DB44 T 1098-2012 内肋增强聚乙烯(PE)螺旋波纹管广东省标准资料
广东建通管道-高筋(PP)增强聚乙烯缠绕管

高筋(PP)增强聚乙烯缠绕管
产品介绍
“粤星管道”高筋(PP)增强聚乙烯缠绕管是目前市场上研发出来的PP增强缠绕管。
管材是以高密度聚乙烯(HDPE)、聚丙烯(PP)为主要原料,以类等腰梯形的聚丙烯(PP)定向弯曲的PP异形波纹管作为辅助支撑结构。
在熔融状态下的高密度聚乙烯把异形波纹管进行包覆并熔合成一体后,同时绕缠在熔融状态下的高密度聚乙烯本体管外壁制成的一种quan塑、高环刚度、柔性管材。
管材同时符合GB/T19472.2-2017C型标准和T/GDC52-2020团体标准。
PP高筋结构,有利于提高环刚度及稳定性,同时解决了缠绕管内应力集中的缺陷。
熔接效果好,增强缝的拉伸强度。
管材具有大的外表面积,形成管土共同抗压。
广东建通管道制品有限公司可生产DN300—DN3000mm各规格管材,管材长度为6米、9米。
高筋(PP)增强聚乙烯缠绕管施工按《埋地塑料排水管道工程技
术规程》(CJJ143-2010)实施。
应用范围
产品主要用于工程的埋地排水排污、住宅小区、公路预埋排水管道,农田水利灌溉输水、排涝,高压电缆邮电通讯电缆护套等工程以及建筑室内给、消防管。
高筋(PP)增强聚乙烯缠绕管;高筋增强聚乙烯缠绕管;高筋聚乙烯缠绕管;高筋增强缠绕管;PP高筋增强聚乙烯管;高筋管埋地管。
DB44 T 1098-2012 内肋增强聚乙烯(PE)螺旋波纹管广东省标准
ICSQ10备案号:DB44 广东省地方标准DB 44/ T1098—2012内肋增强聚乙烯(PE)螺旋波纹管Inne finned reinforced polyethylene(PE)spiral corrugated pipe2012-12-25发布2013-03-31实施目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 材料 (1)4 产品分类及标记 (2)5 管材结构与连接方式 (2)6 技术要求 (3)7 试验方法 (5)8 检验规则 (7)9 标志、运输、贮存 (8)附录A(资料性附录)管材连接方式示意图 (10)前言本标准按照GB/T 1.1-2009给出的规则起草。
本标准参考了GB/T19472.1-2004《埋地用聚乙烯(PE)结构壁管道系统第1部分:聚乙烯双壁波纹管材》及GB/T 19472.2-2004《埋地用聚乙烯(PE)结构壁管道系统第2部分:聚乙烯缠绕结构壁管材》,并结合国内内肋增强聚乙烯(PE)螺旋波纹管的实际生产情况制订。
本标准的附录A为资料性附录。
本标准由广东省建筑材料研究院、广东建通管道制品有限公司提出。
本标准由广东省质量技术监督局归口。
本标准主要起草单位:广东省建筑材料研究院、广东建通管道制品有限公司。
本标准参加起草单位:中国市政工程西南设计研究总院、广东国通新型建材有限公司、广东大湛管业有限公司。
本标准主要起草人:戴爱清、鲁秀韦、谭东来、廖伟初、龙发、赵忠富、郑进、郭顺和。
本标准为首次发布。
内肋增强聚乙烯(PE)螺旋波纹管1 范围本标准规定了内肋增强聚乙烯(PE)螺旋波纹管的材料、产品分类及标记、管材结构和连接方式、技术要求、试验方法、检验规则和标志、运输、贮存。
本标准适用于长期输送介质温度在45℃以下的无压埋地城镇生活排水、工业排水以及农田排水等管材。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
PE内肋增强螺旋波纹管(B型)规格整理
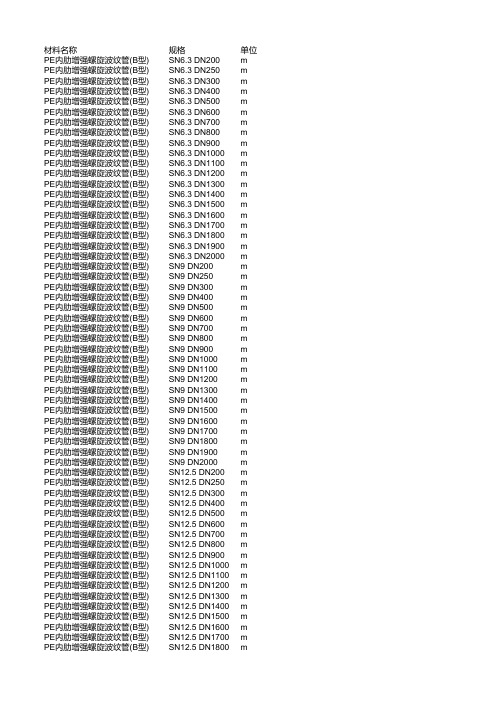
材料名称规格单位PE内肋增强螺旋波纹管(B型)SN6.3 DN200m PE内肋增强螺旋波纹管(B型)SN6.3 DN250m PE内肋增强螺旋波纹管(B型)SN6.3 DN300m PE内肋增强螺旋波纹管(B型)SN6.3 DN400m PE内肋增强螺旋波纹管(B型)SN6.3 DN500m PE内肋增强螺旋波纹管(B型)SN6.3 DN600m PE内肋增强螺旋波纹管(B型)SN6.3 DN700m PE内肋增强螺旋波纹管(B型)SN6.3 DN800m PE内肋增强螺旋波纹管(B型)SN6.3 DN900m PE内肋增强螺旋波纹管(B型)SN6.3 DN1000m PE内肋增强螺旋波纹管(B型)SN6.3 DN1100m PE内肋增强螺旋波纹管(B型)SN6.3 DN1200m PE内肋增强螺旋波纹管(B型)SN6.3 DN1300m PE内肋增强螺旋波纹管(B型)SN6.3 DN1400m PE内肋增强螺旋波纹管(B型)SN6.3 DN1500m PE内肋增强螺旋波纹管(B型)SN6.3 DN1600m PE内肋增强螺旋波纹管(B型)SN6.3 DN1700m PE内肋增强螺旋波纹管(B型)SN6.3 DN1800m PE内肋增强螺旋波纹管(B型)SN6.3 DN1900m PE内肋增强螺旋波纹管(B型)SN6.3 DN2000m PE内肋增强螺旋波纹管(B型)SN9 DN200m PE内肋增强螺旋波纹管(B型)SN9 DN250m PE内肋增强螺旋波纹管(B型)SN9 DN300m PE内肋增强螺旋波纹管(B型)SN9 DN400m PE内肋增强螺旋波纹管(B型)SN9 DN500m PE内肋增强螺旋波纹管(B型)SN9 DN600m PE内肋增强螺旋波纹管(B型)SN9 DN700m PE内肋增强螺旋波纹管(B型)SN9 DN800m PE内肋增强螺旋波纹管(B型)SN9 DN900m PE内肋增强螺旋波纹管(B型)SN9 DN1000m PE内肋增强螺旋波纹管(B型)SN9 DN1100m PE内肋增强螺旋波纹管(B型)SN9 DN1200m PE内肋增强螺旋波纹管(B型)SN9 DN1300m PE内肋增强螺旋波纹管(B型)SN9 DN1400m PE内肋增强螺旋波纹管(B型)SN9 DN1500m PE内肋增强螺旋波纹管(B型)SN9 DN1600m PE内肋增强螺旋波纹管(B型)SN9 DN1700m PE内肋增强螺旋波纹管(B型)SN9 DN1800m PE内肋增强螺旋波纹管(B型)SN9 DN1900m PE内肋增强螺旋波纹管(B型)SN9 DN2000m PE内肋增强螺旋波纹管(B型)SN12.5 DN200m PE内肋增强螺旋波纹管(B型)SN12.5 DN250m PE内肋增强螺旋波纹管(B型)SN12.5 DN300m PE内肋增强螺旋波纹管(B型)SN12.5 DN400m PE内肋增强螺旋波纹管(B型)SN12.5 DN500m PE内肋增强螺旋波纹管(B型)SN12.5 DN600m PE内肋增强螺旋波纹管(B型)SN12.5 DN700m PE内肋增强螺旋波纹管(B型)SN12.5 DN800m PE内肋增强螺旋波纹管(B型)SN12.5 DN900m PE内肋增强螺旋波纹管(B型)SN12.5 DN1000m PE内肋增强螺旋波纹管(B型)SN12.5 DN1100m PE内肋增强螺旋波纹管(B型)SN12.5 DN1200m PE内肋增强螺旋波纹管(B型)SN12.5 DN1300m PE内肋增强螺旋波纹管(B型)SN12.5 DN1400m PE内肋增强螺旋波纹管(B型)SN12.5 DN1500m PE内肋增强螺旋波纹管(B型)SN12.5 DN1600m PE内肋增强螺旋波纹管(B型)SN12.5 DN1700m PE内肋增强螺旋波纹管(B型)SN12.5 DN1800mPE内肋增强螺旋波纹管(B型)SN12.5 DN1900m PE内肋增强螺旋波纹管(B型)SN12.5 DN2000m。
广东电网有限责任公司HDPE电力电缆用导管到货抽检标准(2015版)
广东电网有限责任公司HDPE电力电缆用导管到货抽检标准(2015版)广东电网有限责任公司HDPE电力电缆用导管到货抽检标准广东电网有限责任公司HDPE电力电缆用导管到货抽检标准广东电网有限责任公司二O一五年六月广东电网有限责任公司HDPE电力电缆用导管到货抽检标准目录1、适用范围 ............................................... 22、规范性引用文件 ......................................... 23、工作内容和方法 ......................................... 3 3.1抽检原则 ............................................. 3 3.2 抽样方式............................................. 3 3.3质量判别依据 ......................................... 3 3.4判定原则 ............................................. 3 4、检测项目及缺陷定级 . (4)广东电网有限责任公司HDPE电力电缆用导管到货抽检标准前言根据广东电网有限责任公司品控标准体系建设要求,为规范公司电力电缆用导管到货质量抽检标准和要求,指导公司到货抽检工作的开展,依据国家和行业相关标准及公司采购技术标准、技术协议,特制定本标准。
本标准由广东电网有限责任公司物资部提出、归口管理,并负责滚动修编和解释。
本标准起草单位:广东电网有限责任公司物资品控技术中心。
本标准主要起草人:董重里、郑亚茹、危阜胜、李顺华、聂铭、吴娅、杨楚明、朱振海、卢启付本标准自发布之日起实施。
执行中的问题和意见,请及时反馈至广东电网有限责任公司物资部。
第5页共5页广东电网有限责任公司HDPE电力电缆用导管到货抽检标准广东电网有限责任公司HDPE电力电缆用导管到货抽检标准 1、适用范围本标准适用于广东电网有限责任公司采购的高密度聚乙烯塑料电力电缆用导管(以下简称HDPE管)的到货质量抽样检测工作。
hdpe内肋增强螺旋波纹管特性和生产要点介绍

夏季之后,各地开始频繁降雨,我国已全面进入汛期,全国各地城市都在紧张的处理洪涝灾害带来的各种排水问题。
而且我们都知道水利设施都和管道密不可分,管道起到了重要的运输排水功能。
说道管道除了常见的混凝土管道和铸铁管道之外,今年来hdpe内肋增强螺旋波纹管也慢慢进入了大众的视野当中,这种管道外壁为缠绕波纹状,并且纹内有聚乙烯材质的立筋及以对称面的两个斜向支持筋,中间的多肋结构大大提高了波峰的稳定,赋予了管材极高的环刚度,抗压,耐冲击性好。
承插接口为精密注塑一次成型,连接方便可靠,零渗漏,完全符合闭水试验要求。
下面为大家介绍一下该管材的特性和生产要点。
1、hdpe内肋增强螺旋波纹管特性介绍hdpe内肋增强螺旋波纹管是目前市场上较新研发出来的纯塑料管道,是当今倡导的纯柔性绿色环保排水管。
同时具备了缠绕管等生产工艺简单和波纹管的外波纹与回填材料的接触面积大的优点,hdpe内肋增强螺旋波纹管管道结构的技术创新,使得管材在相同环刚度下,重量明显降低,而同时又解决了双壁波纹管复杂的生产工艺带来的产品成型困难的问题,并且能生产出双壁波纹管生产线难以生产大口径管材的难题,具有非常高的性价比。
2、hdpe内肋增强螺旋波纹管技术指标hdpe内肋增强螺旋波纹管属于HDPE缠绕结构壁管C型,产品执行标准:GB/T19472.2-2017《埋地用聚乙烯(PE)结构壁管道系统第二部分:聚乙烯结构壁管材》,产品符合国家化学建筑材料测试中心检测要求,质量安全可靠。
施工标准执行CECS164-2004《埋地聚乙烯排水管管道工程技术规程》。
3、hdpe内肋增强螺旋波纹管端部生产处理标准(1)hdpe内肋增强螺旋波纹管每根管材均用注塑的方式对管材端面进行加工,由于是机械模压成型,端头的连接质量可靠,密封性能好。
(2)hdpe内肋增强螺旋波纹管先用注塑的方式生产用来密封的塑料环,再用胶粘或焊接的方式将密封环与管材本体进行连接。
此方法生产效率较高,但质量保障的难度较大,易在封口处出现渗漏。
广东建通管道-高筋(PP)增强聚乙烯缠绕管

广东建通管道制品有限公司高筋(PP)增强聚乙烯缠绕管产品介绍“粤星管道”高筋(PP)增强聚乙烯缠绕管是目前市场上研发出来的PP增强缠绕管。
管材是以高密度聚乙烯(HDPE)、聚丙烯(PP)为主要原料,以类等腰梯形的聚丙烯(PP)定向弯曲的PP异形波纹管作为辅助支撑结构。
在熔融状态下的高密度聚乙烯把异形波纹管进行包覆并熔合成一体后,同时绕缠在熔融状态下的高密度聚乙烯本体管外壁制成的一种quan塑、高环刚度、柔性管材。
管材同时符合GB/T19472.2-2017C型标准和T/GDC52-2020团体标准。
PP高筋结构,有利于提高环刚度及稳定性,同时解决了缠绕管内应力集中的缺陷。
熔接效果好,增强缝的拉伸强度。
管材具有大的外表面积,形成管土共同抗压。
广东建通管道制品有限公司可生产DN300—DN3000mm各规格管材,管材长度为6米、9米。
高筋(PP)增强聚乙烯缠绕管同时符合GB/T19472.2-2017C型管标准和T/GDC52-2020团体标准高筋(PP)增强聚乙烯缠绕管施工按《埋地塑料排水管道工程技术规程》(CJJ143-2010)实施。
应用范围产品主要用于工程的埋地排水排污、住宅小区、公路预埋排水管道,农田水利灌溉输水、排涝,高压电缆邮电通讯电缆护套等工程以及建筑室内给、消防管。
1、广东高筋(PP)增强聚乙烯缠绕管;2、广东厂家直供高筋(PP)增强聚乙烯缠绕管;3、广东高筋(PP)增强聚乙烯缠绕管产品价格;4、广东高筋(PP)增强聚乙烯缠绕管规格;5、广东大口径DN2000高筋(PP)增强聚乙烯缠绕管生产设备厂家管道生产厂;6、DN200高筋(PP)增强聚乙烯缠绕管,7、DN300高筋(PP)增强聚乙烯缠绕管;,8、DN400高筋(PP)增强聚乙烯缠绕管.9、DN800高筋(PP)增强聚乙烯缠绕管10、东莞高筋(PP)增强聚乙烯缠绕管;11、珠海高筋(PP)增强聚乙烯缠绕管;12、福建高筋(PP)增强聚乙烯缠绕管;13、广西高筋(PP)增强聚乙烯缠绕管;14、安徽高筋(PP)增强聚乙烯缠绕管;15、湖南高筋(PP)增强聚乙烯缠绕管;16、河南高筋(PP)增强聚乙烯缠绕管;17、陕西高筋(PP)增强聚乙烯缠绕管。
内肋增强聚乙烯(PE)螺旋波纹管
环柔性 冲击性能 烘箱试验 蠕变比率 缝的拉伸强度/N DN/ID≤300 400≤DN/ID≤500 600≤DN/ID≤700 DN/ID≥800
试样圆滑,无反向弯曲,无开裂 TIR≤10%
管材熔缝处无分层、无开裂 ≤4
管材能承受的最小拉伸力 380 510 760 1020
6.5 系统的适用性
2285
10.0
2400
2385
10.5
2500
2485
10.5
2600
2585
10.5
2700
2685
13
2800
2785
13
2900
2885
15
3000
2985
15
6.4 物理力学性能
物理力学性能应符合表 4 的规定。
表 4 管材物理力学性能
项
目
环刚度等级/(kN/㎡)
SN6.3
SN8
SN10
SN12.5
SN16
DB44/ T1098—2012
17 21 28 35 43 51 59 63 75 77 92 95 105 115 120 128 135 142 150 157 165 172 180 187 195 202 210 217 225
要求
≥6.3 ≥8 ≥10 ≥12.5 ≥16
4
DB44/ T1098—2012
5
DB44/ T1098—2012
7.3.2 平均内径
在管材的同一处横断面,用最小刻度不低于1㎜的量具测量管材的内径,每转动45º测量一次,取四 次测量结果的算术平均值,结果保留1位小数。
7.3.3 壁厚
将管材沿圆周进行四等份的均分,用最小刻度不低于0.02㎜的量具测量壁厚,读取最小值,精确到 0.05㎜。
波纹管企业标准技术标准
Q B 陕西宏广橡塑制品有限公司企业标准Q/JS-001-2011阻燃型塑料波纹管2011-03-1发布 2011-03-5实施陕西宏广橡塑制品有限公司阻燃型塑料波纹管1.范围本标准规定了可供汽车低压电线束、建筑、通讯、机电、家用电器等行业配套使用的多用途阻燃型塑料波纹管的技术要求、试验方法、检验规则、标志、包装、运输及储存。
本标准适用于以国产及进口的聚乙烯(PE),聚丙烯(PP),聚氯乙烯(PVC)为基础的改性材料,采用挤出——中空定型工艺连续长度绕制或定尺长度分段工艺制造的各规格型号的塑料波纹软管与波纹中硬管。
2.引用规范性文件JG/T3001-92 建筑用绝缘电工套管及配件QC/T29106-92 汽车用低压电线线束技术条件GB/2828 计数抽样检验程序GB9328 公路车辆用低压电缆(电线)ZBG33008-89 聚氯乙烯塑料波纹电线管YD/T841-1996 地下通讯管道用塑料管GB/T13527.1-92 软聚氯乙烯管(流体输送用)GB/T13527.2-92 软聚氯乙烯管(电线绝缘用)GB/8410-2006 汽车内装饰材料的燃烧特性GB/T9575-2003 工业通用橡胶和塑料软管内径尺寸及公差和长度公差3、技术要求3.1外观波纹管波型清晰、完整、波形错径不大于1.5mm,光滑无明显合模飞边,不得有任何裂纹或破孔现象,也不得有明显的不均匀壁厚。
波纹管的刚性,挠性与弹性手感良好。
3.2颜色根据汽车线束行业及电气行业使用要求,基本色别为黑色,色泽均匀,聚乙烯阻燃波纹管,色泽允许略呈灰黑色。
根据顾客需要,工厂可生产透明及其他颜色波纹管。
3.3内外径偏差与壁厚标准波纹管内外径及壁厚偏差应符合表1的要求3.4.1波纹管切割长度公差应符合表2的要求3.4.2整卷波纹管包装原则上应连续光滑,长度≥15米时,允许有1处接头;每卷包装长度50-150M时,允许有2处断头;每卷包装长度在200M 以上时,允许有3-4处断头,但最多不超过4处断头。
聚乙烯(PE)钢带增强螺旋波纹管企业标准2020版

Q/KSY企业标准Q/KSY11—2020聚乙烯(PE)钢带增强螺旋波纹管2020-7-8发布2020-7-12实施前言本企业根据产品的特点、使用范围编制了聚乙烯(PE)钢带增强螺旋波纹管企业标准,作为该产品的生产、质量检验、订货和采购验收的依据。
本标准严格按GB/T1.1-2009《标准化工作导则第1部分:标准的结构和编写》的要求编写而成。
聚乙烯(PE)钢带增强螺旋波纹管1范围本标准规定了聚乙烯(PE)钢带增强螺旋波纹管的定义、符号和缩略语、原料、分级与标记、管材结构与连接方式、要求、试验方法、检测规则、标志、运输和储存。
本标准适用于施工回填用不含石头的砂土,介质长期温度不大于45℃的埋地排水用聚乙烯(PE)钢带增强螺旋波纹管,包括雨水、污水、废水排放系统。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T2918塑料试样状态调节和试验的标准环境GB/T9647热塑性塑料管材环刚度的测定3定义3.1聚乙烯(PE)钢带增强螺旋波纹管:以高密度聚乙烯(PE)为基体,用表面涂敷粘接树脂的钢带成型为波形作为主要支撑结构,并与聚乙烯材料缠绕复合成整体的双壁螺旋波纹管。
3.2内径在管材上任一处垂直轴向横断面内径的测量值,单位为毫米(mm)。
3.3平均内径在管材的同一断面处,每转动90°测量一次内径,取两次测量结果的算术平均值,单位为毫米(mm)。
3.4层压壁厚在管材的波峰之间纯聚乙烯部分任一处的厚度,单位为毫米(mm)。
3.5内层壁厚聚乙烯(PE)钢带增强螺旋波纹管空腔部份的内壁任一处的厚度,单位为毫米(mm)。
3.6螺距管材任一相邻两波峰之间的轴向距离,单位为毫米(mm)。
4原料生产管材所用的原料是聚乙烯(PE树脂、钢带和粘接树脂,其性能应符合相关标准的要求。
5管材结构5.1管材的结构见图1所示。
广东省质监站客户送检要求全解
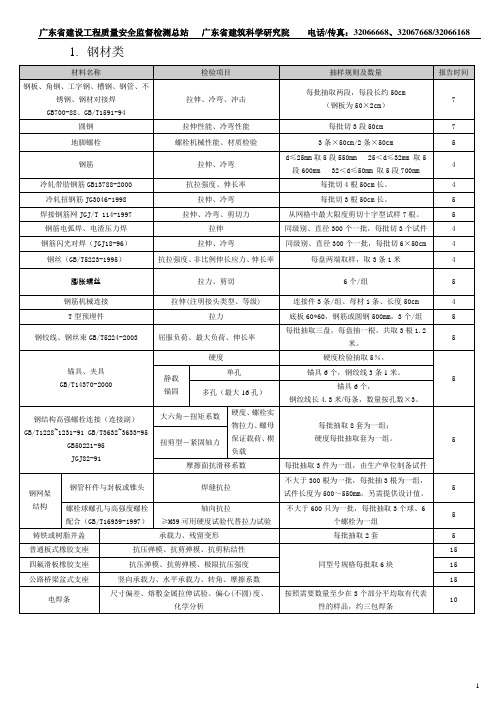
1.钢材类2建筑安全及劳动保护产品3混凝土、砂浆试块4墙体材料5铝合金型材及板材6碳纤维布及浸渍胶7给排水、防水材料胶粘剂8建筑装饰材料9建筑涂料10石材、大理石11.防水涂料12 防水卷材13 建筑密封胶14 给、排水管15复合给排水管材、管件16.镀锌钢管、塑钢型材17塑料(镀锌)线管槽及配件、地下通信用管18市政排水管19.金属元素化验20.粉煤灰、矿渣粉、建筑石灰21.凝土预制构件22.配合比设计23.混凝土用骨料24.水泥25.建筑材料有害物质含量26.室内环境质量检测27.隔热材料28.砼和砂浆外加剂29.干混砂浆30.建筑保温系统及材料31.沥青材料一、沥青配合比设计二、沥青原材检验项目三、沥青混合料检验项目四、沥青混合料用集料检验项目32.材料防火性能送检费用及送样规格33.低压电器、开关、插座34.电器附件安装盒和外壳(新项目)35.电线电缆(供配电用)36.控制电源电缆(电源电缆及消防信号用)37.特种电缆38.通信电缆(智能化弱电用)防静电材料及防静电工程39、防静电材料40、防静电工程根据工程的实际情况及抽样标准,制定检测方案,对其防静电工程的施工质量进行检测,主要检测项目有:接地电阻、体积电阻(率)、表面电阻(率)、系统电阻、摩擦电压、平整度等重要参数或技术指标。
41.给排水、消防管道材料(新项目)42.生活用水器具43、各式阀门44、母线槽(母线干线系统)检测送样的相关说明及收费标准45、照明器具46、道理照明工程对其道路照明工程的施工质量进行检测,主要检测项目有:平均水平照度、照度均匀度、亮度等重要参数或技术指标。
内肋增强聚乙烯(PE)螺旋波纹管产品特性及连接方式介绍

内肋增强聚乙烯(PE)螺旋波纹管主要用于市政工程得埋地排水排污、市政住宅小区、高速公路预埋排水管道,农田水力灌溉输水、排涝,高压电缆、邮电通讯电缆护套等工程及建筑室内给、消防管。
下面我们一起来看看聚乙烯(PE)螺旋波纹管的产品特性与连接方式吧!内肋增强聚乙烯(PE)螺旋波纹管具有环刚度高、结构稳定性好、韧性好等特点,是目前市场上最新研发出来的全塑内肋增强缠绕管。
此管材以高密度聚乙烯(HDPE)为原料,管材具有大的外表面积,形成管土同抗压。
熔接效果好,增强缝的拉伸强度。
内肋结构,有利于提高环刚度的稳定性。
目前国内厂商可生产DN200~2000mm各规格管材,管材生产长度为6米、9米、12米。
内肋增强聚乙烯(PE)螺旋波纹管管材缠绕波纹结构合理,有利于扩大与土壤的接触面以及填入管道波谷内的回填土和管道本身共同承受周边土壤的压力,弄成管土共同作用。
管材波纹中间有直立内肋大大提高了波峰的稳定,有利于抗压、抗冲击。
塑料带材熔接面的宽度大、效果好,使得管材的缝拉伸强度高。
管材连接采用承插电热熔确保零渗漏、不锈钢卡箍式连接方便可靠。
内肋增强聚乙烯(PE)螺旋波纹管采用承插式电热熔连接,承口与插口是采用实壁PE管加工而成,其精密度很高,再插口布置电热网,当插口插入承口后、通过电流使得插口与承口得表面PE材料熔融再一起达到密封效果,整个熔接过程采用专用设备通过温度和时间控制来可靠实现,这样的连接方式不仅将渗漏得可能性从本质上降低,同时保证了接口的强度和提高了横向拉力强度。
内肋增强聚乙烯(PE)螺旋波纹管采用承插式电热熔连接方式。
电热熔带连接时,必须严格按照电热熔带要求的技术指标和设备规定的操作程序进行。
采用的电热熔带必须由生产厂配套供应其步骤如下:A、检查管道和电热熔带是否有损伤。
B、对齐管道和清除杂物。
C、通过水平杆或沙袋将要连接的管道放置在离地面20~30CM处。
地基上挖有操作坑的可将管道直接放置在地基上。
操作坑宽为电热熔带宽2倍,深为官底下30CM,并水平对齐。
中华人民共和国行业标准备案公告2012年第10号(总第154号)--依法备案行业标准145项的公告

37322-2012
DL/T 776-2012
火力发电厂绝热材料
DL/T 776-2001
2012-08-23
2012-12-01
国家能源局
48
37323-2012
DL/T 777-2012
火力发电厂锅炉耐火材料
DL/T 777-2001
2012-08-23
2012-12-01
国家能源局
49
37324-2012
2012-05-24
2012-11-01
工业和信息化部
4
37277-2012
YS/T 784-2012
铝电解槽技术参数测量方法
2012-05-24
2012-11-01
工业和信息化部
5
37278-2012
YS/T 63.9-2012
铝用炭素材料检测方法 第9部分:真06
DL/T 796-2012
风力发电场安全规程
DL/T 796-2001
2012-08-23
2012-12-01
国家能源局
50
37325-2012
DL/T 797-2012
风力发电场检修规程
DL/T 797-2001
2012-08-23
2012-12-01
国家能源局
51
37326-2012
DL/T 800-2012
YS/T 63.15-2006
2012-05-24
2012-11-01
工业和信息化部
8
37281-2012
YS/T 63.19-2012
铝用炭素材料检测方法 第19部分:灰分含量的测定
YS/T 63.19-2006
国家质量监督检验检疫总局公告2012年第92号――关于公布2012年24类产
国家质量监督检验检疫总局公告2012年第92号――关于公布2012年24类产品质量国家监督抽查结果的公告(三)【法规类别】产品质量监督【发文字号】国家质量监督检验检疫总局公告2012年第92号【发布部门】国家质量监督检验检疫总局【发布日期】2012.06.27【实施日期】2012.06.27【时效性】现行有效【效力级别】XE0303续(二)附件16:刨花板产品质量国家监督抽查结果本次共抽查了天津、河北、辽宁、江苏、浙江、安徽、福建、江西、山东、河南、湖北、湖南、广东、广西、四川、云南等16个省、自治区、直辖市147家企业生产的147种刨花板产品。
本次抽查依据《刨花板》GB/T 4897-2003、《室内装饰装修材料人造板及其制品中甲醛释放限量》GB 18580-2001标准的规定,对刨花板产品的吸水厚度膨胀率、静曲强度、内结合强度、表面结合强度、甲醛释放量等5个项目进行了检验。
抽查发现有27种产品不符合标准的规定,涉及到甲醛释放量、吸水厚度膨胀率、静曲强度、内结合强度、表面结合强度项目。
具体抽查结果见附件。
刨花板产品质量国家监督抽查产品及其企业名单所在地商标规格型号生产日期(批号)抽查结果主要不合格项目承检单位1天津市沽上木业有限公司天津市沽上2440×1220×18(mm),在干燥状态下使用的家具及室内装修用板2012-03-18合格国家人造板与木竹制品质量监督检验中心2天津海阳福蒲木业有限公司天津市--2440×1220×18(mm),在干燥状态下使用的普通用板2012-03-16合格国家人造板与木竹制品质量监督检验中心3中盐银港人造板有限公司河北省银港2440×1220×11.7(mm),在干燥状态下使用的家具及室内装修用板2011-12-22合格国家人造板与木竹制品质量监督检验中心4临漳县鑫鑫木业有限公司河北省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-12合格国家人造板与木竹制品质量监督检验中心5藁城市广昌人造板厂河北省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-18合格国家人造板与木竹制品质量监督检验中心6河北东海旭日木业有限公司河北省东海旭日2440×1220×16(mm),在干燥状态下使用的家具及室内装修用板2012-02-19合格国家人造板与木竹制品质量监督检验中心7文安县雁兴刨花板厂河北省雁兴2440×1220×16(mm),在干燥状态下使用的家具及室内装修用板2012-02-15合格国家人造板与木竹制品质量监督检验中心8文安县兴源砂光刨花板厂河北省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-25合格国家人造板与木竹制品质量监督检验中心9文安县文杰人造板厂河北省文杰2440×1220×18(mm),在干燥状态下使用的普通用板2011-12-10合格国家人造板与木竹制品质量监督检验中心10望都县汇银木业有限公司河北省汇银2440×1220×16(mm),在干燥状态下使用的家具及室内装修用板2012-02-04合格国家人造板与木竹制品质量监督检验中心11霸州市王庄子永富板厂河北省永富2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-20合格国家人造板与木竹制品质量监督检验中心12辽阳凯森达木业有限公司辽宁省凯森达2440×1220×18(mm),在干燥状态下使用的普通用板2011-10-10合格国家木制家具及人造板质量监督检验中心(徐州)13大连爱丽思木制品有限公司辽宁省爱丽思2440×1220×18(mm),在干燥状态下使用的普通用板2011-12-06合格国家木制家具及人造板质量监督检验中心(徐州)14辽宁森百木业有限公司辽宁省--2440×1220×18(mm),在干燥状态下使用的普通用板2011-11-05合格国家木制家具及人造板质量监督检验中心(徐州)15沈阳龙祥人造板厂辽宁省--2440×1220×18(mm),在干燥状态下使用的普通用板2011-12-15合格国家木制家具及人造板质量监督检验中心(徐州)16鞍山市凯森达木业有限公司辽宁省凯森达2440×1220×18(mm),在干燥状态下使用的普通用板2011-11-12合格国家木制家具及人造板质量监督检验中心(徐州)17大连正元刨花板有限公司辽宁省--2440×1220×16(mm),在干燥状态下使用的普通用板2011-12-06合格国家木制家具及人造板质量监督检验中心(徐州)18沈阳辽枫人造板有限公司辽宁省--2440×1220×18(mm),在干燥状态下使用的普通用板2012-02-08合格国家木制家具及人造板质量监督检验中心(徐州)19滨海东盾木业有限公司江苏省东盾2440×1220×18(mm),在干燥状态下使用的普通用板2012-01-10合格国家木制家具及人造板质量监督检验中心(徐州)20江苏东盾木业集团江苏东盾2440×1220×16(mm),在干燥状态下2011-12-20合格国家木制家具及人有限公司省使用的普通用板造板质量监督检验中心(徐州)21江阴市长信木业有限公司江苏省--2440×1220×15(mm),在干燥状态下使用的普通用板2012-01-15合格国家木制家具及人造板质量监督检验中心(徐州)22盱眙县德尔人造板有限公司江苏省--2440×1220×28(mm),在干燥状态下使用的普通用板2012-01-20合格国家木制家具及人造板质量监督检验中心(徐州)23洪泽东泰人造板有限公司江苏省东盾2440×1220×18(mm),在干燥状态下使用的普通用板2012-01-10合格国家木制家具及人造板质量监督检验中心(徐州)24徐州长青定向结构板有限公司江苏省--2440×1220×12(mm),在干燥状态下使用的普通用板2012-02-14合格国家木制家具及人造板质量监督检验中心(徐州)25宿迁市福瑞木制品厂江苏省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-11合格国家木制家具及人造板质量监督检验中心(徐州)26沭阳县桂林木业有限公司江苏省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-15合格国家木制家具及人造板质量监督检验中心(徐州)27沭阳县拼板厂江苏省--2440×1220×18(mm),在干燥状态下使用的普通用板2012-02-10合格国家木制家具及人造板质量监督检验中心(徐州)28沭阳县七彩木业制品厂江苏省七彩林2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-14合格国家木制家具及人造板质量监督检验中心(徐州)29江苏同芯木业有限公司江苏省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-01-06合格国家木制家具及人造板质量监督检验中心(徐州)30沭阳县东柳复合木有限公司江苏省--2440×1220×12(mm),在干燥状态下使用的普通用板2012-02-15合格国家木制家具及人造板质量监督检验中心(徐州)31沭阳县耀胜包装材料有限公司江苏省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-10合格国家木制家具及人造板质量监督检验中心(徐州)32吉林森林工业股份有限公司江苏分公司江苏省露水河2440×1220×18(mm),在干燥状态下使用的普通用板2012-01-17合格国家木制家具及人造板质量监督检验中心(徐州)33宁波金龙竹木业有限公司浙江省羽龙2440×1220×16(mm),在干燥状态下使用的普通用板2012-01合格国家竹木产品质量监督检验中心34安徽东至凯林木业有限责任公司安徽省一点绿2440×1220×16(mm),在干燥状态下使用的普通用板2011-11合格国家竹木产品质量监督检验中心35石台县三林人造板有限责任公司安徽省LS2440×1220×16(mm),在干燥状态下使用的普通用板2012-02合格国家竹木产品质量监督检验中心36凤阳县红山木业有限公司安徽省红山2440×1220×16(mm),在干燥状态下使用的普通用板2011-11合格国家竹木产品质量监督检验中心37安徽肯帝亚皖华人造板有限公司安徽省皖华2440×1220×18(mm),在干燥状态下使用的普通用板2012-02合格国家竹木产品质量监督检验中心38安徽全椒县光大木业有限公司安徽省--2440×1220×18(mm),在干燥状态下使用的普通用板2011-12合格国家竹木产品质量监督检验中心39芜湖长城木业有限公司安徽省CCMY2440×1220×25(mm),在干燥状态下使用的普通用板2012-02合格国家竹木产品质量监督检验中心40福建捷鸿木业有限公司福建省捷鸿木业2440×1220×18(mm),在干燥状态下使用的普通用板2011-11-20合格广西壮族自治区产品质量监督检验院41大亚木业(福建)有限公司福建省DareGlobal2360×1230×12(mm),在干燥状态下使用的家具及装修用板2012-02-01合格广西壮族自治区产品质量监督检验院42福建顺鑫刨花板有限公司福建省顺元2440×1220×18(mm),在干燥状态下使用的普通用板2012-02-05合格广西壮族自治区产品质量监督检验院43福建省建瓯市昌业人造板有限公司福建省昌业2440×1220×15(mm),在干燥状态下使用的普通用板2012-01-12合格广西壮族自治区产品质量监督检验院44福建王斌装饰材料有限公司福建省南红2440×1220×16(mm),在干燥状态下使用的普通用板2011-11-16合格广西壮族自治区产品质量监督检验院45永安市吉鑫木业有限公司福建省--2440×1220×15(mm),在干燥状态下使用的普通用板2011-11-02合格广西壮族自治区产品质量监督检验院46福建福人木业有限公司福建省福人2440×1220×12(mm),在干燥状态下使用的家具及装修用板2012-01-18合格广西壮族自治区产品质量监督检验院47福清宏森人造板有限公司福建省--2440×1220×18(mm),在干燥状态下使用的普通用板2012-01-15合格广西壮族自治区产品质量监督检验院48厦门市鑫鸿光木业有限公司福建省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-10合格广西壮族自治区产品质量监督检验院49厦门兴华隆人造板有限公司福建省--2440×1220×15(mm),在干燥状态下使用的普通用板2012-01-08合格广西壮族自治区产品质量监督检验院50南康市大旺人造板有限公司江西省--2440×1220×18(mm),在干燥状态下使用的普通用板2012-02合格国家竹木产品质量监督检验中心51南康市华洲人造板有限公司江西省--2440×1220×18(mm),在干燥状态下使用的普通用板2012-02合格国家竹木产品质量监督检验中心52赣州恒达木业有限公司江西省--2440×1220×18(mm),在干燥状态下使用的普通用板2012-01合格国家竹木产品质量监督检验中心53南康市众兴人造板有限公司江西省--2440×1220×18(mm),在干燥状态下使用的普通用板2012-01合格国家竹木产品质量监督检验中心54山东林盾木业股份有限公司山东省林盾2440×1220×18(mm),在干燥状态下使用的普通用板2012-02-10合格国家人造板与木竹制品质量监督检验中心55鄄城晨鸣板材有限公司山东省晨鸣2440×1220×18(mm),在干燥状态下使用的普通用板2012-01-30合格国家人造板与木竹制品质量监督检验中心56菏泽市九一木业有限公司山东省九一2440×1220×16(mm),在干燥状态下使用的普通用板2012-01-13合格国家人造板与木竹制品质量监督检验中心57河南远博木业有限公司河南省--2440×1220×16(mm),在干燥状态下使用的普通用板2012-01-20合格国家木制家具及人造板质量监督检验中心(徐州)58许昌县财茂木业有限公司河南省--2440×1220×16(mm),在干燥状态下使用的普通用板2011-11-20合格国家木制家具及人造板质量监督检验中心(徐州)59邓州赛博板业有限公司河南省雪杨2440×1220×18(mm),在干燥状态下使用的普通用板2011-10-12合格国家木制家具及人造板质量监督检验中心(徐州)60万华生态板业(信阳)有限公司河南省禾香板2440×1220×8(mm),在干燥状态下使用的普通用板2011-01-15合格国家木制家具及人造板质量监督检验中心(徐州)61洛宁县佳美木业有限公司河南省佳美人2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-18合格国家木制家具及人造板质量监督检验中心(徐州)62沁阳市瑞达木业有限公司河南省神龙山2440×1220×16(mm),在干燥状态下使用的普通用板2012-02-19合格国家木制家具及人造板质量监督检验中心(徐州)63沁阳市华兴人造板有限责任公司河南省--2440×1220×17(mm),在干燥状态下使用的普通用板2012-02-18合格国家木制家具及人造板质量监督检验中心(徐州)64商丘市鼎立木业有限公司河南省--2440×1220×18(mm),在干燥状态下使用的普通用板2012-01-21合格国家木制家具及人造板质量监督检验中心(徐州)65鸿伟木业(湖北)有限公司湖北省鸿伟2440×1220×18(mm),在干燥状态下使用的普通用板2012-01合格国家竹木产品质量监督检验中心66万华生态板业(荆州)有限公司湖北省禾香2440×1220×18(mm),在干燥状态下使用的普通用板2011-12合格国家竹木产品质量监督检验中心67澧县振顺人造板有限责任公司湖南省振顺2440×1220×18(mm),在干燥状态下使用的普通用板2012-02合格国家竹木产品质量监督检验中心68洪江市新盛木业有限公司湖南省--2440×1220×18(mm),在干燥状态下使用的普通用板2011-08合格国家竹木产品质量监督检验中心。
钢骨架增强螺旋双壁波纹管企标-山东巨力管业公司
Q/WJG 山东巨力管业有限公司企业标准Q/WJG016—2004 钢骨架增强螺旋双壁波纹管2004-2-15发布2004-2-25实施山东巨力管业有限公司发布Q/WJG016—2004前言我公司生产的钢骨架增强螺旋双壁波纹管当前因既无国家标准有无行业标准,为了正常组织生产,特制定本标准。
本标准参考了欧洲标准(草案)prEN13476—1:2001《无压埋地排水排污用热塑性管道系统—硬聚氯乙烯(pvc-u),聚丙烯(PP)和聚乙烯(PE)结构壁管系统—第一部分:管材,管件和系统的规范》中关于聚乙烯结构壁管系统的要求。
附录A为资料性附录,附录B为规范性附录。
本标准于2004年2月15日发布,2004年2月25日实施。
本标准有效期三年,到期复审。
本标准由山东巨力管业有限公司提出并起草本部分主要起草人:刘兆昌曹文波Q/WJG016—2004钢骨架增强螺旋双壁波纹管1 范围本标准规定了埋地用钢骨架增强螺旋双壁波纹管的定义、符号和缩略语、原料、管材分类和标记、结构型式和连接方式、技术要求、试验方法、检验规则、标志、运输和贮存。
本部分适用于以聚乙烯(PE)为主要原料,以金属加强筋作为辅助支撑结构,采用缠绕成型工艺,经加工制成的结构壁管材。
该管材适用于长期温度在45ºC以下的埋地排水、埋地农田排水等工程。
2规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根椐本部分达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本部分。
GB/T1033—1986 塑料密度和相对密度试验方法GB/T2826—1992 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2918—1998 塑料试样状态调节和试验的标准环境GB/T3682—2000 热塑性塑料熔体质量流动速率和熔体体积流动速率测定(idt ISO1133:1997)GB/T6111—200×流体输送用热熔性塑料管材耐内压试验方法(idt ISO1167:)GB/T6671—2001 热塑性塑料管材纵向回缩率的测定(eqv ISO2505:1994)GB/T8804.3—200×热塑性塑料管材—拉伸性能测定第三部分:聚烯烃类管材(idt ISO6259—3:1997)GB/T14152—2001 热塑性塑料管材耐外冲击性能试验方法时针旋转法(eqv ISO3127:1994)GB/T17391—1998 聚乙烯管材与管件热稳定性试验方法GB/T18042—2000 热塑性塑料管材蠕变化率的试验方法(eqv ISO9967:1994)Q/WJL006-2003 热塑性塑料管材环刚度的测定ISO13968:1997 塑料管道及输送系统热塑性塑料管材环柔性的测定3定义,符号和缩略语本部分采用下列定义、符号和缩略语。
DB44T1098-2012内肋增强聚乙烯(PE)螺旋波纹管广东省标准详解

ICSQ10备案号:DB44 广东省地方标准DB 44/ T1098—2012内肋增强聚乙烯(PE)螺旋波纹管Inne finned reinforced polyethylene(PE)spiral corrugated pipe2012-12-25发布2013-03-31实施目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 材料 (1)4 产品分类及标记 (2)5 管材结构与连接方式 (2)6 技术要求 (3)7 试验方法 (5)8 检验规则 (7)9 标志、运输、贮存 (8)附录A(资料性附录)管材连接方式示意图 (10)前言本标准按照GB/T 1.1-2009给出的规则起草。
本标准参考了GB/T19472.1-2004《埋地用聚乙烯(PE)结构壁管道系统第1部分:聚乙烯双壁波纹管材》及GB/T 19472.2-2004《埋地用聚乙烯(PE)结构壁管道系统第2部分:聚乙烯缠绕结构壁管材》,并结合国内内肋增强聚乙烯(PE)螺旋波纹管的实际生产情况制订。
本标准的附录A为资料性附录。
本标准由广东省建筑材料研究院、广东建通管道制品有限公司提出。
本标准由广东省质量技术监督局归口。
本标准主要起草单位:广东省建筑材料研究院、广东建通管道制品有限公司。
本标准参加起草单位:中国市政工程西南设计研究总院、广东国通新型建材有限公司、广东大湛管业有限公司。
本标准主要起草人:戴爱清、鲁秀韦、谭东来、廖伟初、龙发、赵忠富、郑进、郭顺和。
本标准为首次发布。
内肋增强聚乙烯(PE)螺旋波纹管1 范围本标准规定了内肋增强聚乙烯(PE)螺旋波纹管的材料、产品分类及标记、管材结构和连接方式、技术要求、试验方法、检验规则和标志、运输、贮存。
本标准适用于长期输送介质温度在45℃以下的无压埋地城镇生活排水、工业排水以及农田排水等管材。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ICSQ10备案号:DB44 广东省地方标准DB 44/ T1098—2012内肋增强聚乙烯(PE)螺旋波纹管Inne finned reinforced polyethylene(PE)spiral corrugated pipe2012-12-25发布2013-03-31实施目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 材料 (1)4 产品分类及标记 (2)5 管材结构与连接方式 (2)6 技术要求 (3)7 试验方法 (5)8 检验规则 (7)9 标志、运输、贮存 (8)附录A(资料性附录)管材连接方式示意图 (10)前言本标准按照GB/T 1.1-2009给出的规则起草。
本标准参考了GB/T19472.1-2004《埋地用聚乙烯(PE)结构壁管道系统第1部分:聚乙烯双壁波纹管材》及GB/T 19472.2-2004《埋地用聚乙烯(PE)结构壁管道系统第2部分:聚乙烯缠绕结构壁管材》,并结合国内内肋增强聚乙烯(PE)螺旋波纹管的实际生产情况制订。
本标准的附录A为资料性附录。
本标准由广东省建筑材料研究院、广东建通管道制品有限公司提出。
本标准由广东省质量技术监督局归口。
本标准主要起草单位:广东省建筑材料研究院、广东建通管道制品有限公司。
本标准参加起草单位:中国市政工程西南设计研究总院、广东国通新型建材有限公司、广东大湛管业有限公司。
本标准主要起草人:戴爱清、鲁秀韦、谭东来、廖伟初、龙发、赵忠富、郑进、郭顺和。
本标准为首次发布。
内肋增强聚乙烯(PE)螺旋波纹管1 范围本标准规定了内肋增强聚乙烯(PE)螺旋波纹管的材料、产品分类及标记、管材结构和连接方式、技术要求、试验方法、检验规则和标志、运输、贮存。
本标准适用于长期输送介质温度在45℃以下的无压埋地城镇生活排水、工业排水以及农田排水等管材。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1033.1 塑料非泡沫塑料密度的测定第1部分:浸渍法、液体比重瓶法和滴定法GB/T 1040.2 塑料拉伸性能的测定第2部分模塑和挤塑塑料试验条件GB/T 2828.1 计数抽样检验程序第1部份:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 2918 塑料试样状态调节和试验的标准环境GB/T 3682 热塑性塑料熔体质量流动速率和熔体体积流动速率的测定GB/T 6111 流体输送用热塑性塑料管材耐内压试验方法GB/T 8804.3 热塑性塑料管材拉伸性能测定第3部分:聚烯烃类管材GB/T 9341 塑料弯曲性能试验方法GB/T 9647 热塑性塑料管材环刚度的测定GB/T 14152-2001 热塑性塑料管材耐外冲击性能试验方法时针旋转法GB/T 17391 聚乙烯管材与管件热稳定性试验方法GB/T 18042 热塑性塑料管材蠕变比率的试验方法GB/T 19472.1-2004 埋地用聚乙烯(PE)结构壁管道系统第1部分:聚乙烯双壁波纹管材GB/T 19472.2-2004 埋地用聚乙烯(PE)结构壁管道系统第2部分:聚乙烯缠绕结构壁管材HG/T 3091 橡胶密封件给排水管及污水管道用接口密封圈材料规范3 材料3.1 生产管材所用原材料以聚乙烯(PE)为主,其中仅可加入提高性能所必需的添加剂。
3.2 聚乙烯材料性能应满足表1的要求。
表1 聚乙烯材料性能3.3 回用料允许使用来自本厂生产同种管材产生的清洁的符合本标准要求的回用料,可掺入不超过10%到同种新料中使用,所生产的管材应符合本标准的规定。
3.4 弹性密封件性能弹性密封件性能应符合HG/T 3091规定要求。
4 产品分类及标记4.1 分类管材按环刚度分类,见表2。
表2 公称环刚度等级4.2 标记示例:公称尺寸为500mm,环刚度为8kN/㎡的内肋增强聚乙烯(PE)螺旋波纹管材的标记为:内肋增强聚乙烯(PE)螺旋波纹管DN/ID 500 SN8 DB44/T XXXXXXX5 管材结构与连接方式5.1 管材结构以外半波纹结构部件之间内部形肋缠绕连接形成内表面平整,外表面为螺旋波纹的管材。
典型的内肋螺旋波纹结构壁管如图1所示。
deed图中:e i——内层壁厚e c——结构高度d i——内径 d e——外径图1 内肋增强聚乙烯(PE)螺旋波纹管结构示意图5.2 典型连接方式5.2.1 螺旋形端口管材的连接可采用电热熔带焊接连接、热收缩管(带)连接等方式(见A.1)。
5.2.2 平面形端口管材的连接可采用锥形承插式电熔连接、承插式橡胶密封圈连接等方式(见A.2)。
6 技术要求6.1 颜色管材的颜色应均匀一致,内外层应为黑色。
6.2 外观a)管材内外壁不允许有明显的气泡、凹陷、杂质和不规则波纹。
管材的两端应平整并与轴线垂直。
管材波峰区内肋应紧密熔接,不应出现脱开现象。
b)管材在切割后的断面应修整,无毛刺。
6.3 规格尺寸6.3.1 内径管材用公称内径(DN/ID)表示公称尺寸。
6.3.2 长度管材有效长度L一般为6m和9m,其他长度由供需双方商定,不允许有负偏差。
6.3.3 尺寸管材最小平均内径、最小壁厚及最小结构高度均应符合表3规定,管材的平均外径由生产商确定。
表3 内径、壁厚和结构高度尺寸单位为毫米公称尺寸DN/ID 最小平均内径d i,min最小壁厚e i,min最小结构高度e c,min200 195 1.3 146.4 物理力学性能物理力学性能应符合表4的规定。
表4 管材物理力学性能6.5 系统的适用性进行系统适用性试验应符合表5的规定。
表5系统适用性要求7 试验方法7.1 试样预处理除另有规定外,试样应按GB/T 2918的规定,在23℃±2℃条件下,对试样进行状态调节和试验,状态调节时间应不少于24 h,当管材DN/ID>600㎜时状态调节时间应不少于48h。
7.2 外观和颜色目测,内部可用光源照射。
7.3 尺寸7.3.1 长度用最小刻度不低于1㎜的卷尺测量,精确到1㎜。
7.3.2 平均内径在管材的同一处横断面,用最小刻度不低于1㎜的量具测量管材的内径,每转动45º测量一次,取四次测量结果的算术平均值,结果保留1位小数。
7.3.3 壁厚将管材沿圆周进行四等份的均分,用最小刻度不低于0.02㎜的量具测量壁厚,读取最小值,精确到0.05㎜。
7.4 物理力学性能7.4.1 环刚度按 GB/T 9647规定进行。
管材DN/ID>500㎜时,从管材上截取一个试样,旋转120º试验一次,取三次试验的算术平均值。
7.4.2 环柔性试样按 GB/T 9647规定的试验步骤进行。
试验力应连续增加,当试样在垂直方向外径d e变形量为原外径的30%时立即卸载。
试验时管材壁结构的任何部分无开裂,试样沿肋切割处开始的撕裂允许小于0.075d em(平均外径)或75㎜(取较小值)。
7.4.3 冲击性能7.4.3.1 试样管材DN/ID≤500㎜时,按GB/T 14152-2001规定进行。
管材DN/ID>500㎜时,可切块进行试验。
试样尺寸为:长度200㎜±10㎜,内弦长300㎜±10㎜。
试验时试样外表面圆弧应向上,两端水平放置在底板上,管材应保证冲击点为肋的顶端。
7.4.3.2 试验步骤按GB/T 14152-2001 的规定进行,试验温度0℃±1℃,冲锤型号d90,冲锤的质量和冲击高度见表6.(当管材使用地区在-10℃以下进行安装铺设时,冲锤质量和冲击高度见表7,这种管材应标记一个冰晶【*】符号。
表6 冲锤质量和冲击高度表7 寒冷条件下冲锤质量和冲击高度注:冲锤质量偏差为±0.5%7.4.3.3 观察试样,经冲击后产生裂纹、裂缝或试样破碎判为试样破坏,根据试样破坏数按GB/T 14152-2001中图2或表5进行判定TIR值。
7.4.4 烘箱试验7.4.4.1 试样从一根管材上不同部位切取三段试样,试样长度为300㎜±20㎜。
管材DN/ID<400㎜时,可沿轴向切成两块大小相同的试样;管材DN/ID≥400㎜时,可沿轴向切成四块(或多块)大小相同的试样。
7.4.4.2 试验步骤将烘箱温度升到110℃时放入试件,试样放置时不得相互接触且不与烘箱壁接触,应平放于垫有一层滑石粉的平板上,切片试样,应使凸面朝上放置。
待烘箱温度回升到110℃时开始计时,维持烘箱温度110℃±2℃,试样在烘箱内加热时间按以下参数:试验时间:e i≤8㎜ 30mine i>8㎜ 60min加热到规定时间后,从烘箱内将试样取出,冷却至室温,检查试样有无开裂和分层及其它缺陷。
7.4.5 蠕变比率按 GB /T 18042规定进行,试验温度23℃±2℃,根据试验结果,用计算法外推至两年的蠕变比率。
7.4.6 缝的拉伸强度按照GB/T 19472.2-2004附录D中图D.1 制备试样,按GB/T 8804.3规定进行,拉伸速率15㎜/min。
7.5 系统适用性7.5.1 弹性密封件连接的密封性按照GB/T 19472.2-2004附录E规定进行。
试验参数见表5。
7.5.2 焊接或熔接连接的拉伸强度按照GB/T 19472.2-2004附录D中图D.2 制备试样,试样应在熔接处纵向切出,试样应该包括连接处,在试样两端有足够的长度可以保证在拉伸试验时能夹持住。
按GB/T8804.3规定进行试验,拉伸速率15㎜/min。
8 检验规则8.1 产品需经生产厂家质量检验部门检验合格并附有合格证后方可出厂。
8.2 组批同一原料、配方和工艺情况下生产的同一规格管材为一批,管材DN/ID≤500㎜时,每批数量不超过60t。
如生产7天仍不足60t,则以7天产量为一批;管材DN/ID>500㎜时,每批数量不超过300t。
如生产30天仍不足300t,则以30天产量为一批。
8.3 尺寸分组按公称尺寸分组,在表8中给出二个尺寸分组的规定。
表8 尺寸分组单位为毫米8.4 出厂检验8.4.1 出厂检验项目为6.1~6.3条中规定的项目,和6.4条中环刚度、环柔性、烘箱试验和缝的拉伸强度试验。
8.4.2 6.1~6.3 条的项目检验按GB/T 2828.1正常检验一次抽样方案,一般检验水平I,合格质量水平为6.5 ,其N, n, Ac, Re值见表9。
表9 抽样方案单位为根8.4.3 在按8.4.2规定检验合格的管材中,随机抽取一根样品,进行6.4条中的环刚度、环柔性、烘箱试验和缝的拉伸强度试验。
8.5 型式检验型式检验项目为第6章中技术要求的全部项目。
按 8.3规定的尺寸分组中各选取任一规格管材,按8.4.2规定对6.1~6.3条项目进行检验,在检验合格的管材中,随机抽取一根样品,进行6.4~6.5条中各项试验。