铸造铝合金的代号和化学成分-GB8733
alsi10mnmg对应国标

alsi10mnmg对应国标一、前言alsi10mnmg 是一种高强度、耐腐蚀的铝合金材料,主要由铝、硅、锰和镁等元素组成。
它具有良好的铸造性能和机械性能,广泛应用于各个领域。
在我国,alsi10mnmg 材料的应用也日益广泛,为我国工业发展提供了有力支持。
二、alsi10mnmg 材料概述1.定义alsi10mnmgalsi10mnmg 是一种工业用铝合金,其化学成分为铝(Al)余量、硅(Si)10%、锰(Mn)1%、镁(Mg)0.5%。
它是一种高强度、耐腐蚀的合金,具有优良的铸造性能和机械性能。
2.成分及性能alsi10mnmg 铝合金的主要成分是铝,具有较高的比强度和良好的耐腐蚀性能。
此外,硅、锰、镁等元素的加入进一步提高了合金的力学性能和耐磨性。
3.生产工艺alsi10mnmg 铝合金通常采用熔融铸造法生产。
首先将铝、硅、锰、镁等原料按照一定比例熔化,然后进行铸造。
铸造过程中需要严格控制铸造温度、铸造速度等工艺参数,以确保合金的性能。
三、alsi10mnmg 在我国的国标对应1.国标GB/T 1175-1995《铸造铝合金》该标准规定了铸造铝合金的分类、化学成分、技术要求、试验方法、检验规则及标志、包装、运输和贮存等内容。
alsi10mnmg 铝合金在我国属于该标准的范畴。
2.国标GB/T 15170-2008《铝及铝合金化学分析方法》该标准规定了铝及铝合金化学分析方法,包括光谱分析法、重量法、滴定法等。
通过这些方法可以对alsi10mnmg 铝合金的化学成分进行分析和检测。
3.国标GB/T 8733-2000《铸造用铝及铝合金锭》该标准规定了铸造用铝及铝合金锭的分类、型号、规格、技术要求、试验方法、检验规则及标志、包装、运输和贮存等内容。
alsi10mnmg 铝合金锭在我国属于该标准的范畴。
四、alsi10mnmg 在我国的应用领域1.汽车工业alsi10mnmg 铝合金在我国汽车工业中得到了广泛应用,如发动机零件、传动零件等。
各国压铸铝合金的化学成份及要求
ENAC-
51200
国内外主要压铸 AI 合金化学成分表
合金 系列
国别 合金牌号
Si
WB/%
Cu
Mg
中国 YL102
日本
AI-Si 系
美国
俄罗斯
ADC1 413 AJ12
德国 AlSil2
中国 YL104
日本 ADC3
系 美国 360
俄罗斯 AJl4
德国 AlSil0Mg
中国 YL112 YL113
仪德科仪 耗材部
谭经理 全国统一热线:400-099-6508
找最合适的压铸铝合金光谱标样只要你提供要求,我们就全心全意为您提供优质服务!
因为我们专注光谱标样十年,成就上千家用户单位的信赖;
专业提供全球优质知名厂家标准样品:
专业提供全球优质标准样品:、英国 BAS、美国 BS、法国 CITF、德国 BAM、、美国 IARM、等!适用于:,热电 ARL 直读光谱仪,德国 OBLF 直读光谱仪,德国布鲁克直读 光谱仪,岛津直读光谱仪,牛津直读光谱仪等各大品牌直读光谱分析仪!
日本 ADC10
系 美国
380
200 130 1 70
Fe Al
标准规范
GB/T15115-94
余量
GB/T15115-94 余量
GB/T15115-94 余量
俄罗斯 AJl6
德国 AlSi8Cu3
中国 YL302
GB/T15115-94
系 日本 ADC5
<
<
美国 518
<
<
余量
德国 AlMg9
<
<
ADC12Z
以下 以下 以下 以下 以下 以下
铸造铝合金基础基础知识

—
G—AlSi6Cu4 (3.2151.01)
AC4B
—
合
金 ZL108 ZL8 — —
— SC122A(旧) LM2 —
—
—
—
—
—
ZL109 ZL9 —
AЛ30
A03360 336.0 A03361 336.1
—
LM13
— A—S12UN
—
—
AC8A AlSi12Cu
ZL110 ZL3 — AЛ10B —
ZL105 ZL13 HZL105
AЛ5
A03550 355.0 C33550 C355.0
322
LM16 3L78
—
—
G—AlSi5Cu AC4A
—
11
11/20
三、国内外铸造铝合金牌号对照
中国
前苏联
美国
英国
GB
YB HB ГOCT
ASTM UNS
ANSI AA
SAE
BS
BS/L
法国
原联邦德国
NF
间 60%~70%, 提高材料力学性能和塑性加工性; 改善制品表面粗糙度。
锆也是铝合金的常用添加剂。 一般在铝合金中加入量为 0.1%~0.3%, 锆和铝 形成 ZrAl3 化
Zr
合物, 可阻碍再结晶过程, 细化再结晶晶粒。 锆亦能细化铸造组织, 但比钛的效果小。有
锆存在时, 会降低钛和硼细化晶粒的效果。
化学
空气中生成200nm氧化铝
与酸反应生成盐
与碱反应生成盐
物理
密度值2.69~2.70g/cm3
熔点660℃,沸点2467℃
电阻率(2.62~2.65)*10-8Ω·m-1
锻造用铝合金编号

T4:经溶体化热处理及自然时效。
H22:经常温加工再经部份退火软化,1/4硬。
T5:升温成形,常温冷却及人工时效。
H24:经常温加工再经部份退火软化,1/2硬。
T6:经溶体化热处理及人工时效硬化。
H26:经常温加工再经部份退火软化,3/4硬。
T7:经溶体化热处理及安定化处理。
锻造用铝合金编号
1
2
3
4
5
6
7
8910A来自606
1
T
6
(1).第1位:A表示铝及铝合金(CNS为1开头)。
(2).第2位:表示铝合金分类。
1.纯铝、99%以上。2.Al-Cu-Mg合金。
3.Al-Mn合金。4.Al-Si合金。
5. Al-Mg合金。6.Al-Mg-Si合金。
7.Al-Zn-Mg合金。8.上列以外系统合金。
(6).第4或5位之后可续附上1~3个英文字母表示形状记号。
1. P:板2. B:棒BE:挤压棒BD:抽制棒
3. W:线4. T:管TE:挤压管TD:抽制管TW:熔接管TWA:电弧熔接管5. S:型材
9.将来预备用。
(3).第3位:0表示基本合金。
1~9不同合金改良型。
(4).第4、5位:
1.纯铝表苵纯度小数点以下两位数。2.合金表系列编号01~99。
(5).第6~10位表示调质度。
铝材硬度一览表
F.在成形程序上,自然产生之硬度。
H38:经常温加工硬化,并经安定化处理,全硬。
0.退火成最软状态。
H28:经常温加工再经部份退火软化,全硬。
T8:经溶体化热处理冷加工及人工时效硬化。
H32:经常温加工硬化,并经安定化处理,1/4硬。
铸造铝合金的代号和化学成分-GB8733

压铸热处理
143
1
55
铝锌合金
ZLD401
压铸热处理
241
1.5
90
ZLD402
压铸热处理
231
4
70
压铸用铝合金之成份及特性
JIS
ALCOA
化学成份%
Si
Cu
Mg
Zn
Fe
Mn
Ni
Ti
Sn
Al
ADC1
A13
11/13
0.6↓
0.3↓
0.5↓
1.3↓
0.3↓
0.5↓
-
0.1↓
余量
ADC3
A360
0.1↓
0.4↓
0.15-0.25
-
余量
铝合金材料(包括过共晶铝合金R14)的机械性能要求,是对合金重熔浇注试棒后,所测得的数据,而且试样有压铸态,有浇注态的,对铝合金锭相关标准,并无机械性能的要求。如何验收铝合金锭你可以参照GB8733《铸造铝合金锭》的国家标准。
0.15↓
0.15↓
0.25↓
0.05↓
0.05↓
余量
ZLD302
0.8-1.3↓
0.14↓
4.6-5.6
0.2↓
0.1-0.4
0.45↓
0.2↓
-
余量
铝锌合金
ZLD401
6.0-8.0
0.6↓
0.15-0.35
9.2-13
0.5↓
0.6↓
-
-
余量
ZLD402
0.3↓
0.25↓
0.55-0.70
5.2-6.5
Si
Cu
Mg
铸造铝合金的主要牌号、成分、机械性能及用途

0.8~1.3
4.5~5.5
0.1~0.4
余量
S.J
-
145
1
55
铝
锌
合
金
ZL401
6.0~8.0
0.1~0.3
Zn9.0~13.0
余量
J
T1
245
1.5
90
结构形状复杂的汽车、飞机、仪器零件,也可制造日用品
ZL402
0.5~0.65
Zn5.0~6.5
Cr0.4~0.6
Ti0.15-0.25
0.75~1.50
N:≤0.015
马氏体型
牌号
化学成分(质量分数),%
C(碳)
Si(硅)
Mn(锰)
P(磷)
S(硫)
Ni(镍)
Cr(铬)
Mo(钼)
V(钒)
1Cr12
≤0.15
≤0.50
≤1.00
≤0.035
≤0.030
11.50~13.090
—
—
1Cr13
≤0.15
≤1.00
≤1.00
≤0.035
≤0.030
Cu:1.00~2.50
00Cr18Ni14Mo2Cu2
≤0.03
≤1.00
≤2.00
≤0.035
≤0.030
12.00~16.00
17.00~19.00
1.20~2.75
Cu:1.00~2.50
0Cr19Ni13Mo3
≤0.08
≤1.00
≤2.00
≤0.035
≤0.030
11.00~15.00
18.00~20.00
-
90
变形铝合金和铸造铝合金的热处理代号
变形铝合金和铸造铝合金的热处理代号下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!变形铝合金和铸造铝合金的热处理代号引言在铝合金加工过程中,热处理是一项至关重要的工艺,可以显著改善合金的力学性能、耐腐蚀性以及其他特性。
中国标准铸造铝合金代号yl
中国标准铸造铝合金代号yl中国标准铸造铝合金代号YL铝合金是一种常用的金属材料,由于其轻量化、高强度、耐腐蚀等优点,广泛应用于工业和民用领域。
为了能够更好地管理和标识铝合金,中国制定了一系列的标准,其中包括了铸造铝合金的代号YL。
YL代表了铸造铝合金的一种分类,根据不同的成分和性能进行了细分。
中国标准中,YL代号后跟随一个数字,表示合金的具体成分和性能,以下是其中一些常见的代号和对应的含义。
1. YL1系列YL1系列代表了含有较高锆和铝的铝合金,主要用于航空航天工业。
因其具有良好的高温性能和抗应力腐蚀性能,适用于制造高要求的航空零部件和发动机。
2. YL2系列YL2系列代表了含有钙和稀土元素的铝合金,主要用于铸造内燃机和发电机零部件。
这些合金具有良好的耐热性和耐蚀性,适用于高温和恶劣环境条件下的使用。
3. YL3系列YL3系列代表了含有银的铝合金,主要用于制造电子元器件和导电部件。
这些合金具有优良的电导性能和耐腐蚀性,适用于高导电性和高要求的电子器件。
4. YL4系列YL4系列代表了含有铜和锌的铝合金,主要用于制造机械零部件和汽车零件。
这些合金具有优良的强度和可加工性,适用于制造耐磨性和高强度要求的零部件。
5. YL5系列YL5系列代表了含有镍和钛的铝合金,主要用于制造船舶和海洋工程设备。
这些合金具有优良的抗腐蚀性和耐海水腐蚀性,适用于在海洋环境中长期使用的部件。
6. YL6系列YL6系列代表了含有锡的铝合金,主要用于制造食品包装和容器。
这些合金具有良好的耐腐蚀性和密封性能,适用于直接与食物接触的容器和包装。
以上只是铸造铝合金代号YL的一部分,根据不同的合金成分和性能,还有很多其他的代号和用途。
这些标准化的代号有助于管理和识别铸造铝合金,帮助生产厂商和用户更好地选择适合的铝合金材料。
总之,中国标准铸造铝合金代号YL是对铸造铝合金进行分类和标识的系统,为了满足不同领域和不同应用需求,采用了一系列不同的代号和分类方式。
压铸铝合金对照表
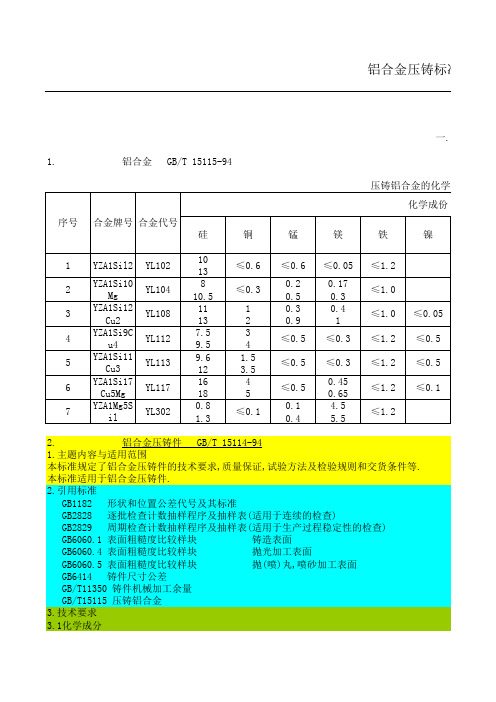
铝合金压铸标准-铝合金压铸标准一.中华人民1. 铝合金 GB/T 15115-942. 铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块 铸造表面GB6060.4 表面粗糙度比较样块 抛光加工表面GB6060.5 表面粗糙度比较样块 抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.份标准---中国标准华人民共和国国家标准若有特殊要求,可由供需双方商定.和要求时,须在图样上注明.其加工作量须在图样上注明.该与供需双方同意的标准相一致.流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.样上注明或由供需双方商定.夹杂)及本标准未列项目有要求时,可由供需双方商定.如焊补,变形校整等)处理.协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方间的协议而定.生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.图样的规定要求,检验结果应予以记录.须符合标准3.3的规定.耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.样,试验和检验符合标准的规定.金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合。
铸造铝合金
侧
侧 帅 O N 闷 2
N 闷 囚 0 卜
10 哪 曰 N 2 仍 闷 0
的 0 叫 邢 彩 喇 如 鹤 钱 喊 饭
中 渡 叫 如 如 芝 g nU 帅『 因 TV Z
暇 哪
的 芝 Nn 盆 一的 TV Z
V 袱 勺 阅
u 芝
州
> 『 囚 口 ‘ 胡 的 芝 n 的 口 二 的 Q 阁 l川 圈 N 1试 2
N 邢 绷
,口 一
0 1 .0
门 .0
曰 .0
0 N 们 .0 0 川 0 1
弓.介
闭 .0
1 .0
的
N .T 0
闰 帅 O 曰 .0
公 0
9 0 )
价 T .0
0 的
的 T .0
沉
的
呼
.翻 倒 辑 籍 侧 裔 于 N 彩
N O 兮 ,I N
.0
奋0
N
仍
0
』0
( L
卜.二
1 1 1,I 2
.0
因 .0
口
曰「 的 的. 昙 工V Z
N O 勺 、1
场
如 于
笔 中
[
叫 0 [ 1 闷 0 2 1 闷 2
闪 0 洲 闷 N 2 闷 1 0
侧
帅 0 1 闷 2
碱 的 0 1闷
司 1 0 9 2
L O 曰 闷 2
N ,} 1 0
的
6 0 州 、 ̄ 2
中 军
0 1
次 降 盖 西 阳 甘 小 卜 昭 福 提 洲 犁 耸 扑 俞 只 冲 叫 如 如 任 嘴 洲 举 释 禅 如 担 0 ” 坦 ⑥ 镇 喇 岭 伶
B — 变质处理 34 合金状态代号 .
各国压铸铝合金化学成分表
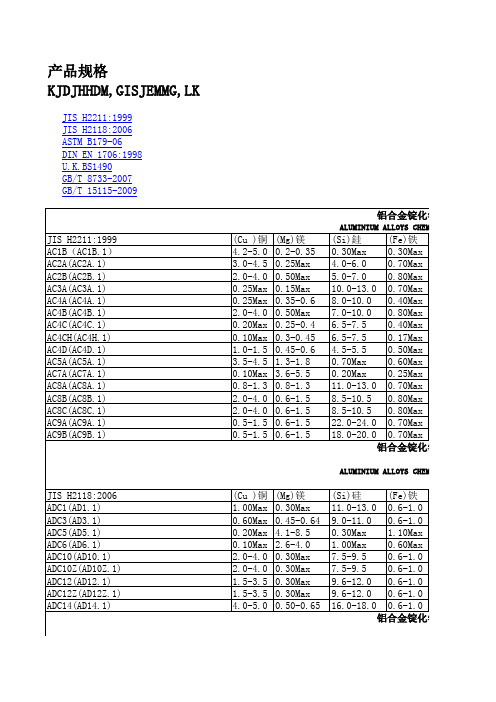
铝合金锭化学成份(%)
ALUMINIUM ALLOYS CHEMICAL COMPOSITION
(Cu )铜 (Mg)镁 1.00Max 0.30Max 0.60Max 0.45-0.64 0.20Max 4.1-8.5 0.10Max 2.6-4.0 2.0-4.0 0.30Max 2.0-4.0 0.30Max 1.5-3.5 0.30Max 1.5-3.5 0.30Max 4.0-5.0 0.50-0.65
7.5-9.5 1.3Max 6.5-7.5 0.5Max 8.5-10.5 1.2Max 6.0-8.0 0.8Max 17.0-20.0 0.7Max 22.0-25.0 0.7Max 16.0-18.0 1.1Max
铝合金锭化学成份(%)
ALUMINIUM ALLOYS CHEMICAL COMPOSITION
(AL)铝 Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量) Balance(余量)
U.K.BS1490 LM2 LM4 LM5 LM6 LM9 LM10 LM12 LM13 LM16 LM18 LM20 LM21 LM22
ALUMINIUM ALLOYS CHEMICAL COMPOSITION
(Cu )铜 (Mg)镁 0.20Max 0.3-0.45 0.10Max 0.30-0.45 0.60Max 0.45-0.6 3.0-4.0 0.30Max 3.0-4.0 0.10Max 2.0-3.0 0.10Max 1.00Max 0.10Max 0.10Max 0.05Max
不锈钢304及铝合金 常用材料性能清单
二.日本工业标准 JIS H5302:2000
日本压铸铝合金化学成分表
JIS牌号 ADC1 ADC1C ADC2 ADC3 ADC5 ADC6
ISO牌号
Cu 1.0以下
Si 11.0-13.0 11.0-13.5 11.0-13.5 9.0-10.0 0.3以下 1.0以下
Mg 0.3以下 0.3以下 0.10 以下 0.4-0.6 4.0-8.5 2.5-4.0
物理性能
Fe
≤1.0 ≤1.0 ≤1.2 ≤0.9 ≤1.0 ≤0.6 ≤0.6 ≤0.7 ≤0.5 ≤0.8 ≤0.4 ≤0.3 ≤1.2 Pb ≤0.05 ≤0.05 ≤0.05 ≤0.05 ≤0.05 ≤0.05 ≤0.05 ≤0.05 ≤0.05 ≤0.05 0.1-0.3 0.15-0.35 175 165 195 195 155 205 145 235 225 265 275 255 245 165 315 ≥1 ≥2 -≥0.5 -≥1.5 ≥1.5 ≥2 ≥0.5 ≥2 ≥2.5 ---≥2 50 65 70 70 85 90 80 80 100 70 70 70 100 90 100
德国标准 DIN1725.2-1996
牌号 Si Fe Cu Mg Mn Zn Ti AL GBALSi12 10.5-13.5 GBALSi12C u 10.5-13.5 GBALSi9Cu 3 8.0-11.0 GBALSi11
0.5
0.05
0.05 0.001-0.4
0.1
0.15
佘量
0.8
1
Cu
≤0.2 ≤0.6 1.5-3.0 ≤0.3 1.0-1.5 1.0-2.0 3.5-4.5 1.0-2.0 0.5-1.5 5.0-8.0 1.3-1.8 4.5-5.3 9.0-11.0 4.0-5.0 9.5-11.5 4.5-5.5 ≤1.0 ≤0.6 ≤0.2 ≤0.1 2.0-4.0 1.5-3.5
铸造铝铜合金
ZL201 等轴树枝晶 晶粒较大
ZL203(Cu-4.5%) 初生α相和共晶产物 ( α+Mg系
ZL201合金室温和高温下的拉伸性能较 高,塑性及冲击韧性好,焊接性能和切削 加工性能良好,但铸造性能较差,有热裂 倾向,耐腐蚀性低。 ZL203合金具有较好的高温强度,良好 的焊接性能和切削加工性能,但是铸造性 能和抗腐蚀性能不好。
铸造铝铜合金
李敏
主要内容:
1.成分和牌号 2. 组织与性能 3.时效强化机理 4.热处理工艺 5.应用
1.铝铜合金的成分和牌号
铸造铝铜合金是以铜为主要合金元素 的铸造铝合金,Al-Cu合金中Cu的质量分 数一般为3%~11%。含铜4.5%~5.3%时合 金强化效果最佳。
Al-Cu合金中再加合金元素Mg或Mn可形成AlCu-Mg和Al-Cu-Mn合金,其中含Cu2%~7%, Mg<3%,Mn<1%。 通常把Al-Cu-Mg系合金称为普通硬铝,其中 Cu和Mg的总含量越高, Cu和Mg含量的比值 越大,热处理强化效果越明显。 而常把Al-Cu-Mn系合金称为耐热硬铝。
3.时效强化机理
固溶处理机理:(ZL203)
将含有4%铜的铝合金加热到α 相区 中的某一温度,经过一段时间保温,获得单 一的固溶体组织,然后投入水中快冷,使次 生相θ (CuAl2)来不及从相中析出。从而 在室温下获得过饱和α 固溶体。
时效强化 :
经固溶处理后的铝铜合金,在室温下放 置一段时间或加热到一定温度保温一定时间, 强度和硬度都有一定提高。
保持较高的组织稳 定性和尺寸稳定性
5.应用
Al-Cu-Mg-Si系合金:用于制造形状复杂、 承受中等载荷的各类大型锻件和模锻件,但 该合金有应力腐蚀和晶界腐蚀的倾向,不宜 作薄壁零件; Al-Cu-Mg-Fe-Ni系合金:因含有较多的Fe、 Ni,因而具有较高的耐蚀性能,适宜于制造 发动机的活塞、汽轮机叶片等耐高温和耐腐 蚀的零件。
各国压铸铝合金的化学成份及要求
日本 ADC10
系 美国
380
200 130 1 70
Fe Al
标准规范
GB/T15115-94
余量
GB/T15115-94 余量
GB/T15115-94 余量
俄罗斯 AJl6
德国 AlSi8Cu3
中国 YL302
GB/T15115-94
系 日本 ADC5
<
<
美国 518
<
<
余量
德国 AlMg9
<
<
ADC6 266 61 280 172 23
64
ADC10 241 34 320 157 18 160
Pb 以下 以下
以下 以下
以下
Ti 以下 以下
以下 以下
以下
Al 余量
余量 余量 余量 余量 余量 余量 余量
余量 余量
余量
余量 余量
硬度试验
HB
HRB
σ ASTM 平均值
σ
72 76 74 67 83
≤
度 余
度 /250 /30
220 2
60
2 YZA1Si10Mg YL104
≤
≤
≤ ≤ ≤ 余 220 2
70
3 YZA1Si12Cu2 YL108
≤≤
≤ ≤ ≤ 余 240 1
90
4 YZA1Si9Cu4 YL112
≤ ≤ ≤≤
≤ ≤ ≤ 余 240 1
85
5 YZA1Si11Cu3 YL113
Sn
ADC1
以下
以下 以下 以下 以下 以下 以下
ADC1C ADC2
A1Sil2CuFe
炉前及压铸件、重力铸造件化学成分力学性能标准
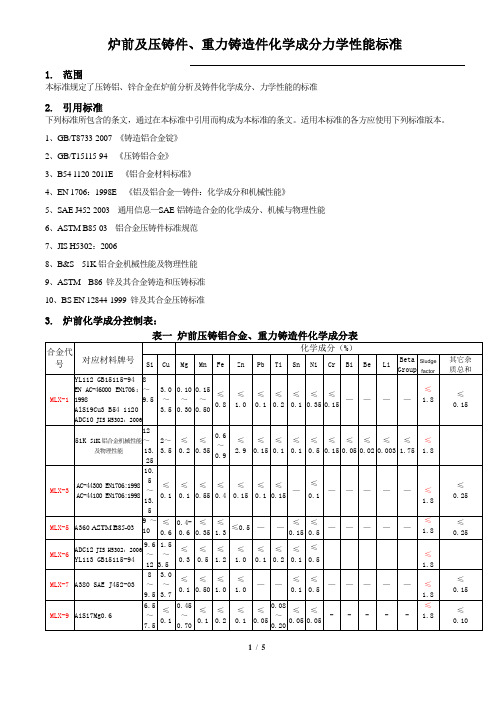
1.范围本标准规定了压铸铝、锌合金在炉前分析及铸件化学成分、力学性能的标准2.引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
适用本标准的各方应使用下列标准版本。
1、GB/T8733-2007 《铸造铝合金锭》2、GB/T15115-94 《压铸铝合金》3、B54 1120-2011E 《铝合金材料标准》4、EN 1706:1998E 《铝及铝合金—铸件:化学成分和机械性能》5、SAE J452-2003 通用信息—SAE铝铸造合金的化学成分、机械与物理性能6、ASTM B85-03 铝合金压铸件标准规范7、JIS H5302:20068、B&S 51K铝合金机械性能及物理性能9、ASTM B86 锌及其合金铸造和压铸标准10、BS EN 12844-1999 锌及其合金压铸标准3.炉前化学成分控制表:4.铸件化学成分、力学性能控制表:4.1.压铸铝合金件材料牌号、化学成份应符合表三的规定。
4.2.重力铸造铝合金件材料牌号、化学成份应符合表四的规定。
4.3 压铸锌合金件材料牌号、化学成分应符合表五的规定。
表五:锌合金铸件化学成分(%)**: Beta Group=Pb+Sn+Bi≤0.25%Sludge factor=(Fe%)+(2XMn%)+(3XCr%)≤1.8%4.4. 力学性能4.4.1 当采用压铸试样检验时,其力学性能采用相应的产品标准,若没有相应的产品标准,其力学性能应符合GB/T 15115的规定。
当采用浇注试杆测定抗拉强度时,其测定值为压铸试杆的70%;除用户特殊要求外,不采用铸件本体取样测定抗拉强度。
不同材料力学性能见下表(表六)备注:AiSi7Mg0.6为重力铸造材料,表中力学性能数值是指T6热处理工艺以后要求达到的数值。
5.试验方法和检验规则5.1 化学成分5.1.1 压铸铝合金件化学成分的分析方法按GB/T6987.1—6987.24—86《铝及铝合金化学分析方法》或GB/T7999《铝及铝合金的光电光谱分析方法》的规定进行。
(1铸铝金具制造质量控制要点
铸铝金具制造质量控制一、铸铝金具质量问题及主要原因1.铸铝金具常见的质量问题:1)材质化学成分不合格;2)铝铸造件表面出现可见裂纹、冷隔、浇不足;3)铝铸造件内部出现气孔、疏松;4)材料强度不符合要求。
2.材质化学成分不合格主要原因:1)进厂的原材料成分不合格,没有经过检验检测就投入使用;2)自己熔炼时各种原材料配置比例不合格,如硅(Si)、镁(Mg)等加入量太多或太少;3)加入的回炉料没有经过成分检测就投入使用;4)回炉料中各种杂质,特别是有害杂质铁(Fe)带入铝液中;5)熔炼中熔炼炉没有清理干净(洗炉),不同牌号铝合金成分混杂;6)各种熔炼工具、金属模等没有进行清理和喷刷涂料,有害杂质铁(Fe)带入铝液中。
7)熔炼温度过高、时间过长,导致有用元素烧损、杂质的增加。
3.铝铸造件表面出现可见裂纹原因:1)合金的铸造性能差,线收缩系数大,如纯铝;2)浇注温度过高,而模具温度过低;3)开模过早,铝液还没有凝固;4)开模过迟,铸件对模具、芯棒的包裹力过大,导致脱模力过大。
5)模具补缩系统不良,对铸件的补缩不足6)铸件壁厚相差过大。
4.铸件出现冷隔、浇不足原因:1)合金的铸造性能差,流动性差,如纯铝;2)浇注温度过低或模具温度过低;3)模具排气不良;4)模具设计不合理,压力头不足;5)铸件壁厚太薄,不适合用重力铸造、砂模铸造;6)铝合金液未进行变质处理,合金流动性差;7)铝合金含硅(Si)低于标准值,合金流动性差。
5.铝铸造件内部出现气孔、疏松原因:1)铝合金熔炼时温度过高、时间过长或铝锭受潮没有进行烘干,导致金属液吸入的氢气太多;2)熔炼时铝液未进行精炼除气处理;3)模具模具排气不良;4)铝合金熔炼温度过高、时间过程、浇注时间拖延过长,导致金属氧化严重,炉气中有害气体、杂质入侵增加;6.材料强度不符合要求原因:1)是铸件在铝液熔炼和浇注中各种问题引起;材料强度是否符合标准要求是上述铸铝件各种质量问题综合的反映,如材质化学成分不合格;铝铸造件表面出现可见裂纹、冷隔、浇不足;铝铸造件内部出现气孔、疏松等反映;2)铝液没有经过变质细化处理;3)铝合金热处理不当引起。
中国标准铸造铝合金代号yl
中国标准铸造铝合金代号yl
YL是压铸铝合金的代号,用于表示压铸铝合金的材料。
压铸铝合金是铸造铝合金的一种,采用压铸工艺进行成型。
铸造铝合金按照主要合金成分可以分为10个系列,分别是:
1XXX、2XXX、3XXX、4XXX、5XXX、6XXX、7XXX、8XXX、9XXX和YL系列。
其中,YL系列铝合金主要应用于压铸行业,如汽车、摩托车等零部件的制造。
YL系列铝合金按照不同的合金成分可以分为多个型号,例如
YL102、YL108等。
这些型号的铝合金具有不同的性能特点,如强度、硬度、耐腐蚀性等,可以满足不同行业的需求。
总之,YL是压铸铝合金的代号,表示该材料适用于压铸工艺,并具有特定的性能特点。
变形铝合金和铸造铝合金的热处理代号
变形铝合金和铸造铝合金的热处理代号下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, suchas educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!变形铝合金和铸造铝合金的热处理代号在金属材料的生产加工中扮演着重要的角色。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.1↓
-
0.1↓
余量
ADC7
43
4.5/9.5
0.6↓
0.3↓
0.5↓
1.3↓
0.3↓
0.5↓
-
0.1↓
余量
ADC8
85
4.5/7.5
2.0-4.5
0.3↓
1.0↓
1.3↓
0.3↓
0.5↓
0.3↓
余量
ADC9
85
4.5/7.5
2.0-4.0
0.3↓
1.0↓
2.0↓
0.5↓
0.5↓
0.3↓
-
0.2↓
-
余量
AC2B
319
5/7
2/4
0.5↓
1.0↓
1.0↓
0.5↓
0.3↓
0.2↓
-
余量
AC3A
13
10/13
0.2↓
0.1↓
0.3↓
0.8↓
0.3↓
-
-
-
余量
AC4A
-
8/10
0.2↓
0.4/0.8
0.2↓
0.5↓
0.3/0.8
-
0.2↓
-
余量
AC4B
380
7/10
2/4
0.5↓
1.0↓
1.0↓
ZLD201
0.3↓
9.0-11.0
0.05↓
0.2↓
0.6-1.0
0.2↓
0.18-0.35
0.1↓
余量
ZLD202
1.0↓
4.0-5.0
0.3↓
0.5↓
0.5↓
0.8↓
-
0.5↓
余量
ZLD203
1.2↓
0.1↓
0.03↓
0.2↓
0.1↓
0.6↓
0.2↓
-
余量
铝镁合金
ZLD301
0.3↓
0.1↓
9.8-11.0
-
90
ZLD107
压铸热处理
241
-
100
ZLD108
压铸热处理
310
2
100
ZLD109
压铸热处理
330
4
90
ZLD111
压铸热处理
310
-
100
铝铜合金
ZLD201
压铸热处理
330
4
90
ZLD202
压铸热处理
163
-
100
ZLD203
压铸热处理
222
3
70
铝镁合金
ZLD301
压铸热处理
280
9
60
0.5-1.5
0.5-1.0
0.2↓
0.3-0.9
0.4↓
0.2↓
0.3
余量
ZLD109
11.0-13.0
1.3-1.8
0.9-1.5
0.2↓
0.2↓
0.4↓
0.2↓
0.8-1.5
余量
ZLD111
8-10
4.5-5.3
0.45-0.65
0.1↓
0.1-0.35
0.35↓
0.1-0.35
-
余量
铝铜合金
ZLD303
压铸热处理
143
1
55
铝锌合金
ZLD401
压铸热处理
241
1.5
90
ZLD402
压铸热处理
231
4
70
压铸用铝合金之成份及特性
JIS
ALCOA
化学成份%
Si
Cu
Mg
Zn
Fe
Mn
Ni
Ti
Sn
Al
ADC1
A13
11/13
0.6↓
0.3↓
0.5↓
1.3↓
0.3↓
0.5↓
-
0.1↓
余量
ADC3
A360
9/10
0.6↓
0.4/0.6
0.5↓
1.3↓
0.3↓
0.5↓
-
0.1↓
余量
ADC4
360
9/10
0.6↓
0.4/0.6
0.5↓
2.0↓
0.3↓
0.5↓
0.1↓
余量
ADC5
218
0.3↓
0.2↓
4/11
0.1↓
1.8↓
0.3↓
0.5↓
-
0.1↓
余量
ADC6
214
1.0↓
0.12↓
2.5/4
0.4↓
0.8↓
0.2↓
-
余量
AC7A
214
0.3↓
0.1↓
3.5/1.5
0.1↓
0.4↓
0.6↓
-
0.2↓
-
余量ห้องสมุดไป่ตู้
AC7B
220
0.3↓
0.1↓
9.5/11
0.1↓
0.4↓
0.1↓
-
0.2↓
-
余量
AC8A
A132
11/13
0.8/1.3
0.7/1.3
0.1↓
0.8↓
0.1↓
1.0/2.5
0.2↓
-
余量
AC8B
-
8.5/10.5
Si
Cu
Mg
Zn
Mn
Fe
Ti
Ni
Al
铝
硅
合
金
ZLD101
6.5-7.0
0.2↓
0.30-0.5
0.2↓
0.35↓
0.45↓
-
-
余量
ZLD102
10.0-13.0
0.3↓
0.1↓
0.1↓
0.5↓
0.6↓
0.2↓
-
余量
ZLD104
8.0-10.5
0.1↓
0.2-0.35
0.25↓
0.20-0.5
0.45↓
0.1↓
0.4↓
0.15-0.25
-
余量
铝合金材料(包括过共晶铝合金R14)的机械性能要求,是对合金重熔浇注试棒后,所测得的数据,而且试样有压铸态,有浇注态的,对铝合金锭相关标准,并无机械性能的要求。如何验收铝合金锭你可以参照GB8733《铸造铝合金锭》的国家标准。
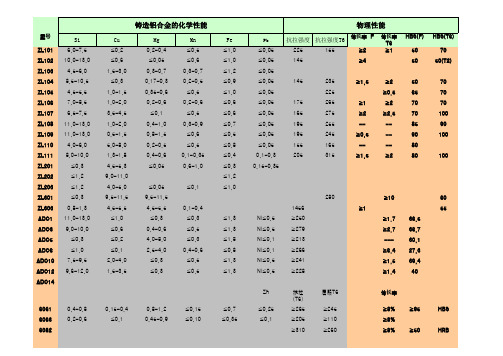
铸造铝合金代号及化学成分(GB8733-88)
组别
合金代号
合金状态
机械性能
抗拉强度MPa不小于
伸长率%不小于
布氏硬度HB
铝
硅
合
金
ZLD101
压铸热处理
222
1.0
70
ZLD102
压铸热处理
153
2.0
50
ZLD104
压铸热处理
222
2
70
ZLD105
压铸热处理
271
3
100
ZLD106
压铸热处理
251
余量
ADC10
A380
7.5/9.5
2/4 3/4
0.3↓
1.0↓3.0↓
1.3↓
0.5↓
0.5↓
-
0.3↓
余量
ADC12
384
9.6/12
1.5/3.5
0.3↓
1.0↓
1.3↓
0.5↓
0.5↓
-
0.3↓
余量
AL-Si
母合金
20.1
0.04
0.03↓
0.04↓
0.3↓
0.03↓
5↓
余量
380
7.5/9.5
-
-
余量
ZLD105
4.5-5.5
1.0-1.5
0.45-0.65
0.2↓
0.5↓
0.45↓
-
-
余量
ZLD106
7.5-8.5
3.5-4.5
0.35-0.55
0.2↓
0.5-0.5
0.5↓
-
-
余量
ZLD107
6.5-7.5
1.0-2.0
0.1↓
0.2↓
0.3↓
0.4↓
-
-
余量
ZLD108
11.0-13.0
0.15↓
0.15↓
0.25↓
0.05↓
0.05↓
余量
ZLD302
0.8-1.3↓
0.14↓
4.6-5.6
0.2↓
0.1-0.4
0.45↓
0.2↓
-
余量
铝锌合金
ZLD401
6.0-8.0
0.6↓
0.15-0.35
9.2-13
0.5↓
0.6↓
-
-
余量
ZLD402
0.3↓
0.25↓
0.55-0.70
5.2-6.5
2.4
0.5/1.5
0.5↓
1.0↓
0.5↓
0.5/1.5
0.2↓
-
余量
AC8C
F132
8.5/10.5
2/4
0.5/1.5
0.5↓
1.0↓
0.5↓
-
0.2↓
-
余量
铝合金机械性能
合金代号
JIS
合金状态
机械性能
抗拉强度
δb Mpa(不小于)