塑胶射出成型技术讲义
塑胶射出讲义2
Tg
Tf
溫度
非晶態高聚物的溫度形變曲線
5 PDF created with pdfFactory trial version
結晶度與塑膠物性
e.g. Polyethylene is categorised based on density, or effectively, crystallinity.
Property
Shrinkage, Stiffness, Tensile strength, Hardness, Heat deflection, Chemical resistance Weatherability Impact strength, Ductility Density Increase
n
玻璃轉換溫度與熔化溫度
n
Glass Transition Temperature:
A characteristic temperature at which glassy amorphous polymers become flexible as a result of the onset of segmental motion.
n
n
n
3 PDF created with pdfFactory trial version
玻璃轉換溫度
n
Tg for common amorphous polymers PS 100 °C PC 150 °C PMMA 105 °C Rigid PVC 83 °C Poly(vinyl acetate) 27 °C
n
PvT
n n n
影響比容的主要因素有 溫度及壓力 溫度愈高則比容愈大 壓力愈高則比容愈小 結晶性材料在結晶點有 較明顯的比容降低現象
塑胶射出成型产品设计要领讲义(PPT 31张)

增加成型品強度 幫助成型品充填
橫肋
凹陷、包風、翹曲、週期 長
1998/4/30
塑膠射出成型產品設計要領
肋與角板(Ribs & Gussets)
肋設計準則
。 D > 4T A > 0.5
2.5-3T= H
R = 1/4T W = 0.6-0.75T T
1998/4/30
塑膠射出成型產品設計要領
WORSE CASE 3T
梯度設計使肉厚 變化較緩
BETTER CASE
T
逃料來肉厚變化
CORE-OUT BEST CASE
1998/4/30
塑膠射出成型產品設計要領
R角(Radii)
直角變R角之目的(一)
3.0 應 力 集 中 因 子 2.5 2.0 R P T
減少邊角應力集中 (增強邊角強度)
Sink Mark
Sharp Corner
1998/4/30
塑膠射出成型產品設計要領
肉厚(Wall Thickness)
肉厚不均之影響(二)
Gate
Gate
流動遲滯
1998/4/30
塑膠射出成型產品設計要領
肉厚(Wall Thickness)
肉厚不均之設計
SHARP CORNER
肉厚變化太大
塑膠射出成型產品設計要領
孔洞(Holes)
孔洞設計要項
自攻螺絲需加 錐坑 其他要項 軸心設計平行 於脫模方向
模銷之強度 應予以考慮
1998/4/30
塑膠射出成型產品設計要領
螺紋(Screw Thread)
已不常設計螺牙或自供螺牙
<32牙/in
《射出成型教材》课件

流体塑料在高压下被注射进模 具中。
冷却固化
塑料在模具中冷却固化。
开模取出成型品
冷却固化后的塑料从模具中取 出,完成射出成型过程。
射出成型的应用领域
家电行业
家电产品的外观件和内部结构 件,如洗衣机、空调、电视机 的壳体和内部结构件等。
玩具行业
玩具产品的外观件和内部结构 件,如塑料玩具车、塑料玩具 动物等。
检验与包装
对产品进行质量检验,合格后进 行包装,确保产品在运输过程中 不受损坏。
05
射出成型问题与对策
BIG DATA EMPOWERS TO CREATE A NEW
ERA
成型不良
•·
Байду номын сангаас
材料问题: 塑料材料流动性差、 收缩率大,或材料中杂质多,影 响成型效果。
射出成型过程中,由于各种原因 导致产品成型不完整或表面质量 差。
复合材料
探索将多种材料复合在一起,形成具 有优异性能的复合材料,提高产品的 质量和性能。
新技术应用
3D打印技术
将3D打印技术应用于射出成型领 域,实现个性化、小批量、复杂
产品的生产。
自动化技术
引入自动化技术,提高生产效率 ,降低人工成本,实现大规模、
高效的生产。
智能化技术
利用人工智能、大数据等技术, 实现生产过程的智能化控制和优
硅胶
具有优良的耐高温和耐化学腐蚀性 ,广泛用于密封件和厨具制品。
03
射出成型设备
BIG DATA EMPOWERS TO CREATE A NEW
ERA
射出成型机种类
立式射出成型机
适合生产小型、精密的塑料制品。
卧式射出成型机
射出成型原理PPT课件

.
16
保壓過程說明 流率
壓力
time
• 更多塑料進入模穴以防止產品收縮變形。 • 此一階段稱為壓力控制階段。
.
Back
17
保壓過程壓力探討
• 保壓過程壓力探討
– tf=充填開始
– tf1=充填結束
Pm Pn
– tp=保壓結束
Pm
– td=澆口封口 – te=開模頂出
壓力
Pn
Pg Pc
Pg Pc
tf tf1
模具本體 Mold Base
熱傳導
Heat Conduction
冷卻水管
Cooling Lines
熱對流 Heat Convection
模穴(塑件)
熱傳導
Cavity(Part)
H.eat Conduction
27
模溫週期變化
• 模溫週期變化
– 合模時間
35
– 充填時間
– 保壓時間
模溫
– 冷卻時間
.
7
厚度對壓力差之探討
• 厚度對壓力差之探討
厚度分布
Thickness Distribution
– 厚度厚,壓力差較小
流動阻力較小區域
流動阻力較大區域
– 厚度薄,壓力差較大
縫合線
• 會有黏滯加熱現象產生,造成
Welding Line
溫度上昇,黏度下降
• 流動行為實為流動和熱傳競爭
熱傳較差
熱傳較佳
速度分布 剪切率分布
– 高溫下,保壓壓力較易傳達
高融膠溫度 低融膠溫度 模穴壓力
. 時間
21
模具溫度對模穴壓力探討
• 模具溫度對模穴壓力探討
最新塑胶射出成型常见问题和对策教学讲义PPT课件

發赤
Blush
射出成型機
1. 熔膠溫度太低
2. 射速太快
3. 射壓太高
Large area flash
毛邊或廢邊
Flash
毛邊或廢邊(Flash)的定義: 熔融塑料流入分模面,滑塊的折動面或 配件的間隙所形成的廢料
毛邊或廢邊
Flash
塑料
1. 流動性太大或太小
塑料流動性太大,熔膠太稀,容易滲入模穴各處的間隙, 產生毛邊。 塑料流動性太小,熔膠太稠,須高壓才能填模,模板有 可能撐開,熔膠溢出,產生毛邊。
料溫的設定可以參考材料廠商的建議。
料管分後、中、前、噴嘴(Rear, Center, Front and Nozzle)四區,從後往前的料溫設定應逐步 提高,每往前一區,增高6 oC。 若有必要(尤 其是對熱敏感的塑料),可將噴嘴區和/或前區 的料溫設定的和中區一樣。
毛邊或廢邊
Flash
射出成型機
4. 射壓過高
射壓過高時,模板有可能被模穴內的高壓撐開, 熔膠溢出,產生毛邊。 射壓可從些許缺料注射(Short Shot)開始,每次 增加3 Bar(50psi),直到填壓適度為止。
毛邊或廢邊
Flash
射出成型機
2. 塑料計量過多
塑料計量過多,過量的熔膠被擠入模穴,模板 有可能被模穴內的高壓撐開,熔膠溢出,產生 毛邊。
3. 料管溫度太高或太低
料管溫度太高,熔膠太稀,容易滲入模穴各處 的間隙,產生毛邊。
毛邊或廢邊
Flash
射出成型機
3. 料管溫度太高或太低
料管溫度太低,熔膠太稠,須高壓才能填模, 模板有可能撐開,熔膠溢出,產生毛邊。
毛邊或廢邊
Flash
模具
塑胶射出讲义6
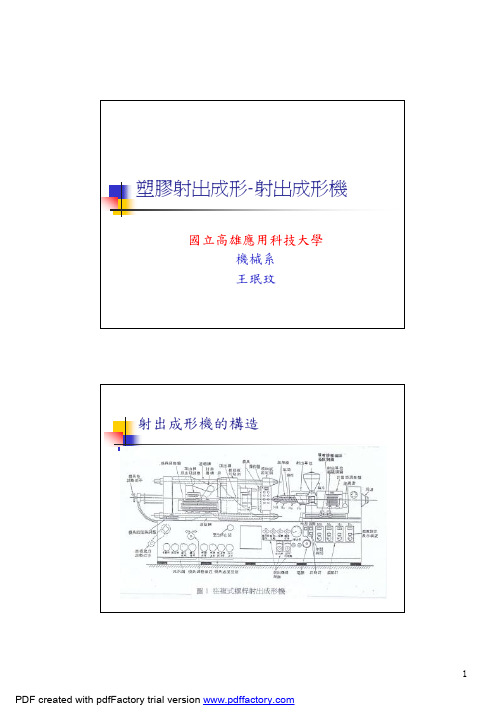
塑膠射出成形-射出成形機國立高雄應用科技大學 機械系 王珉玟射出成形機的構造1 PDF created with pdfFactory trial version 射出成形機的種類1.依成形材料 熱塑性塑膠射出成形機 熱固性塑膠射出成形機 固態原料(IMM) 液態原料(LIM, liquid injection molding) 團狀原料(BMC, bulk modulus molding)射出成形機的種類2.依射出裝置的構造區分柱塞式Torpedo:定量塑料,加熱及剪切塑化,柱塞射出Inline:螺桿提供塑化(含混練),計量,射出,保壓Preplas:押出螺桿塑化,柱塞計量射出2 PDF created with pdfFactory trial version 2.依射出裝置的構造區分3.依合模裝置的構造區分2. 直壓式(Hydraulic)1.肘節式(Toggle)Toggle ClampHydraulic CylinderHydraulic Cylinder3.肘節直壓式 以肘節機構關模,直壓油壓裝置鎖模3 PDF created with pdfFactory trial version 4.依射出裝置與合模的配合區分5.依射出裝置與合模裝置的組數區分1.射出裝置複數者2.鎖模裝置複數者 鞋機,熱固性成形機 (冷卻時間較長的時機)4 PDF created with pdfFactory trial version Co-Injection Molding共射出 CoMolding共射出射出裝置 射出單元功能(a)將塑料輸入料缸,並加熱塑化 (b)將熔膠射入模穴直至填滿 (c)進行壓縮使模穴內的熔膠密度升高,並且持續 續壓動作,直到澆口處不發生流動,避免冷卻收縮。
5 PDF created with pdfFactory trial version 代表性射出裝置的構造與特色柱塞式的特色: (1)外部加熱,塑化效果不佳 (2)藉魚雷使塑料流經間隙而 受熱 (3)柱塞射出,計量準確螺桿式的特色: (1) 進料時,螺桿旋轉且後 退,摩擦生熱,塑化效果佳 (2)射出時,螺桿不旋轉且 直接向前,熔膠高壓射出, 但會因逆流而使計量不準6 PDF created with pdfFactory trial version 預先塑化特色: (1)以螺桿塑化膠料達到塑化均勻的目標 (2)以柱塞進行射出達到精確計量的目標螺桿式射出裝置的主要部份螺桿7 PDF created with pdfFactory trial version 標準型螺桿構造(a)固體輸送區(solid conveying zone): 固體輸送區(又稱進料區)的功 能是將藉由重力落入此一區域的塑料顆粒擠壓成成固體床並以塞狀向前 移動,其主要的驅動力是塑料與套筒內側表面的摩擦力(F1)及塑料與螺 桿表面的摩擦力(F2)之差(即F1-F2),當F1愈大於F2,則輸送能力就愈 高。
塑胶射出成型技术概念篇ppt课件

前者如:PVC,PE,PS,PP……等。 后者有:ABS,AS,POM,PA,PC,PPO,PPS,PBT,PCT,LCP……等。
表2-2常用之材料的比较表
名称 成形温度 结晶温度 熔点温度 模具温度 干燥温度
常见不良现象
PET 235~250
PA46 280~320
顶出与开关模时的压力
储料时的螺杆转速 射出时的射速 顶出与开关模时的速度
原料的干燥温度 原料的成形温度 模具的使用温度
时间 行程
射出的时间 保压时的时间 冷却时的时间
整个cycle的时间
储料时的计量位置 射出时的压力切换位置 顶出与开关模时的位置
上述五项条件的应用技术深深的 影响到成形品的“成本”与“品质”。
何谓射出成形
之
射出成形的种类
新素材 成形不良 后精加工 对应 的消除 之合理化
V
V
V
VVV源自VVVV
V
V
V
V
成形同 薄肉化 中空成形 时加饰 (计量化)
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
备注
08.10.2020
5
塑胶射出成形技术基础教程
表2-1
成形零件的制作
之
成形技术的五要素
压力 速度 温度
储料时的背压 射出时的射压力 冷却时的保压
表1-1
工程
主要 条件 材料 特性
模具 构造
不良 现象
熔融 流
螺杆回转
料管温度 螺杆转速 螺杆背压
粘度的温度依 存度
射出成型介绍PPT课件

.
67
谢谢
.
68
.
46
成型条件的控制
时间控制
位置控制
重量不稳定增加成本 尺寸精度低 变形翘曲 损伤螺杆
重量稳定 尺寸精度高 制程不良易控制
.
47
不良现象的观察及原因
如何有把握地观察到不良现象 外观 尺寸 强度
不良的三个因素: 成型材料的不稳定 模具的精确度低 成型条件的变化
.
48
不良原因及对策
.
49
银线
成品表面以有很多银白色条纹
.
27
固化
模具传导热的作用,将树脂冷却付型 固化过程中,热收缩和结晶收缩同时进行 冷却不均,收缩时间不同,储存残余应力
.
28
注射成型知识
.
29
成型品各部位名称及作用
成品
分流道
进胶口
闸门
主流道
冷料井
副流道
.
30
进胶方式
薄膜进胶
扇形进胶
.
31
进胶方式
潜伏进胶
.
牛角进胶
32
进胶方式
针点进胶
搭接进胶
对策:
原料未充分烘干 降低料管温度 减短停留时间
.
50
汇胶线(夹线)
汇胶线是原料在合流处产生细小的线,是由 于没有完全融合而产生的
对策:
圆孔 汇胶线
提高温度
提高压力速度
进胶方向
改善模具胶口
改善排气
加大冷料井
.
51
翘曲变形
射出时,模具内的树脂受到高压而产生的内部应力, 脱模时,成品两边出现变形弯曲。薄壳产品容易产 生变形
.
54
毛边(披峰)
塑胶射出成形的原理PPT培训课件

• 優點:易加工,成型品尺寸精確,澆口尺寸易加 工修改,分離容易,可防止塑料在射出過 程中發生逆流,澆口部分之摩擦黏滯生熱 可幫助充填進行。
• 缺點:澆口移除之後加工較麻煩,成型品表面常 有澆口移除所留下痕跡,較不美觀,壓力 損失大,塑料充填性不佳,有時易造成充 填不足或中途固化。
於注入口之貫穿孔時。
澆道(runner)及澆口(gate)-型式5
6.4及时纠正违反正确操作规程的充装操作。 39.1 招标人在签署合同时,有权对招标文件中规定的货物数量和服务予以增减,但对单价或其他的 条款和条件不作任何改变。 只有做到这些,才能促进整体的学习氛围,把服务的品质做得更好,更一致化。员工才会进一步系 统思考,这些服务的过程应该怎么建立,怎么完成这个目标……持续下去就会建立起一个有系统的 企业文化。 4.4.1安全生产法律法规; ____________________________________________________________
明顯澆口疤,且澆口附近殘留應力大, 使平淺塑件容易發翹曲變形,對單噴 嘴射出機而言一次只能成型一個塑件。 • 用途:多用於熱敏感及高黏度塑料,以及具 有厚截面及品質要求較高之成型品,混有 纖維之塑料亦可使用此種澆口可用於大型 模具。
澆道(runner)及澆口(gate)-型式2
• 側面澆口(side gate)
• 用途:適用於大部份塑料。
澆道(runner)及澆口(gate)-型式3
• 潛入澆口(submarine gate)
• 特點:在分模面下方,向模穴供料的圓形或針點澆 口。
• 優點:模穴位於一塊模板內,沒有模板配合的問題 尺寸較精密,澆口與塑件分離可自動化,節 省後加工工程,進澆位置可自由選擇,殘痕 小,模具構造較針點進澆方式簡單,澆口切 斷可自動化。
射出成形技术解说
⊿P
原理探討
充填工程的內壓變化
壓縮相 保持相
射出相 壓 力
G
1:射出開始 2:塑料到達G位置
E
3:塑料到達E位置,完成射出階段。 4:因繼續壓縮,內壓上昇達最高點。
G E 7 1 2 3 4 5 6
5:停止壓縮,真正進入保持階段。 (內壓隨料溫下降而下降) 6:E位置內壓下降到零,開始收縮。 7:澆口冷凝封住,結束保持壓力。 8:G位置內壓也下降到零,開始收縮。
保持
概述
成形過程的變化
可塑化 充填
液態 液態 液態
固化
黏稠態 半結晶態 固態 成品
固態 顆粒
黏稠態 半結晶態
溫度上昇 黏度下降 密度下降 逐漸膨脹
溫度微降 黏度微昇 密度上昇 逐漸被壓縮
溫度繼續下降 黏度繼續上昇 密度微微上昇 被壓縮度逐漸減少 最後逆轉開始收縮
概述
射出段 容積充填
壓縮段 密度提昇
原理探討
分子配向的影響
成 形 收 縮 率 % 低黏度材料 成 形 收 直角方向 縮 率 流動方向 %
高黏度材料 流動方向 直角方向
玻璃纖維含有量%
玻璃纖維含有量%
實技解說
成形工程的關鍵要素
安定成形
方向差異小 結晶度低 / 流動性良好 收縮率低 高速射出與分段控制 高模溫/高料溫 正確控制 Change-Over Point 正確的壓縮壓和時間 正確的 Follow-Pressure和時間 正確的計量條件
P3 t3 P4 t4
V3 V4 充填最 終位置 V-P 切換位置
V1 射出開 始位置
螺桿前進方向/位置
實技解說
射出段
Injection Phase
射出成型基本知识讲解

模具及鎖模裝置簡介
• 由於射出及保壓過程中,物料在型腔中回 受到很大的壓力,因此,相應的,需要很大的 鎖模力才能保證公模,母模合緊.而射出成 型機的射出量的大小決定了鎖模力的大 小,因此一般以鎖模力來作為射出成型機 的型號. • 由於鎖模力都要數十,數百,乃至上千噸大, 而且必須很穩定,一般需要油壓裝置才能 達到要求.
結
束
謝謝大家
物料輸送理論簡介
模具及鎖模裝置簡介
模具的功能:提供成形品模穴、熔膠的流道、固化定 形及頂出等功能。 模具五大重點: 1.高精密度 2.不故障 3.冷卻良好 4.通風性(排氣) 5.研磨良好
模具之主要架構: 模具之主要架構:
1. 定位環 2. 灌嘴 3. 上固定板(母模固定板) 4. 母模板(母模側模板) 5. 公模板(公模側模板) 6. 公模承板 7. 墊腳(間隔塊) 8. 下固定板(公模固定板) 9. 上頂出板 10. 下頂出板 11. 導柱、襯套 12. 回位銷 13. 支撐柱 14. 停止銷 15. 頂出桿或頂針 16. 模具彈簧
射出成型的基本原理
射出成形三要素:
(1)塑膠原料(高分子聚合物) (2)射出成形機:可融化塑料並提供高壓、高速 將原料擠壓入模具中。 (3)模具:提供一個讓塑料填滿之空間。
射出成型的基本原理
物料:溫度,流動性,粒子大小 射出成型機:計量,溫度,摩擦系數, 射速,保壓,鎖模力 模具:容量,模溫
射出成型的工藝流程
射出成型基本知識講短 工藝簡單 加工精度高 可大量生產 模具成本高,不適 合小批量生產
射出成型的基本原理
石膏成型原理: 三要素→石膏粉、水、模型 石膏粉+水→混合均勻後灌注入模 型中,待凝固後置模型中取出,便成 為石膏製品。
《塑胶射出成形模》课件

精加工
对模具型腔和结构进行精 细加工,确保尺寸和形状 精度。
电加工
对难以用机械加工完成的 部位进行电加工,如电极 加工。
热处理与表面处理
热处理
提高模具材料的力学性能和耐久性, 如淬火、回火等。
表面处理
增强模具表面的耐磨性、耐腐总结词
模具磨损是由于塑料在高温和高压下与模具表面摩擦所引起 的。
详细描述
为了减少模具磨损,需要选择耐磨性好的模具材料,如硬质 合金或表面镀覆处理。同时,在生产过程中应定期对模具进 行润滑和维护,以保持其良好的工作状态。如果模具磨损严 重,需要进行修复或更换。
模具变形
总结词
模具变形是由于热膨胀和冷却收缩所引起的,通常发生在高温和高压力的工作 环境下。
塑胶射出成形模
目录
• 塑胶射出成形模概述 • 塑胶射出成形模的制造流程 • 塑胶射出成形模的常见问题与解决方案 • 塑胶射出成形模的设计优化 • 塑胶射出成形模的应用与发展趋势
01
塑胶射出成形模概述
定义与特性
定义
塑胶射出成形模是一种用于将塑 胶材料通过高温熔融后,通过压 力注射入模具型腔内,冷却固化 后形成特定形状的模具。
促进产品创新
塑胶射出成形模的应用范围广泛,能够满足 各种形状和规格的塑胶制品的生产需求,促 进了产品创新和个性化定制。
塑胶射出成形模的历史与发展
早期发展
塑胶射出成形技术最早起源于20 世纪40年代,最初主要用于军事
和航空领域。
普及与应用
随着技术的不断发展和普及,塑 胶射出成形模逐渐应用于各个领 域,成为制造行业的重要生产手
05
塑胶射出成形模的应用与发展趋势
塑胶射出成型技术讲义PPT

七、成型事故与对策
(十三)模具的侵蚀对策 模具的滑动部有侵蚀现象 模具滑动部应使用哪些润滑剂 怎样补修侵蚀 因倾斜销产生的滑动模芯的侵蚀防止法 (十四)模具上伤痕对策 怎样防止伤痕 有哪 些补修方法
docin/sundae_meng
七、成型事故与对策
(十五)模具的破损对策 模具使用一年后模槽之角隅发生龟裂 模具材料与龟裂有没有关系 自攻螺丝的下孔用销
七、成型事故与对策
(六)脱模时的破损对策 提高射出压力后离型不良 改善脱模的成型条件 离型剂使用法 参直接浇口的烧口部位发生龟裂 (七)翘曲和变对策 放压对修改翘曲,放开后不久就回复 预估翘曲而制逆翘模具,逆翘反而更严重 如何用成型条件消除翘曲
docin/sundae_meng
docin/sundae_meng
五、塑料射出成型理想化的有关事项
成品的设计 原料的选择 成型机的性能 模具的设计 模具的质量 成型的条件 原料干燥 模具温度
docin/sundae_meng
五、塑料射出成型理想化的有关事项
成型的条件
锁模压力 锁模速度 料管温度 射出压力 射出速度 射出时间 射出位置
一、塑料成型的种类
大多数的成型都是将塑料加热熔 融后,在模具中或经由模具以压、抽、 挤、滚、吹或吸而使之成为我们所要的行状。
成型的种类
射出成型 Injection Molding 挤压成型 Extrusion 吹塑成型 Blow Molding 真空成型 Vacuum Forming 压缩成型 Compression Molding 发泡成型 Expanded Forming 滚塑成型 Rotation Molding 铸塑成型 Casting Molding 层积成型 Lamination