数控车床宝元系统操作方法
宝元 m520i 系统使用手册 简体中文版

操作手冊
2010/5 版本:V04.00.001(4408210042)
Leading Numerical Controller
LNC Technology Co., Ltd.
LNC-M520 系列
目
錄
目
錄
概要.......................................................................................................... 1
2.4.1 絕對座標畫面..................................................................................................................25 2.4.2 相對座標畫面..................................................................................................................26 2.4.3 機械座標畫面..................................................................................................................27 2.4.4 座標量測.........................................................................................................................28 2.4.5 離開系統畫面..................................................................................................................29 2.5 程式機能(PROG)....................................................................................................................30 2.5.1 現行程式.........................................................................................................................31 2.5.2 背景程式.........................................................................................................................37 2.5.3 檔案總管.........................................................................................................................38 2.5.4 程式核對.........................................................................................................................44 2.5.5 手動輸入.........................................................................................................................45 2.5.6 通訊連線(RS232).......................................................................................................46 2.5.7 DNC 直接傳輸加工功能.................................................................................................50 2.6 補正機能(OFFSET) ................................................................................................................51 2.6.1 刀具補正.........................................................................................................................51 2.6.2 巨集變數.........................................................................................................................52 2.6.3 座標系設定 .....................................................................................................................53 2.7 銑床 EASY-CAM .........................................................................................................................55 2.7.1 前言 ................................................................................................................................55
宝元系统M600I操机步骤
LNC-M600I操机步骤在操机前,请认真阅读下面的操作步骤,如果有疑问请迅速联系我公司,否则由于误操作造成的故障,我们将根据故障的轻重由你们负部分或全部的责任。
一、开机1、在开机之前要先检查机床状况有无异常,冷油机是否准备好,润滑油是否足够,气压压力是否足够等等,如一切正常,即可开机。
2、先按下急停开关,开稳压器、冷油(水)机等辅助设备电源开关,然后合上机床总电源开关。
3、按下开机(OP面板右下角绿色键) 开关,等待数秒后机床启动完成,松开急停开关。
二、回原点进入系统以后,在模式选择(MODE SELECT)中选择原点复归模式(HOME/ZRN),再按程式启动(CYCLE START)键(OP面板左下角绿色键)即可。
注意:为了保护机床和误操作,开机应该直接回原点,不要移动轴。
假如开机以后不回原点,系统会报开机尚未回原点的警告,只有执行回原点操作才能消除,而且在未归原点状态下只有手轮可让机床移动,其它模式禁止使用。
三、安装工件、刀具装好刀具,再在“手动”模式下,按下“F1”按钮,即可将刀柄装入主轴。
注意:一定要在“手动模式”下,才能装刀或卸刀;“手动模式”是指手动连续进给(JOG)、手动快速连续进给(RAPID)、原点复归模式(HOME/ZRN)、手轮操作模式(MPG/HANDLE);任意选择这四种模式中任一种都可以。
四、设置加工坐标原点和对刀对于分中的方法,本系统提供两种绝然不同,各有所长,都异常方便的分中方法。
方法一:(适用范围:每换一次刀就对一次刀;使用时先分中,后对刀。
)在“OFFSET”菜单下选择“坐标系”,即可进入分中界面。
根据你加工毛胚的需要,选择“矩形中心”、“圆形中心”或“教导输入”。
下面以“矩形中心”举个例子:点击“矩形中心”进入对应的分中界面以后,通过方向键“←”、“→”选择你需要的分中坐标G54、G55等等。
接着:a、移动X轴,使刀具或分中棒与平行于Y轴的一工件边相触,然后按下“X1设入”;b、移动X轴,使刀具或分中棒与平行于Y轴的另一工件边相触,然后按下“X2设入”;c、移动Y轴,使刀具或分中棒与平行于X轴的一工件边相触,然后按下“Y1设入”;d、移动Y轴,使刀具或分中棒与平行于X轴的另一工件边相触,然后按下“Y2设入”;e、刷Z轴平面(即加工坐标原点Z0),选择“手动资料输入模式(MDI)”,输入“G36”,按右边的“登录”,并按“程式启动”键,机器自动完成取基准面的操作。
LNC-Bend8000宝元系统说明书
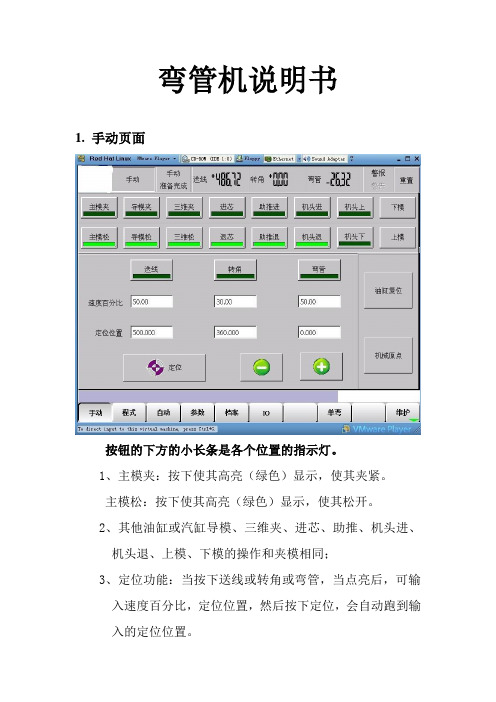
弯管机说明书1. 手动页面按钮的下方的小长条是各个位置的指示灯。
1、主模夹:按下使其高亮(绿色)显示,使其夹紧。
主模松:按下使其高亮(绿色)显示,使其松开。
2、其他油缸或汽缸导模、三维夹、进芯、助推、机头进、机头退、上模、下模的操作和夹模相同;3、定位功能:当按下送线或转角或弯管,当点亮后,可输入速度百分比,定位位置,然后按下定位,会自动跑到输入的定位位置。
4、+、-:对选中的轴做移动动作,速度由所选轴下面的速度%来决定。
5、气缸重置:按下此按键,所有的汽缸复位,回原点时,会先把所有汽缸复位掉。
6、机械原点:首次开机,需要回原点,按下此键,各个轴回依照系统设定的速度执行回原点动作,当有汽缸未复位时,会触发“气缸没有复位,不能回原点”警报,按下气缸复位键,再执行回原点动作。
7、现在位置:上面显示对应伺服轴当前的机械位置;2.程式页面模具到管前端距离:可设置模具跟管前端的距离,为了计算总长。
机械行程:可输入机台的机械行程,便于系统能自动计算出尾料长度。
管径:输入目前加工管件的直径。
1、第一点X坐标:可设定第一点X轴的坐标2、第一点Y坐标:可设定第一点Y轴的坐标3、第一点Z坐标:可设定第一点Z轴的坐标4、档案名称:显示当前加工程式的档案名5、图形预览:按下此键后,会跳到图形模拟页面6、转成YBC: 由坐标数据转换成动作数据7、转成YBC(反向弯曲): 由坐标数据转换成动作数据3. 自动页面1.档案名称:可显示当前加工的档案名称2.总数量:可显示机台加工的总数量3.设定产量:可设定预加工的产品数量4.当日数量:可显示当日加工的数量5.上料时间:在加工完一个程式后,各轴回待机点后,上料等待时间6.下料时间:在加工完一个程式后,各轴回待机点前,下料等待时间7.半自动:当进入到自动页面后,默认为半自动模式,当按下此按键后,会变成全自动模式8.单步:当按下单步按钮后,会执行单步动作9.弯曲角度、弯曲速度%:显示当前弯曲的角度,弯曲速度可按照%来调整。
宝元操作说明新版

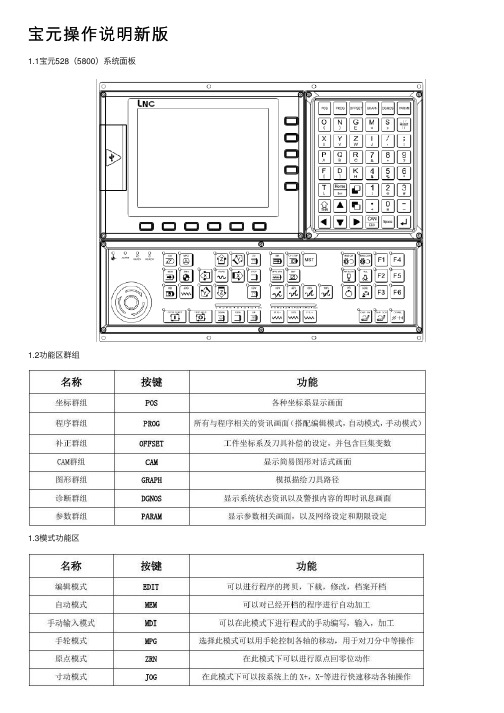
1.1宝元528(5800)系统面板1.2功能区群组1.3模式功能区1.4按键区等2宝元528(5800)系统操作使用2.1一般操作流程:1)开机---回机床原点---工件分中----对刀-----拷贝加工程序----选择程序进行开档---切换到自动模式(自动模式)---手轮模拟(F2)-----启动(CYCLE START)2)回原点:ZRN---启动(CYCLE START)(直到面板上HOME指示类亮为止,表示回原点完成3)分中:补偿----座标系设定----矩形中心---设X1,X2,Y1,Y2,(为四面分中)对刀:补偿---座标系设定----一般设定---设Z。
5)拷贝程序:编辑模式---PROG—档案总管---复制档案----选择E或Z盘----选择要加工的文件名----确定文件名----将加工文件进行开档。
2.2常用命令:1)移动至要加工工件的中心点(下例为:G54座标系来说明的)按下《手动输入》输入“G54G0X0Y0”--按下《登录》--按下《启动(CYCLE START)》2)输入主轴转速手动输入—输入“M3S10000”---登录----启动(CYCLE START);M3表示主轴正转,S10000表示转速值为每分钟10000转。
3)加工前座标偏移(机床重启后数值不变,应注意在加工另一工序时改为0)补偿---座标系设定----移动光标至0座标系----输入您想要偏移的轴及值---确定(按回车键)(例如:输入“Z10”,表示在G54座标系的基础上将Z轴抬高10MM。
)4)加工中偏移座标(手轮中断,机床重启后自动归0)按下程序暂停(FEED HOLD,灯亮)---F3(手轮中断)---按下座标---按下《手轮中断》----用手轮移动你想要偏移的轴和值。
注:A:未重新启动时,这偏移值仍然有效,在加工另一工序时应用手轮中断功能将该手轮移动值移动为零。
B:手轮中断有模式控制锁定的,在自动模式(自动模式)下的程序暂停的情形下,按下操作面板上的F3才能启动手轮中断功能(手轮插入功能)。
宝元系统基本操作教学文案
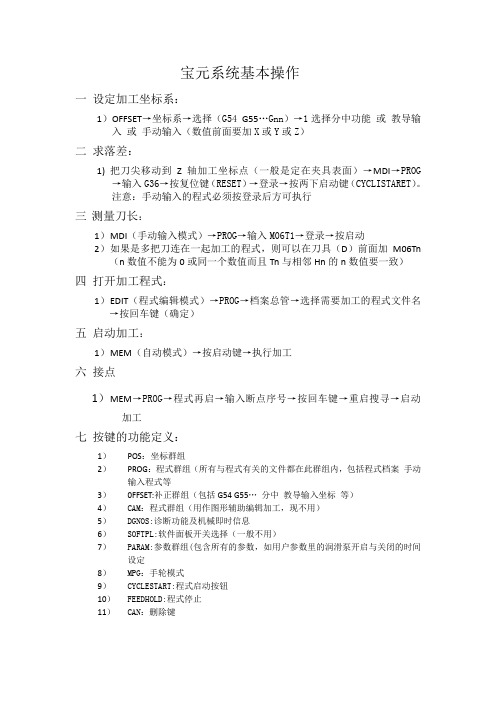
宝元系统基本操作宝元系统基本操作一设定加工坐标系:1)OFFSET→坐标系→选择(G54 G55…Gnn)→1选择分中功能或教导输入或手动输入(数值前面要加X或Y或Z)二求落差:1)把刀尖移动到Z轴加工坐标点(一般是定在夹具表面)→MDI→PROG→输入G36→按复位键(RESET)→登录→按两下启动键(CYCLISTARET)。
注意:手动输入的程式必须按登录后方可执行三测量刀长:1)MDI(手动输入模式)→PROG→输入M06T1→登录→按启动2)如果是多把刀连在一起加工的程式,则可以在刀具(D)前面加M06Tn(n数值不能为0或同一个数值而且Tn与相邻Hn的n数值要一致)四打开加工程式:1)EDIT(程式编辑模式)→PROG→档案总管→选择需要加工的程式文件名→按回车键(确定)五启动加工:1)MEM(自动模式)→按启动键→执行加工六接点1)MEM→PROG→程式再启→输入断点序号→按回车键→重启搜寻→启动加工七按键的功能定义:1)POS:坐标群组2)PROG:程式群组(所有与程式有关的文件都在此群组内,包括程式档案手动输入程式等3)0FFSET:补正群组(包括G54 G55…分中教导输入坐标等)4)CAM:程式群组(用作图形辅助编辑加工,现不用)5)DGNOS:诊断功能及机械即时信息6)SOFTPL:软件面板开关选择(一般不用)7)PARAM:参数群组(包含所有的参数,如用户参数里的润滑泵开启与关闭的时间设定8)MPG:手轮模式9)CYCLESTART:程式启动按钮10)FEEDHOLD:程式停止11)CAN:删除键12)Space:空格键八本地网络设置:。
宝元系统操作方法
宝元系统操作方法
G36落差M36T1对刀M3S+主轴转速G43H1刀补G90G54X0Y0找工件中心
MPG手轮ZRN原点JOG手动EDIT程式编辑模式MEM加工模式DRK手轮模拟
MDI半自动模式CAN删除《POS机械坐标、相对坐标、绝对坐标画面》
PROG程式界面OFFSET坐标系画面
操作方法
一、分中
1.先把主轴转起来,按MDI再按PROG进入编辑画面,然后输入(M3S+主轴转速)输
入后就登陆。
登陆后按启动。
2.按OFFSET进入到坐标画面,找到坐标系,把光标移到相对应得坐标上面,然后再找
到矩形分钟,按手轮模式对应X1,X2,Y1,Y2四个面分好中。
二、设Z轴落差
1.先把工件表面手动刷平,刷平之后Z轴不要动,把X轴或Y轴移出来按复位把机器停了。
2.按MDI再按PROG进入编辑画面,然后输入G36输入后就登陆。
登陆后按启动。
三、对刀
1.按MDI再按PROG进入编辑画面,然后输入M36T1输入后就登陆。
登陆后按启动。
四、找程式
1.按EDIT程式编辑模式,按PROG程式界面。
2.再按档案总管,在档案总管里面找到对应的程式按回车输入。
五、执行加工
1.按MEM加工模式,再按DRK手轮模拟,然后按启动。
2.用手轮摇到正确后把手轮模拟按开。
M,astercam +3 -2 +4 +2。
宝元系统基本操作
宝元系统基本操作一设定加工坐标系:1)OFFSET→坐标系→选择(G54 G55…Gnn)→1选择分中功能或教导输入或手动输入(数值前面要加X或Y或Z)二求落差:1)把刀尖移动到Z轴加工坐标点(一般是定在夹具表面)→MDI→PROG→输入G36→按复位键(RESET)→登录→按两下启动键(CYCLISTARET)。
注意:手动输入的程式必须按登录后方可执行三测量刀长:1)M DI(手动输入模式)→PROG→输入M06T1→登录→按启动2)如果是多把刀连在一起加工的程式,则可以在刀具(D)前面加M06Tn(n数值不能为0或同一个数值而且Tn与相邻Hn的n数值要一致)四打开加工程式:1)E DIT(程式编辑模式)→PROG→档案总管→选择需要加工的程式文件名→按回车键(确定)五启动加工:1)M EM(自动模式)→按启动键→执行加工六接点1)MEM→PROG→程式再启→输入断点序号→按回车键→重启搜寻→启动加工七按键的功能定义:1)POS:坐标群组2)PROG:程式群组(所有与程式有关的文件都在此群组内,包括程式档案手动输入程式等3)0FFSET:补正群组(包括G54 G55…分中教导输入坐标等)4)CAM:程式群组(用作图形辅助编辑加工,现不用)5)DGNOS:诊断功能及机械即时信息6)SOFTPL:软件面板开关选择(一般不用)7)PARAM:参数群组(包含所有的参数,如用户参数里的润滑泵开启与关闭的时间设定8)MPG:手轮模式9)CYCLESTART:程式启动按钮10)FEEDHOLD:程式停止11)CAN:删除键12)Space:空格键八本地网络设置:。
宝元系统 调机简易说明 车床

新机调机简易说明一:通电(1):通电前确认事项1:所有焊接信号线需正向测量一边,反向测量一边确认信号线接线正确无误2:确认输入总电源电压为为380V(2):通电1:将所有电箱内通电开关关闭2:测量电箱内开关输入及输出(三相AC220V,三相AC380V,AC24V,DC24V)无短路,确认主电路接线无误。
3:将主机后背DC24V输入插头拔除,安川输入三相电源插头拔除,安川开关电源插头拔除。
4:主轴伺服及变频器通电,先送确认变频器电源开关,测量输入端三相电压为AC380V,无缺相后,打开开关确认变频器正常后。
5:安川伺服通电,先确认伺服驱动器电源开关输入端电压为AC220V,无缺相,打开电源开关,测量安川伺服主电源端子三相电压为AC220V,无缺相,再确认安川开关电源电压二相为AC220V。
三轴伺服相同测试方法,确认后断电插入安川电源主电路及开关电源输入端子,通电测试伺服是否正常。
6:系统电源通电:先确认系统电源开关输入电压为二相AC220V,打开电源开关,确认主轴电源输入电压为AC220V,用万用表DC5V,DC12V输出电压正确,再确认到主机DC24V电源端子直流电压是否为DC24V,正负是否正确(可查看主机后背DC24V母座标示)。
以上确认正确后可进行下部操作二:参数汇入功能1:联网上传资料新机过来请将系统参数651号设为1,并关机重启,开机后设定机台IPPARAM→网络设定→设定IP如下范例控制器端IP 172.17.90.9子网屏蔽255.255.255.0预设网关172.17.90.1计算机端IP 172.17.90.10子网屏蔽255.255.255.0预设网关172.17.90.1设定IP后系统关机重启,开启计算机端ReCON – Maintenance联网软件,机台联线设定控制器的IP172.17.90.9,单击联机。
控制器端会出现联机授权画面。
授权后→机台参数→设定参数所在路径→控制器端压下急停→选择要上传的项目→单击上传。
宝元系统基本操作
宝元系统基本操作宝元系统是一种用于管理和追踪各种资源的软件系统。
它可以帮助组织和个人有效地管理各种资源,提高工作效率。
下面是宝元系统的一些基本操作:1.登录系统:首先,打开宝元系统的登录页面。
输入正确的用户名和密码,点击登录按钮。
成功登录后,系统将跳转到主页面。
2.创建项目:在主页面,点击“创建项目”按钮。
填写项目的名称、描述、起始日期和截止日期等信息。
点击确认后,系统将创建一个新的项目,并生成一个项目编号。
4.添加任务:在项目详情页面,点击“添加任务”按钮。
填写任务的名称、描述、开始时间和截止时间等信息。
点击确认后,系统将创建一个新的任务,并分配给相应的成员。
5.查看进度:在项目详情页面,可以查看项目的进度。
系统会显示每个任务的状态,如未开始、进行中、已完成等。
还可以查看每个成员的任务列表和完成情况。
6.更新任务状态:在项目详情页面,可以更新任务的状态。
点击相应任务的状态下拉框,选择新的状态,如开始、暂停、继续或完成。
系统将根据选择的状态更新任务的进度。
7.提交文档:在项目详情页面,可以提交相关文档。
点击“提交文档”按钮,选择要提交的文档文件,填写文档的名称和描述等信息。
点击确认后,系统将保存该文档,并与相应的任务关联起来。
8.查看报表:在主页面,可以查看各种报表。
系统会生成各种图表和表格,用于展示项目的进度、各个成员的工作负载和完成情况等。
10.设置提醒:在个人设置页面,可以设置提醒功能。
选择要接收的提醒方式,如邮件、短信或系统通知,并设置提醒的时间和频率。
系统将根据设置的提醒方式和时间发送相应的提醒信息。
总结起来,宝元系统基本操作包括登录系统、创建项目、添加成员、添加任务、查看进度、更新任务状态、提交文档、查看报表、导出数据和设置提醒等功能。
这些基本操作可以帮助用户有效管理资源,提高工作效率。
宝元系统基本操作

宝元系统基本操作
一设定加工坐标系:
1OFFSET→坐标系→选择G54 G55…Gnn→1选择分中功能或教导输入或手动输入数值前面要加X或Y或Z
二求落差:
1)把刀尖移动到Z轴加工坐标点一般是定在夹具表面→MDI→PROG
→输入G36→按复位键RESET→登录→按两下启动键CYCLISTARET;
注意:手动输入的程式必须按登录后方可执行
三测量刀长:
1)M DI手动输入模式→PROG→输入M06T1→登录→按启动
2)如果是多把刀连在一起加工的程式,则可以在刀具D前面加M06Tnn数值不能为0或同一个数值而且Tn与相邻Hn的n数值要一致
四打开加工程式:
1)E DIT程式编辑模式→PROG→档案总管→选择需要加工的程式文件名→按回车键确定
五启动加工:
1)M EM自动模式→按启动键→执行加工
六接点
1)MEM→PROG→程式再启→输入断点序号→按回车键→重启搜寻→启动加工
七按键的功能定义:
1)POS:坐标群组
2)PROG:程式群组所有与程式有关的文件都在此群组内,包括程式档案
手动输入程式等
3)0FFSET:补正群组包括G54 G55…分中教导输入坐标等
4)CAM:程式群组用作图形辅助编辑加工,现不用
5)DGNOS:诊断功能及机械即时信息
6)SOFTPL:软件面板开关选择一般不用
7)PARAM:参数群组包含所有的参数,如用户参数里的润滑泵开启与关闭的时间设定
8)MPG:手轮模式
9)CYCLESTART:程式启动按钮
10)FEEDHOLD:程式停止
11)CAN:删除键
12)Space:空格键
八本地网络设置:。
NQ宝元LNC520I系统简明操作
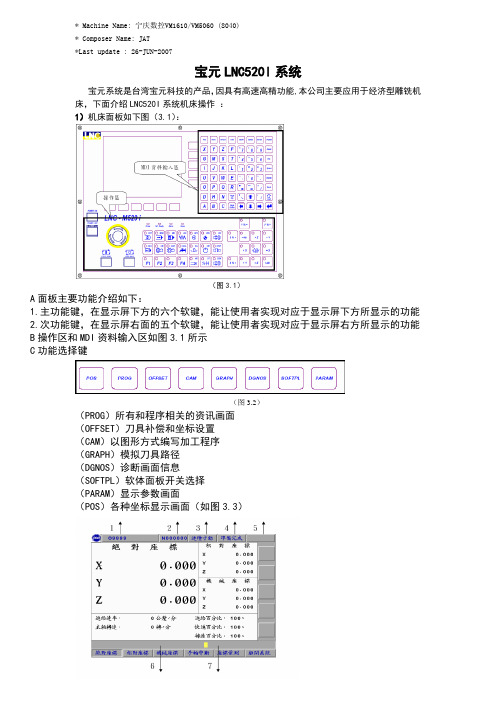
* Machine Name: 宁庆数控VM1610/VM5060 (8040)* Composer Name: JAT*Last update : 26-JUN-2007宝元LNC520I系统宝元系统是台湾宝元科技的产品,因具有高速高精功能,本公司主要应用于经济型雕铣机床,下面介绍LNC520I系统机床操作:1)机床面板如下图(3.1):(图3.1)A面板主要功能介绍如下:1.主功能键,在显示屏下方的六个软键,能让使用者实现对应于显示屏下方所显示的功能2.次功能键,在显示屏右面的五个软键,能让使用者实现对应于显示屏右方所显示的功能B操作区和MDI资料输入区如图3.1所示C功能选择键(图3.2)(PROG)所有和程序相关的资讯画面(OFFSET)刀具补偿和坐标设置(CAM)以图形方式编写加工程序(GRAPH)模拟刀具路径(DGNOS)诊断画面信息(SOFTPL)软体面板开关选择(PARAM)显示参数画面(POS)各种坐标显示画面(如图3.3)(图3.3)3)工作坐标系设置工件坐标系的零点偏置有四个,分别是G54、G55、G56、G57零点偏置的设置可通过操作软键OFFSET下的坐标系中的矩形中心/圆形中心/教导输入等分中对刀,测量计算。
4)设置通讯:(例XP)和拷贝程序1.设置电脑名称和工作组(系统和将联网的计算机同步)2.启用来宾帐户3.设置传输文件夹并共享(系统和将联网的计算机同步)4.按装并启用NETBUI协议5.设置自动IP地址通讯设置完毕后,就可以按(PROG)下的档案总管等按纽拷贝程序到系统中了。
5)一切准备完毕后数控启动键就可自动加工了在自动加工前请把进给率调低,以免发生意外自动加工中可用手轮执行加工程序,手轮上的X/Y和系统上的F2按纽控制。
如在操作过程中有报警出现,请在系统上按诊断软键查寻报警说明。
如还有疑问,请联系我们!南京宁庆数控机床制造有限公司售后服务部电话025-********传真025-********。
宝源系统操作说明书

宝源LNC-M600i系统操作说明精雕机:650宝源LNC-M600i系统一、MDI输入功能区1.POS坐标群组,PROG程式群组,OFFSET刀具补偿群组,CAM图形辅助编辑加工程式,GRAPH画出刀具路径,DGNOS诊断群组,SOETPL软键面板开关选择,PARAM参数画面。
二、分中1.四面分中装好分中棒---MDI手动编辑---PROG---S500M3---按登录---转速百分比调节DOWN---按CYCLE START键。
2.按MPG---拿手轮---先分好一边---按OFFSET---按屏幕坐标系---确认G54---矩形中心分X一边,按X1设定,分X另一边,按X2设定;分Y一边,按Y1设定,分Y 另一边,按Y2设定。
3.单边取数按 OFFSET---按屏幕坐标系---确认G54---矩形中心---分X一边,按X1设定;分Y一边,按Y1设定。
三、检查X,Y分中1.按MPG---拿手轮---把Z轴移到工件上方---按MDI---PROG---输入G54X0Y0---按登录---再按CYCLE START键。
四、对刀1.按MPG---拿手轮---移动Z轴在工件上对刀---按POS---按相对坐标---按Z轴归零或全部归零2.按MDI---PROG---输入G36---登录---按CYCLE START键(即设定工件坐标Z坐标)。
3.再按MDI---PROG---输入M36 T1---再去对刀器上对刀(即设定刀具长度)。
五、传程式与执行程式1.先把程式考入桌面小机程式文件夹中---再打开宝源传输软件---点击所要程式选择上传---即拷贝程式于机床里。
2.按EDIT—按档案总管---选择要加工的程式---回车---读取程式---等待左下角正在读取消除后。
3.按MEM---再按CYCLE START键---开始加工。
六、超行程解除1.按住右下角件OT REL键不要松---按MPG---拿手轮----移动X,Y,Z。
宝元数控LNC-M515i中文操作手册

LNC-M515i操 作 手 冊2010/8 版本:V04.00.000(4408210083)Leading Numerical ControllerLNC Technology Co., Ltd.寶元數控精密股份有限公司 LNC Technology Co., Ltd.1LNC-M515i目錄目 1錄CNC 操作 ...................................................................................................... 11.1 1.2 1.3 操作裝置種類 ...................................................................................................................................................... 1 操作裝置介紹 ...................................................................................................................................................... 2 畫面及功能說明 .................................................................................................................................................. 7 1.3.1 1.4 顯示畫面佈置 ........................................................................................................................................ 7座標機能(POS) .............................................................................................................................................. 9 1.4.1 1.4.2 1.4.3 1.4.4 檔案總管 ............................................................................................................................................. 28 程式核對 ............................................................................................................................................. 40 手動輸入 ............................................................................................................................................. 43 通訊連線(RS232) ........................................................................................................................... 491.5補正機能(OFFSET) ...................................................................................................................................... 51 1.5.1 1.5.2 1.5.3 1.5.4 1.5.5 刀具補正 ............................................................................................................................................. 51 溫昇補償 ............................................................................................................................................. 52 巨集變數 ............................................................................................................................................. 53 座標系設定.......................................................................................................................................... 55 刀具登錄 ............................................................................................................................................. 601.6GRAPH 機能(GRAPH) ................................................................................................................................. 61 1.6.1 1.6.2 1.6.3 功能簡介 ............................................................................................................................................. 61 路徑顯示 ............................................................................................................................................. 61 視窗定義 ............................................................................................................................................. 621.7診斷機能(DGNOS) ....................................................................................................................................... 64 1.7.1 1.7.2 1.7.3 1.7.4 1.7.5 1.7.6 1.7.7 警報內容 ............................................................................................................................................. 64 IOCSA ................................................................................................................................................ 67 MLC2.................................................................................................................................................. 68 系統資訊 ............................................................................................................................................. 71 加工參數畫面 ...................................................................................................................................... 73 系統更新 ............................................................................................................................................. 74 循圓檢測 ............................................................................................................................................. 841.8PARAM 參數 ..................................................................................................................................................... 86 1.8.1 1.8.2 1.8.3 系統參數 ............................................................................................................................................. 86 用戶參數 ............................................................................................................................................. 87 使用期限 ............................................................................................................................................. 88寶元數控精密股份有限公司 LNC Technology Co., Ltd.ILNC-M515i目錄1.8.4 1.8.5 1.8.6 網路設定 ............................................................................................................................................. 89 【變更密碼】 ...................................................................................................................................... 94 切換用戶 ............................................................................................................................................. 952控制面板操作 .............................................................................................. 972.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9 操作面板 ........................................................................................................................................................... 97 LED 燈號(LED SIGNAL) ............................................................................................................................. 98 模式選擇(MODE SELECT) .......................................................................................................................... 98 軸向選擇(AXIS SELECTION) .................................................................................................................... 101 輔助功能鍵 ..................................................................................................................................................... 102 緊急停止鍵(EMG-STOP) ........................................................................................................................... 104 程式啟動(CYCLE START)& 程式暫停(FEED HOLD)............................................................................ 105 主軸操作鍵(SPINDLE ROTATION) & 主軸速率調整鈕(SPINDLE SPEED ADJUSTMENT SWITCH) .. 106 快速進給 & 寸動進給率調整鈕功能區 ............................................................................................................ 1073RS232 傳輸軟體使用說明章節 .................................................................. 1093.1 3.2 3.3 3.4 傳輸線準備 ..................................................................................................................................................... 109 PC 端安裝(使用寶元數控所提供 ReCON-232 軟體).........................................................................................110 NC 端使用說明 ................................................................................................................................................112 通訊連線(RS232)-【 DNC 檔案上傳下載傳輸功能 】 .............................................................................. 126 3.4.1 3.4.2 3.4.3 3.4.4 3.5 路徑程式下載儲存作業(使用 ReCON 軟體)....................................................................................... 126 路徑程式上傳儲存作業(使用 ReCON 軟體)....................................................................................... 129 路徑程式下載儲存作業(使用一般通用軟體)....................................................................................... 132 路徑程式上傳儲存作業(一般通用軟體).............................................................................................. 136USB 轉 RS232 接頭注意事項與設定方式 ....................................................................................................... 1414系統警報(Alarm)及警告(Warning).................................................. 1434.1 4.2 4.3 OP 操作相關警報 ........................................................................................................................................... 143 INT 解譯相關警報 .......................................................................................................................................... 146 MOT 運動相關警報 ........................................................................................................................................ 155II寶元數控精密股份有限公司 LNC Technology Co., Ltd.LNC-M515iCNC 操作1 CNC 操作1.1 操作裝置種類就操作者所操作的面板來說,區分為 MDI 資料輸入面板及 OP 操作面板。
宝元系统简易操作指南
宝元系统简易操作指南宝元簡易操作步驟一:分中(1)工件矩形分中(四邊形)按OFFSET→按座標系→選擇G54-G59坐標→按矩形中心→靠工件左邊→按X1設入→靠工件右邊→按X2設入→靠工件前邊→按Y1設入→靠工件後邊→按Y2設入→按返回→OK(2)工件圓形分中(圓柱形)按OFFSET→按座標系→選擇G54-G59坐標→按圓形中心→靠圓形一點(第一點)→按P1設入→第一點移動到120度→按P2設入→第一點移動到240度→按P3設入→按返回→OK(3)工件分中(直接抄工件位置機械坐標X軸)按OFFSET→按座標系→選擇G54-G59坐標→按教導輸入→確認X軸中心位置→按X1設入→按返回→OK(4)工件分中(直接抄工件位置機械坐標Y軸)按OFFSET→按座標系→選擇G54-G59坐標→按教導輸入→確認Y軸中心位置→按Y1設入→按返回→OK(5)工件分中(直接抄工件位置機械坐標Z軸)按OFFSET→按座標系→選擇G54-G59坐標→按教導輸入→確認Z軸中心位置→按Z1設入→按返回→OK二:Z軸刀補設定(1)對刀儀自動抄數(1號刀為例)量工件到對刀儀落差:每一個件第一次需要按此部操作,剎工件平面→按MDI→按PROG→輸入G36→按登錄→按啟動加工→執行完成後及OK自動對刀:換好刀→按MDI→按PROG→輸入M36T1→按登錄→按啟動加工→執行完成後及OK備注:自動對刀需要確認G54-G59確認Z軸坐標為0,流程→按OFFSET→按座標系→選擇對應坐標系→如為0返回→不為0設入Z0→OK再程序裡加入G43H1及可調出刀補資料。
(2)直接設入Z軸坐標按OFFSET→按座標系→選擇對應坐標系→設入Z0→OK三:自動加工(1)開檔案:按EDIT→按PROG→按檔案總管→選擇程序→按回車→檔案已開啟OK(2)自動加工:按EME→按SOFTPL→按手輪空跑(燈亮)→按啟動加工→確認程序及動作正常後→關手輪空跑(燈滅)四:手動輸入(M3S1500開主軸為例)按MDI→按PROG→輸入M3S1500→按登錄→按啟動加工→執行完成後OK。
宝元操作说明新版
宝元操作说明新版1.1宝元528(5800)系统⾯板1.2功能区群组1.3模式功能区1.4按键区2宝元528(5800)系统操作使⽤2.1⼀般操作流程:1)开机---回机床原点---⼯件分中----对⼑-----拷贝加⼯程序----选择程序进⾏开档---切换到⾃动模式(⾃动模式)---⼿轮模拟(F2)-----启动(CYCLE START)2)回原点:ZRN---启动(CYCLE START)(直到⾯板上HOME指⽰类亮为⽌,表⽰回原点完成3)分中:补偿----座标系设定----矩形中⼼---设X1,X2,Y1,Y2,(为四⾯分中)对⼑:补偿---座标系设定----⼀般设定---设Z。
5)拷贝程序:编辑模式---PROG—档案总管---复制档案----选择E或Z盘----选择要加⼯的⽂件名----确定⽂件名----将加⼯⽂件进⾏开档。
2.2常⽤命令:1)移动⾄要加⼯⼯件的中⼼点(下例为:G54座标系来说明的)按下《⼿动输⼊》输⼊“G54G0X0Y0”--按下《登录》--按下《启动(CYCLE START)》2)输⼊主轴转速⼿动输⼊—输⼊“M3S10000”---登录----启动(CYCLE START);M3表⽰主轴正转,S10000表⽰转速值为每分钟10000转。
3)加⼯前座标偏移(机床重启后数值不变,应注意在加⼯另⼀⼯序时改为0)补偿---座标系设定----移动光标⾄0座标系----输⼊您想要偏移的轴及值---确定(按回车键)(例如:输⼊“Z10”,表⽰在G54座标系的基础上将Z轴抬⾼10MM。
)4)加⼯中偏移座标(⼿轮中断,机床重启后⾃动归0)按下程序暂停(FEED HOLD,灯亮)---F3(⼿轮中断)---按下座标---按下《⼿轮中断》----⽤⼿轮移动你想要偏移的轴和值。
注:A:未重新启动时,这偏移值仍然有效,在加⼯另⼀⼯序时应⽤⼿轮中断功能将该⼿轮移动值移动为零。
B:⼿轮中断有模式控制锁定的,在⾃动模式(⾃动模式)下的程序暂停的情形下,按下操作⾯板上的F3才能启动⼿轮中断功能(⼿轮插⼊功能)。
宝元系统M600I操机步骤
LNC-M600I操机步骤在操机前,请认真阅读下面的操作步骤,如果有疑问请迅速联系我公司,否则由于误操作造成的故障,我们将根据故障的轻重由你们负部分或全部的责任。
一、开机1、在开机之前要先检查机床状况有无异常,冷油机是否准备好,润滑油是否足够,气压压力是否足够等等,如一切正常,即可开机。
2、先按下急停开关,开稳压器、冷油(水)机等辅助设备电源开关,然后合上机床总电源开关。
3、按下开机(OP面板右下角绿色键) 开关,等待数秒后机床启动完成,松开急停开关。
二、回原点进入系统以后,在模式选择(MODE SELECT)中选择原点复归模式(HOME/ZRN),再按程式启动(CYCLE START)键(OP面板左下角绿色键)即可。
注意:为了保护机床和误操作,开机应该直接回原点,不要移动轴。
假如开机以后不回原点,系统会报开机尚未回原点的警告,只有执行回原点操作才能消除,而且在未归原点状态下只有手轮可让机床移动,其它模式禁止使用。
三、安装工件、刀具装好刀具,再在“手动”模式下,按下“F1”按钮,即可将刀柄装入主轴。
注意:一定要在“手动模式”下,才能装刀或卸刀;“手动模式”是指手动连续进给(JOG)、手动快速连续进给(RAPID)、原点复归模式(HOME/ZRN)、手轮操作模式(MPG/HANDLE);任意选择这四种模式中任一种都可以。
四、设置加工坐标原点和对刀对于分中的方法,本系统提供两种绝然不同,各有所长,都异常方便的分中方法。
方法一:(适用范围:每换一次刀就对一次刀;使用时先分中,后对刀。
)在“OFFSET”菜单下选择“坐标系”,即可进入分中界面。
根据你加工毛胚的需要,选择“矩形中心”、“圆形中心”或“教导输入”。
下面以“矩形中心”举个例子:点击“矩形中心”进入对应的分中界面以后,通过方向键“←”、“→”选择你需要的分中坐标G54、G55等等。
接着:a、移动X轴,使刀具或分中棒与平行于Y轴的一工件边相触,然后按下“X1设入”;b、移动X轴,使刀具或分中棒与平行于Y轴的另一工件边相触,然后按下“X2设入”;c、移动Y轴,使刀具或分中棒与平行于X轴的一工件边相触,然后按下“Y1设入”;d、移动Y轴,使刀具或分中棒与平行于X轴的另一工件边相触,然后按下“Y2设入”;e、刷Z轴平面(即加工坐标原点Z0),选择“手动资料输入模式(MDI)”,输入“G36”,按右边的“登录”,并按“程式启动”键,机器自动完成取基准面的操作。
宝元_m520i_系统使用手册_简体中文版

2.4.1 絕對座標畫面..................................................................................................................25 2.4.2 相對座標畫面..................................................................................................................26 2.4.3 機械座標畫面..................................................................................................................27 2.4.4 座標量測.........................................................................................................................28 2.4.5 離開系統畫面..................................................................................................................29 2.5 程式機能(PROG)....................................................................................................................30 2.5.1 現行程式.........................................................................................................................31 2.5.2 背景程式.........................................................................................................................37 2.5.3 檔案總管.........................................................................................................................38 2.5.4 程式核對.........................................................................................................................44 2.5.5 手動輸入.........................................................................................................................45 2.5.6 通訊連線(RS232).......................................................................................................46 2.5.7 DNC 直接傳輸加工功能.................................................................................................50 2.6 補正機能(OFFSET) ................................................................................................................51 2.6.1 刀具補正.........................................................................................................................51 2.6.2 巨集變數.........................................................................................................................52 2.6.3 座標系設定 .....................................................................................................................53 2.7 銑床 EASY-CAM .........................................................................................................................55 2.7.1 前言 ................................................................................................................................55
宝元系统基本操作
宝元系统基本操作一设定加工坐标系:1)OFFSET→坐标系→选择(G54 G55…Gnn)→1选择分中功能或教导输入或手动输入(数值前面要加X或Y或Z)二求落差:1)把刀尖移动到Z轴加工坐标点(一般是定在夹具表面)→MDI→PROG→输入G36→按复位键(RESET)→登录→按两下启动键(CYCLISTARET)。
注意:手动输入的程式必须按登录后方可执行三测量刀长:1)M DI(手动输入模式)→PROG→输入M06T1→登录→按启动2)如果是多把刀连在一起加工的程式,则可以在刀具(D)前面加M06Tn (n数值不能为0或同一个数值而且Tn与相邻Hn的n数值要一致)四打开加工程式:1)E DIT(程式编辑模式)→PROG→档案总管→选择需要加工的程式文件名→按回车键(确定)五启动加工:1)M EM(自动模式)→按启动键→执行加工六接点1)M EM→PROG→程式再启→输入断点序号→按回车键→重启搜寻→启动加工七按键的功能定义:1)POS:坐标群组2)PROG:程式群组(所有与程式有关的文件都在此群组内,包括程式档案手动输入程式等3)0FFSET:补正群组(包括G54 G55…分中教导输入坐标等)4)CAM:程式群组(用作图形辅助编辑加工,现不用)5)DGNOS:诊断功能及机械即时信息6)SOFTPL:软件面板开关选择(一般不用)7)PARAM:参数群组(包含所有的参数,如用户参数里的润滑泵开启与关闭的时间设定8)MPG:手轮模式9)CYCLESTART:程式启动按钮10)FEEDHOLD:程式停止11)CAN:删除键12)Space:空格键八本地网络设置:(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车床宝元系统操作方法
1. 开机和准备
a. 将电源插头插入插座并打开电源开关。
b. 按下系统面板上的RESET按钮以回到程序的启动状态。
c. 将夹板和工件放置在适当的位置上。
2. 手动操作
a. 选择“手动方式”,在面板上选择“原点设置”和“坐标系”,然后选择“手动运行”。
b. 选择所需的刀具,设置相关的切削参数,如切削速度、进给速度、刀具半径等。
c. 用手动调整按钮或手动手柄对刀具和工件进行位置校准和调整。
d. 在调整好位置后,使用面板上的“手动运行”按钮来启动加工操作。
3. 自动运行
a. 选择“自动方式”并加载所需的程序。
b. 设置相关的切削参数,如切削速度、进给速度、刀具半径等。
c. 检查程序的准确性和完整性。
启动程序以开始加工操作。
4. 编辑和修改程序
a. 使用编辑器在程序中插入或删除刀具号、路径、切削参数等代码。
b. 手动添加或删除切削路径,或对程序中的某些部分进行修改。
c. 检查程序准确性并保存修改后的程序。
5. 停机
a. 在完成加工任务后,关闭机床并将工件从夹板中取出。
b. 将机床清洁干净,并进行必要的维护和保养。
c. 关闭电源开关并拔出电源插头,完成操作。