按330天计算,日总产水约122m3/d㊂一般情况下,冬季甲醇污水中的甲醇质量分数较高,约为50%,夏季甲醇污水中的甲醇质量分数较低,最低约为20%㊂因此,污水中甲醇质量分数按20%~50%计㊂考虑液量波动,污水处理站处理规模按照150m3/d设计㊂1.2甲醇再生工艺流程预处理后甲醇污水出水水质达到ρ(油)ɤ30 m g/L㊁ρ(悬浮物)ɤ30m g/L后送入甲醇污水储罐,通过甲醇污水原料泵加压至一级核桃壳过滤器过滤,再与甲醇污水塔塔底水换热器㊁甲醇污水冷凝水换热器换热后,原料液进入二级精细过滤器,使出水水质达到ρ(油)ɤ10m g/L㊁ρ(悬浮物)ɤ5m g/L,温度达到82ħ进入甲醇再生塔㊂塔底液体靠液位差流入塔底再沸器,利用蒸汽加热使部分水汽化返回塔底,另一部分去甲醇污水塔底水换热器换热后送往脱甲醇废水处理系统;塔顶甲醇蒸汽经空冷器冷凝至饱和液体后进入塔顶回流罐,而后用塔顶回流泵吸出加压,一部分液体回流进入塔顶,一部分液体作为产品进入甲醇储罐㊂综上可知,在甲醇再生工艺流程中,甲醇再生塔作为甲醇回收的核心设备,其合理设计对甲醇再生系统的稳定运行起着至关重要的作用㊂图1为甲醇污水精馏工艺流程图㊂1.3甲醇再生系统存在问题及分析(1)甲醇再生装置腐蚀堵塞严重,由于来水水质复杂,换热器㊁过滤器堵塞频繁须不定时停工清理㊂同时,甲醇再生塔塔身和塔盘的结垢与腐蚀情况十分严重,严重影响精馏塔的精馏效果㊂(2)甲醇再生塔精馏段和提馏段分别采用抗堵性能较差的填料(5m)及A D V浮阀塔板结构(24层),其结垢㊁腐蚀问题严重㊂通过计算,现有甲醇再生塔精馏段填料的实际理论板当量高度为1.89m,提馏段A D V浮阀塔板的实际塔板效率为20%左右,均远远偏离设计值0.625m和50%㊂这直接导致了塔顶甲醇产品和塔底回注水,尤其是塔顶甲醇产品的质量指标始终无法满足设计要求㊂(3)甲醇再生塔的含醇污水进料温度为32.0ħ,远低于设计值82.0ħ㊂这是因为,在精馏段填料高度不足或理论板当量高度严重偏低时,通过过冷进料的方式可以对塔顶产品质量起提升作用㊂(4)甲醇再生塔塔底再沸器采用的是虹吸式自然循环方式,甲醇污水发泡严重,致使循环效果不佳,产生汽阻现象,温度不易控制,不利于再生塔正常操作㊂(5)通过核算发现甲醇再生塔塔顶干式空冷器换热面积富余量过低,特别是在夏季高温天气时换热明显不足㊂目前,甲醇再生装置处理量为3.897m3/h,远低于设计值6.25m3/h;甲醇产品质量分数为83.10%,同样低于设计要求95%,工艺操作参数与设计值相差很大㊂因此,很有必要对甲醇再生装置进行流程模拟及优化改进㊂2甲醇再生系统模拟流程建立2.1热力学模型的选择A s p e n p l u s是美国A s p e n T e c h公司研发的,其具有严格的机理模型和全过程计算方法,主要用于对油气开采㊁石油化工㊁节能环保㊁炼油冶金及医药化工等工艺过程中的单个操作单元选型设计㊁灵敏度分析和流程模拟优化及改造[7]㊂本研究分别选择N R T L 和A S M ES t e a m模型对甲醇再生工艺这一高度非理想极性体系以及蒸汽供给系统进行准确描述[8]㊂2.2模拟流程的建立在A s p e n p l u s软件流程窗口的模块库中选择相应单元模块利用物流㊁能流将其连接起来建立整个甲醇再生流程模拟的数学模型㊂图2为甲醇再生工艺流程的模拟图㊂2.3模拟结果的输出与验证为了验证模拟流程的可靠性,将甲醇再生系统全流程模拟过程的实际值与模拟值进行了对比分析,结果见表1㊂表1甲醇再生系统流程模拟结果与实际运行参数对比T a b l e1C o m p a r i s o no f s i m u l a t i o nd a t aa n da c t u a l o p e r a t i o n p a r a m e t e r s项目设计值运行值模拟值原料液进料流量/(m3㊃h-1)6.253.8973.90进料温度/ħ20.022.022.0进料压力(G)/M P a0.2130.2130.213进再生塔温度/ħ82.032.032.0甲醇再生塔塔顶温度/ħ72.068.067.6塔顶压力(G)/M P a0.1100.1060.104塔底温度/ħ107.0105.2106.3塔底压力(G)/M P a0.1300.1270.127回流量/(k g㊃h-1)1740.65868.20861.58产品甲醇产品质量分数/%95.000083.100083.0849回注水回注水甲醇质量分数/%0.300000.27000.2800由表2可知,实际运行值与模拟值吻合度很高,作为衡量再生系统是否正常稳定运行指标的甲醇产品及回注水质量分数均满足了要求㊂全流程模拟结果说明,A s p e n p l u s软件能够成功模拟甲醇再生系统,适用于该系统工艺优化及改进㊂3甲醇再生系统优化模拟研究3.1优化研究方向(1)将甲醇再生塔A D V浮阀塔板改为防垢能力很强的斜孔塔板,同时在原装置基础上增添了新塔作为提馏段㊂经过核算,当甲醇污水进料为10%(w)时,提馏塔理论塔板数至少要12块,实际塔板数为36块,回注水质量分数才能合格㊂精馏塔为24层斜孔塔盘和5m规整填料的耦合塔㊂(2)在提馏塔塔底添加一台塔底水提升泵㊂(3)在精馏塔塔顶添加一台干式空冷器㊂3.2甲醇再生优化系统模拟流程建立借助A s p e n p l u s软件模拟甲醇再生精馏过程,研究优化改造方案,提高甲醇产品质量分数,降低装置能耗,提高经济效益㊂根据甲醇污水组成,利用A s p e n p l u s软件对甲醇再生工艺进行模拟,建立甲醇再生工艺全流程模拟流程图(见图3)㊂3.3优化后工艺流程及结果在流程模拟的基础上,依据工艺优化研究方案重新搭建了甲醇再生工艺流程模拟,各股关键物流的输出结果见表2㊂通过对甲醇再生工艺优化模拟后,甲醇产品质量分数为96.18%㊁回注水质量分数为0.05%,满足工业要求㊂4工业应用在上述优化模拟的基础上,延长甲醇污水处理厂对原甲醇再生装置进行了升级改造,主要包括以下内容㊂表2甲醇再生装置流程模拟优化结果一览表T a b l e2O p t i m i z a t i o n r e s u l t s o f p r o c e s s s i m u l a t i o no fm e t h a n o l r e g e n e r a t i o n u n i t物流温度/ħ压力/k P a摩尔流量/(m o l㊃h-1)质量流量/(k g㊃h-1)体积流量/(m3㊃h-1)组成,w/%甲醇水甲酸乙酸S122.00150.00200.393787.593.89710.590089.33000.05000.0300 S482.00590.00200.393787.593.89710.590089.33000.05000.0300 S594.92110.0053.741172.361.29310.590089.330010.590089.3300 S6104.70120.00480.058658.218.6770.000599.90710.05510.0373 S1039.98395.00173.983138.023.1450.000599.90710.05510.0373 S1867.47103.0056.631754.402.18596.17933.81730.00010.0033 S1994.93110.0040.70762.410.78014.338785.47080.08820.1023 S2540.18500.0013.67423.630.52796.17933.81730.00010.0033(1)新建湿式空冷器一台,新增提馏塔塔底水提升泵一台,对部分诸如机泵㊁换热器等关键设备进行相应的升级改造㊂(2)甲醇再生塔改为复合塔,提馏塔为36层斜孔塔盘,精馏塔为24层斜孔塔盘+5m规整填料㊂目前,新建150m3/d甲醇再生装置已成功试车,装置运行安全稳定,甲醇产品和回注水甲醇质量分数均达到工业指标㊂升级改造后甲醇再生装置主要运行及分析数据汇总见表3㊂其中,甲醇产品质量分数为96.10%㊁回注水甲醇质量分数为0.19%㊂对比表2表明,优化模拟方案效果良好㊂表3升级改造后装置主要运行参数T a b l e3M a i no p e r a t i o n p a r a m e t e r s o f t h eu p g r a d e dm e t h a n o l r e g e n e r a t i o n u n i t项目参数现场运行值原料液进料流量/(m3㊃h-1)3.897进料温度/ħ22.00进料压力/M P a0.263提馏塔进塔温度/ħ82.0塔底温度/ħ104.5塔底压力/k P a117.5精馏塔塔顶温度/ħ67.4塔顶压力/k P a108.4产品甲醇产品质量分数/%96.10回注水回注水甲醇质量分数/%0.195结论(1)利用A s p e n p l u s流程模拟软件对甲醇再生工艺进行了流程模拟,甲醇产品质量分数㊁回注水甲醇质量分数等关键指标的模拟值与实际运行值高度吻合,说明该软件能成功模拟甲醇再生工艺,适用于对工艺进行优化改进㊂(2)在流程模拟的基础上提出优化方案:为了提高提馏塔底部循环效果,保证塔的正常操作,在提馏塔塔底增添塔底水提升泵;为了保证甲醇产品能够正常降温,新增加一台干式空冷器;为了提高塔器抗堵性能㊁降低结垢情况,将甲醇再生塔A D V浮阀塔板改为防垢能力更好的斜孔塔板;为了保证甲醇产品及回注水浓度,增加了提馏塔,提馏塔采用36层斜孔塔盘,精馏塔为24层斜孔塔盘和5m规整填料的耦合塔㊂(3)依据优化研究方案,对甲醇再生工艺进行了流程模拟㊂结果表明,甲醇产品质量分数为96.18%㊁回注水甲醇质量分数为0.05%,满足设计要求㊂该优化方案已经成功应用于工业生产过程之中,新建的甲醇再生装置运行安全平稳,甲醇产品质量分数为96. 10%㊁回注水甲醇质量分数为0.19%,满足工业生产指标,并与优化模拟结果相近,表明本次优化模拟方案及结果可行且准确㊂参考文献[1]徐昌辉,申凯,王有良.天然气水合物预测方法与防治措施分析[J].辽宁化工,2016,45(1):73-75.[2]周厚安,汪波,金洪,等.川渝气田天然气水合物防治技术研究与应用进展[J].石油与天然气化工,2012,41(3):300-303. [3]王遇冬.天然气处理与加工工艺[M].北京:石油工业出版社, 1999.[4]赵欣,邱正松,江琳,等.动力学抑制剂作用下天然气水合物生成过程的实验分析[J].集输与加工,2014,34(2):100-110. [5]陈小锋,崔斌,王瑛罡.长庆气田天然气水合物防治浅议[J].天然气与石油,2006,24(5):10-12.[6]单巧利,李勇,张超,等.长庆气田甲醇污水水质特点分析[J].油气田环境保护,2012,22(6):47-49.[7]孙兰义.化工流程模拟实训-A s p e nP l u s教程[M].北京:化学工业出版社,2015.[8]Z U O G Z,WA N G R,F I E L D R,e t a l.E n e r g y e f f i c i e n c ye v a l u a t i o n a n d e c o n o m i c a n a l y s e s of d i r e c t c o n t a c t m e m b r a n e d i s t i l l a t i o ns y s t e m u s i ng A s p e n p l u s[J].D e s a l i n a t i o nJ o u r n a l, 2011,283:췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍237-244.收稿日期:2017-05-12;编辑:췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍钟国利(上接第105页)[4]孙德青,姚安林.液化石油气球罐失效因素的模糊分析[J].石油化工设备技术,2007,28(1):15-17.[5]金鑫.液化石油气储罐泄漏扩散及火灾模拟研究[D].大连:大连交通大学,2013.[6]黄琴,蒋军成.重气泄漏扩散实验的计算流体力学(C F D)模拟验证[J].中国安全科学学报,2008,18(1):50-55.[7]王东东,刘茂,李剑峰.F L U E N T在公路隧道有毒气体事故泄漏扩散研究中的应用[J].安全与环境学报,2008,8(2):140-143.[8]孙珀,黄平.液化天然气泄漏扩散数学模型分析[J].科技导报,2008,26(10):83-86.[9]王金霞.山东省风能资源分析评估[D].兰州:兰州大学,2007.[10]吴志远,胡双启.点火能对液化石油气爆炸压力影响的试验研究[J].安全与环境学报,2008,8(5):138-141.[11]潘旭海,蒋军成.重气云团瞬时泄漏扩散的数值模拟研究[J].化学工程,2003,31(1):35-39.[12]任戈峰.液化石油气(L P G)储罐事故应急救援处置[J].上海煤气,2008(6):췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍36-39.收稿日期:2017-06-05;编辑:钟国利。
延长气田含甲醇污水再生系统模拟及优化改造
延长气田含甲醇污水再生系统模拟及优化改造赵运涛;王毅;曹强强;郭琦;范峥;刘安;李稳宏【摘要】延长气田含甲醇污水处理装置自投用以来,始终存在设备易结垢、易腐蚀,运行不稳定,产品质量不合格,尤其是甲醇产品指标无法满足设计要求等诸多问题.分别选择NRTL方程作为理想的热力学模型和A spen plus软件全流程模拟甲醇再生系统,为后续优化改进提供了可靠的基础模型.进而提出了甲醇再生工艺优化方案,包括:增添空冷器及提升泵、改变塔板形式、增加塔板高度等,同时对优化后甲醇再生工艺进行流程模拟.结果表明甲醇产品和回注水模拟值均达到设计要求.利用该优化方案改造后的甲醇再生新装置已成功试车,装置运行安全稳定,甲醇产品质量分数为96.10%、回注水甲醇质量分数为0.19%,满足工业生产指标.【期刊名称】《石油与天然气化工》【年(卷),期】2017(046)006【总页数】5页(P106-110)【关键词】含甲醇污水;甲醇再生系统;流程模拟;优化改造【作者】赵运涛;王毅;曹强强;郭琦;范峥;刘安;李稳宏【作者单位】陕西延长石油天然气有限责任公司;陕西延长石油天然气有限责任公司;陕西延长石油天然气有限责任公司;陕西延长石油天然气有限责任公司;西安石油大学化学化工学院;西北大学化工学院;西北大学化工学院【正文语种】中文【中图分类】TE992在气田开采过程中,天然气水合物的生成容易引起管线及设备的结冰冻堵、腐蚀损坏,给企业带来严重的经济损失和安全隐患[1-2]。
目前,防止天然气水合物生成的措施主要有加热升温、节流降压和添加抑制剂等[3-4]。
而甲醇凭借投资费用低廉、可循环再生,以及作为临时性解堵剂可在一定程度上溶解已经形成的水合物等独特优点,成为天然气气井最常用、最普遍的水合物抑制剂[5-6]。
延长气田含甲醇污水处理装置于2012年11月投产,装置规模为150 m3/d,包括甲醇污水预处理单元和甲醇再生单元。
该装置在预处理单元脱除甲醇污水中CO2、H 2 S等酸性气体、乳化油、机械杂质和悬浮物等杂质后,在再生单元采用精馏工艺将甲醇与水分离,按照进料甲醇质量分数20%~50%出合格产品进行设计,脱甲醇后的废水通过注水井回注地层,要求甲醇质量分数小于0.3%,再生出的甲醇供气田循环使用,要求质量分数大于95%。
天然气处理厂含醇气田产出水工艺流程改造及效果评价
天然气处理厂含醇气田产出水工艺流程改造及效果评价梁坤;包战宗;侯山;陈宗宇;周小虎【摘要】本文主要介绍了第五天然气处理厂含醇气田产出水工艺流程及运行现状,详细分析了含醇气田产出水的运行过程中存在的问题.通过对合醇气田产出水工艺流程进行改造,有效的回收了含醇气田产出水,提升了经济效益,并有效的保障了气田产出水回注系统的回注指标.【期刊名称】《石油化工应用》【年(卷),期】2015(034)002【总页数】3页(P92-93,97)【关键词】含醇气田产出水;工艺改造;效果评价;天然气处理厂【作者】梁坤;包战宗;侯山;陈宗宇;周小虎【作者单位】中国石油长庆油田分公司第三采气厂,内蒙古乌审旗017300;中国石油长庆油田分公司第三采气厂,内蒙古乌审旗017300;中国石油长庆油田分公司第三采气厂,内蒙古乌审旗017300;中国石油长庆油田分公司第三采气厂,内蒙古乌审旗017300;中国石油长庆油田分公司第三采气厂,内蒙古乌审旗017300【正文语种】中文【中图分类】TE644苏里格第五处理厂含醇气田产出水共有五个来源:(1)苏南合作区各集气站两相分离器产生的甲醇污水,管输至处理厂;(2)长庆气区冬季集气支线向干线交接时善次分离脱水产生的甲醇污水,罐车拉运至处理厂;(3)天然气处理厂内脱油脱水装置产生的甲醇污水;(4)各区块污水车拉运来的含醇气田产出水;(5)外输干线每年定期清管排液。
甲醇污水经预处理后进入甲醇回收装置回收甲醇,脱甲醇后污水经生产污水处理装置处理达到回注指标后回注地层。
2具700 m3接收罐接收到含醇气田产出水经转水泵进入压力除油器善次除油后去8 m3反应罐,依次加入pH调节剂、氧化剂,混合后出水加絮凝剂进2具700m3原料罐完成絮凝沉降,出水去甲醇回收装置。
苏里格第五天然气处理厂2012年投产以来共接收含醇气田产出水130 483 m3,回收甲醇1 113 m3。
苏南合作区块管输气田产出水进入2具含醇接收水罐;装置区低温分离器排液先进入闪蒸罐、缓冲罐,再进入接收罐;自营区块至投产以来,分离器排液量少;罐车拉运通过化验检测,浓度大于3%,气田产出水进入含醇接收罐;清管收球来液进入含醇气田产出水接收罐(2012年1次,2013年3次,2014年2次);具体接收气田产出水量(见表1)。
气田采出水处理工艺优化及装置改进
气田采出水处理工艺优化及装置改进
徐东;马连伟;李楠;常霞;李秋阳;王刘伟;齐锐
【期刊名称】《石油化工应用》
【年(卷),期】2022(41)12
【摘要】子米气田采出水处理装置处理气田开发过程中产生的气田采出水、含醇采出水。
采取气田采出水预处理,单塔精馏,处理合格后的气田采出水回注地层。
但是处理后的效果不佳,主要表现在处理后的采出水中油分机杂含量较大。
本文主要从采出水处理工艺,气田采出水预处理药剂处理机理查找原因,解决问题,并提出改造建议,提高子米气田采出水处理效果。
【总页数】5页(P66-69)
【作者】徐东;马连伟;李楠;常霞;李秋阳;王刘伟;齐锐
【作者单位】中国石油长庆油田分公司第二采气厂
【正文语种】中文
【中图分类】TE377
【相关文献】
1.撬装式采出水处理装置工艺优化研究
2.苏里格气田采出水处理工艺优化研究
3.长庆油田采出水处理工艺优化及集成装置应用
4.气田采出水预处理工艺技术优化
5.气田含醇采出水处理系统工艺优化及效果评价
因版权原因,仅展示原文概要,查看原文内容请购买。
气田采出污水处理工艺优化方法

气田采出污水处理工艺优化方法卢永斌;王涛;李俊莉;白方林【摘要】陕北气田油含量、铁离子含量和悬浮物含量都较高且管线在此环境中腐蚀、结垢严重,针对这一问题分析了陕北气田多个区块混合水样和采用常规污水处理工艺处理污水过程中存在的主要问题.采用化学氧化-絮凝处理方法优化了污水处理工艺.结果表明:NaClO作氧化剂,加量为40 mg· L-1,氧化时间为10 min,pH为7.5、无机混凝剂聚合氯化铝(PAC)加量为50 mg/L,有机絮凝剂聚丙烯酰胺(PAM)加量为2.0 mg·L-1时,该气田污水通过新工艺处理后可以满足SY/T 6596-2004 《气田水回注方法》标准要求.当缓蚀阻垢剂DW-1加量为25 mg/L时,可将污水对管线的年腐蚀速率降低到0.021 1 mm/a,缓蚀率达86.25%,阻垢率达98.17%,解决了污水对管线结垢和腐蚀的难题.【期刊名称】《腐蚀与防护》【年(卷),期】2016(037)003【总页数】6页(P220-224,229)【关键词】气田;污水处理;缓蚀阻垢剂;新工艺;水质分析【作者】卢永斌;王涛;李俊莉;白方林【作者单位】陕西延长石油(集团)有限责任公司研究院,西安710075;陕西延长石油(集团)有限责任公司研究院,西安710075;陕西省石油化工研究设计院,西安710054;陕西延长石油(集团)有限责任公司研究院,西安710075【正文语种】中文【中图分类】TE357.6+1陕北气田地处鄂尔多斯盆地干旱、缺水地区,基本属于低孔、低渗、低产、低丰度的大型气藏,而这种气藏主要是以注水的方式进行开采。
随着天然气的采出,地层水和注入水又会被采出,在地面进行分离后产生大量的污水[1]。
由于这种污水凝析油具有含量高、矿化度高、甲醇含量高、p H低、结垢量大以及腐蚀性强等特点,现场采用的常规污水处理工艺使之很难达到注入水水质标准,对沉降罐、反应罐以及甲醇回收系统等管线产生较强的腐蚀和堵塞,使处理装置频繁停车检修,天然气生产受到严重影响[2-4]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分析含醇气田采出水处理系统工艺优化及改造
摘要:基于对含醇气田采出水处理系统工艺优化及改造的研究,首先,阐述含
醇气田采出水处理系统运行现状,其中包括工艺流程与存在问题。
然后,为保证
含醇气田采出水处理系统能够充分发挥自身作用,给出预处理工艺优化、甲醇回
收工艺优化等优化措施。
最后,给出浮油收油器改造、压力除油器改造、设备、
管线材质改造等含醇气田采出水处理系统改造措施。
关键词:含醇;气田采出水;处理系统
气田在我国发展中占据重要组成部分,伴随着气田开发与生产的不断推进,
气田部分区域会产生底层水,并且气田采出水会随着气田开发与生产过程的增加
而逐渐增多。
除此之外,在气田采出水中具有较多悬浮物、乳化油等物质,不同
物质都具有较强结垢性。
虽然采用一系列工艺技术对结垢部位进行清理,但是结
垢问题仍然存在,并且对气田的安全生产产生影响,为避免结垢等问题,保证气
田的安全稳定生产,需要对处理系统工艺等进行完善与创新。
所以,本文将针对
含醇气田采出水处理系统工艺优化及改造等内容进行相应阐述。
1、含醇气田采出水处理系统运行现状
1.1工艺流程
气田采出水卸车池会利用泵将其提升到接收水罐处,然后经过除油与沉降后,通过换热器进入到压力除油器当中,进行二次除油工作,接着到反应罐中,在进
入到反应罐前,需要对其进行加药[1]。
与此同时,将絮凝剂加入到原料罐当中进
行絮凝与沉降,最终流入到下游处理装置中。
1.2存在问题
含醇气田采出水处理主要存在以下几点问题:第一,接收水罐内会安装收油
装置,收油装置会收出油污,而收出的油污当中水含量较高。
第二,在原料水罐
当中,含有大量烃类油污,对原料储罐的罐储量将会产生影响。
第三,在对反应
罐进行加药时,加药量无法控制在一定范围内,导致原料罐中的絮凝沉淀无法达
到应用效果。
2、含醇气田采出水处理系统工艺优化
2.1预处理工艺优化
含醇气田采出水将会从集气站中利用污水罐车卸往净化厂粗滤池,对污水中
较大的机械杂质进行过滤,然后利用提升泵打入到污水储罐当中。
在转水期间,
需要利用增压泵加入pH调节剂、氧化剂以及絮凝剂,在进入过程中需要严格按
照加入顺序展开。
pH调节剂、氧化剂以及絮凝剂进入到储罐当中,可以对其进行充分沉降,将含醇污水中的大量杂质去除,然后利用进料泵将其送至甲醇回收装
置中[2]。
除此之外,还需要加入缓蚀阻垢剂,缓蚀阻垢剂的加入需要使用增压泵,直接加入到甲醇回收精馏装置相应的水管线中。
2.2甲醇回收工艺优化
原料通过预处理后,原料水会利用给料泵进行加压,然后流入到进料预热器
当中,加热至大约六十五摄氏度后,再次进入到进料加热器当中。
接着利用蒸汽
进行加热,保证温度达到泡点温度,利用进料口流入到甲醇精馏塔,形成气相与
液相。
液相会与蒸汽逆流直接接触,将其中含有的轻组分甲醛蒸出,一部分塔底
水会进入到釜式重沸器中进行加热并汽化,然后返回到塔底部。
其中一部分水会
成为塔底产品,接着需要对原料水进行加热,保证温度降至四十摄氏度后,流入
到污水回注罐中。
3、含醇气田采出水处理系统改造措施
3.1浮油收油器改造
浮游收油器改造在收集油污池、除油罐表面的浮游时,可以达到良好除油效果。
浮油收油器的收油管材料构成较为特殊,能够承受高达九十三摄氏度的温度,如果温度在冰点以下也不会产生破裂现象。
浮油收油器收集管的特殊材料较为亲油,遇油后只沾油,不沾其他杂质与水,所以,收油效果较强,工作效率较高。
除此之外,浮油收油器的吸油管可以在浮油表面不停旋转,液体表面油污将会被
收集干净,不需要其他设备的辅助。
在具体收油时,需要根据实际情况对收集管
长度进行调整,提高设备使用周期与利用率。
浮油收油器在安装时,可以安置在
卸车池旁,为保证浮油收油器收集到的浮油能够及时运输到油污灌中,需要配备
相应控制装置或者铺设输油管线。
如果储油罐中的浮油液位超过正常液位时,电
动隔膜泵将会自动进行工作,将浮油运输到油污罐中。
如果储油罐中的浮油液位
较低,低于正常液位时,电动隔膜泵将会停止工作。
当液位再次超过标准液位时,会再次展开相应工作。
3.2压力除油器改造
压力除油器会自动排油,但是在排油时需要利用油水界面传感器,感受油量
多少,然后展开相应自动排油工作。
压力除油器在运作时,会将已经收集到的油
量转化为4mA——20mA,当油达到一定量后,排油阀将会自动进行排放工作。
压力除油器的改造具体可以从以下几点展开:第一,对压力除油器出水的含油量进
行有效控制,要结合实际情况对油水界面仪的输出点做出相应调整,然后对压力
除油器出水含量实验进行检验,从而判断出最为适宜的油水界面仪高低输出点,
使设备运行效果得到有效保障[3]。
第二,要逐渐减少烃类油污的含水量,定期对
油水界面仪进行检查,及时发现油水界面仪中存在的问题,给出相应解决措施。
与此同时,需要加强相应仪器的维修养护工作,保证设备的精准度与使用效率。
除此之外,需要对油水界面仪的输出点与输入点进行重新设置,在最大程度上提
升排油时,集油包中的油量。
3.3设备、管线材质改造
有部分设备、管线会产生结垢问题,针对这一情况需要加强对设备、管线材
质等改造工作。
在设备、管线材质选择中,可以选择抗粘附性较强的材料,采用
高分子涂层方式等,在最大程度上避免结垢问题的产生。
在管线防垢问题中,可
以使用抗垢性较强的柔性复合管,或者采用气田注水系统中的内壁光滑方式,在
这可以使用CPVC等管线,在防止管线结垢中都可以充分发挥作用。
如果在换热
表面防垢问题中,可以采用涂层技术、使用光滑管等方式达到防垢效果。
结束语:
综上所述,含醇气田采出水处理系统工艺优化及改造在气田开采等工作中发
挥着不可替代的作用。
所以,相关工作人员需要肩负起自身责任,做好含醇气田
采出水处理系统工艺优化与改造工作。
保证拥有先进的系统以及工艺技术等,为
各项气田工作提供保障。
参考文献:
[1]瞿斌,李华,陈晓春, et al. 气田采出水处理设备及管线的腐蚀与防护[J]. 石油
化工应用,2014, 33(8):116-119.
[2]马建兵.长北气田天然气处理厂甲醇再生塔结垢原因分析[J]. 化工管理,
2016(15):46-46.
[3]贾超,张媛媛,孟婉莹, et al. 气田采出水处理系统烃类污油回收技术改造探讨[J].石化技术,2017, 24(3):226-226.。