如何使用无铅助焊剂
不锈钢无铅锡焊助焊剂

不锈钢无铅锡焊助焊剂/无铅助焊剂锡条:无铅助焊剂型号:BXG-101品牌:辛达焊宝成份:复配活性剂熔点:0℃适用范围:适用于不锈钢产品的无铅和有铅锡焊焊点色度:光亮饱满清洗角度:水洗信息标题:不锈钢助焊剂/无铅助焊剂一、不锈钢无铅锡焊助焊剂的特点本产品在国内外助焊剂最新技术基础上,结合目前不锈钢无铅锡焊的工艺特点而开发的专用助焊剂,该助焊剂对不锈钢具有极佳的润湿铺展能力,其铺展性能和焊点质量丝毫不逊色于锡铅钎料的钎焊,具有快速清除不锈钢金属氧化层,上锡速度快且均匀,焊点饱满、光亮、牢固等优势。
二、物理性能物理状态液体状外观无色透明气味无味比重 1.06-1.1g/ml沸点103-110℃PH值0.8-2扩展率≥89%可燃性不燃水溶性溶于水溶剂溶性溶于酒精、异丙醇、丙酮三、不锈钢无铅锡焊助焊剂的适用范围该助焊剂产品不仅适用于不锈钢、铁、镍、铜等多种金属的无铅锡焊,在不锈钢的锡铅钎料钎焊上也具有极佳的润湿铺展性能,可以获得高可靠性的焊点。
应用于钟表仪器、精密部件、医疗器械、不锈钢工艺品、不锈钢餐具及各类PCB板的钎焊。
钎焊温度范围:250℃-380℃四、规格及包装1Kg/瓶,25Kg/桶五、不锈钢无铅锡焊助焊剂的使用方法焊件用酒精棉擦拭去油、去污,然后将本焊剂滴于或涂于待焊面上,即可焊接。
六、不锈钢无铅锡焊助焊剂的化学反应特性稳定性稳定(-5℃—60℃)应避免之状况严禁阳光直射或高热,避免接触水汽或酸碱及静电、明火、火花等引火源要避免的物料未知分解产物如果遵照规定要求使用和储存则不会分解有害之聚合物不会发生七、不锈钢无铅锡焊助焊剂使用时的注意事项a)本焊剂焊后残留物对金属具有一定的腐蚀性,上锡后应立即用水清洗干净,或用湿布抹干净。
b)本品呈酸性,请勿入眼、入口,接触皮肤后请用清水冲洗。
c)本助焊剂产品对金属具有腐蚀性。
d)助焊剂应密闭容器存储于阴凉、干燥、通风良好的地方。
e)操作使用时,请戴安全眼镜、口罩、橡胶手套等防护用品,避免直接接触助焊剂。
05 无铅对助焊剂的要求(2课时)

3.3 助焊剂的成分
5.添加剂:添加剂是为了适应工艺和环境而 加入的具有特殊物理化学性能的物质。常用 添加剂有PH调节剂、消光剂、缓蚀剂、光亮 剂、阻燃剂和发泡剂。
4 助焊剂的分类
J-STD-004将助焊剂分为4类且每类细分成6个等级.
Categories 种类 Rosin (RO)松香型 Resin (RE)树脂型 Organic (OR)有机型 Inorganic (IN)无机型 助焊剂活性等级 L0 L1 M0 M1 H0 H1
7.2.4 助焊剂的活性温度要提高
有铅焊膏的熔点是183℃左右,其 中助焊剂发挥作用的温度在150-170℃。 无铅焊膏的熔点是217-220℃,其 中要求助焊剂能够经受200 ℃的考验
7.3 助焊剂不良导致的印刷失效
7.4 助焊剂不良导致的印刷失效
8 无铅焊剂必须专门配制
焊膏中的助焊剂是净化焊接表面、提高 润湿性、防止焊料氧化和确保焊膏质量及优 化工艺性的关键材料。高温下助焊剂对PCB的 焊盘、元器件端头和引脚表面的氧化层可起 到清洗作用,同时对金属表面产生活化作用。
9 无铅波峰焊使用的助焊剂
9.1 波峰焊系统原理
9.1 波峰焊系统原理
9.2 助焊剂涂抹方式
方式:
发泡 喷雾 波(不常见)
9.2 助焊剂涂抹方式-发泡
优点 • 低设备投资 • 板子浸润充分 • 适用的助焊剂范围广 缺点 • 助焊剂量大 • 比重控制难 • 污染 • 浪费多 • 脏
3.2 助焊剂的成分
3.扩散剂:扩散剂可以改善焊剂的流动性和 润湿性,其作用是降低焊剂的表面张力,并 引导焊料向四 周扩散,从面形成光滑的焊点, 还能促进毛细管作用而使助焊剂渗透至镀穿 孔里 4.溶剂:溶剂的作用是将松香,活化剂,扩 散剂等物质溶解,配制成液态焊剂,通常采 用乙醇、异丙醇等。
无铅自动波峰焊作业指导书01

无铅自动波峰焊作业指导书01
无铅自动波峰焊作业指导书01
一、引言
二、准备工作
1.确认焊接设备和工具的完好性。
2.准备所需焊接材料,如无铅焊锡丝、助焊剂等。
三、操作步骤
1.打开焊接设备电源,确认设备参数设置正确。
2.检查焊嘴温度,确保其达到工作温度。
3. 将待焊接的PCB(Printed Circuit Board,印刷电路板)放置在焊嘴下方的传送带上。
4.调整焊锡浸入深度,使其能够完全湿润焊垫而不超出焊垫边缘。
5.打开助焊剂喷雾器,并根据需要将适量助焊剂均匀喷洒在焊垫上。
6.将待焊接元件放置在PCB上,并确保其正确对位。
7.触摸开关或脚踏开关以开始焊接过程。
8.焊接完成后,确认焊接质量并进行可靠性测试。
9.将已焊接好的PCB从传送带上取下,并进行下一步工序。
四、操作注意事项
1.操作者应注意个人安全,佩戴防护手套和眼镜等个人防护用具。
2.注意焊接温度和时间的控制,避免焊接过热或不充分。
3.注意焊接位置的精确对位,避免焊接偏移或短接。
4.避免焊接过程中的振动或冲击,以免影响焊接质量。
5.定期检查和维护焊接设备,确保其正常工作。
五、作业记录
六、结束语。
助焊剂使用说明书
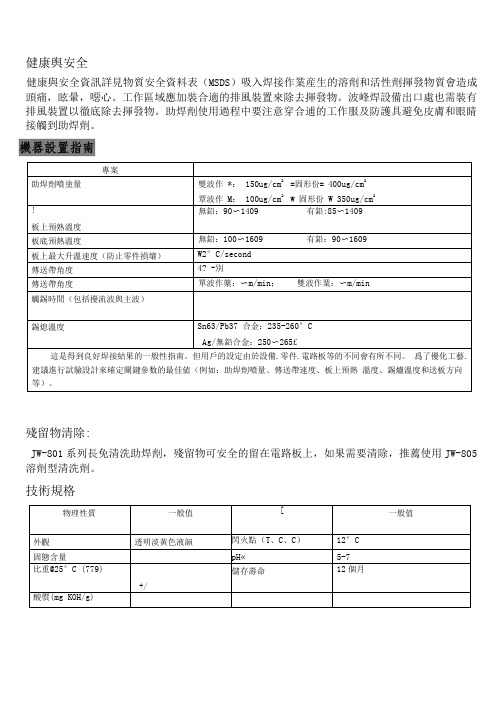
健康舆安全健康與安全資訊詳見物質安全資料表(MSDS)吸入焊接作業産生的溶劑和活性劑揮發物質會造成頭痛,眩暈,噁心。
工作區域應加裝合適的排風裝置來除去揮發物。
波峰焊設備出口處也需裝有排風裝置以徹底除去揮發物。
助焊劑使用過程中要注意穿合逋的工作服及防護具避免皮膚和眼睛接觸到助焊劑。
殘留物清除:JW-801系列長免清洗助焊劑,殘留物可安全的留在電路板上,如果需要清除,推薦使用JW-805 溶劑型清洗劑。
技術規格腐蝕性測試J-STD-004表面絕緣電阻(所有値以ohms計)JIS表面絕緣電阻(所有値以ohms計)BELLCORE表面絕緣電阻(所有值以ohms計)BELLCORE電遷移(所有値以ohms計)三、成份辨識資料四、危害辨識資料五、急救措施五、滅火措施六、泄漏處理方法個人應注意事項:處理泄漏時不得有任何火源,處理人貝須配戴充份的個人防護設備。
環境注意事項:不可大量泄漏至土壤、溝渠。
清理方法:若泄漏於空氣不流通之盛,首先須移開所有的火源.少量泄漏可用紙張或吸附物吸去泄漏液再移至通風處自然揮發。
大量泄漏須抽取至儲存桶,殘留部份以吸附物處理。
七、安全處置與儲存方法八、暴露預防措施九、物理及化學性質十、安全性及反應性十一、毒性資料十二、生態資料十三、廢棄處置方法廢棄處置方法:焚化或密封儲存,須按廢棄物處理法規處置。
十四、運送資料國際運送規定:(空白)聯合國編號:UN1219, isopropyl alcohol 國內運送規定:危險物品專用車運輪. 特殊運送方法及注意事項:(空白)十五、法規資料十六、其他資料。
无铅焊接的助焊剂和焊锡膏注意事项

无铅焊接的助焊剂和焊锡膏注意事项无铅焊接的助焊剂和焊锡膏注意事项使无铅焊接成为现实焊锡膏、波焊液体焊剂、焊剂凝胶和焊锡线中使用的无铅焊剂今天已经成为现实。
这些焊剂配系可以强化焊接工艺,其配方可提供出色的熔湿性能,并使无铅装配所需的化学热稳定性提高。
与锡铅合金一同使用的传统助焊剂对于防止无铅合金熔湿速度缓慢以及通常与无铅焊料伴随而来的较高温度则未必适用。
专门用于无铅焊接的焊剂配系需要采用新的活化剂套件以及具有热稳定性的凝胶和熔湿制剂,以免出现焊料缺陷。
由于许多无铅合金熔湿速度较慢并具有较高的表面张力,选择适合无铅焊接的正确焊剂可以防止焊料缺陷的增加,并能对保持生产产出起到很大的帮助。
下面将对因转而采用无铅装配时可能增多的一般缺陷进行详细说明。
通过选择正确的焊剂和工艺控制,这些缺陷都可以消除。
潜在的缺陷增长- 无铅表面安装装配桥接- 焊锡膏热塌陷性能差焊锡球- 焊锡膏塌陷特性差墓碑效应- 线路板上存在的热差不熔湿- 过度预热或助焊剂活性不足熔湿性能差- 焊剂活性差或过度预热焊锡孔隙- 热特性曲线过低,或焊剂化学属性不够焊锡结珠- 焊锡膏热塌陷性能差或过度预热潜在的缺陷增长- 无铅波焊桥接- 预热或焊锡接触时焊剂钝化冷凝垂柱- 焊剂活性过低或预热温度过高焊锡球- 预热不够或焊剂- 焊料掩模不相容孔隙填充不完全- 焊剂活性过低,固态物含量过低,或是预热温度过高或与熔融焊料接触时间过短对无铅焊剂的要求:低活化温度足够的保质期高活性等级高可靠性残留物呈良性,或如果焊锡膏是可水洗型,可以易于清除无铅焊剂的其他注意事项:焊锡膏是用于点胶还是用于印刷?请注意制造商对于不同的合金使用不同类型的活化剂应仔细选择焊剂,在活化温度和热特性曲线间做出平衡焊剂与选用的合金的相容性是怎样的?可靠性属性(SIR、电迁移、腐蚀)?无铅焊锡膏的注意事项选择时应考虑的重要属性:焊锡球形成测试活动熔湿测试,特定终饰和焊锡气体(空气或氮气)孔隙形成的可能程度,无铅合金更易于形成焊锡孔隙粘着寿命随时间的变化模板寿命和废弃时间冷塌陷热塌陷测试温度可达较高的180-185 C。
CX800T无铅助焊剂说明书
CX800T无铅免洗助焊剂
产品简介
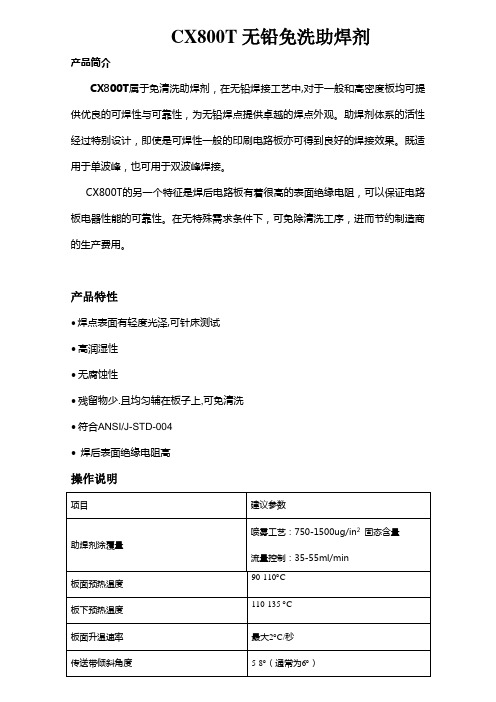
CX800T属于免清洗助焊剂,在无铅焊接工艺中,对于一般和高密度板均可提供优良的可焊性与可靠性,为无铅焊点提供卓越的焊点外观。
助焊剂体系的活性经过特别设计,即使是可焊性一般的印刷电路板亦可得到良好的焊接效果。
既适用于单波峰,也可用于双波峰焊接。
CX800T的另一个特征是焊后电路板有着很高的表面绝缘电阻,可以保证电路板电器性能的可靠性。
在无特殊需求条件下,可免除清洗工序,进而节约制造商的生产费用。
产品特性
∙ 焊点表面有轻度光泽,可针床测试
∙ 高润湿性
∙ 无腐蚀性
∙ 残留物少.且均匀辅在板子上,可免清洗
∙ 符合ANSI/J-STD-004
∙ 焊后表面绝缘电阻高
操作说明
物理性能
焊后清洗
• CX800T属于免清洗助焊剂。
一般应用时无需清洗焊后残留物。
•如需进行清洗,CX800T助焊剂焊后残留物可用长先公司的相对应清洗剂进行清洗。
存储
•CX800T属于易燃品,请远离火源或高热。
避免阳光直射。
助焊剂、无铅助焊剂、环保助焊剂成分分析及助焊剂原料以及用法
助焊剂、无铅助焊剂、环保助焊剂成分分析及助焊剂原料以及用法助焊剂、无铅助焊剂、环保助焊剂成分分析及助焊剂原料以及用法助焊剂通常是以松香为主要成分的混合物,是保证焊接过程顺利进行的辅助材料。
焊接是电子装配中的主要工艺过程,助焊剂是焊接时使用的辅料,助焊剂的主要作用是清除焊料和被焊母材表面的氧化物,使金属表面达到必要的清洁度.它防止焊接时表面的再次氧化,降低焊料表面张力,提高焊接性能.助焊剂性能的优劣,直接影响到电子产品的质量.(1)助焊剂成分近几十年来,在电子产品生产锡焊工艺过程中,一般多使用主要由松香、树脂、含卤化物的活性剂、添加剂和有机溶剂组成的松香树脂系助焊剂.这类助焊剂虽然可焊性好,成本低,但焊后残留物高.其残留物含有卤素离子,会逐步引起电气绝缘性能下降和短路等问题,要解决这一问题,必须对电子印制板上的松香树脂系助焊剂残留物进行清洗.这样不但会增加生产成本,而且清洗松香树脂系助焊剂残留的清洗剂主要是氟氯化合物.这种化合物是大气臭氧层的损耗物质,属于禁用和被淘汰之列.目前仍有不少公司沿用的工艺是属于前述采用松香树指系助焊剂焊锡再用清洗剂清洗的工艺,效率较低而成本偏高免洗助焊剂主要原料为有机溶剂,松香树脂及其衍生物、合成树脂表面活性剂、有机酸活化剂、防腐蚀剂,助溶剂、成膜剂.简单地说是各种固体成分溶解在各种液体中形成均匀透明的混合溶液,其中各种成分所占比例各不相同,所起作用不同有机溶剂:酮类、醇类、酯类中的一种或几种混合物,常用的有乙醇、丙醇、丁醇;丙酮、甲苯异丁基甲酮;醋酸乙酯,醋酸丁酯等.作为液体成分,其主要作用是溶解助焊剂中的固体成分,使之形成均匀的溶液,便于待焊元件均匀涂布适量的助焊剂成分,同时它还可以清洗轻的脏物和金属表面的油污天然树脂及其衍生物或合成树脂表面活性剂:含卤素的表面活性剂活性强,助焊能力高,但因卤素离子很难清洗干净,离子残留度高,卤素元素(主要是氯化物)有强腐蚀性,故不适合用作免洗助焊剂的原料,不含卤素的表面活性剂,活性稍有弱,但离子残留少.表面活性剂主要是脂肪酸族或芳香族的非离子型表面活性剂,其主要功能是减小焊料与引线脚金属两者接触时产生的表面张力,增强表面润湿力,增强有机酸活化剂的渗透力,也可起发泡剂的作用有机酸活化剂:由有机酸二元酸或芳香酸中的一种或几种组成,如丁二酸,戊二酸,衣康酸,邻羟基苯甲酸,葵二酸,庚二酸、苹果酸、琥珀酸等.其主要功能是除去引线脚上的氧化物和熔融焊料表面的氧化物,是助焊剂的关键成分之一防腐蚀剂:减少树脂、活化剂等固体成分在高温分解后残留的物质助溶剂:阻止活化剂等固体成分从溶液中脱溶的趋势,避免活化剂不良的非均匀分布成膜剂:引线脚焊锡过程中,所涂复的助焊剂沉淀、结晶,形成一层均匀的膜,其高温分解后的残余物因有成膜剂的存在,可快速固化、硬化、减小粘性.(2)常用助焊剂的作用1)破坏金属氧化膜使焊锡表面清洁,有利于焊锡的浸润和焊点合金的生成。
助焊剂的使用方法

助焊剂的使用方法助焊剂是焊接过程中常用的辅助材料。
它可以提高焊接接头的质量,减少焊接缺陷,并加速焊接速度。
下面将介绍助焊剂的使用方法。
一、助焊剂的选择助焊剂的选择应根据焊接材料和焊接方法来确定。
一般来说,助焊剂分为无铅和含铅两种类型。
无铅助焊剂对环境友好,但焊接温度较高,容易产生气泡;含铅助焊剂焊接温度较低,易于使用,但对环境有害。
因此,选择助焊剂时要根据实际需要做出合理的选择。
二、助焊剂的准备使用助焊剂前,首先要准备好工作台面和工具。
工作台面应保持清洁,无杂质和灰尘。
焊接工具应保持干燥,以防止助焊剂受潮。
此外,还要备好纸巾、清洁剂等辅助材料,以便及时清洁焊接接头。
三、助焊剂的涂布1.涂布前,应先将焊接材料进行表面处理,去除油脂和氧化层。
可以用酒精或清洁剂进行清洗。
2.取适量助焊剂放于工作台面的一侧。
如果助焊剂是固体形式,可以用刮刀将其刮成粉末状。
3.用焊丝或刷子将助焊剂均匀地涂布在焊接接头的表面上。
涂布的方式要从上到下或从中心到四周进行,以保证助焊剂的覆盖范围均匀。
4.涂布后,用纸巾或清洁剂清洁焊丝或刷子,以防止助焊剂凝固。
四、焊接过程中的注意事项1.在焊接过程中,焊接接头与助焊剂的接触面应保持良好的接触,以确保助焊剂的作用。
2.焊接时要注意控制焊接温度,避免过高或过低的温度对助焊剂产生损害。
3.焊接后,要及时清洗助焊剂残留物。
使用清洁剂和纸巾擦拭焊接接头,并确保焊接接头表面没有助焊剂残留。
五、助焊剂的储存和保养1.助焊剂应存放在干燥、阴凉的地方。
避免受潮和阳光直射。
2.助焊剂在储存期间可能会结块或变质,使用前要进行检查。
如发现结块或变质,应及时更换新的助焊剂。
3.使用后,要将助焊剂密封好,以防止其与空气接触而变质。
助焊剂的使用方法可以帮助焊接工人提高焊接质量和效率,减少焊接缺陷的发生。
通过选择合适的助焊剂、正确的涂布方法和注意事项的遵守,可以更好地发挥助焊剂的作用,从而得到更优异的焊接结果。
助焊剂使用指南
一、助焊剂涂敷I. Application of soldering flux喷雾作业使用指南A guide to the operation of spray operation1、喷雾使用时须注意喷嘴的调整,务必使助焊剂均匀分布在PCB板面上。
2、应根据实际情况调整助焊剂的喷涂量:通常须增加助焊剂喷涂量的情况有:(1) 基板严重氧化时(此现象无法用肉眼去客观辨认,须经实验室检测)。
(2) 零件脚端严重氧化时(同上)。
(3) 基板零件密度高时。
(4) 基板零件方向与焊锡方向不一致时。
(5) 多层板。
(6) 焊锡温度较低时。
3、当要求板面较干净时,在保证焊锡效果的情况下,可减少助焊剂喷量,但应保证PCB板面上每个角落都均匀的喷上了助焊剂。
4、使用含松香的助焊剂喷雾作业时,最好两个喷嘴轮流作业,以保证不堵塞喷嘴。
1. Note the adjustment of nozzles when spraying operation. Make sure to enable the soldering flux to be well distributed on the PCB plate.2. Adjust the volume of spray of soldering flux as the case may be:Generally, the case where necessary increase in soldering flux includes:(1) When substrates are severely oxidized (Such phenomenon cannot be distinguished by naked eyes, so it must be subject to the test ).(2) When the part pins are severely oxidized (ditto).(3) When the density of substrates is high.(4) When the substrate part direction is not identical to that of the solder.(5) Multi-layer plates.(6) When the solder temperature is too low.3. When it is required that the board surface should be clean, under the circumstances that solder effect is guaranteed, it is allowed to reduce the volume of soldering flux, but it is necessary to ensure that every corner of the PCB boards will be sprayed with soldering flux.4. When soldering flux containing rosin is used for spray operation, it is advisable to perform shift operation using two nozzles to ensure that the nozzles will not be jammed or blocked.发泡作业使用指南A Guide to Foaming Operation1、助焊剂发泡作业时,作业比重应随基板或零件脚氧化程度决定,助焊剂比重控制在规格值0.01范围内,助焊剂比重随温度变化而变化,一般以20℃时比重为标准,从经验知在(15-30℃)范围内,温度每升高一度,助焊剂比重下降0.001。
NMP无铅回流焊接工艺技术
NMP无铅回流焊接工艺技术NMP无铅回流焊接工艺技术是一种无铅焊接工艺技术,它使用了一种叫做NMP(N-Methyl-2-Pyrrolidone)的有机溶剂代替了传统的铅含量较高的焊料。
这种新型工艺技术具有环保、高效以及焊接质量稳定等优点。
NMP无铅回流焊接工艺技术的主要步骤包括焊接准备、回流焊接、冷却和检验等。
首先,在焊接准备阶段,需要对焊接器件进行清洗、涂覆和组装等工序,确保器件表面无尘、无油等污染物,以保证焊接质量。
然后,将焊接器件放置在预热炉中进行预热,以达到焊接所需的温度。
接下来,将预热过的器件送入回流焊接机中,通过回流焊接机中的加热区域将焊料熔化,使焊料与焊接器件的焊盘接触并形成可靠的焊点。
在焊接完成后,需要将焊接器件进行冷却,以确保焊点的稳定性。
最后,对焊接后的器件进行严格的质量检验,包括焊接质量、焊点可靠性等指标。
NMP无铅回流焊接工艺技术相比传统的铅焊接工艺具有许多优势。
首先,由于NMP无铅焊料的低熔点和表面张力小的特性,可以实现较低的焊接温度,减少焊接器件的热应力,降低故障率。
其次,NMP无铅焊料具有高的可湿润性和良好的流动性,可以确保焊料能够充分覆盖焊盘和焊脚,形成均匀且牢固的焊点。
此外,NMP无铅焊料的无蒸汽、无烟雾的特性使得焊接过程更加环保,对操作人员的健康和环境的保护都具有重要意义。
然而,NMP无铅回流焊接工艺技术也存在一些挑战和限制。
首先,由于NMP有机溶剂的挥发性较高,可能会对环境和操作人员产生一定的影响,因此需在工艺中注意安全防护。
其次,NMP无铅焊料相较于传统铅焊料的成本较高,需要进行成本考虑。
此外,由于NMP无铅焊料对焊接器件的要求较高,需要进行器件设计和材料的优化,以保证焊接质量。
综上所述,NMP无铅回流焊接工艺技术是一种环保、高效的无铅焊接工艺技术。
它通过使用NMP有机溶剂代替传统的铅焊料,实现了焊接质量的稳定和环保的要求。
然而,该技术在实际应用中还需解决一些挑战和限制,扩大其应用范围。
无铅工艺对助焊剂的要求
无铅工艺对助焊剂的要求1、无铅工艺对助焊剂的要求(A)由于焊剂与合金表面之间有化学反应,因此不同合金成分要选择不同的助焊剂。
(B)由于无铅合金的浸润性差,要求助焊剂活性高。
(C)提高助焊剂的活化温度,要适应无铅高温焊接温度。
(D)焊后残留物少,并且无腐蚀性,满足ICT探针能力和电迁移。
2、焊膏印刷性、可焊性的关键在于助焊剂。
确定了无铅合金后,关键在于助焊剂。
选择焊膏要做工艺试验,看看印刷性能否满足要求,焊后质量如何。
总之要选择适合自己产品和工艺的焊膏。
3、无铅焊剂必须专门配制焊膏中的助焊剂是净化焊接表面,提高润湿性,防止焊料氧化和确保焊膏质量以及优良工艺性的关键材料。
高温下助焊剂对PCB的焊盘,元器件端头和引脚表面的氧化层起到清洗作用,同时对金属表面产生活化作用。
4、波峰焊中无VOC免清洗耳恭听焊剂也需要特殊配制。
无铅焊膏和波峰焊的水溶性焊剂对某些产品也是需要的。
5、高温对元件的不利影响陶瓷电阻和特殊的电容对温度曲线的斜率(温度的变化速率)非常敏感,由于陶瓷体与PCB 的热膨胀系数CTE相差大,在焊点冷却时容易造成元件体和焊点裂纹,元件开裂现象与CTE的差异、温度、元件的尺寸大小成正比。
铝电解电容对清晰度极其敏感。
连接器和其他塑料封装元件在高温时失效明显增加。
主要是分层、爆米花、变形等、粗略统计,温度每提高10℃,潮湿敏感元件(MSL)的可靠性降1级。
解决措施是尽量降低峰值温度;对潮湿敏感元件进行去潮烘烤处理。
6、高温对PCB的不利影响高温对PCB的不利影响在第三节中已经做了分析,高温容易PCB的热变形、因树脂老化变质而降低强度和绝缘电阻值,由于PCB的Z轴与XY方向的CTE不匹配造成金属化孔镀层断裂而失效等可靠性问题。
解决措施是尽量降低峰值温度,一般简单的消费类产品可以采用FR-4基材,厚板和复杂产品需要采用耐高温的FR-5或CEMn来替代FR-4基材。
7、电气可靠性回流焊、波峰焊、返修形成的助焊剂残留物,在潮湿环境和一定电压下,导电体之间可能会发生电化学反应,导致表面绝缘电阻的下降。
0.3银无铅锡膏HC55-0307使用说明书

华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -2-
三、0.3 银无铅锡膏标准参数
有铅锡膏型号
HC55-0307
HC55-0307
溶点(℃)
222℃
锡粉合金成份
锡 99%,银 0.3%,铜 0.7% In house
搅 拌:锡膏在“回温”后,于使用前要充分搅拌。 目 的:使助焊剂与锡粉之间均匀分布,充分发挥各种特性; 搅拌方式:手工搅拌或机器搅拌均可; 搅拌时间:手工:4 分钟左右;机器:1~3 分钟左右。 搅拌效果判定:用刮刀刮起部分锡膏,刮刀倾斜时,若锡膏能顺滑地滑落,即可达到要求。
3、印刷: ☆ 钢网要求:与大多数锡膏相似,若使用高品质的钢网和印刷设备,华创锡膏将列能表现出
20℃密度:4.5g/cm3 左右
在水中的溶解度和掺杂度:不能或很难与水相溶或掺杂。
四、燃烧与爆炸数据
闪点:助剂>140℃
金属:无燃烧无爆炸
含量% 99 0.3 0.7
3.0-5.0 3.0-5.0
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -5-
金属含量
87~90wt%(±0.5)
重量法(可选调)
合金密度(g/cm3)
7.318g/cm3
密度计
锡膏外观
淡灰色,圆滑膏状
In house
颗粒体积(um)
25-45um(-325/+500 目) IPC-TM-650
焊剂含量(wt%)
9.5~10wt%(±0.5)
重量法(可选调)
粘度(25℃时 pa.s)
助焊剂使用说明书

助焊剂使用说明书-CAL-FENGHAI.-(YICAI)-Company One1东莞市军威化工科技有限公司东莞市中茂石油化工贸易有限公司助焊剂说明书概述JW-801系列是含有松香的消亮型助焊剂。
无论是在有铅还是无铅工艺中均可提供极高的可焊性和可靠性。
它独特的配方使其具有出色的助焊能力,并能有效减少锡珠的産生。
板下SMT零件的抗锡桥性能也优於其他産品。
特点及优势适用於有铅和无铅焊接的领先特点:连接器和板下SMT零件锡桥少优秀的通孔上锡性能-10mil通孔填满率>95%锡珠少优点:焊点平滑,消亮完全助焊剂分布均匀,低黏性可用於无铅和有铅工艺可以喷雾和发泡应用指南爲了保障稳定性的焊接性和电气可靠性,使用的线路板和零件应满足可焊性和离子清洁度的要求。
建议组装厂就这些专案和他们的供应商订立规范,让供应商提供出货分析报告,或由组装厂自行检验。
通常板子和零件进料检验的标准是≦5ug/in2,建议使用离子清洁度测试仪(Omegameter)以加热的溶剂测试。
在制造过程中对板子要小心处理,拿取时应该手持板子的边缘并使用乾净无纤维的手套。
并维持输送带,爪勾和夹具的清洁。
清洁时可使用清洗剂清洗。
JW-801 可用於喷雾和发泡。
喷雾时,可以使用一片纸板代替线路板通过助焊剂喷雾区,然後目检助焊剂喷涂均匀性。
也可以使用板子大小的耐热玻璃通过喷雾和预热区来进行检查。
健康与安全健康与安全资讯详见物质安全资料表(MSDS)吸入焊接作业産生的溶剂和活性剂挥发物质会造成头痛,眩晕,恶心。
工作区域应加装合适的排风装置来除去挥发物。
波峰焊设备出口处也需装有排风装置以彻底除去挥发物。
助焊剂使用过程中要注意穿合适的工作服及防护具避免皮肤和眼睛接触到助焊剂。
机器设置指南残留物清除:JW-801系列是免清洗助焊剂,残留物可安全的留在电路板上,如果需要清除,推荐使用JW-805溶剂型清洗剂。
技术规格腐蚀性和电性能测试腐蚀性测试东莞市军威化工科技有限公司东莞市中茂石油化工贸易有限公司2传真:2助焊剂物质安全资料表一、物品与厂商资料二、成份辨识资料三、危害辨识资料四、急救措施五、灭火措施六、泄漏处理方法七、安全处置与储存方法八、暴露预防措施九、物理及化学性质十、安全性及反应性十一、毒性资料十二、生态资料十三、废弃处置方法十四、运送资料十五、法规资料十六、其他资料。
助焊剂型号及应用

助焊剂型号及应用情况1. 应用背景助焊剂是一种用于提高焊接质量的辅助材料,主要应用于电子元器件的制造和维修中。
助焊剂的主要作用是清洁焊接表面、防止氧化、提高润湿性和增强焊接强度。
根据不同的应用场景和特点,市场上存在着多种型号的助焊剂。
2. 常见助焊剂型号及应用情况2.1 RMA-218RMA-218是一种常见的助焊剂型号,它通常应用于表面贴装技术(SMT)和无铅焊接工艺中。
2.1.1 应用过程使用RMA-218进行无铅焊接时,首先需要将助焊剂涂布在焊接表面或者组件引脚上。
然后通过热风枪或者回流炉对其进行预热,使其达到适当温度。
最后进行焊接操作,将组件引脚与PCB(Printed Circuit Board)连接。
2.1.2 应用效果RMA-218具有良好的润湿性能和卓越的清洁性能,可以有效清除焊接表面的氧化物和污染物,提高焊接质量和可靠性。
它还能够有效防止焊接过程中的氧化反应,减少焊接缺陷的产生。
2.2 RA型助焊剂RA型助焊剂是一种酒精基助焊剂,常用于手工焊接和波峰焊接工艺中。
2.2.1 应用过程在手工焊接过程中,首先将RA型助焊剂涂布在需要焊接的引脚或者焊盘上。
然后使用烙铁对其进行加热,使其达到熔点并与引脚或者焊盘连接。
在波峰焊接工艺中,RA型助焊剂通常被涂布在PCB表面,通过波峰炉对其进行加热和连接。
2.2.2 应用效果RA型助焊剂具有优异的润湿性能和清洁性能,在手工焊接过程中可以提高锡与被连接材料之间的润湿性,使得焊点更加均匀且可靠。
在波峰焊接工艺中,RA型助焊剂可以有效清除PCB表面的氧化物和污染物,提高焊接质量。
2.3 Water-Soluble助焊剂Water-Soluble助焊剂是一种水溶性助焊剂,主要应用于精密电子元器件的制造和维修。
2.3.1 应用过程使用Water-Soluble助焊剂时,首先将其溶解于适量的水中,形成水溶液。
然后将水溶液涂布在需要焊接的表面或者引脚上。
通过热风枪或者回流炉对其进行加热,使其达到熔点并与引脚或者表面连接。
助焊剂使用

助焊剂使用
助焊剂是一种化学制剂,被广泛用于电子焊接、电路板制造和其他类似的工作中,主要用于改善焊接质量,提高焊接速度和效率。
下面介绍助焊剂的使用方法:
1. 准备工具和材料:助焊剂、焊接器具、焊丝、焊接工件。
2. 将助焊剂涂抹在焊接部位:需用刷子或者滴管,将助焊剂涂抹到需要焊接的部位上。
3. 加热焊接材料:使用焊接器具将焊接材料加热到足够的温度。
此时的温度应该足够高,以熔化焊丝和热量足够融化焊接材料表面。
4. 在加热的焊接材料上移动焊丝:将焊丝移动到焊接材料上,并在移动焊丝的同时,加热它,使其熔化。
5. 确保焊丝贴着焊接材料:当焊丝熔化后,用工具将其贴近焊接材料表面,确保焊接材料和焊丝充分接触。
6. 等待冷却:让焊接部位自然冷却至温度接近室温。
需要注意的是,不同类型的助焊剂适用于不同类型的焊接材料和工作环境。
使用助焊剂时,应严格按照说明书和实际需要量使用,以确保焊接效果和安全。
如何使用无铅助焊剂

如何使用无铅助焊剂通常须设定较高比重作业情况有:①基板严重氧化时(此现象无法用肉眼客观辩认,须经实验室检测);②零件脚上端严重氧化时;③基板零件密度高时;④基板零件方向与焊锡方向不致时;⑤多层板⑥焊锡温度较低时;⑦有清洗工艺流程时。
日常作业中应每工作24 小时,慎重检测其比重。
有超过设定标准时马上添加稀释剂,恢复设定之标准比重。
反之,有低于设定标准时应马上添加助焊剂原液恢复原设定之比重标准。
并做记录备查。
HB-LF-906、HB-LF-908、HB-LF-903 适合喷雾,发泡或沾浸作业,作业比重应随基板或零件脚氧化程度决定,比重一般为0.810~0.830(20℃)均可,助焊剂比重随温度变化而变化,温度每升高一度,助焊剂比重下降0.001,实际操作可按作业现场温度适当增减,确保作业条件一致。
在焊锡作业时,波峰焊必须有一个平稳的波峰面,焊点才能得到良好的消光效果,如手浸焊,消光性就特别好,而过两个波峰者,消光性就会受到很大影响。
可适合焊锡高速或低速作业,但须先检测锡液与基板条件再决定作业速度,建议作业速度最好成绩维持3-5 秒,此为发挥焊锡条件之最佳速度,若超过6 秒而无法焊接良好时,可能其它基材或作业需要调整,最好成绩录求相关厂商予以协商解决。
焊锡机上预热设备应保持让基板焊锡面有80-120°方能发挥基最佳效力。
可用于长脚二次作业,第一次焊锡时应尽量采取低比重作业,以免因二次高温而伤害基板与零件并造成焊点氧化。
采用发泡方式时请定期检修空压机之气压,最好能备置二通以上之滤水机,以防止水气进入助焊剂内影响助焊剂之结构及性能。
发泡时泡沫颗粒愈绵愈好,应随时注意发泡颗粒是否大小均匀,反之,必有发泡管阻塞,漏气或故障,发泡高度原则上以不超过基板零件面为最合适高度。
发泡槽内之助焊剂不使用时,应随即加盖防挥发与水气。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何使用无铅助焊剂
通常须设定较高比重作业情况有:①基板严重氧化时(此现象无法用肉眼客观辩认,须经实验室检测);②零件脚上端严重氧化时;③基板零件密度高时;④基板零件方向与焊锡方向不致时;⑤多层板⑥焊锡温度较低时;⑦有清洗工艺流程时。
日常作业中应每工作24小时,慎重检测其比重。
有超过设定标准时马上添加稀释剂,恢复设定之标准比重。
反之,有低于设定标准时应马上添加助焊剂原液恢复原设定之比重标准。
并做记录备查。
HB-LF-906、HB-LF-908、HB-LF-903 适合喷雾,发泡或沾浸作业,作业比重应随基板或零件脚氧化程度决定,比重一般为0.810~0.830(20℃)均可,助焊剂比重随温度变化而变化,温度每升高一度,助焊剂比重下降0.001,实际操作可按作业现场温度适当增减,确保作业条件一致。
在焊锡作业时,波峰焊必须有一个平稳的波峰面,焊点才能得到良好的消光效果,如手浸焊,消光性就特别好,而过两个波峰者,消光性就会受到很大影响。
可适合焊锡高速或低速作业,但须先检测锡液与基板条件再决定作业速度,建议作业速度最好成绩维持3-5秒,此为发挥焊锡条件之最佳速度,若超过6秒而无法焊接良好时,可能其它基材或作业需要调整,最好成绩录求相关厂商予以协商解决。
焊锡机上预热设备应保持让基板焊锡面有80-120°方能发挥基最佳效力。
可用于长脚二次作业,第一次焊锡时应尽量采取低比重作业,以免因二次高温而伤害基板与零件并造成焊点氧化。
采用发泡方式时请定期检修空压机之气压,最好能备置二通以上之滤水机,以防止水气进入助焊剂内影响助焊剂之结构及性能。
发泡时泡沫颗粒愈绵愈好,应随时注意发泡颗粒是否大小均匀,反之,必有发泡管阻塞,漏气或故障,发泡高度原则上以不超过基板零件面为最合适高度。
发泡槽内之助焊剂不使用时,应随即加盖防挥发与水气污染或放至一干净容器内,未过基板焊锡时勿让助焊剂发泡,以减低各类污染。
助焊剂应于使用50小时后立即全部泄下更换新液,以防污染老化衰退,影响作业效果与品质。
作业过程中,应防止裸板与零件脚被汗渍、手渍、油脂或其它材料污染。
焊接完毕基板未完全干固前,请保持干净勿用手污染。