07试卷答案讲解学习
(浙江卷)2007年高考语文试卷及答案详细解析

[解析][这道题主要考查学生筛选和整合文中信息的能力。C项“味觉对象转移到琵琶声上”为无中生有,A、B两项在第二段有相关落脚点,D项信息在第三段。]
9文章开头说难以正面、直接回答什么样的琵琶声是好的,但最后一段叉说历来有正面、直接而具体的标准,下面对此分析正确的一项是
A起到先抑后扬的作用,从而强调“五字标准”的长赴。
太史公论《诗》,以为“《国风》好色而不淫,《小雅》怨诽而不乱。”以余观之,是特识变风、变雅耳,乌睹《诗》之正乎?昔先王之泽衰,然后变风发乎情,虽衰而未竭,是以犹止于礼义,以为贤于无所止者而已。若夫发于情止于忠孝者,其诗岂可同日而语哉!古今诗人众矣,而杜子美为首,岂非以其流落饥寒,终身不用,而一饭未尝忘君也欤。
B利害攸关而实话实说,连遇强手而毫不怯懦,检点省(shěng)察而幡然知耻,路见不平而拔刀相助:这就是勇敢。
c傅雷先生耻于蝇利蜗名之争,奋而辞职,闭门译述,翻译艺术日臻(zhēn)完美,终以卷帙浩繁的译著,享誉学界。
D《古文观止》是由康熙年间两位名不见经传的选家所编,他们披沙捡金,遴选了二百多篇琅琅(lǎng)上口、百读不厌的佳作。
7下面各项陈述中,最能说明“通感”特征的一项是
A弹拨乐器而具有某些打击乐器的发音效果。
B玉使人联想起悦耳的“乐音”有“水灵灵”的特性。
c珠与玉的光彩,有着东方人的含蓄之美。
D在中国民族乐器中,琵琶最具珠玉之美。
[答案]B
[解析][这道题主要考查学生理解文中重要词语的含义能力。“乐音”属于听觉,“水灵灵”属于视觉,根据第二段“把一类事物的特性比附到另一类不同的事物上去,或者说把一种感官对象的性质移到另一种感官对象上去”的信息可以得出答案。]
c同学们,考人大学仅仅是一个新的起点,让我们志存高远,学海无涯苦作舟,在老师们的推波助澜下,直挂云帆济沧梅!
2007年普通高等学校招生全国统一考试数学卷(广东.理)含答案

试卷类型:B2007年普通高等学校招生全国统一考试(广东卷)数 学(理科)本试卷共4页,21小题,满分150分.考试用时120分钟. 注意事项:1.答卷前,考生务必用黑色字迹的钢笔或签字笔将自已的姓名和考生号、试室号、座位号填写在答题卡上.用2B 铅笔将试卷类型(B )填涂在答题卡相应位置上.将条形码横贴在答题卡右上角“条形码粘贴处”.2.选择题每小题选出答案后,用2B 铅笔把答题卡上对应题目选项的答案信息点涂黑,如需改动,用橡皮擦干净后,再选涂其他答案,答案不能答在试卷上.3.非选择题必须用黑色字迹钢笔或签字笔作答,答案必须写在答题卡各题目指定区域内相应位置上;如需改动,选划掉原来的答案,然后再写上新的答案;不准使用铅笔和涂改液.不按以上要求作答的答案无效.4.作答选做题时,请先用2B 铅笔填涂选做题的题号(或题组号)对应的信息点,再作答.漏涂、错涂、多涂的,答案无效.5.考生必须保持答题卡的整洁.考试结束后,将试卷和答题卡一并交回.参考公式:锥体的体积公式13V Sh =,其中S 是锥体的底面积,h 是锥体的高.如果事件A B ,互斥,那么()()()P A B P A P B +=+. 如果事件A B ,相互独立,那么()()()P A B P A P B =.用最小二乘法求线性回归方程系数公式1221ni ii nii x y nx yb xnx==-=-∑∑,a y bx =-.一、选择题:本大题共8小题,每小题5分,满分40分,在每小题给出的四个选项中,只有一项是符合要求的. 1.已知函数()f x =M ,()ln(1)g x x =+的定义域为N ,则M N =( ) A .{|1}x x >-B .{|1}x x <C .{|11}x x -<<D .∅2.若复数(1)(2)bi i ++是纯虚数(i 是虚数单位,b 是实数),则b =( ) A .2B .12C .12-D .2-3.若函数21()sin ()2f x x x =-∈R ,则()f x 是( )A .最小正周期为π2的奇函数 B .最小正周期为π的奇函数 C .最小正周期为2π的偶函数D .最小正周期为π的偶函数4.客车从甲地以60km/h 的速度匀速行驶1小时到达乙地,在乙地停留了半小时,然后以80km/h 的速度匀速行驶1小时到达内地.下列描述客车从甲地出发,经过乙地,最后到达丙地所经过的路程s 与时间t 之间关系的图象中,正确的是( )s (km s (km s (km s (km5.已知数列{}n a 的前n 项和29n S n n =-,第k 项满足58k a <<,则k =( ) A .9B .8C .7D .66.图1是某县参加2007年高考的学生身高条形统计图,从左到右的各条形表示的学生人数依次记为1210A A A ,,,(如2A 表示身高(单位:cm )在[)150155,内的学生人数).图2是统计图1中身高在一定范围内学生人数的一个算法流程图.现要统计身高在160~180cm (含160cm ,不含180cm )的学生人数,那么在流程图中的判断框内应填写的条件是( ) A.6i <B.7i < C.8i < D.9i <1 2 3 60 8010t (1 2 3 6080 10t (1 2 3 6080 10t (1 2 36080 10t (A .B .C .D .0 0 0 45505560人数/人7.图3是某汽车维修公司的维修点环形分布图.公司在年初分配给A B C D ,,,四个维修点某种配件各50件.在使用前发现需将A B C D ,,,四个维修点的这批配件分别调整为40,45,54,61件,但调整只能在相邻维修点之间进行,那么要完成上述调整,最少的调动件次(n 件配件从一个维修点调整到相邻维修点的调动件次为n )为( ) A.15B.16C.17D.188.设S 是至少含有两个元素的集合,在S 上定义了一个二元运算“*”(即对任意的a b S ∈,,对于有序元素对(a b ,),在S 中有唯一确定的元素*a b 与之对应).若对任意的a b S ∈,,有()**a b a b =,则对任意的a b S ∈,,下列等式中不恒成立的是( ) A .()**a b a a = B .[()]()****a b a a b a = C .()**b b b b =D .()[()]****a b b a b b =二、填空题:本大题共7小题,每小题5分,满分30分.其中13~15题是选做题,图3考生只能选做二题,三题全答的,只计算前两题得分.9.甲、乙两个袋中装有红、白两种颜色的小球,这些小球除颜色外完全相同,其中甲袋装有4个红球,2个白球,乙袋装有1个红球,5个白球.现分别从甲、乙两袋中各随机取出一个球,则取出的两球是红球的概率为 .(答案用分数表示)10.若向量,a b 满足1==a b ,a 与b 的夹角为120,则a a +a b = . 11.在平面直角坐标系xOy 中,有一定点(21)A ,,若线段OA 的垂直平分线过抛物线22(0)y px p =>的焦点,则该抛物线的准线方程是 .12.如果一个凸多面体是n 棱锥,那么这个凸多面体的所有顶点所确定的直线共有 条,这些直线中共有()f n 对异面直线,则(4)f = ;()f n = .(答案用数字或n 的解析式表示) 13.(坐标系与参数方程选做题)在平面直角坐标系xOy 中,直线l 的参数方程为33x t y t =+⎧⎨=-⎩(参数t ∈R ),圆C 的参数方程为2cos 2sin 2x y θθ=⎧⎨=+⎩(参数[)02θ∈π,),则圆C 的圆心坐标为 ,圆心到直线l 的距离为 .14.(不等式选讲选做题)设函数()213f x x x =-++,则(2)f -= ;若()5f x ≤,则x 的取值范围是 .图5图415.(几何证明选讲选做题)如图5所示,圆O 的直径6AB =,C 为圆周上一点,3BC =.过C 作圆的切线l ,过A 作l 的垂线AD ,AD 分别与直线l 、圆交于点D E ,,则DAC =∠ ,线段AE 的长为 .三、解答题:本大题共6小题,满分80分.解答须写出文字说明、证明过程和演算步骤.16.(本小题满分12分)已知ABC △顶点的直角坐标分别为(34)A ,,(00)B ,,(0)C c ,. (1)若5c =,求sin A ∠的值; (2)若A ∠是钝角,求c 的取值范围.17.(本小题满分12分)下表提供了某厂节能降耗技术改造后生产甲产品过程中记录的产量x (吨)与相应的生产能耗y (吨标准煤)的几组对照数据.(1)请画出上表数据的散点图;(2)请根据上表提供的数据,用最小二乘法求出y 关于x 的线性回归方程y bx a =+;(3)已知该厂技改前100吨甲产品的生产能耗为90吨标准煤.试根据(2)求出的线性回归方程,预测生产100吨甲产品的生产能耗比技改前降低多少吨标准煤? (参考数值:3 2.543546 4.566.5⨯+⨯+⨯+⨯=) 18.(本小题满分14分)在平面直角坐标系xOy,已知圆心在第二象限、半径为C 与直线y x =相切于坐标原点O .椭圆22219x y a +=与圆C 的一个交点到椭圆两焦点的距离之和为10.(1)求圆C 的方程;(2)试探究圆C 上是否存在异于原点的点Q ,使Q 到椭圆右焦点F 的距离等于线段OF 的长,若存在,请求出点Q 的坐标;若不存在,请说明理由. 19.(本小题满分14分)如图6所示,等腰ABC △的底边AB =,高3CD =,点E 是线段BD 上异于点B D ,的动点,点F 在BC 边上,且EF AB ⊥,现沿EF 将BEF △折起到PEF △的位置,使PE AE ⊥,记BE x =,()V x 表示四棱锥P ACFE -的体积. (1)求()V x 的表达式;(2)当x 为何值时,()V x 取得最大值?(3)当()V x 取得最大值时,求异面直线AC 与PF 所成角的余弦值. 20.(本小题满分14分)已知a 是实数,函数2()223f x ax x a =+--,如果函数()y f x =在区间[]11-,上有零图6P ED F BCA点,求a 的取值范围. 21.(本小题满分14分)已知函数2()1f x x x =+-,αβ,是方程()0f x =的两个根(αβ>),()f x '是()f x 的导数,设11a =,1()(12)()n n n n f a a a n f a +=-=',,. (1)求αβ,的值;(2)证明:对任意的正整数n ,都有n a α>; (3)记ln(12)n n n a b n a βα-==-,,,求数列{}n b 的前n 项和n S .绝密★启用前 试卷类型:B2007年普通高等学校招生全国统一考试(广东卷)数学(理科)本试卷共4页,21小题,满分150分。
2007年高考语文试题及参考答案(海南卷)
(2)件装货物
(3)成组装货物(UNITIZED CARGO)
2、从货物形态的角度分 (1)包装货物 (2)裸装货物 (3)散装货物 3、从货物重量的角度分 (1)重量货物 (2)体积货物(1t,体积大于1立方米)
四、运输代理人
1、运输代理人的性质 2、运输代理人的种类 按照代理业务的性质和范围的不同分为 以下几类: (1)租船代理(charter agent) (2)船务代理(shipping agent) (3)货运代理(freight agent) (4)咨询代理(consulting agent)
2、班轮运输在国际海上货物运输中表现出了 明显的优点如下:
班轮运输的船舶技术性能较好,运输速度快 班轮运输的管理制度较为完善 班轮运输特别适合一般杂货和小批量货物的运输 需要
班轮运输有利于收、发货的合理安排
3、班轮运费的计收标准
(1)按重量吨(weight ton)计收。运价表上用 “W”表示。按货物毛重(公吨)计算,吨以下取 小数三位。适用于价值不高、体积小、重量大的货 物。
4、班轮运费的计算
当确定某商品装某船运往某港时: 1、首先查该船公司的运价本,查找所装商品等级和 计费标准 ; 2、再找出运往的目的港所属航线; 3、然后用商品的单位包装重量或尺码乘以基本运费, 加上附加费,得出单位包装重量或尺码的运费,再 乘以计费总件数,即得出该批货物应付的运费总额。 (如果是从价运费,按规定的百分比乘以FOB货值 即可。 )
每箱运费 =0.035×(76+5)= 2.835美元 应付船公司总运费=2.835×1000箱=2835美元。
4、班轮运费的计算
实例1:
某公司出口箱装货物,报价为每箱50美元CFR 伦敦。已知:该货物体积没箱长45CM、宽 40CM、高25CM,每箱毛重35KG,运费计算 标准为W/M,每运费吨基本运费为120美元, 并加收直航附加费20%,港口附加费10%。 英商要求该报FOB价,我方应报价多少?
物理(江苏卷)答案解析2007
2007年普通高等学校夏季招生考试物理(江苏卷)一、选择题 ( 本大题共 3 题, 共计 12 分)1、(4分) AB解析:电阻丝电阻值较小,为减小实验误差,应采用外接法,A正确.电源内阻较小,同理可知应采用外接法,B正确.描绘小灯泡的伏安特性曲线,变化范围大,应采用分压式,C错误.D电路图中应将电阻箱和滑动变阻器对调,才能利用“半偏法”测出电流表的内阻,D错误.2、(4分) BC解析:M=ρV=πd3ρ,向心力F向=G,当天体直径和天体间距均缩小到原来的一半时,,因此B对,A错.由可得T=2,由此式可见,当M变为原值的、r变为原来的时,周期T不变,C正确,D错误.3、(4分) CD解析:温度相同,分子平均动能相同,A错.由热力学第一定律W+Q=ΔU可知,系统绝热,对外无做功现象,因此系统内能不变,温度与初始状态相同,氢气的内能不变,B错.系统内部,氢气对氧气做功,内能减少,温度降低,氧气体积减小,温度升高,之后发生热交换,热量从氧气传递到氢气,因此,氧气的内能先增大后减小,C、D均正确.二、非选择题 ( 本大题共 8 题, 共计 112 分)1、(9分)(1) a(2)a) Pb)(3)解析:(1)由于阻值0~20 Ω的滑动变阻器b的额定电流为0.5 A,而并联支路的最大阻值将小于20 Ω,因此并联部分的最小电流为I min= A=0.6 A>0.5 A,因此,必须选a.(2)假设电压表接在O端,由于电压表内阻约为10 kΩ,因此,并联部分的电阻应小于10 kΩ,但由数据看出,当I=0.06 mA时,U=6.16 V,此时,并联电阻大于100 kΩ,显然,电压表应跨接在P端.(3)待测元件导通前电压均匀增大,导通后,电压基本不变.2、(13分) (1) 6 不明显,可忽略(2)斜面高度h滑块A的质量M及斜面的高度h,且使Mh不变(3)滑动摩擦力 arcsin 0.6 (arcsin 0.57 -arcsin 0.64都算对)0.3 (0.2~0.4都算对)解析:(1)a=≈m·s-2=6 m·s-2;由上滑及下滑的v-t图象的近似对称,a值近似相等知,摩擦力很小,可忽略.(2)改变斜面的高度,可改变物体所受的下滑力,即可验证a∝F(m一定时);同理,改变滑块质量M和斜面高度h,使Mh保持不变,可验证a∝的关系,因为Mg sinθ=Mg=Mh,Mh不变即物块所受合力不变.(3)由图象可知s1=0.64 m=s2t1=0.4 s,t2=0.6 s则s1=g(sinθ+μcosθ)t12 ①s2=g(sinθ-μcosθ)t22 ②联立可得θ=arcsin0.6,μ=0.3.3、(14分) (1)解法一由几何关系知由折射定律代入,得解得(1)解法二由几何关系知液面高度变化,折射角不变,由,得解得(2)4、(14分) 直升机取水,水箱受力平衡T1sinθ1-f=0 ①T1cosθ1-mg=0 ②由①②得 f=mgtanθ1③直升机返回,由牛顿第二定律T2sinθ2-f=(m+M)a ④T2cosθ2-(m+M)g=0 ⑤由④⑤得,水箱中水的质量 M=4.5×103kg.5、(15分) (1)设C在AB连线的延长线上距离B为l处达到平衡,带电量为Q 库仑定律平衡条件解得(舍去),l2=d所以,平衡位置l=d(2)不能(3)环C带电-q,平衡位置不变,拉离平衡位置一小位移x后C受力为利用近似关系化简得所以小环C将做简谐运动6、(15分) (1)设a粒子以速度v进入磁场,打在胶片上的位置距S的距离为x圆周运动①a粒子的动能②x=2R ③由①②③式可得由④可得化简可得(2)动能为E的a粒子沿角入射,轨道半径相同,设为R圆周运动a粒子的动能由几何关系得7、(16分) (1)线框MN边刚开始进入磁场区域时感应电动势 E=Blv0①感应电流②安培力③由①②③解得F=2.8N(2)设线框竖直下落时,线框下落了H,速度为v H能量守恒定律自由落体规律解得(3)解法一只有在线框进入和穿出条形磁场区域时,才产生感应电动势。
2007年普通高等学校招生全国统一考试数学卷(浙江.文)含答案

2007年普通高等学校招生全国统一考试(浙江卷)数学(文科)第I 卷(共50分)一、选择题:本大题共10小题,每小题5分,共50分.在每小题给出的四个选项中,只有一项是符合题目要求的.1.设全集{13568}U =,,,,,{16}A =,,{568}B ,,,则()UA B =( )A .{6}B .{58},C .{68},D .{3568},,,2.已知π3cos 22ϕ⎛⎫+=⎪⎝⎭,且π||2ϕ<,则tan ϕ=( ) A .33-B .33C .3-D .33.“1x >”是“2x x >”的( ) A.充分而不必要条件B.必要而不充分条件C.充分必要条件D.既不充分也不必要条件4.直线210x y -+=关于直线1x =对称的直线方程是( ) A.210x y +-= B.210x y +-= C.230x y +-=D.230x y +-=5.要在边长为16米的正方形草坪上安装喷水龙头,使整个草坪都能喷洒到水.假设每个喷水龙头的喷洒范围都是半径为6米的圆面,则需安装这种喷水龙头的个数最少是( ) A.6 B.5 C.4 D.36.91x x ⎛⎫- ⎪⎝⎭展开式中的常数项是( )A .36-B .36C .84-D .847.若P 是两条异面直线l m ,外的任意一点,则( ) A .过点P 有且仅有一条直线与l m ,都平行 B .过点P 有且仅有一条直线与l m ,都垂直 C .过点P 有且仅有一条直线与l m ,都相交 D .过点P 有且仅有一条直线与l m ,都异面8.甲、乙两人进行乒乓球比赛,比赛规则为“3局2胜”,即以先赢2局者为胜,根据经验,每局比赛中甲获胜的概率为0.6,则本次比赛甲获胜的概率是( )第5题A .0.216B .0.36C .0.432D .0.6489.若非零向量,a b 满足-=a b b ,则( ) A.22>-b a b B.22<-b a b C.2>-a 2a bD. 2<-a 2a b10.已知双曲线22221(00)x y a b a b-=>>,的左、右焦点分别为1F ,2F ,P 是准线上一点,且12PF PF ⊥,124PF PF ab =,则双曲线的离心率是( ) A.2B.3C.2D.3第II 卷(共100分)二、填空题:本大题共7小题,每小题4分,共28分.11.函数221x y x =+(x ∈R )的值域是 .12.若1sin cos 5θθ+=,则sin 2θ的值是 . 13.某校有学生2000人,其中高三学生500人,为了解学生的身体素质情况,彩用按年级分层抽样的方法,从该校学生中抽取一个200人的样本,则样本中高三学生的人数为 .14.2z x y =+中的x y ,满足约束条件250300x y x x y -+=⎧⎪-⎨⎪+⎩,≥,≥,则z 的最小值是 .15.曲线32242y x x x =--+在点(13)-,处的切线方程是 .16.某书店有11种杂志,2元1本的8种,1元1本的3种.小张用10元钱买杂志(每种至多买一本,10元钱刚好用完),则不同买法的种数是 (用数字作答). 17.已知点O 在二面角AB αβ--的棱上,点P 在α内,且45POB ∠=.若对于β内异于O 的任意一点Q ,都有45POQ ∠≥,则二面角AB αβ--的大小是.三、解答题:本大题共5小题,共72分.解答应写出文字说明,证明过程或演算步骤. 18.(本题14分)已知ABC △的周长为21+,且sin sin 2sin A B C +=.(I )求边AB 的长; (II )若ABC △的面积为1sin 6C ,求角C 的度数. 19.(本题14分)已知数列{}n a 中的相邻两项212k k a a -,是关于x 的方程2(32)320k k x k x k -++=的两个根,且212(123)k k a a k -=≤,,,.(I )求1a ,3a ,5a ,7a 及2n a (4n ≥)(不必证明); (II )求数列{}n a 的前2n 项和2n S .20.(本题14分)在如图所示的几何体中,EA ⊥平面ABC ,DB ⊥平面ABC ,AC BC ⊥,且2AC BC BD AE ===,M 是AB 的中点.(I )求证:CM EM ⊥;(II )求DE 与平面EMC 所成的角的正切值.21.(本题15分)如图,直线y kx b =+与椭圆2214x y +=交于A B ,两点,记AOB △的面积为S .(I )求在0k =,01b <<的条件下,S 的最大值;(II )当2AB =,1S =时,求直线AB 的方程.22.(本题15分)已知22()|1|f x x x kx =-++. (I )若2k =,求方程()0f x =的解;(II )若关于x 的方程()0f x =在(02),上有两个解12x x ,,求k 的取值范围,并证明12114x x +<.EDCMA(第20题)BAyxO B(第21题)2007年普通高等学校招生全国统一考试(浙江卷)数学(文科)试题参考答案一、选择题:本题考查基本知识和基本运算.每小题5分,满分50分. 1.B 2.C 3.A 4.D 5.C 6.C7.B 8.D 9.A 10.B二、填空题:本题考查基本知识和基本运算.每小题4分,满分28分. 11.[01),12.2425-13.5014.53-15.520x y +-=16.26617.90三、解答题18.本题主要考查利用正弦定理、余弦定理来确定三角形边、角关系等基础知识和基本运算能力.满分14分.解:(I )由题意及正弦定理,得21AB BC AC ++=+,2BC AC AB +=,两式相减,得1AB =. (II )由ABC △的面积11sin sin 26BC AC C C =,得13BC AC =, 由余弦定理,得222cos 2AC BC AB C AC BC+-=22()2122AC BC AC BC AB AC BC +--==, 所以60C =.19.本题主要考查等差、等比数列的基本知识,考查运算及推理能力.满分14分.(I )解:方程2(32)320k kx k x k -++=的两个根为13x k =,22k x =.当1k =时,13x =,22x =, 所以12a =;当2k =时,16x =,24x =, 所以34a =;当3k =时,19x =,28x =, 所以58a =;当4k =时,112x =,216x =, 所以712a =.因为当4n ≥时,23nn >,所以22(4)nn a n =≥.(II )解:2122k n S a a a =+++2(363)(222)n n =+++++++2133222n n n ++=+-.20.本题主要考查空间线面关系、空间向量的概念与运算等基础知识,同时考查空间想象能力和推理运算能力.满分14分. 方法一: (I )证明:因为AC BC =,M 是AB 的中点,所以CM AB ⊥.又因为EA ⊥平面ABC , 所以CM EM ⊥.(II )解:连结MD ,设AE a =,则2BD BC AC a ===, 在直角梯形EABD 中,22AB a =,M 是AB 的中点,所以3DE a =,3EM a =,6MD a =,因此DM EM ⊥.因为CM ⊥平面EMD , 所以CM DM ⊥,因此DM ⊥平面EMC ,故DEM ∠是直线DE 和平面EMC 所成的角. 在Rt EMD △中,6MD a =,3EM a =,tan 2MDDEM EM∠==. 方法二:如图,以点C 为坐标原点,以CA ,CB 分别为x 轴和y 轴,过点C 作与平面ABC 垂直的直线为z 轴,建立直角坐标系C xyz -,设EA a =,则(2)A a 00,,,(020)B a ,,,EDCMAByzxED C MAB(20)E a a ,,.(022)D a a ,,,(0)M a a ,,.(I )证明:因为()EM a a a =--,,,(0)CM a a =,,, 所以0EM CM =, 故EM CM ⊥.(II )解:设向量001y z (),,n =与平面EMC 垂直,则EM ⊥n ,CM ⊥n , 即0EM =n ,0CM =n .因为()EM a a a =--,,,(0)CM a a =,,, 所以01y =-,02x =-, 即112(--),,n =,因为(22)DE a a a =--,,, 6cos 3DE DE DE <>==,n n n, DE 与平面EMC 所成的角θ是n 与DE 夹角的余角,所以tan 2θ=.21.本题主要考查椭圆的几何性质、椭圆与直线的位置关系等基础知识,考查解析几何的基本思想方法和综合解题能力.满分15分.(I )解:设点A 的坐标为1()x b ,,点B 的坐标为2()x b ,.由2214x y +=,解得21,221x b =±- 所以222121||21112S b x x b b b b =-=-≤+-= 当且仅当22b =时,.S 取到最大值1. (Ⅱ)解:由2214y kx b x y =+⎧⎪⎨+=⎪⎩得 222(41)8440k x kbx b +++-=2216(41)k b ∆=-+ ①|AB |=222212216(41)1||1241k b k x x kk -++-=+=+ ② 又因为O 到AB 的距离2||21||1b Sd AB k ===+ 所以221b k =+ ③ ③代入②并整理,得424410k k -+= 解得,2213,22k b ==,代入①式检验,△>0 故直线AB 的方程是2622y x =+或2622y x =-或2622y x =-+或2622y x =--. (22)本题主要考查函数的基本性质、方程与函数的关系等基础知识,以及综合运用所学知识、分类讨论等思想方法分析和解决问题的能力.满分15分. (Ⅰ)解:(1)当k =2时, 22()|1|20f x x x x =-++=① 当210x -≥时,x ≥1或x ≤-1时,方程化为22210x x +-= 解得132x -±=,因为13012-+<<,舍去, 所以132x --=. ②当210x -<时,-1<x <1时,方程化为210x += 解得12x =-, 由①②得当k =2时,方程()0f x =的解所以132x --=或12x =-. (II)解:不妨设0<x 1<x 2<2,因为22 1 ||1() 1 ||1x kx x f x kx x ⎧+->=⎨+≤⎩所以()f x 在(0,1]是单调函数,故()f x =0在(0,1]上至多一个解, 若1<x 1<x 2<2,则x 1x 2=-12<0,故不符题意,因此0<x 1≤1<x 2<2.由1()0f x =得11k x =-, 所以1k ≤-; 由2()0f x =得2212k x x =-, 所以712k -<<-; 故当712k -<<-时,方程()0f x =在(0,2)上有两个解. 因为0<x 1≤1<x 2<2,所以11k x =-,22221x kx +-=0 消去k 得 2121220x x x x --=即212112x x x +=, 因为x 2<2,所以12114x x +<.。
2007年普通高等学校招生全国统一考试(全国新课标)参考答案

1PD CBAAOSCB2007年普通高等学校招生全国统一考试(新课标全国卷)1.A 2.C 3.A 4.D 5.C 6.B7.C8.B9.C10.D11.D12.B13.3 14.1 15.44i - 16.121.【解析】由{}{}|1|22A x x B x x =>-=-<<,,可得A B = {}|2x x >-.答案:A 2.【解析】p ⌝是对p 的否定,故有:,x ∃∈R sin 1.x >答案:C3.【解析】π3()sin 2,32f ππ⎛⎫=-=- ⎪⎝⎭排除B、D,π()sin 20,663f ππ⎛⎫=⨯-= ⎪⎝⎭排除C。
也可由五点法作图验证。
答案:A 4.【解析】1322-=a b (12).-,答案:D 5.【解析】由程序知,15021222502502550.2S +=⨯+⨯++⨯=⨯⨯= 答案:C 6.【解析】曲线223y x x =-+的顶点是(12),,则:1, 2.b c ==由a b c d ,,,成等比数列知,12 2.ad bc ==⨯=答案:B7.【解析】由抛物线定义,2132()()(),222p p px x x +=+++即:2132FP FP FP =+.答案:C 8.【解析】如图,18000202020.33V =⨯⨯⨯=答案:B(8题图) (11题图)9.【解析】22cos 2cos sin 22(sin cos ),π22sin (sin cos )42αααααααα-==-+=-⎛⎫-- ⎪⎝⎭1cos sin .2αα⇒+=答案C10.【解析】:(),x x y e e ''⇒==曲线在点2(2)e ,处的切线斜率为2e ,因此切线方程为22(2),y e e x -=-2C BFAOyx则切线与坐标轴交点为2(1,0),(0,),A B e -所以:2211.22AOBe S e ∆=⨯⨯=答案:D 11.【解析】如图,2,90,2,AB r ACB BC r ⇒=∠==3111122,3323ABC V SO S r r r r ∆∴=⨯⨯=⋅⋅⋅⋅=三棱锥 333441,::4.333V r V V r r πππ=∴==球球三棱锥答案:D12.【解析】(78910)58.5,20x +++⨯== 甲2222215[(78.5)(88.5)(98.5)(108.5)]1.25,20s ⨯-+-+-+-== (710)6(89)48.5,20x +⨯++⨯==乙2222226[(78.5)(108.5)]4[(88.5)(98.5)]1.45,20s ⨯-+-+⨯-+-== (710)4(89)68.5,20x +⨯++⨯==丙2222234[(78.5)(108.5)]6[(88.5)(98.5)]1.05,20s ⨯-+-+⨯-+-== 22213213.s s s s s s >>>>2由得 答案:B13.【解析】如图,过双曲线的顶点A 、焦点F 分别向其渐近线作垂线, 垂足分别为B 、C ,则:||||63.||||2OF FC c OA AB a =⇒== 答案:3 14.【解析】(1)(1)2(1)0, 1.f f a a =-⇒+=∴=- 答案:-1 15.【解析】238i 2i 3i 8i i -2-3i +4+5i -6+7i +8=4-4i.++++= 答案:44i -16.【解析】46563,a a a +=⇒=1515135510 1.22a a a S a ++=⨯=⨯=⇒= 511.512a a d -∴==-答案:1217.解:在BCD △中,πCBD αβ∠=--.由正弦定理得sin sin BC CDBDC CBD=∠∠.所以sin sin sin sin()CD BDC s BC CBD βαβ∠==∠+·.在ABC Rt △中,tan sin tan sin()s AB BC ACB θβαβ=∠=+·.318.解:(Ⅰ)取AB 的中点E ,连结DE CE ,,因为ADB 是等边三角形,所以DE AB ⊥.当平面ADB ⊥平面ABC 时,因为平面ADB 平面ABC AB =,所以DE ⊥平面ABC ,可知DE CE ⊥ 由已知可得31DE EC ==,,在DEC Rt △中,222CD DE EC =+=.(Ⅱ)当ADB △以AB 为轴转动时,总有AB CD ⊥. 证明:(ⅰ)当D 在平面ABC 内时,因为AC BC AD BD ==,,所以C D ,都在线段AB 的垂直平分线上,即AB CD ⊥.(ⅱ)当D 不在平面ABC 内时,由(Ⅰ)知AB DE ⊥.又因AC BC =,所以AB CE ⊥. 又DE CE ,为相交直线,所以AB ⊥平面CDE ,由CD ⊂平面CDE ,得AB CD ⊥. 综上所述,总有AB CD ⊥.19.解:()f x 的定义域为32⎛⎫-+ ⎪⎝⎭,∞.(Ⅰ)224622(21)(1)()2232323x x x x f x x x x x ++++'=+==+++. 当312x -<<-时,()0f x '>;当112x -<<-时,()0f x '<;当12x >-时,()0f x '>.从而,()f x 分别在区间312⎛⎫-- ⎪⎝⎭,,12⎛⎫-+ ⎪⎝⎭,∞单调增加,在区间112⎛⎫--⎪⎝⎭,单调减少. (Ⅱ)由(Ⅰ)知()f x 在区间3144⎡⎤-⎢⎥⎣⎦,的最小值为11ln 224f ⎛⎫-=+ ⎪⎝⎭.又31397131149lnln ln 1ln 442162167226f f ⎛⎫⎛⎫⎛⎫--=+--=+=- ⎪ ⎪ ⎪⎝⎭⎝⎭⎝⎭0<. 所以()f x 在区间3144⎡⎤-⎢⎥⎣⎦,的最大值为117ln 4162f ⎛⎫=+ ⎪⎝⎭.20.解:设事件A 为“方程2220a ax b ++=有实根”.当0a >,0b >时,方程2220x ax b ++=有实根的充要条件为a b ≥.(Ⅰ)基本事件共12个:(00)(01)(02)(10)(11)(12)(20)(21)(22)(30)(31)(32),,,,,,,,,,,,,,,,,,,,,,,.其中第一个数表示a 的取值,第二个数表示b 的取值.事件A 中包含9个基本事件,事件A 发生的概率为93()124P A ==. (Ⅱ)试验的全部结束所构成的区域为{}()|0302a b a b ,,≤≤≤≤. 构成事件A 的区域为{}()|0302a b a b a b ,,,≤≤≤≤≥. EDBCA4所以所求的概率为2132222323⨯-⨯==⨯.21.解:(Ⅰ)圆的方程可写成22(6)4x y -+=,所以圆心为(60)Q ,,过(02)P ,且斜率为k 的直线方程为2y kx =+.代入圆方程得22(2)12320x kx x ++-+=,整理得22(1)4(3)360k x k x ++-+=.① 直线与圆交于两个不同的点A B ,等价于2222[4(3)]436(1)4(86)0k k k k ∆=--⨯+=-->, 解得304k -<<,即k 的取值范围为304⎛⎫- ⎪⎝⎭,. (Ⅱ)设1122()()A x y B x y ,,,,则1212()OA OB x x y y +=++ ,,由方程①,1224(3)1k x x k -+=-+ ②又1212()4y y k x x +=++.③ 而(02)(60)(62)P Q PQ =-,,,,,. 所以OA OB + 与PQ 共线等价于1212()6()x x y y +=+, 将②③代入上式,解得34k =-.由(Ⅰ)知304k ⎛⎫∈ ⎪⎝⎭,,故没有符合题意的常数k .22.A(Ⅰ)证明:连结OP OM ,. 因为AP 与O 相切于点P ,所以OP AP ⊥. 因为M 是O 的弦BC 的中点,所以OM BC ⊥. 于是180OPA OMA ∠+∠=°.由圆心O 在PAC ∠的内部,可知四边形APOM 的对角互补,所以A P O M ,,,四点共圆. (Ⅱ)解:由(Ⅰ)得A P O M ,,,四点共圆,所以OAM OPM ∠=∠.由(Ⅰ)得OP AP ⊥.由圆心O 在PAC ∠的内部,可知90OPM APM ∠+∠=°. 所以90OAM APM ∠+∠=°. 22.B解:以极点为原点,极轴为x 轴正半轴,建立平面直角坐标系,两坐标系中取相同的长度单位.(Ⅰ)cos x ρθ=,sin y ρθ=,由4cos ρθ=得24cos ρρθ=. 所以224x y x +=.即2240x y x +-=为1O 的直角坐标方程. 同理2240x y y ++=为2O 的直角坐标方程.APO MCB5(Ⅱ)由22224040x y x x y y ⎧+-=⎪⎨++=⎪⎩,解得1100x y =⎧⎨=⎩,,2222x y =⎧⎨=-⎩. 即1O ,2O 交于点(00),和(22)-,.过交点的直线的直角坐标方程为y x =-. 22.C解:(Ⅰ)令214y x x =+--,则1521334254x x y x x x x ⎧---⎪⎪⎪=--<<⎨⎪⎪+⎪⎩, ,, ,, .≤≥...............3分作出函数214y x x =+--的图象,它与直线2y =的交点为(72)-,和523⎛⎫ ⎪⎝⎭,.所以2142x x +-->的解集为5(7)3x x ⎛⎫--+ ⎪⎝⎭,,.(Ⅱ)由函数214y x x =+--的图像可知,当12x =-时,214y x x =+--取得最小值92-.12- O 2y =4xy。
2007年全国卷二试卷超详细解析版
14.对一定量的气体,下列说法正确的是()A.在体积缓慢地不断增大的过程中,气体一定对外界做功B.在压强不断增大的过程中,外界对气体一定做功C.在体积不断被压缩的过程中,内能一定增加D.在与外界没有发生热量交换的过程中,内能一定不变答案:A解析:气体体积增大,气体对窗口壁的压力与位移方向相同,做正功,所以A正确。
在气体压强增大过程中,气体的体积可能增大,B错误。
在气体体积减小的过程中,一定有外界对气体做功,但气体可以放热,所以内能不一定增加。
C错误。
与外界没有发生热交换的过程是绝热过程。
在这过程中,压缩气体,可以使气体的内能增加。
D错误。
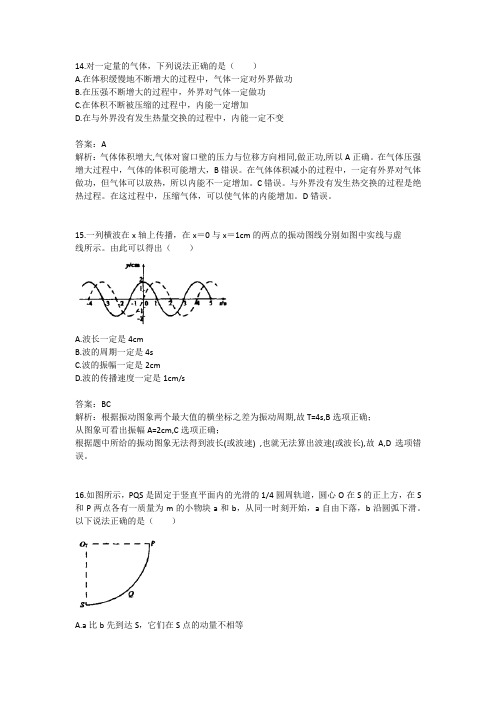
15.一列横波在x轴上传播,在x=0与x=1cm的两点的振动图线分别如图中实线与虚线所示。
由此可以得出()A.波长一定是4cmB.波的周期一定是4sC.波的振幅一定是2cmD.波的传播速度一定是1cm/s答案:BC解析:根据振动图象两个最大值的横坐标之差为振动周期,故T=4s,B选项正确;从图象可看出振幅A=2cm,C选项正确;根据题中所给的振动图象无法得到波长(或波速) ,也就无法算出波速(或波长),故A,D选项错误。
16.如图所示,PQS是固定于竖直平面内的光滑的1/4圆周轨道,圆心O在S的正上方,在S 和P两点各有一质量为m的小物块a和b,从同一时刻开始,a自由下落,b沿圆弧下滑。
以下说法正确的是()A.a比b先到达S,它们在S点的动量不相等B.a 与b 同时到达S ,它们在S 点的动量不相等C.a 比b 先到达S ,它们在S 点的动量相等D.b 比a 先到达S ,它们在S 点的动量不相等答案:A解析:解法一:利用分运动的独立性和分运动与合运动的同时性。
即分运动的运动时间和合运动的运动时间是相同的而分运动互不影响,所以分析a 和b 的竖直运动就可以判断两者谁先到达S :a 竖直方向为自由落体,加速度为g,而b 在竖直方向除了受到重力外,还有圆弧支持力的一个向上的分力,其加速的加速度小于g ,且先做加速度减小的加速再做加速度增大的减速,最大速度将小于a 到S 时的速度 ,故平均速度较小,所以b 将后到S 。
2007年海南高考数学(理科)试题详细解答
2007年普通高等学校招生全国统一考试海南理科数学本试卷分第I 卷(选择题)和第II 卷(非选择题)两部分.第II 卷第22题为选考题,其他题为必考题.考生作答时,将答案答在答题卡上,在本试卷上答题无效.考试结束后,将本试卷和答题卡一并交回. 注意事项: 1.答题前,考生先将自己的姓名、准考证号填写在答题卡上,认真核对条形码上的准考证号、姓名,并将条形码粘贴在指定位置上.2.选择题答案使用2B 铅笔填涂,如需改动,用橡皮擦干净后,再选涂其他答案标号;非选择题答案使用0.5毫米的黑色中性(签字)笔或炭素笔书写,字体工整,笔迹清楚.3.请按照题号在各题的答题区域(黑色线框)内作答,超出答题区域书写的答案无效. 4.保持卡面清洁,不折叠,不破损.5.作选考题时,考生按照题目要求作答,并用2B 铅笔在答题卡上把所选题目对应的标号涂黑. 参考公式:样本数据1x ,2x , ,n x 的标准差锥体体积公式s =13V Sh =其中x 为样本平均数 其中S 为底面面积、h 为高 柱体体积公式 球的表面积、体积公式V Sh =24πS R =,34π3V R =其中S 为底面面积,h 为高其中R 为球的半径第I 卷一、选择题:本大题共12小题,每小题5分,在每小题给出的四个选项中,只有一项是符合题目要求的. 1.已知命题:p x ∀∈R ,sin 1x ≤,则( ) A.:p x ⌝∃∈R ,sin 1x ≥ B.:p x ⌝∀∈R ,sin 1x ≥ C.:p x ⌝∃∈R ,sin 1x >D.:p x ⌝∀∈R ,sin 1x >2.已知平面向量(11)(11)==-,,,a b ,则向量1322-=a b ( ) A.(21)--, B.(21)-,C.(10)-,D.(12)-,3.函数πsin 23y x ⎛⎫=-⎪⎝⎭在区间ππ2⎡⎤-⎢⎥⎣⎦,的简图是( )4.已知{}n a 是等差数列,1010a =,其前10项和1070S =,则其公差d =( ) A.23-B.13-C.13D.235.如果执行右面的程序框图,那么输出的S =( ) A.2450 B.2500C.2550D.26526.已知抛物线22(0)y px p =>的焦点为F ,点111222()()P x y P x y ,,,,333()P x y ,在抛物线上, 且2132x x x =+, 则有( ) A.123FP FP FP +=B.222123FP FP FP +=C.2132FP FP FP =+ D.2213FP FP FP =· 7.已知0x >,0y >,x a b y ,,,成等差数列,x c d y ,,,成等比数列,则2()a b cd+的最小值是( ) A.0 B.1C.2D.48.已知某个几何体的三视图如下,根据图中标出的尺寸(单位:cm ),可得这个几何体的体积是( )xA.B.C.D.正视图侧视图俯视图A.34000cm 3B.38000cm 3C.32000cmD.34000cm9.若cos 2π2sin 4αα=-⎛⎫- ⎪⎝⎭,则cos sin αα+的值为( )A.2-B.12-C.1210.曲线12e x y =在点2(4e ),处的切线与坐标轴所围三角形的面积为( ) A.29e 2B.24eC.22eD.2e123s s s ,,分别表示甲、乙、丙三名运动员这次测试成绩的标准差,则有( )A.312s s s >> B.213s s s >> C.123s s s >>D.231s s s >>12.一个四棱锥和一个三棱锥恰好可以拼接成一个三棱柱,这个四棱锥的底面为正方形,且底面边长与各侧棱长相等,这个三棱锥的底面边长与各侧棱长也都相等.设四棱锥、三棱锥、三棱柱的高分别为1h ,2h ,h ,则12::h h h =( )2:222 第II 卷本卷包括必考题和选考题两部分,第13题-第21题为必考题,每个试题考生都必须做答,第22题为选考题,考生根据要求做答.二、填空题:本大题共4小题,每小题5分.13.已知双曲线的顶点到渐近线的距离为2,焦点到渐近线的距离为6,则该双曲线的离心率为 .14.设函数(1)()()x x a f x x ++=为奇函数,则a = .15.i 是虚数单位,51034ii-+=+ .(用a bi +的形式表示,a b ∈R ,) 16.某校安排5个班到4个工厂进行社会实践,每个班去一个工厂,每个工厂至少安排一个班,不同的安排方法共有种.(用数字作答)三、解答题:解答应写出文字说明,证明过程或演算步骤. 17.(本小题满分12分)如图,测量河对岸的塔高AB 时,可以选与塔底B 在同一水平面内的两个测点C 与D .现测得BCD BDC CD s αβ∠=∠==,,,并在点C 测得塔顶A 的仰角为θ,求塔高AB .18.(本小题满分12分)如图,在三棱锥S ABC -中,侧面SAB 与侧面SAC 均为等边三角形,90BAC ∠=°,O 为BC 中点. (Ⅰ)证明:SO ⊥平面ABC ; (Ⅱ)求二面角A SC B --的余弦值.19.(本小题满分12分)在平面直角坐标系xOy中,经过点(0且斜率为k 的直线l 与椭圆2212x y +=有两个不同的交点P 和Q .(I )求k 的取值范围;(II )设椭圆与x 轴正半轴、y 轴正半轴的交点分别为A B ,,是否存在常数k ,使得向量OP OQ + 与AB共线?如果存在,求k 值;如果不存在,请说明理由.20.(本小题满分12分)如图,面积为S 的正方形ABCD 中有一个不规则的图形M ,可按下面方法估计M 的面积:在正方形ABCD 中随机投掷n 个点,若n 个点中有m 个点落入M 中,则M 的面积的估计值为mS n,假设正方形ABCD 的边长为2,M 的面积为1,并向正DC BA OSBC方形ABCD 中随机投掷10000个点,以X 表示落入M 中的点的数目.(I )求X 的均值EX ;(II )求用以上方法估计M 的面积时,M 的面积的估计值与实际值之差在区间(0.03)-0.03,内的概率. 附表:1000010000()0.250.75ktt t t P k C-==⨯⨯∑21.(本小题满分12分) 设函数2()ln()f x x a x =++(I )若当1x =-时,()f x 取得极值,求a 的值,并讨论()f x 的单调性; (II )若()f x 存在极值,求a 的取值范围,并证明所有极值之和大于eln2. 22.请考生在A B C ,,三题中任选一题作答,如果多做,则按所做的第一题记分.作答时,用2B 铅笔在答题卡上把所选题目对应的标号涂黑.22.A(本小题满分10分)选修4-1:几何证明选讲 的割如图,已知AP 是O 的切线,P 为切点,AC 是O 点线,与O 交于B C ,两点,圆心O 在PAC ∠的内部,M 是BC 的中点. (Ⅰ)证明A P O M ,,,四点共圆; (Ⅱ)求OAM APM ∠+∠的大小.22.B(本小题满分10分)选修4-4:坐标系与参数方程1O 和2O 的极坐标方程分别为4cos 4sin ρθρθ==-,.(Ⅰ)把1O 和2O 的极坐标方程化为直角坐标方程; (Ⅱ)求经过1O ,2O 交点的直线的直角坐标方程.22.C(本小题满分10分)选修45-;不等式选讲 设函数()214f x x x =+--. (I )解不等式()2f x >; (II )求函数()y f x =的最小值.2007年普通高等学校招生全国统一考试A理科数学试题参考答案(宁夏)一、选择题 1.C 2.D 3.A 4.D5.C6.C7.D8.B9.C10.D 11.B12.B二、填空题 13.314.1-15.12i +16.240三、解答题17.解:在BCD △中,πCBD αβ∠=--. 由正弦定理得sin sin BC CDBDC CBD=∠∠. 所以sin sin sin sin()CD BDC s BC CBD βαβ∠==∠+·. 在ABC Rt △中,tan sin tan sin()s AB BC ACB θβαβ=∠=+·.18.证明:(Ⅰ)由题设AB AC SB SC ====SA ,连结OA ,ABC△为等腰直角三角形,所以2OA OB OC SA ===,且A O B C ⊥,又SBC △为等腰三角形,故SO BC ⊥,且SO SA =,从而222OA SO SA +-.所以SOA △为直角三角形,SO AO ⊥. 又AO BO O = . 所以SO ⊥平面ABC . (Ⅱ)解法一:取SC 中点M ,连结AM OM ,,由(Ⅰ)知SO OC SA AC ==,,得OM SC AM SC ⊥⊥,.OMA ∠∴为二面角A SC B --的平面角.由AO BC AO SOSO BC O ⊥⊥= ,,得AO ⊥平面SBC . 所以AO OM ⊥,又2AM SA =,故sin 3AOAMO AM ∠===. 所以二面角A SC B --. 解法二:OSBCM以O 为坐标原点,射线OB OA ,分别为x 轴、y 轴的正半轴,建立如图的空间直角坐标系O xyz -. 设(100)B ,,,则(100)(010)(001)C A S -,,,,,,,,.SC 的中点11022M ⎛⎫- ⎪⎝⎭,,,111101(101)2222MO MA SC ⎛⎫⎛⎫=-=-=-- ⎪ ⎪⎝⎭⎝⎭,,,,,,,,. 00MO SC MA SC ==,∴··.故,MO SC MA SC MO MA ⊥⊥>,,<等于二面角A SCB --的平面角.cos MO MA MO MA MO MA <>==,·· 所以二面角A SC B --.19.解:(Ⅰ)由已知条件,直线l的方程为y kx =代入椭圆方程得22(12x kx +=.整理得221102k x ⎛⎫+++=⎪⎝⎭① 直线l 与椭圆有两个不同的交点P 和Q 等价于2221844202k k k ⎛⎫∆=-+=->⎪⎝⎭,解得k <或k >k的取值范围为22⎛⎛⎫--+ ⎪ ⎪⎝⎭⎝⎭,,∞∞.(Ⅱ)设1122()()P x y Q x y ,,,,则1212()OP OQ x x y y +=++,,由方程①,12212x x k +=-+. ②又1212()y y k x x +=++ ③而(01)(A B AB =,,. 所以OP OQ + 与AB共线等价于1212)x x y y +=+,将②③代入上式,解得2k =.由(Ⅰ)知2k <-或2k >,故没有符合题意的常数k . 20.解:每个点落入M 中的概率均为14p =. 依题意知1~100004X B ⎛⎫ ⎪⎝⎭,. (Ⅰ)11000025004EX =⨯=. (Ⅱ)依题意所求概率为0.03410.0310000X P ⎛⎫-<⨯-< ⎪⎝⎭,0.03410.03(24252575)10000X P P X ⎛⎫-<⨯-<=<< ⎪⎝⎭2574100001000024260.250.75tt t t C-==⨯⨯∑2574242510000100001100001000024260.250.750.250.75tt ttt t t CC --===⨯⨯-⨯⨯∑∑0.95700.04230.9147=-=.21.解: (Ⅰ)1()2f x x x a'=++, 依题意有(1)0f '-=,故32a =. 从而2231(21)(1)()3322x x x x f x x x ++++'==++. ()f x 的定义域为32⎛⎫-+ ⎪⎝⎭,∞,当312x -<<-时,()0f x '>;当112x -<<-时,()0f x '<; 当12x >-时,()0f x '>. 从而,()f x 分别在区间31122⎛⎫⎛⎫---+ ⎪ ⎪⎝⎭⎝⎭,,,∞单调增加,在区间112⎛⎫-- ⎪⎝⎭,单调减少. (Ⅱ)()f x 的定义域为()a -+,∞,2221()x ax f x x a++'=+. 方程22210x ax ++=的判别式248a ∆=-.(ⅰ)若0∆<,即a <<()f x 的定义域内()0f x '>,故()f x 的极值.(ⅱ)若0∆=,则a 或a =若a =,()x ∈+∞,()f x '=当2x =-时,()0f x '=,当22x ⎛⎛⎫∈--+ ⎪ ⎪⎝⎭⎝⎭,∞时,()0f x '>,所以()f x 无极值.若a =)x ∈+∞,2()0f x '=>,()f x 也无极值.(ⅲ)若0∆>,即a >或a <,则22210x ax ++=有两个不同的实根12a x --=,2x =当a <12x a x a <-<-,,从而()f x '有()f x 的定义域内没有零点,故()f x 无极值.当a >时,1x a >-,2x a >-,()f x '在()f x 的定义域内有两个不同的零点,由根值判别方法知()f x 在12x x x x ==,取得极值.综上,()f x 存在极值时,a 的取值范围为)+∞. ()f x 的极值之和为2221211221()()ln()ln()ln 11ln 2ln 22e f x f x x a x x a x a +=+++++=+->-=.22.A(Ⅰ)证明:连结OP OM ,.因为AP 与O 相切于点P ,所以OP AP ⊥. 因为M 是O 的弦BC 的中点,所以OM BC ⊥. 于是180OPA OMA ∠+∠=°.由圆心O 在PAC ∠的内部,可知四边形APOM 的对角互补,所以A P O M ,,,四点共圆.(Ⅱ)解:由(Ⅰ)得A P O M ,,,四点共圆,所以OAM OPM ∠=∠. 由(Ⅰ)得OP AP ⊥.由圆心O 在PAC ∠的内部,可知90OPM APM ∠+∠=°. 所以90OAM APM ∠+∠=°. 22.B解:以极点为原点,极轴为x 轴正半轴,建立平面直角坐标系,两坐标系中取相同的长度单位. (Ⅰ)cos x ρθ=,sin y ρθ=,由4cos ρθ=得24cos ρρθ=. 所以224x y x +=.即2240x y x +-=为1O 的直角坐标方程. 同理2240x y y ++=为2O 的直角坐标方程.(Ⅱ)由22224040x y x x y y ⎧+-=⎪⎨++=⎪⎩,解得1100x y =⎧⎨=⎩,,2222x y =⎧⎨=-⎩. 即1O ,2O 交于点(00),和(22)-,.过交点的直线的直角坐标方程为y x =-. 22.C解:(Ⅰ)令214y x x =+--,则1521334254x x y x x x x ⎧---⎪⎪⎪=--<<⎨⎪⎪+⎪⎩, ,, ,, .≤≥...............3分作出函数214y x x =+--的图象,它与直线2y =的交点为(72)-,和523⎛⎫ ⎪⎝⎭,. 所以2142x x +-->的解集为5(7)3x x ⎛⎫--+ ⎪⎝⎭,,. A(Ⅱ)由函数214y x x =+--的图像可知,当12x =-时,214y x x =+--取得最小值92-.。
07年全国数学高考题答案(精选)

2007年全国卷Ⅰ1.设锐角三角形ABC 的内角A B C ,,的对边分别为a b c ,,,2sin a b A =. (Ⅰ)求B 的大小;(Ⅱ)求cos sin A C +的取值范围.解:(Ⅰ)由2s i n a b A =,根据正弦定理得sin 2sin sin A B A =,所以1sin 2B =,由ABC △为锐角三角形得π6B =.(Ⅱ)cos sin cos sin cos sin 6A C A A A A ππ⎛⎫⎛⎫+=+π--=++ ⎪ ⎪6⎝⎭⎝⎭1cos cos 2A A A =++3A π⎛⎫=+ ⎪⎝⎭.由ABC △为锐角三角形知,22A B ππ->-,2263B ππππ-=-=.2336A πππ<+<,所以1sin 232A π⎛⎫+< ⎪⎝⎭.由此有232A π⎛⎫<+< ⎪⎝⎭cos sin A C+的取值范围为32⎫⎪⎪⎝⎭,. 2.某商场经销某商品,根据以往资料统计,顾客采用的付款期数ξ的分布列为商场经销一件该商品,采用1期付款,其利润为200元;分2期或3期付款,其利润为250元;分4期或5期付款,其利润为300元.η表示经销一件该商品的利润.(Ⅰ)求事件A :“购买该商品的3位顾客中,至少有1位采用1期付款”的概率()P A ; (Ⅱ)求η的分布列及期望E η.解:(Ⅰ)由A 表示事件“购买该商品的3位顾客中至少有1位采用1期付款”.知A 表示事件“购买该商品的3位顾客中无人采用1期付款”2()(10.4)0.216P A =-=,()1()10.2160.784P A P A =-=-=.(Ⅱ)η的可能取值为200元,250元,300元.(200)(1)0.4P P ηξ====,(250)(2)(3)0.20.20.4P P P ηξξ===+==+=, (300)1(200)(250)10.40.40.2P P P ηηη==-=-==--=.η的分布列为2000.42500.43000.2E η=⨯+⨯+⨯240=(元). 3.四棱锥S ABCD -中,底面ABCD 为平行四边形,侧面SBC ⊥底面ABCD .已知45ABC =∠,2AB =,BC =SA SB ==(Ⅰ)证明SA BC ⊥;(Ⅱ)求直线SD 与平面SAB 所成角的大小. 解:解法一:(Ⅰ)作SO BC ⊥,垂足为O ,连结AO , 由侧面SBC ⊥底面ABCD ,得SO ⊥底面ABCD .因为SA SB =,所以AO BO =,又45ABC =∠,故AOB △为等腰直角三角形,AO BO ⊥,由三垂线定理,得SA BC ⊥.(Ⅱ)由(Ⅰ)知SA BC ⊥,依题设AD BC∥, 故SA AD ⊥,由AD BC ==SA =AO =SAB △的面积211122S AB SA ⎛=-= ⎝连结DB ,得DAB △的面积21sin13522S AB AD == 设D 到平面SAB 的距离为h ,由于D SAB S ABD V V --=,得121133h S SO S =,解得h =设SD 与平面SAB 所成角为α,则s i nh SD α===所以,直线SD 与平面SBC 所成的我为arcsin11. 解法二:(Ⅰ)作SO BC ⊥,垂足为O ,连结AO ,由侧面SBC ⊥底面ABCD ,得SO ⊥平面ABCD .因为SA SB =,所以AO BO =.又45ABC =∠,AOB △如图,以O 为坐标原点,OA 为x 轴正向,建立直角坐标系0)A ,,(0B ,(0C -,,(001)S ,,,(2SA =,(0CB =,0SA CB =,所以SA BC ⊥.DBCASy(Ⅱ)取AB 中点E,022E ⎛⎫⎪ ⎪⎝⎭,,连结SE ,取SE 中点G ,连结OG,12G ⎫⎪⎪⎝⎭,.1442OG ⎛⎫= ⎪ ⎪⎝⎭,,,122SE ⎛⎫= ⎪ ⎪⎝⎭,,(AB =. 0SE OG =,0AB OG =,OG 与平面SAB 内两条相交直线SE ,AB 垂直.所以OG ⊥平面SAB ,OG 与DS 的夹角记为α,SD 与平面SAB 所成的角记为β,则α与β互余.D,(DS =.22cos 11OG DS OG DSα==,所以,直线SD 与平面SAB 所成的角为.2007年全国卷Ⅱ1.在ABC △中,已知内角A π=3,边BC =B x =,周长为y . (1)求函数()y f x =的解析式和定义域; (2)求y 的最大值.解:(1)ABC △的内角和A B C ++=π,由00A B C π=>>3,,得20B π<<3.应用正弦定理,知sin 4sin sin sin BC AC B x x A ===3,2sin 4sin sin BC AB C x A π⎛⎫==- ⎪3⎝⎭. 因为y AB BCAC =++,所以224sin 4sin 03y x x x ππ⎛⎫⎫=+-+<< ⎪⎪3⎝⎭⎭,(2)因为14sin cos sin 2y x x x ⎛⎫=+++⎪ ⎪2⎝⎭5x x ππππ⎛⎫⎫=++<+< ⎪⎪6666⎝⎭⎭,所以,当x ππ+=62,即x π=3时,y 取得最大值2.从某批产品中,有放回地抽取产品二次,每次随机抽取1件,假设事件A :“取出的2件产品中至多有1件是二等品”的概率()0.96P A =. (1)求从该批产品中任取1件是二等品的概率p ;(2)若该批产品共100件,从中任意抽取2件,ξ表示取出的2件产品中二等品的件数,求ξ的分布列.解:(1)记0A 表示事件“取出的2件产品中无二等品”,1A 表示事件“取出的2件产品中恰有1件二等品”.则01A A ,互斥,且01A A A =+,故01()()P A P A A =+212012()()(1)C (1)1P A P A p p p p =+=-+-=-于是20.961p =-.解得120.20.2p p ==-,(舍去). (2)ξ的可能取值为012,,.若该批产品共100件,由(1)知其二等品有1000.220⨯=件,故2802100C 316(0)C 495P ξ===.1180202100C C 160(1)C 495P ξ===.2202100C 19(2)C 495P ξ===. 所以ξ的分布列为3.如图,在四棱锥中,底面为正方形,侧棱SD ⊥底面ABCD E F ,,分别为AB SC ,的中点.(1)证明EF ∥平面SAD ;(2)设2SD DC =,求二面角A EF D --的大小. 解:解法一:(1)作FG DC ∥交SD 于点G ,则G 为SD 的中点.连结12AG FG CD ∥,,又CD AB ∥,故FG AE AEFG ∥,为平行四边形. EF AG ∥,又AG ⊂平面SAD EF ⊄,平面SAD .所以EF ∥平面SAD . (2)不妨设2DC =,则42SD DG ADG ==,,△为等腰直角三角形. 取AG 中点H ,连结DH ,则DHAG ⊥.又AB ⊥平面SAD ,所以AB DH ⊥,而AB AG A =,所以DH ⊥面AEF . 取EF 中点M ,连结MH ,则HM EF ⊥.连结DM ,则DM EF ⊥.故DMH ∠为二面角A EF D --的平面角tan 1DH DMH HM ∠===所以二面AE BCFSD角的大小为.解法二:(1)如图,建立空间直角坐标系D xyz -.设(00)(00)A a S b ,,,,,,则(0)(00)B a a C a ,,,,,,00222a a b E a F ⎛⎫⎛⎫ ⎪ ⎪⎝⎭⎝⎭,,,,,,02b EF a ⎛⎫=- ⎪⎝⎭,,.取SD 的中点002b G ⎛⎫ ⎪⎝⎭,,,则02b AG a ⎛⎫=- ⎪⎝⎭,,. EF AG EF AG AG =⊂,∥,平面SAD EF ⊄,平面SAD ,所以EF ∥平面SAD .(2)不妨设(100)A ,,,则11(110)(010)(002)100122B C S E F ⎛⎫⎛⎫ ⎪ ⎪⎝⎭⎝⎭,,,,,,,,,,,,,,.EF 中点111111(101)0222222M MD EF MD EF MD EF ⎛⎫⎛⎫=---=-= ⎪ ⎪⎝⎭⎝⎭,,,,,,,,,,⊥ 又1002EA ⎛⎫=- ⎪⎝⎭,,,0EA EF EA EF =,⊥,所以向量MD 和EA 的夹角等于二面角A EF D --的平面角.3cos 3MD EA MD EA MD EA<>==,.所以二面角A EF D --的大小为arccos 3.2007年北京1.如图,在Rt AOB △中,π6OAB ∠=,斜边4AB =.Rt AOC △可以通过Rt AOB △以直线AO 为轴旋转得到,且二面角B AO C --是直二面角.动点D 的斜边AB 上。
2007年普通高等学校招生全国统一考试数学卷(湖北.文)含答案

2007年普通高等学校招生全国统一考试(湖北卷)数 学(文史类)本试卷共4页,满分150分,考试时间120分钟.★祝考试顺利★注意事项:1.答卷前,考生务必将自己的姓名、准考证号填写在试题卷和答题卡上,并将准考证号条形码粘贴在答题卡上指定位置.2.选择题每小题选出答案后,用2B 铅笔将答题卡上对应题目的答案标号涂黑,如需改动,用橡皮擦干净后,再选涂其它答案标号.答在试题卷上无效. 3.将填空题和解答题用0.5毫米的黑色墨水签字笔或黑色墨水钢笔直接答在答题卡上每题对应的答题区域内.答在试题卷上无效.4.考试结束,请将本试题卷和答题卡一并上交.一、选择题:本大题共10小题,每小题5分,共50分.在每小题给出的四个选项中,只有一项是符合题目要求的.1.tan690°的值为( )A.D.2.如果{}|9U x x =是小于的正整数,{}1234A =,,,,{}3456B =,,,,那么U UAB =( )A.{}12,B.{}34,C.{}56,D.{}78,3.如果2323nx x ⎛⎫- ⎪⎝⎭的展开式中含有非零常数项,则正整数n 的最小值为( )A.10B.6 C.5 D.3 4.函数21(0)21x x y x +=<-的反函数是( )A.21log (1)1x y x x +=<-- B.21log (1)1x y x x +=>-C.21log (1)1x y x x -=<-+ D.21log (1)1x y x x -=>+5.在棱长为1的正方体1111ABCD A B C D -中,E F ,分别为棱11AA BB ,的中点,G 为棱11A B 上的一点,且1(01)A G λλ=≤≤.则点G 到平面1D EF 的距离为( )1D1C本的频率分布直方图如右图所示.根据此图,估计该校2000名高中男生中体重大于70.5公斤的人数为( ) A .300 B .360 C .420 D .4507.将5本不同的书全发给4名同学,每名同学至少有一本书的概率是( ) A .1564B .15128C .24125D .481258.由直线1y x =+上的一点向圆22(3)1x y -+=引切线,则切线长的最小值为( ) A .1B.CD .39.设(43)=,a ,a 在b,b 在x 轴上的投影为2,且||14≤b ,则b 为( ) A .(214),B .227⎛⎫- ⎪⎝⎭,C .227⎛⎫- ⎪⎝⎭,D .(28),10.已知p 是r 的充分条件而不是必要条件,q 是r 的充分条件,s 是r 的必要条件,q 是s 的必要条件,现有下列命题: ①s 是q 的充要条件;②p 是q 的充分条件而不是必要条件; ③r 是q 的必要条件而不是充分条件; ④p ⌝是s ⌝的必要条件而不是充分条件;⑤r 是s 的充分条件而不是必要条件.则正确命题的序号是( ) A .①④⑤ B .①②④ C .②③⑤ D .②④⑤二、填空题:本大题共5小题,每小题5分,共25分.把答案填在答题卡相应位置上.11.设变量x y ,满足约束条件300x y x y -+⎧⎪+⎨≥,≥,则目标函数2x y +的最小值为 .54.5 56.5 58.5 60.5 62.5 64.5 66.5 68.5 70.5 72.5 74.5 76.5kg )12.过双曲线22143x y -=左焦点1F 的直线交曲线的左支于M N ,两点,2F 为其右焦点,则22MF NF MN +-的值为______.13.已知函数()y f x =的图象在点(1(1))M f ,处的切线方程是122y x =+,则(1)(1)f f '+=____.14.某篮球运动员在三分线投球的命中率是12,他投球10次,恰好投进3个球的概率为 .(用数值作答)15.为了预防流感,某学校对教室用药熏消毒法进行消毒.已知药物释放过程中,室内每立方米空气中的含药量y (毫克)与时间t (小时)成正比;药物释放完毕后,y 与t 的函数关系式为116t ay -⎛⎫= ⎪⎝⎭(a 为常数),如图所示,根据图中提供的信息,回答下列问题:(I )从药物释放开始,每立方米空气中的含药量y (毫克)与时间t (小时)之间的函数关系式为.(II )据测定,当空气中每立方米的含药量降低到0.25毫克以下时,学生方可进教室,那么从药物释放开始,至少需要经过 小时后,学生才能回到教室.三、解答题:本大题共6小题,共75分,解答应写出文字说明,证明过程或演算步骤. 16.(本小题满分12分)已知函数2π()2sin 24f x x x ⎛⎫=+⎪⎝⎭,ππ42x ⎡⎤∈⎢⎥⎣⎦,. (I )求()f x 的最大值和最小值;(II )若不等式()2f x m -<在ππ42x ⎡⎤∈⎢⎥⎣⎦,上恒成立,求实数m 的取值范围.如图,在三棱锥V ABC -中,VC ABC ⊥底面,AC BC ⊥,D 是AB 的中点,且AC BC a ==,π02VDC θθ⎛⎫=<< ⎪⎝⎭∠.(I )求证:平面VAB ⊥平面VCD ;(II )试确定角θ的值,使得直线BC 与平面VAB 所成的角为π6.18.(本小题满分12分)某商品每件成本9元,售价为30元,每星期卖出432件,如果降低价格,销售量可以增加,且每星期多卖出的商品件数与商品单价的降低值x (单位:元,030x ≤≤)的平方成正比,已知商品单价降低2元时,一星期多卖出24件.(I )将一个星期的商品销售利润表示成x 的函数; (II )如何定价才能使一个星期的商品销售利润最大? 19.(本小题满分12分)设二次函数2()f x x ax a =++,方程()0f x x -=的两根1x 和2x 满足1201x x <<<.(I )求实数a 的取值范围; (II )试比较(0)(1)(0)f f f -与116的大小.并说明理由. 20.(本小题满分13分)已知数列{}n a 和{}n b 满足:11a =,22a =,0n a >,n b =*n ∈N ),且{}n b 是以q 为公比的等比数列.(I )证明:22n n a a q +=;(II )若2122n n n c a a -=+,证明数列{}n c 是等比数列; (III )求和:1234212111111n na a a a a a -++++++.在平面直角坐标系xOy 中,过定点(0)C p ,作直线与抛物线22x py =(0p >)相交于A B ,两点. (I )若点N 是点C 关于坐标原点O 的对称点,求ANB △面积的最小值;(II )是否存在垂直于y 轴的直线l ,使得l 被以AC 为直径的圆截得的弦长恒为定值?若存在,求出l 的方程;若不存在,说明理由.(此题不要求在答题卡上画图)2007年普通高等学校招生全国统一考试(湖北卷)数学(文史类)试题参考答案一、选择题:本题考查基础知识和基本运算.每小题5分,满分50分. 1.A 2.D 3.C 4.A 5.D 6.B 7.A 8.C 9.B 10.B二、填空题:本题考查基础知识和基本运算.每小题5分,满分25分. 11.32-12.8 13.314.1512815.110110010111610t t t y t -⎧⎛⎫ ⎪⎪⎝⎭⎪=⎨⎪⎛⎫⎛⎫> ⎪⎪⎪⎝⎭⎝⎭⎩,,,≤≤;0.6 三、解答题:本大题共6小题,共75分.16.本小题主要考查三角函数和不等式的基本知识,以及运用三角公式、三角函数的图象和性质解题的能力.解:(Ⅰ)π()1cos 221sin 222f x x x x x ⎡⎤⎛⎫=-+=+⎪⎢⎥⎝⎭⎣⎦∵ π12sin 23x ⎛⎫=+- ⎪⎝⎭.x又ππ42x ⎡⎤∈⎢⎥⎣⎦,∵,ππ2π2633x -∴≤≤,即π212sin 233x ⎛⎫+- ⎪⎝⎭≤≤,max min ()3()2f x f x ==,∴.(Ⅱ)()2()2()2f x m f x m f x -<⇔-<<+∵,ππ42x ⎡⎤∈⎢⎥⎣⎦,, max ()2m f x >-∴且min ()2m f x <+,14m <<∴,即m 的取值范围是(14),. 17.本小题主要考查线面关系、直线与平面所成角的有关知识,考查空间想象能力和推理运算能力以及应用向量知识解决数学问题的能力. 解法1:(Ⅰ)AC BC a ==∵,ACB ∴△是等腰三角形,又D 是AB 的中点, CD AB ⊥∴,又VC ⊥底面ABC .VC AB ⊥∴.于是AB ⊥平面VCD . 又AB ⊂平面VAB ,∴平面VAB ⊥平面VCD .(Ⅱ) 过点C 在平面VCD 内作CH VD ⊥于H ,则由(Ⅰ)知CD ⊥平面VAB . 连接BH ,于是CBH ∠就是直线BC 与平面VAB 所成的角. 依题意π6CBH ∠=,所以在CHD Rt △中,sin 2CH a θ=; 在BHC Rt △中,πsin62a CH a ==,sin 2θ=∴. π02θ<<∵,π4θ=∴. 故当π4θ=时,直线BC 与平面VAB 所成的角为π6. 解法2:(Ⅰ)以CACB CV ,,所在的直线分别为x 轴、y 轴、z 轴,建立如图所示的空间直角坐标系,则(000)(00)(00)000tan 222a a C A a B a D V a θ⎛⎫⎛⎫ ⎪ ⎪ ⎪⎝⎭⎝⎭,,,,,,,,,,,,,,,于是,tan 222a aVD a θ⎛⎫=- ⎪ ⎪⎝⎭,,,022a a CD ⎛⎫= ⎪⎝⎭,,,(0)AB a a =-,,. 从而2211(0)000a aABCD a a a a ⎛⎫=-=-++= ⎪,,,,··,即AB CD ⊥.同理2211(0)tan 002222a a AB VD a a a a θ⎛⎫=-=-++= ⎪ ⎪⎝⎭,,,,··, 即AB VD ⊥.又CD VD D =,AB ⊥∴平面VCD . 又AB ⊂平面VAB .∴平面VAB ⊥平面VCD .(Ⅱ)设平面VAB 的一个法向量为()x y z =,,n ,则由00AB VD ==,··nn .得0tan 0222ax ay a a x y az θ-+=⎧⎪⎨+-=⎪⎩,.可取(11)θ=n ,又(00)BC a =-,,,于是πsin 62BC BC a θ===n n ···即sin 2θ=π02θ<<∵,π4θ∴=. 故交π4θ=时,直线BC 与平面VAB 所成的角为π6. 解法3:(Ⅰ)以点D 为原点,以DC DB ,所在的直线分别为x 轴、y 轴,建立如图所示的空间直角坐标系,则(000)000000D A B C ⎛⎫⎛⎫⎛⎫ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪⎝⎭⎝⎭⎝⎭,,,,,,,,,,,0tan 22V a a θ⎛⎫- ⎪ ⎪⎝⎭,,,于是0tan 22DV a a θ⎛⎫=- ⎪ ⎪⎝⎭,,,002DC a ⎛⎫=- ⎪ ⎪⎝⎭,,,(00)AB =,,.从而(00)AB DC =,,·0002a ⎛⎫-= ⎪ ⎪⎝⎭,,·,即AB DC ⊥.同理(00)0tan 0ABDV θ⎛⎫== ⎪ ⎪⎝⎭,,,·,即AB DV ⊥.又DCDV D =,AB ⊥∴平面VCD .又AB ⊂平面VAB ,∴平面VAB ⊥平面VCD .(Ⅱ)设平面VAB 的一个法向量为()x y z =,,n ,则由00AB DV ==,··n n,得0tan 0θ=⎨+=⎪⎩,. 可取(tan 01)n θ=,,,又022BC a ⎛⎫=-- ⎪ ⎪⎝⎭,,,于是tan π2sin 62BC BC a θθ===n n ···, 即πππsin 0224θθθ=<<,,∵∴=. 故交π4θ=时, 即直线BC 与平面VAB 所成角为π6. 18.本小题主要考查根据实际问题建立数学模型,以及运用函数、导数的知识解决实际问题的能力. 解:(Ⅰ)设商品降价x 元,则多卖的商品数为2kx ,若记商品在一个星期的获利为()f x , 则依题意有22()(309)(432)(21)(432)f x x kx x kx =--+=-+,又由已知条件,2242k=·,于是有6k =, 所以32()61264329072[030]f x x x x x =-+-+∈,,. (Ⅱ)根据(Ⅰ),我们有2()1825243218(2)(12)f x x x x x '=-+-=---.故12x =时,()f x 达到极大值.因为(0)9072f =,(12)11264f =,所以定价为301218-=元能使一个星期的商品销售利润最大.19.本小题主要考查二次函数、二次方程的基本性质及二次不等式的解法,考查推理和运算能力. 解法1:(Ⅰ)令2()()(1)g x f x x x a x a =-=+-+,A则由题意可得01012(1)0(0)0a g g ∆>⎧⎪-⎪<<⎪⎨⎪>⎪>⎪⎩,,,,01133a a a a ⎧>⎪⇔-<<⎨⎪<->+⎩,,03a ⇔<<- 故所求实数a的取值范围是(03-,. (II )2(0)(1)(0)(0)(1)2f f f g g a -==,令2()2h a a =.当a >时,()h a 单调增加,∴当03a <<-时,20()(32(32(17h a h <<-=-=-121617122=<+,即1(0)(1)(0)16f f f -<.解法2:(I )同解法1. (II )2(0)(1)(0)(0)(1)2f f f g ga -==,由(I )知03a <<-,1170-<<∴.又10+>,于是221112(321)1)0161616a a -=-=-+<, 即212016a -<,故1(0)(1)(0)16f f f -<. 解法3:(I )方程()0f x x -=⇔2(1)0x a x a +-+=,由韦达定理得121x x a +=-,12x x a =,于是121212121200010(1)(1)0(1)(1)0x x x x x x x x x x ∆>⎧⎪+>⎪⎪<<<⇔>⎨⎪-+->⎪⎪-->⎩,,,,0133a a a a ⎧>⎪⇔<⎨⎪<->+⎩,,03a ⇔<<- 故所求实数a 的取值范围是(03-,. (II )依题意可设12()()()g x x x x x =--,则由1201x x <<<,得2211221112216x x x x +-+-⎛⎫⎛⎫<= ⎪ ⎪⎝⎭⎝⎭,故1(0)(1)(0)16f f f -<. 20.本小题主要考查等比数列的定义,通项公式和求和公式等基本知识及基本的运算技能,考查分析问题能力和推理能力. 解法1:(I )证:由1n n b q b +=n q ==,∴ 22()n n a a q n +=∈N*. (II )证:22n n a q q -=,22221231n n n a a q a q ---∴===,222222n n n a a q a q --===,22222222212121222(2)5n n n n n n n c a a a q a q a a q q -----∴=+=+=+=.{}n c ∴是首项为5,以2q 为公比的等比数列.(III )由(II )得2221111n n q a a --=,222211nn q a a-=,于是 1221321242111111111n n n a a a a a a a a a -⎛⎫⎛⎫+++=+++++++⎪ ⎪⎝⎭⎝⎭24222422121111111111n n a q qq a q qq --⎛⎫⎛⎫=+++++++++⎪ ⎪⎝⎭⎝⎭2122311112n q qq -⎛⎫=++++⎪⎝⎭. 当1q =时,2422122111311112n n a a a q qq -⎛⎫+++=++++ ⎪⎝⎭32n =. 当1q ≠时,2422122111311112n n a a a q qq -⎛⎫+++=++++⎪⎝⎭223121n q q --⎛⎫-= ⎪-⎝⎭2222312(1)n n q q q -⎡⎤-=⎢⎥-⎣⎦. 故21222223121111 1.nn n n q q a a a q -⎧=⎪⎪+++=⎨⎡⎤3-⎪≠, ,,解法2:(I )同解法1(I ). (II )证:222*1212221221221222()22n n n n nn n n n nc a a q a q a q n c a a a a +++---++===∈++N ,又11225c a a =+=, {}n c ∴是首项为5,以2q 为公比的等比数列.(III )由(II )的类似方法得222221212()3n n n n a a a a qq ---+=+=, 34212121221234212111n nn n na a a a a a a a a a a a a a a --++++++=+++,2222212442123322k k k k k k k a a q qa a q --+---+==,12k n =,,,. 2221221113(1)2n k q q a a a --+∴+++=+++.下同解法1.21.本小题主要考查直线、圆和抛物线等平面解析几何的基础知识,考查综合运用数学知识进行推理运算的能力和解决问题的能力.解法1:(Ⅰ)依题意,点N 的坐标为(0)N p -,,可设1122()()A x y B x y ,,,,直线AB 的方程为y kx p =+,与22x py =联立得22x py y kx p ⎧=⎨=+⎩,.消去y 得22220x pkx p --=.由韦达定理得122x x pk +=,2122x x p =-.于是12122AMN BCN ACN S SS p x x =+=-△△△·.12p x x =-=2p==,∴当0k =,2min ()ABN S =△.(Ⅱ)假设满足条件的直线l 存在,其方程为y a =,设AC 的中点为O ',l 与AC 为直径的圆相交于点P ,Q PQ ,的中点为H , 则O H PQ '⊥,Q '点的坐标为1122x y p +⎛⎫⎪⎝⎭,.12O P AC '===∵,111222y p O H a a y p +'=-=--, 222PH O P O H ''=-∴2221111()(2)44y p a y p =+---1()2p a y a p a ⎛⎫=-+- ⎪⎝⎭,22(2)PQ PH =∴14()2p a y a p a ⎡⎤⎛⎫=-+- ⎪⎢⎥⎝⎭⎣⎦.令02p a -=,得2p a =,此时PQ p =为定值,故满足条件的直线l 存在,其方程为2py =, 即抛物线的通径所在的直线. 解法2:(Ⅰ)前同解法1,再由弦长公式得12AB x =-==2=又由点到直线的距离公式得d =从而112222ABN S dAB p ===△···∴当0k =时,2max ()ABN S =△.(Ⅱ)假设满足条件的直线l 存在,其方程为y a =,则以AC 为直径的圆的方程为11(0)()()()0x x x y p y y -----=,将直线方程y a =代入得211()()0x x x a p a y -+--=,则21114()()4()2p x a p a y a y a p a ⎡⎤⎛⎫=---=-+- ⎪⎢⎥⎝⎭⎣⎦△. 设直线l 与以AC 为直径的圆的交点为3344()()P x y Q x y ,,,,则有34PQ x x =-==.令02p a -=,得2p a =,此时PQ p =为定值,故满足条件的直线l 存在,其方程为2py =, 即抛物线的通径所在的直线.。
2007年全国高考语文试卷及答案(全国)
2007年普通高等学校招生全国统一考试语文本试卷分第Ⅰ卷(选择题)和第Ⅱ卷1至4页,第Ⅱ卷5至8页。
考试结束后,将本试卷和答题卡一并交回。
第Ⅰ卷注意事项:1.答题前,考生在答题卡上务必用直径0。
5毫米黑色墨水签字笔将自己的姓名、准考证号填写清楚,并贴好条形码。
请认真核准条形码上的准考证号、姓名和科目。
2.每小题选出答案后,用2B铅笔把答题卡上对应题目的答案标号涂黑,如需改动,用橡皮擦干净后,再选涂其他答案标号,在试题卷上作答无效。
3.本卷共10小题,每小题3分,共30分。
在每小题给出的四个选项中,只有一项符合题目要求。
一、(12分,每小题3分)1。
下列各组词中,没有错别字的一组是A。
淤积绿菌场娇健独占鳌头B.联结抠字眼引申拾人牙惠C.融资殊不知传诵委曲求全D.繁衍冠名权坚韧磬竹难书2。
下列各句中,加点的成语使用不恰当的一句是A.这些战士虽然远离家乡,远离繁华,每天过着艰苦单调的生活,但是他们一个个甘之若饴....,毫无怨言。
B.近年来,新闻学专业越来越热,许多学生也跟着蠢蠢欲动....,纷纷选学这一专业,希望将来能做一名新闻工作者.C.故乡变化真大,高楼拔地起,小路变通街,不毛的小山被夷为平地,建成了现代化的开发区,真是沧海桑田....啊!D。
我国的智力残疾人已有1000万,其中相当一部分是因缺碘造成的,所以坚持食用含碘盐并不是一件无足轻重....的小事。
3。
下列各句中,没有语病的一句是A.人与人之间总会有不同的邂近和相逢,正是不同的人的生活轨迹不停地相交,才编织成这大千世界纷繁的生活.B.近年来,我国专利申请一年比一年多,专利申请的持续快速增长,表明国内研究开发水平和社会公众专利意识在不断提高。
C.这里,昔日开阔的湖面大部分已被填平,变成了宅基地,剩下的小部分也在以10%的速度每年缩减着,令人痛心。
D。
由20多个国家的生物学家参与的“生命百科全书”研究项目,计划将世界上180万种已知物种的所有信息编纂成册。
2007年北京高考物理试题及答案解析

2007年高考北京理综物理试题全解全析13、光导纤维的结构如图,其内芯和外套材料不同,光在内芯中传播。
以下关于光导纤维的说法正确的是 A . 内芯的折射率比外套的大,光传播时在内芯与外套的界面上发生全反射 B . 内芯的折射率比外套的小,光传播时在内芯与外套的界面上发生全反射 C . 内芯的折射率比外套的小,光传播时在内芯与外套的界面上发生折射 D . 内芯的折射率与外套的相同,外套的材料有韧性,可以起保护作用 【标准答案】A14、下列说法正确的是A . 太阳辐射的能量主要来自太阳内部的核裂变反应B . 汤姆生发现电子,表明原子具有核式结构C . 一束光照射到某种金属上不能发生光电效应,是因为该束光的波长太短D . 按照玻尔理论,氢原子核外电子从半径较小的轨道跃迁到半径较大的轨道时,电子的动能减小,原子总能量增大 【标准答案】D15、不久前欧洲天文学家在太阳系之外发现了一颗可能适合人类居住的行星,命名为“格利斯581c ”。
该行星的质量是地球质量的5倍,直径是地球的1.5倍。
设想在该行星表面附近绕行星沿轨道运行的人造卫星的动能为1k E ,在地球表面附近绕地球沿圆轨道运行的相同质量的人造卫星的动能为2k E ,则21k k E E 为 A .0.13 B .0.3 C .3.33 D .7.5 【标准答案】C16、为研究影响家用保温效果的因素,某位同学在保温瓶中灌入热水,先测量初始水温,经过一定时间后再测量末态水温。
改变实验条件,先后共做了6次实验,实验数据记录如下表: 序号 瓶内水量(mL )初始水温(C ︒)时间(h )末态水温(C ︒)1 1000 914 782 1000 98 8 743 1500 914 80 4 1500 98 10 75 5 2000 91 4 82 6200098 1277下列研究方案中符合控制变量方法的是A .若研究瓶内水量与保温效果的关系,可用第1、3、5次实验数据B .若研究瓶内水量与保温效果的关系,可用第2、4、6次实验数据C .若研究初始水温与保温效果的关系,可用第1、3、5次实验数据 E . 若研究保温时间与保温效果的关系,可用第4、5、6次实验数据 【标准答案】A17、电阻1R 、2R 与交流电源按照图1方式连接,Ω=101R ,Ω=202R 。
2007年高考英语答案详解

2007年普通高等学校招生全国统一考试英语答案详解单项选择:21. A. news是不可数名词,故用it替代22. D. where引导的定语从句23. B. 为…..约定日期24. A. why not do sth.为一固定句形25. C. 当名词前有last、only、虚数词或最高级等词修饰时,通常用不定式做定语26. A. unless表示“除非、如果不是”。
根据意思可得27. C. should在此表“惋惜”的口吻。
此题难度较大,区分度较低。
28. B. if not相当于unless,也是if it is not carefully dealt with省略说法29. A. 宾补结构,sth.与burn是主谓关系,故用smell sth burning30. C前面的语境很重要,说话者认为50元花的不值,所以这里expect表示“期望、指望”,意思是:我期望50元能买到比这好得多的东西。
此题难度较大。
31. D. not…..but结构32. C. 时态判断,后面有表示过去的时间状语several years ago.33. D. 根据语境,是在向别人道歉34. C. 根据意思,她说话时连头都没有抬35. C. 被动语态和时态的结合题,根据前面提示,应该是一般过去时完形填空:36. C 解析:happen 意为“发生”,happen to do sth.意为“碰巧做某事”,根据see的宾语“20eggs laid by a wild goose”可判断出在湖边散步时碰巧看见20个天鹅下的蛋。
manage意为“办理,处置,处理;支配,管理;经营”;manage to do sth.意为“设法做成功某事”;attempt意为“试,企图”;suppose意为“设想,推测;猜想某事(某人)如何”。
37. A 解析:realize 意为“认识到”,表示过了一段时间,这个女孩意识到天鹅妈妈不会回来找它的蛋。
2007年全国高考新课标卷(文科)答案及考点分析

2007年普通高等学校招生全国统一考试(海南、宁夏卷)文科数学答案一、选择题: 1.A 2.C 3.A 4.D 5.C 6.B 7.C 8.B 9.C 10.D 11.D 12.B二、填空题: 13.【答案】3 14.【答案】1 15.【答案】44i - 16.【答案】12 三、解答题: 17.【解析】在BCD △中,πCBD αβ∠=--.由正弦定理得sin sin BC CDBDC CBD =∠∠. 所以sin sin sin sin()CD BDC s BC CBD βαβ∠==∠+·.在ABC Rt △中,tan sin tan sin()s AB BC ACB θβαβ=∠=+·.18.【解析】(Ⅰ)取AB 的中点E ,连结DE CE ,,因为ADB 是等边三角形,所以DE AB ⊥.当平面ADB ⊥平面ABC 时,因为平面ADB 平面 ABC AB =,所以平面ABC ,可知DE CE ⊥.由已知可得1DE EC ==,在DEC Rt △中,2CD ==.(Ⅱ)当ADB △以AB 为轴转动时,总有AB CD ⊥. 证明:(ⅰ)当D 在平面ABC 内时,因为AC BC AD BD ==,,所以C D ,都在线段AB 的垂直平分线上,即AB CD ⊥.(ⅱ)当D 不在平面ABC 内时,由(Ⅰ)知AB DE ⊥.又因AC BC =,所以AB CE ⊥. 又DE CE ,为相交直线,所以AB ⊥平面CDE ,由CD ⊂平面CDE ,得AB CD ⊥.综上所述,总有AB CD ⊥.19.【解析】()f x 的定义域为()32-+∞,. (Ⅰ)22(21)(1)4622()2232323x x x x f x x x x x ++++'=+==+++. 当312x -<<-时,()0f x '>;当112x -<<-时,()0f x '<;当12x >-时,()0f x '>.从而,()f x 分别在区间()312--,()1,2-+∞单调增加,在区间()11,2--单调减少.(Ⅱ)由(Ⅰ)知()f x 在区间3144⎡⎤-⎢⎥⎣⎦,的最小值为()11ln 224f -=+. 又()()()33973491111ln ln ln 1ln 0442162167226f f --=+--=+=-<.所以()f x 在区间3144⎡⎤-⎢⎥⎣⎦,的最大值为()711ln 4162f =+. 20.【解析】设事件A 为“方程2220a ax b ++=有实根”.当0a >,0b >时,方程2220x ax b ++=有实根的充要条件为a b ≥.(Ⅰ)基本事件共12个: (00)(01)(02)(10)(11)(12)(20)(21)(22)(30)(31)(32),,,,,,,,,,,,,,,,,,,,,,,.其中第一个数表示a 的取值,第二个数表示b 的取值.事件A 中包含9个基本事件,事件A 发生的概率为()93124P A ==.(Ⅱ)试验的全部结束所构成的区域为{}()|0302a b a b ,,≤≤≤≤. 构成事件A 的区域为{}()|0302a b a b a b ,,,≤≤≤≤≥.所以所求的概率为2132222323⨯-⨯==⨯. 21.【解析】(Ⅰ)圆的方程可写成22(6)4x y -+=,所以圆心为(60)Q ,,过(02)P ,且斜率为k 的直线方程为2y kx =+.代入圆方程得22(2)12320x kx x ++-+=, 整理得22(1)4(3)360k x k x ++-+=. ①直线与圆交于两个不同的点A B,等价于2222[4(3)]436(1)4(86)0k k k k ∆=--⨯+=-->,解得304k -<<,即k 的取值范围为()3,04-.(Ⅱ)设1122()()A x y B x y ,,,,则1212()OA OB x x y y +=++,, 由方程①,1224(3)1k x x k -+=-+ ②又1212()4y y k x x +=++. ③而(02)(60)(62)P Q PQ =-,,,,,.所以OA OB +与PQ 共线等价于1212()6()x x y y +=+,将②③代入上式,解得34k =-.由(Ⅰ)知()3,04k ∈-,故没有符合题意的常数k .22.A【解析】(Ⅰ)证明:连结OP OM ,.因为AP 与O 相切于点P ,所以OP AP ⊥. 因为M 是O 的弦BC 的中点,所以OM BC ⊥. 于是180OPA OMA ∠+∠=°.由圆心O 在PAC ∠的内部,可知四边形APOM 的对角互补,所以AP O M ,,,四点共圆.(Ⅱ)解:由(Ⅰ)得AP O M ,,,四点共圆,所以OAM OPM ∠=∠. 由(Ⅰ)得OP AP ⊥.由圆心O 在PAC ∠的内部,可知90OPM APM ∠+∠=°. 所以90OAM APM ∠+∠=°.22.B【解析】以有点为原点,极轴为x 轴正半轴,建立平面直角坐标系,两坐标系中取相同的长度单位.(Ⅰ)cos x ρθ=,sin y ρθ=,由4cos ρθ=得24cos ρρθ=. 所以224x y x +=. 即2240x y x +-=为1O 的直角坐标方程.同理2240x y y ++=为2O 的直角坐标方程.(Ⅱ)由22224040x y x x y y ⎧+-=⎪⎨++=⎪⎩,解得1100x y =⎧⎨=⎩,,2222x y =⎧⎨=-⎩. 即1O ,2O 交于点(00),和(22)-,.过交点的直线的直角坐标方程为y x =-.2007全国新课标卷数学(文)考点分析表。
2007年普通高等学校招生全国统一考试数学卷(北京.文)含答案
2007年普通高等学校招生全国统一考试数学(文史类)(北京卷)本试卷分第I 卷(选择题)和第II (非选择题)两部分,第I 卷1至2页,第II 卷3至9页,共150分.考试时间120分钟.考试结束,将本试卷和答题卡一并交回.第I 卷(选择题 共40分)注意事项:1.答第I 卷前,考生务必将自己的姓名、准考证号、考试科目涂写在答题卡上.2.每小题选出答案后,用铅笔把答题卡上对应题目的答案标号涂黑.如需改动,用橡皮擦干净后,再选涂其他答案.不能答在试卷上.一、本大题共8小题,每小题5分,共40分.在每小题列出的四个选项中,选出符合题目要求的一项.1.已知cos tan 0θθ<,那么角θ是( ) A.第一或第二象限角 B.第二或第三象限角 C.第三或第四象限角D.第一或第四象限角2.函数()3(02)x f x x =<≤的反函数的定义域为( )A.(0)+∞,B.(19], C.(01), D.[9)+∞,3.函数()sin 2cos 2f x x x =-的最小正周期是( )A.π2B.π C.2π D.4π4.椭圆22221(0)x y a b a b+=>>的焦点为1F ,2F ,两条准线与x 轴的交点分别为M N ,,若12MN F F 2≤,则该椭圆离心率的取值范围是( )A.102⎛⎤⎥⎝⎦,B.202⎛⎤ ⎥ ⎝⎦,C.112⎡⎫⎪⎢⎣⎭,D.212⎡⎫⎪⎢⎪⎣⎭, 5.某城市的汽车牌照号码由2个英文字母后接4个数字组成,其中4个数字互不相同的牌照号码共有( ) A.()2142610CA 个 B.242610A A 个C.()2142610C 个D.242610A 个 6.若不等式组502x y y a x -+0⎧⎪⎨⎪⎩≥,≥,≤≤表示的平面区域是一个三角形,则a 的取值范围是( ) A.5a <B.7a ≥C.57a <≤D.5a <或7a ≥7.平面α∥平面β的一个充分条件是( ) A.存在一条直线a a ααβ,∥,∥B.存在一条直线a a a αβ⊂,,∥C.存在两条平行直线a b a b a b αββα⊂⊂,,,,∥,∥ D.存在两条异面直线a b a a b αβα⊂,,,∥,∥8.对于函数①()2f x x =+,②2()(2)f x x =-,③()cos(2)f x x =-,判断如下两个命题的真假:命题甲:(2)f x +是偶函数;命题乙:()f x 在()-∞2,上是减函数,在(2)+∞,上是增函数; 能使命题甲、乙均为真的所有函数的序号是( ) A.①②B.①③C.②D.③2007年普通高等学校招生全国统一考试数学(文史类)(北京卷) 第II 卷(共110分)注意事项:1.用钢笔或圆珠笔将答案直接写在试卷上. 2.答卷前将密封线内的项目填写清楚.二、填空题:本大题共6小题,每小题5分,共30分.把答案填在题中横线上.9.()f x '是31()213f x x x =++的导函数,则(1)f '-的值是.10.若数列{}n a 的前n 项和210(123)n S n n n =-=,,,,则此数列的通项公式为 .11.已知向量2411()(),,,a =b =.若向量()λ⊥b a +b ,则实数λ的值是.12.在ABC △中,若1tan 3A =,150C =,1BC =,则AB =.13.2002年在北京召开的国际数学家大会,会标是我国以古代数学家赵爽的弦图为基础设计的.弦图是由四个全等直角三角形与一个小正方形拼成的一个大正方形(如图).如果小正方形的面积为1,大正方形的面积为25,直角三角形中较小的锐角为θ,那么cos2θ的值等于.14.已知函数()f x ,()g x 分别由下表给出则[(1)]f g 的值为 ;当[()]2g f x =时,x = .三、解答题:本大题共6小题,共80分.解答应写出文字说明,演算步骤或证明过程.15.(本小题共12分) 记关于x 的不等式01x ax -<+的解集为P ,不等式11x -≤的解集为Q . (I )若3a =,求P ;(II )若Q P ⊆,求正数a 的取值范围. 16.(本小题共13分)数列{}n a 中,12a =1n n a a cn +=+(c 是常数,123n =,,,),且123a a a ,,成公比不为1的等比数列. (I )求c 的值;x1 2 3 ()f x 211x1 2 3 ()f x321AD(II )求{}n a 的通项公式. 17.(本小题共14分) 如图,在Rt AOB △中,π6OAB ∠=,斜边4AB =.Rt AOC △可以通过Rt AOB △以直线AO 为轴旋转得到,且二面角B AO C --的直二面角.D 是AB 的中点. (I )求证:平面COD ⊥平面AOB ; (II )求异面直线AO 与CD 所成角的大小. 18.(本小题共12分)某条公共汽车线路沿线共有11个车站(包括起点站和终点站),在起点站开出的一辆公共汽车上有6位乘客,假设每位乘客在起点站之外的各个车站下车是等可能的.求:(I )这6位乘客在其不相同的车站下车的概率; (II )这6位乘客中恰有3人在终点站下车的概率; 19.(本小题共14分)如图,矩形ABCD 的两条对角线相交于点(20)M ,,AB 边所在直线的方程为360x y --=点(11)T -,在AD 边所在直线上.(I )求AD 边所在直线的方程; (II )求矩形ABCD 外接圆的方程;(III )若动圆P 过点(20)N -,,且与矩形ABCD 的外接圆外切,求动圆P 的圆D TN OABCMxy心的轨迹方程. 20.(本小题共14分)已知函数y kx =与22(0)y x x =+≥的图象相交于11()A x y ,,22()B x y ,,1l ,2l 分别是22(0)y x x =+≥的图象在A B ,两点的切线,M N ,分别是1l ,2l 与x 轴的交点.(I )求k 的取值范围;(II )设t 为点M 的横坐标,当12x x <时,写出t 以1x 为自变量的函数式,并求其定义域和值域;(III )试比较OM 与ON 的大小,并说明理由(O 是坐标原点).2007年普通高等学校招生全国统一考试 数学(文史类)(北京卷)参考答案一、选择题(本大题共8小题,每小题5分,共40分) 1.C 2.B 3.B4.D5.A6.C7.D8.C二、填空题(本大题共6小题,每小题5分,共30分)9.3 10.211n - 11.3- 12.10213.72514.11三、解答题(本大题共6小题,共80分)15.(共12分) 解:(I )由301x x -<+,得{}13P x x =-<<. (II ){}{}1102Q x x x x =-=≤≤≤.由0a >,得{}1P x x a =-<<,又Q P ⊆,所以2a >, 即a 的取值范围是(2)+∞,. 16.(共13分)解:(I )12a =,22a c =+,323a c =+, 因为1a ,2a ,3a 成等比数列, 所以2(2)2(23)c c +=+, 解得0c =或2c =.当0c =时,123a a a ==,不符合题意舍去,故2c =. (II )当2n ≥时,由于21a a c -=, 322a a c -=,1(1)n n a a n c --=-,所以1(1)[12(1)]2n n n a a n c c --=+++-=. 又12a =,2c =,故22(1)2(23)n a n n n n n =+-=-+=,,. 当1n =时,上式也成立,所以22(12)n a n n n =-+=,,. 17.(共14分) 解法一:(I )由题意,CO AO ⊥,BO AO ⊥,BOC ∴∠是二面角B AO C --是直二面角,CO BO ∴⊥,又AO BO O =,CO ∴⊥平面AOB , 又CO ⊂平面COD .∴平面COD ⊥平面AOB .(II )作DE OB ⊥,垂足为E ,连结CE (如图),则DE AO ∥,CDE ∴∠是异面直线AO 与CD 所成的角. 在Rt COE △中,2CO BO ==,112OE BO ==, 225CE CO OE ∴=+=. 又132DE AO ==. ∴在Rt CDE △中,515tan 33CE CDE DE ===. ∴异面直线AO 与CD 所成角的大小为15arctan3. 解法二: (I )同解法一.OCADBE(II )建立空间直角坐标系O xyz -,如图,则(000)O ,,,(0023)A ,,,(200)C ,,,(013)D ,,,(0023)OA ∴=,,,(213)CD =-,,,cos OA CD OA CD OA CD∴<>=,6642322==. ∴异面直线AO 与CD 所成角的大小为6arccos4. 18.(共13分)解:(I )这6位乘客在互不相同的车站下车的概率为610661512.15121010A P ==0≥. (II )这6位乘客中恰有3人在终点站下车的概率为33666914580.014581010C P ⨯===. 19.(共14分)解:(I )因为AB 边所在直线的方程为360x y --=,且AD 与AB 垂直,所以直线AD 的斜率为3-.又因为点(11)T -,在直线AD 上, 所以AD 边所在直线的方程为13(1)y x -=-+.320x y ++=.OCADB xyz(II )由36032=0x y x y --=⎧⎨++⎩,解得点A 的坐标为(02)-,,因为矩形ABCD 两条对角线的交点为(20)M ,. 所以M 为矩形ABCD 外接圆的圆心. 又22(20)(02)22AM =-++=.从而矩形ABCD 外接圆的方程为22(2)8x y -+=.(III )因为动圆P 过点N ,所以PN 是该圆的半径,又因为动圆P 与圆M 外切,所以22PM PN =+, 即22PM PN -=.故点P 的轨迹是以M N ,为焦点,实轴长为22的双曲线的左支. 因为实半轴长2a =,半焦距2c =. 所以虚半轴长222b c a =-=.从而动圆P 的圆心的轨迹方程为221(2)22x y x -=-≤. 20.(本小题共14分)解:(I )由方程22y kx y x =⎧⎨=+⎩,消y 得220x kx -+=. ··· ① 依题意,该方程有两个正实根,故212800k x x k ⎧∆=->⎨+=>⎩,,解得22k >.(II )由()2f x x '=,求得切线1l 的方程为1112()y x x x y =-+,精品文档实用文档 由2112y x =+,并令0y =,得1112x t x =- 1x ,2x 是方程①的两实根,且12x x <,故2128428k k x k k --==+-,22k >, 1x 是关于k 的减函数,所以1x 的取值范围是(02),. t 是关于1x 的增函数,定义域为(02),,所以值域为()-∞,0, (III )当12x x <时,由(II )可知1112x OM t x ==-+. 类似可得2212x ON x =-.1212122x x x x OM ON x x ++-=-+. 由①可知122x x =. 从而0OM ON -=.当21x x <时,有相同的结果0OM ON -=. 所以OM ON =.。
2007年普通高等学校招生全国统一考试数学卷(全国卷Ⅱ.文)含答案
页眉内容阅读使人充实,会谈使人敏捷,写作使人精确。
——培根2007年普通高等学校招生全国统一考试试题卷(全国卷Ⅱ)文科数学(必修+选修Ⅰ)第Ⅰ卷(选择题)本卷共12小题,每小题5分,共60分.在每小题给出的四个选项中,只有一项是符合题目要求的. 参考公式:如果事件A B ,互斥,那么 球的表面积公式()()()P A B P A P B +=+24πS R = 如果事件A B ,相互独立,那么 其中R 表示球的半径()()()P A B P A P B =球的体积公式 如果事件A 在一次试验中发生的概率是p ,那么 34π3V R =n 次独立重复试验中事件A 恰好发生k 次的概率 其中R 表示球的半径()(1)(012)k kn k n n P k C p p k n -=-=,,,…,一、选择题 1.cos330=( )A .12 B .12- CD.2.设集合{1234}{12}{24}U A B ===,,,,,,,,则()U A B =ð( )A .{2}B .{3}C .{124},,D .{14}, 3.函数sin y x =的一个单调增区间是( )A .ππ⎛⎫- ⎪44⎝⎭, B .3ππ⎛⎫ ⎪44⎝⎭, C .3π⎛⎫π ⎪2⎝⎭, D .32π⎛⎫π⎪2⎝⎭, 4.下列四个数中最大的是( )A .2(ln 2)B .ln(ln 2)C.lnD .ln 25.不等式203x x ->+的解集是( ) A .(32)-, B .(2)+∞, C .(3)(2)-∞-+∞,, D .(2)(3)-∞-+∞,, 6.在ABC △中,已知D 是AB 边上一点,若123AD DB CD CA CB λ==+,,则λ=( ) A .23 B .13 C .13- D .23-7.已知三棱锥的侧棱长的底面边长的2倍,则侧棱与底面所成角的余弦值等于( )ABC.2D8.已知曲线24x y =的一条切线的斜率为12,则切点的横坐标为( )A .1B .2C .3D .49.把函数e xy =的图像按向量(23)=,a 平移,得到()y f x =的图像,则()f x =( ) A .e 2x+ B .e 2x- C .2e x - D .2e x +10.5位同学报名参加两个课外活动小组,每位同学限报其中的一个小组,则不同的报名方法共有( )A .10种B .20种C .25种D .32种 11.已知椭圆的长轴长是短轴长的2倍,则椭圆的离心率等于( )A .13BC .12D12.设12F F ,分别是双曲线2219y x +=的左、右焦点.若点P 在双曲线上,且120PF PF =,则12PF PF +=( )AB.CD.第Ⅱ卷(非选择题)本卷共10题,共90分二、填空题:本大题共4小题,每小题5分,共20分.13.一个总体含有100个个体,以简单随机抽样方式从该总体中抽取一个容量为5的样本,则指定的某个个体被抽到的概率为 .14.已知数列的通项52n a n =-+,则其前n 项和n S = . 15.一个正四棱柱的各个顶点在一个直径为2cm 的球面上.如果正四棱柱的底面边长为1cm ,那么该棱柱的表面积为 cm 2.16.821(12)1x x ⎛⎫++ ⎪⎝⎭的展开式中常数项为 .(用数字作答)三、解答题:本大题共6小题,共70分.解答应写出文字说明,证明过程或演算步骤.17.(本小题满分10分)设等比数列{}n a 的公比1q <,前n 项和为n S .已知34225a S S ==,,求{}n a 的通项公式.18.(本小题满分12分)在ABC △中,已知内角A π=3,边BC =B x =,周长为y . (1)求函数()y f x =的解析式和定义域;(2)求y 的最大值.19.(本小题满分12分)从某批产品中,有放回地抽取产品二次,每次随机抽取1件,假设事件A :“取出的2件产品中至多有1件是二等品”的概率()0.96P A =. (1)求从该批产品中任取1件是二等品的概率p ;(2)若该批产品共100件,从中任意抽取2件,求事件B :“取出的2件产品中至少有一件二等品”的概率()P B .20.(本小题满分12分)如图,在四棱锥S ABCD -中, 底面ABCD 为正方形,侧棱SD ⊥底面ABCD E F ,,分别为AB SC ,的中点.(1)证明EF ∥平面SAD ;(2)设2SD DC =,求二面角A EF D --的大小.21.(本小题满分12分)在直角坐标系xOy 中,以O 为圆心的圆与直线4x =相切.(1)求圆O 的方程;(2)圆O 与x 轴相交于A B ,两点,圆内的动点P 使PA PO PB ,,成等比数列,求PA PB 的取值范围.22.(本小题满分12分)已知函数321()(2)13f x ax bx b x =-+-+在1x x =处取得极大值,在2x x =处取得极小值,且12012x x <<<<. (1)证明0a >; (2)若z =a +2b ,求z 的取值范围。
2007年高考新课标全国卷_文科数学(含答案)

12007年普通高等学校招生全国统一考试(新课标全国卷)一、选择题:本大题共12小题,每小题5分,在每小题给出的四个选项中,只有一项是符合题目要求的. 1.设集合{}{}|1|22A x x B x x =>-=-<<,,则A B = ( ) A.{}|2x x >-B.{}1x x >-| C.{}|21x x -<<-D.{}|12x x -<<2.已知命题:p x ∀∈R ,sin 1x ≤,则( ) A.:p x ⌝∃∈R ,sin 1x ≥ B.:p x ⌝∀∈R ,sin 1x ≥ C.:p x ⌝∃∈R ,sin 1x >D.:p x ⌝∀∈R ,sin 1x >3.函数πsin 23y x ⎛⎫=- ⎪⎝⎭在区间ππ2⎡⎤⎢⎥⎣⎦,的简图是( )4.已知平面向量(11)(11)==-,,,a b ,则向量1322-=a b ( ) A.(21)--, B.(21)-,C.(10)-,D.(12), 5.如果执行右面的程序框图,那么输出的S =( )A.2450 B.2500 C.2550 D.26526.已知a b c d ,,,成等比数列,且曲线223y x x =-+的顶点是()b c ,,则ad 等于( )A.3B.2C.1D.2-7.已知抛物线22(0)y px p =>的焦点为F ,点111222()()P x y P x y ,,,,333()P x y ,在抛物线上,且y x11-2π- 3π- O 6ππyx11-2π- 3π- O 6π π yx11-2π-3πO6π- πyxπ 2π-6π- 1O1-3π A.B.C.D.开始1k =0S =50?k ≤是2S S k =+1k k =+否输出S结束22132x x x =+,则有( )A.123FP FP FP +=B.222123FP FP FP +=C.2132FP FP FP =+ D.2213FP FP FP =· 8.已知某个几何体的三视图如下,根据图中标出的尺寸(单位:cm ),可得这个几何体的体积是( ) A.34000cm 3 B.38000cm 3C.32000cm D.34000cm 9.若cos 22π2sin 4αα=-⎛⎫- ⎪⎝⎭,则cos sin αα+的值为( ) A.72-B.12- C.12 D.7210.曲线xy e =在点2(2)e ,处的切线与坐标轴所围三角形的面积为( ) A.294eB.22eC.2eD.22e11.已知三棱锥S ABC -的各顶点都在一个半径为r 的球面上,球心O 在AB 上,SO ⊥底面ABC ,2AC r =,则球的体积与三棱锥体积之比是( )A.π B.2π C.3π D.4π12.甲、乙、丙三名射箭运动员在某次测试中各射箭20次,三人的测试成绩如下表123s s s ,,分别表示甲、乙、丙三名运动员这次测试成绩的标准差,则有( )A.312s s s >>B.213s s s >> C.123s s s >>D.213s s s >>二、填空题:本大题共4小题,每小题5分. 13.已知双曲线的顶点到渐近线的距离为2,焦点到渐近线的距离为6,则该双曲线的离心率为 . 14.设函数()(1)()f x x x a =++为偶函数,则a = .15.i 是虚数单位,238i 2i 3i 8i ++++= .(用i a b +的形式表示,a b ∈R ,) 16.已知{}n a 是等差数列,466a a +=,其前5项和510S =,则其公差d = .甲的成绩 环数 7 8 9 10 频数 5 5 5 5 乙的成绩 环数 7 8 9 10 频数 6 4 4 6 丙的成绩 环数 7 8 9 10 频数4 6 6 4 2020正视图20侧视图10 1020俯视图3三、解答题:解答应写出文字说明,证明过程或演算步骤. 17.(本小题满分12分)如图,测量河对岸的塔高AB 时,可以选与塔底B 在同一水平面内的两个侧点C 与D .现测得BCD BDC CD s αβ∠=∠==,,,并在点C 测得塔顶A 的仰角为θ,求塔高AB .18.(本小题满分12分)如图,AB C D ,,,为空间四点.在ABC △中,22AB AC BC ===,.等边三角形ADB 以AB 为轴运动.(Ⅰ)当平面ADB ⊥平面ABC 时,求CD ;(Ⅱ)当ADB △转动时,是否总有AB CD ⊥?证明你的结论.19.(本小题满分12分) 设函数2()ln(23)f x x x =++(Ⅰ)讨论()f x 的单调性; (Ⅱ)求()f x 在区间3144⎡⎤-⎢⎥⎣⎦,的最大值和最小值.DBAC420.(本小题满分12分)设有关于x 的一元二次方程2220x ax b ++=.(Ⅰ)若a 是从0123,,,四个数中任取的一个数,b 是从012,,三个数中任取的一个数,求上述方程有实根的概率.(Ⅱ)若a 是从区间[03],任取的一个数,b 是从区间[02],任取的一个数,求上述方程有实根的概率. 21.(本小题满分12分)在平面直角坐标系xOy 中,已知圆2212320x y x +-+=的圆心为Q ,过点(02)P ,且斜率为k 的直线与圆Q 相交于不同的两点A B ,. (Ⅰ)求k 的取值范围;(Ⅱ)是否存在常数k ,使得向量OA OB + 与PQ共线?如果存在,求k 值;如果不存在,请说明理由.22.B(本小题满分10分)选修4-4:坐标系与参数方程1O 和2O 的极坐标方程分别为4cos 4sin ρθρθ==-,.(Ⅰ)把1O 和2O 的极坐标方程化为直角坐标方程; (Ⅱ)求经过1O ,2O 交点的直线的直角坐标方程.5PD CBAAOSCB2007年普通高等学校招生全国统一考试(新课标全国卷)1.A 2.C 3.A 4.D 5.C 6.B7.C8.B9.C10.D11.D12.B13.3 14.1 15.44i - 16.121.【解析】由{}{}|1|22A x x B x x =>-=-<<,,可得A B = {}|2x x >-.答案:A 2.【解析】p ⌝是对p 的否定,故有:,x ∃∈R sin 1.x >答案:C3.【解析】π3()sin 2,32f ππ⎛⎫=-=- ⎪⎝⎭排除B、D,π()sin 20,663f ππ⎛⎫=⨯-= ⎪⎝⎭排除C。
2007年高考语文试题及参考讲义答案宁夏卷

吉林市中百商厦位于吉林市解 放大路与长春路交汇处,共有五层
楼。商厦的第一层和第二层是商场,
第三层是洗浴中心,第四层是台球
厅,第五层是歌舞厅。火灾原因是
吉林市中百商厦伟业电器行雇工于
洪新在中百商厦后侧的仓库吸烟, 遗弃烟头最终引燃纸壳造成。
一根烟头 七年徒刑
原中百商厦伟业电器行员工
于红新涉嫌失火罪,原中百商厦
电 气 火 灾 占 21.9%
1978 - 2001 年,我国主要城
市所发生的火灾当中,电气火灾
已从占火灾总数的 5 . 7 %上升到
27 . 9 %。 2001 年,全国火灾总
损失 94246. 9 万元,电气火灾造
成的损失达 37681 .2 万元,占总
损失的 39 . 98 %;造成人员伤亡
总经理刘文建、副总经理赵平、
保卫科科长马春平、消防员李爱
民涉嫌消防责任事故罪,保卫科
副科长陈忠、干事曹明君涉嫌重
大责任事故罪。吉林市船营区人
民检察院对其批准逮捕。6月行了公开审理。7月10
日,吉林市“2·15”特大火灾案公
开宣判,于红新以失火罪被判处
有期徒刑 7年。
玩 火 占 5.7%
小孩年幼无知又缺乏生活经验,出于好奇心,有时要玩火。他
们不了解火的危险性,因玩火而引起的火灾时有发生。例如小孩划 着火柴到床底下去找东西引起火灾,这都是因为小孩无知,无意而 造成的。由于小孩玩火引起的火灾,无论在城市和农村都时有发生, 而农村尤为突出。每年都有由于小孩玩火酿成的火灾发生,造成了 人身伤亡和重大经济损失的惨痛教训。小孩子玩火不但会使国家、 集体和个人财产蒙受损失,而且,有时也会危及到小孩子的生命安 全。作为家长,一定要耐心地向小孩子们讲明玩火的危险性,加强 对他们的教育,绝对不能让小孩子玩火。同时要采取一些有效措施, 防止小孩子玩火。像火柴、打火机等火源都应该收藏好,不能让小 孩子拿到,以防因为玩火而造成人为的火灾。大人外出时,不能只 图省事,把小孩单独留在家中,更不能锁在屋里,要托人照管。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
201007试卷答案2010年7月江苏省高等教育自学考试02191机械制造技术一、单项选择题(在每小题的四个备选答案中,选出一个正确答案,并将正确答案的序号填在题后的括号内。
(每小题1分,共10分)1.刃倾角的功能之一是控制切屑流向,若刃倾角为负,则切屑流向( A )A.已加工表面B.待加工表面C.过渡表面D.切削刃的法线方向2.装配尺寸链的封闭环是( B )A.精度要求最高的环B.要保证的装配精度C.尺寸最小的环D.基本尺寸为零的环3.工件采用心轴定位时,定位基准面是( B )A.心轴外圆柱面B.工件内圆柱面C.心轴中心线D.工件孔中心线4.切削用量对切削力的影响由大到小的是( D )5.在下列齿轮齿形加工方法中,属于成形法加工齿形的是( A )P147A.铣齿B.插齿C.剃齿D.珩齿6.在机械加工时,工件表面产生波纹的原因是( C )P268A.工件表面有裂纹B.残余应力C.切削过程中的振动D.塑性变形7.工件在车床三爪卡盘上一次装夹车削外圆及端面,加工后检验发现端面与外圆不垂直,其可能的原因是( C )A.车床主轴径向跳动B.主轴回转轴线与纵导轨不平行C.主轴回转轴线与横导轨不平行D.三爪卡盘装夹面与主轴轴线不同轴8.定位基准是指( C )vfaDfvaCpp、、、、..vafBafvApp、、、、..A.机床上的某些点、线、面B.夹具上的某些点、线、面C.工件上的某些点、线、面D.刀具上的某些点、线、面9.镗床上镗孔时主轴有角度摆动,镗出的孔将呈现( B )P218A.圆孔B.椭圆孔C.圆锥孔D.双曲线孔10.由一个工人在一台设备上对一个工件所连续完成的那部分工艺过程,称为( D )A.走刀B.工步C.工位D.工序二、填空题(每空1分,共10分)11.车削加工时,增大刀具的主偏角,会使表面粗糙度增加。
P6512.影响切削层参数、切削分力的大小和比例、刀尖强度及散热条件的刀具角度是Kr 。
P 46、P6413.磨削加工的实质是磨粒对工件进行刻划、滑擦和切削三种作用的综合过程。
P79-8014.切削铸铁时,刀具的磨损部位主要发生在主后刀面。
P5315.在正常条件下(采用符合标准的设备、工艺装备和标准技术等级的工人,不延长加工时间)所能保证的加工精度称为加工经济精度。
P30216.生产中,保证装配精度的装配方法有互换法、分组法、修配法和调整法。
P365-37317.在机械加工中,由于加工余量不均匀、材料硬度不均匀、夹紧力时大时小等原因引起的加工误差属随机误差。
P24218.车削加工时的切削力可分解为切削力F c、背向力F p和进给力F f,其中最大的分力是F c。
(是主切削力、P40)19.在粗基准选择中,为保证某重要加工表面余量均匀,应选择该重要表面作为粗基准。
P299 20.机械加工中选择机床时,要求机床的尺寸规格、精度等级、加工效率及机床功率与本工件加工工序要求相适应。
P318三、判断改错题(每小题2分,共10分),在题后的括号内,正确的打√,错误的打×,并在题下空处进行改正。
21.刀具的标注角度随着刀具的安装条件和进给量的大小变化而变化。
(×)答:标注角度是设计刀具用的,标注在图上的。
(刀具的工作角度(实际角度)随着刀具的安装条件和进给量的大小变化而变化)(P13)22.工序尺寸偏差一般采用“入体原则”标注,因此对于轴类外圆表面工序尺寸,应标成下偏差为零。
(×)答:工序尺寸偏差一般采用“入体原则”标注,因此对于轴类外圆表面工序尺寸,应标成上偏差为零。
P31423.镗床类机床的主轴采用滑动轴承结构时,主轴轴颈的圆度误差对加工精度影响较大,而轴承孔的圆度误差对加工精度影响较小。
(×)答:镗床类机床的主轴采用滑动轴承结构时,主轴轴颈的圆度误差对加工精度影响不大,而轴承孔的圆度误差对加工精度影响较大。
(P216)24.机床内、外联系传动链误差均会影响展成法加工工件的加工精度。
(×)答:(P137)内联系传动链误差会影响展成法加工工件的加工精度外联系传动链误差不会影响展成法加工工件的加工精度(联系两个执行件,以形成复合成形运动的传动链,称为内联系传动链。
它的作用是保证两个末端件之间的相对速度或相对位移保持严格的比例关系,以保证被加工表面的性质。
外联系传动链传动比的变化,只影响生产率或表面粗糙度,不影响加工表面的形状。
因此,外联系传动链不要求两末端件之间有严格的传动关系。
)25.在加工塑性材料时,随切削条件的不同会分别得到带状切屑、单元切屑和崩碎切屑。
(×)答:加工塑性材料时,随切削条件的不同会分别得到带状切屑、挤裂切屑和单元切屑,不会出现崩碎切屑(P34~35)四、名词解释题(每小题3分,共12分)26.主偏角KrP1227.刀具磨钝标注P5528.定位误差P184~18529.零件的结构工艺性P293五、简答题(每小题5分,共20分)30.在零件机械加工过程中,精基准选择原则有哪些?解:P300~30131.如题图31所示,工件以一个平面和一个短圆柱销和一个V形架定位。
试分析各定位元件分别限制了哪些自由度?有无过定位现象?怎样改进?题31图解:如图所示,平面限制的自由度Z移动、X和Y的转动;圆柱销限制的自由度X和Y移动V形块限制的自由度X的移动、Z的转动所以,出现了过定位现象。
改进方案:V形架改为活动可调,仅约束Z的转动自由度。
32.为什么要研究切削热的产生和传出?切削热产生得越多能否说明切削区的温度越高?解: P48 P49、P51切削热的产生和传出决定切削区的切削温度。
产生切削热的多少取决于切削功消耗的多少。
切削区的切削温度的高低不仅与产生的切削热多少有关,还与由刀具、切屑、工件及周围介质传出的热量多少有关。
如果产生的热量多于传出的热量,切削温度就升高,反之,切削温度就降低。
所以,仅以切削热产生的多少不能决定切削区的温度。
33.在粗加工、精加工中分别应如何选择切削用量? 解:P68~71 粗加工 精加工 a p 尽可能大 一次切完全部用量 f 尽可能大 合理选用,受工件精度和表面粗糙度影响 v c a p 、f 确定后,根据合理的刀具耐用度确定粗加工a p 、f 尽可能大,a p 、f 确定后,根据合理的刀具耐用度确定v c 。
精加工a p 一次切完全部用量,f 合理选用,受工件精度和表面粗糙度影响,a p 、f 确定后,根据合理的刀具耐用度确定v c六、分析题(每小题6分,共18分)34.题34图两种粗基准选择方案,图a )为以导轨面为粗基准,图b )为以床腿为粗基准。
指出哪种方案好,并说明理由。
a b 题34图 解:得分 评分人复查人图a方案较好,a方案先以导轨面为粗基准加工床腿,再以床腿为精基准加工导轨面,这样有利于导轨面的加工余量小且较均匀,提高导轨面的耐磨性。
P29935.如题35图所示,在卧式铣床上铣削键槽,经测量发现两端的深度大于中间的深度,且都比调整的深度尺寸小,试分析产生这一现象的原因?题35图解:原因:1.工件刚度低,特别是中段,将产生受力变形而让刀。
故两端深,中间段浅。
2.铣刀杆也会因受力变形而反向让刀。
36.某小轴上有一外圆,直径为Ф28h6,表面粗糙度为0.8 ,其加工方案为粗车-精车-淬火-磨削。
生产类型为成批生产,毛坯为普通的热轧圆钢,试计算粗车工序余量和各次加工的工序尺寸和公差,并填入题36表。
题36表m工序余量 工序尺寸公差 工序尺寸及偏差标注 磨削 0.3 0.013,h6精车 0.9 0.084,h10 粗车 2.8 0.28,h12 毛坯尺寸4(总余量)+0.40 -0.75七、计算题(每小题10分,共20分)37. 车床主轴上一双联齿轮的装配关系如题37图所示。
为保证齿轮的正常工作,要求其轴向间隙为0.05~0.20mm 。
当采用完全互换法装配时,试采用等公差法确定各组成环公差和偏差。
题37图得分 评分人复查人0015.0-5.2解:T0=0.2-0.05=0.15mmT2.5=0.015mmT104=T8.5=T115=(0.15-0.015)/3=0.045mm所以:38.一批圆柱销外圆的设计尺寸为 ,加工后测量发现外圆尺寸按正态规律分布,其均方根偏差为0.004mm ,曲线顶峰位置偏离公差带中心,向右偏移0.005mm 。
(1) 试绘出分布曲线图,并求出常值系统误差和工序能力系数。
(2) 是否产生废品?若产生,可采取哪些措施减少废品率?解:(1)绘制分布曲线图mm A mm A mm A 045.001050045.01040045.0-5.21051045.8+-===;;mm 02.0-04.0-60φΔ常=0.005mm,工序能力不足(2)产生废品,图中阴影区减少废品率措施: ①减小常值系统误差;②改进加工工艺;③提高机床精度。
183.0004.0602.06<=⨯==σT C p。