射出成型工艺
塑胶射出成型工艺流程

塑胶射出成型工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!《塑胶射出成型工艺流程》一、模具准备阶段。
在进行塑胶射出成型之前,模具的准备至关重要。
射出机及塑胶料成型工艺
雙色射出成型(Bi-injection)、混色射出成型(Interval Injection)及夾層射出成型(Sandwich Injection)雙色射出成型通常指的是兩種顏色或不同種類塑料的成型,由於雙色機的兩組射出單元及射嘴是獨立分開的,因此其成品的顏色多半是雙色分明,沒有混雜在一起。
相反的,混色射出成型則是運用複合射嘴將兩組射出單元的塑料合流,再配合機器射出速度、壓力、時間的變化,使成品產生混色、漸層及花紋等色彩變化。
至於夾層射出則同樣是運用複合射嘴將兩組塑料合流,但是必須運用特殊設計使原料形成內外包夾,而有所謂「核心料」(core material)及「表層料」(skin material)之分。
因此,除非將成品切開,否則夾層射出成品從外觀上通常只看得到表層料,而看不出有兩種原料。
雙色機與一般射出機最大的差別在於射出單元及活動模板的設計。
一般而言,雙色機有兩組獨立分開的射出單元,一般射出機則只有一組射出單元。
而兩組射出單元的配置方式則隨各廠家的設計而有多種形式,如水平平行同向配置、水平Y型同向配置、水平L型配置、垂直L型配置、垂直Y型配置,甚至搭配二板式鎖模結構而有水平平行對向配置等。
至於活動模板的設計則是必須提供旋轉的機制,一般常見的設計如增加轉盤或轉軸機構等,以提供180°往復旋轉功能,使模具產生循環交替動作。
另有些特殊雙色模具則不需轉盤或轉軸機構,而由模具進行滑動交替或水平旋轉。
混色射出機及夾層射出機與一般標準射出機有何不同?混色及夾層射出機與一般標準機幾乎相同,唯一不同點是混色及夾層機有兩組射出單元而由一個共同射嘴將原料注入模具內。
而混色機及夾層機的差別,也就在於複合射嘴的設計不同。
夾層射出成型與傳統射出成型比較,有哪些特性?對內外層不同塑料的產品,可取代傳統二次加工改為一次成型。
核心料可使用低黏度之原料、降低射出壓力。
核心料可使用回收之廢料或低品質原料以降低成本。
皮層料可採用優質具特殊表面性質或防電磁波干擾等材料,以增加產品性能。
EVA射出工艺

IMF工艺简介

片材于注塑模具内放置好后,闭合模具并向模腔内注入树脂,通过高温、压力使树脂与Film 粘合成一体,注意注塑工艺参数设置,避免产品产生折皱、冲墨……
通过机械手从模腔内取出产品,进行修刮料头,检验外观,产品完成实现.
Insertion
molding
高科技 高品质
高效率
为顾客提供满意的产品和服务
高科技 高品质
高效率
为顾客提供满意的产品和服务
IMF工艺流程
Trimming:
利用切边模具裁切去掉成型后Film之边角余料,使片材初步达到产品的外壳形状. 注意边角裁切整齐,避免锯齿状、波浪状裁切不良现象.
高科技 高品质
高效率
为顾客提供满意的产品和服务
IMF工艺流程
Injection:
成型切边好后之片材放置入注塑模腔,注意片材与模腔清洁,片材与模腔位置相吻合.
Printing
高科技 高品质
高效率
为顾客提供满意的产品和服务
IMF工艺流程
Forming:
利用电脑自动识别点眼技术,将片材上印刷定位点打孔给成型时定位用.
片材在成型模具上定位后进行高温成型,使片材达到与产品设计的立体效果,以使射出时 Film能与母模模腔吻合.
注意温度、Leabharlann 间参数设置,避免烤坏片材或使片材表面保护膜残胶,自检片材及模具防止压 伤等.
IMF 工艺简介
Yuan Weibin
2010/01/01
高科技 高品质
高效率
为顾客提供满意的产品和服务
IMD (In-Mold Decoration) 简介 IMD (In-Mold Decoration) 简介
IMD, In-Mould-Decoration模内装饰,此技术称「塑胶模内射出制程技术」, 泛指将文字图案或图像应用于成型制品,为成型制程中一部份,可分: IMR:In-Mold Roller IML:In-Mold Label (2D) IMF:In-Mold Forming(3D) IMF--(Forming)预先做好3D-Forming 拉伸成型,使用单片Film作业,以机械手置放于模穴进行射出 成型。Film会留在外观表面形成保护层. 主要用于立体外壳、面板、视窗适用于3D立体. 可使用绒毛、织布、皮革、发线、表面纹路处理..等处理。 模具可与喷漆..等其它制程共用. IML--(Laminate) (Label)俗称模内贴标~ Film会留在外观表面形成保护层. 主要用于平面产品或大弧面面板、视窗、瓶罐. 可使用绒毛、织布、皮革、发线、表面纹路处理..等处理。 模具可与喷漆..等其它制程共用. 与IMF差異在于Label无法承受3D面拉伸,所以适用于一般平面产品 IMR--(Rolling)模内转印~油墨转印于射出物表面后,Film撕離不留在表面,再行射出成型. 只用于平面产品或大弧面面板、视窗,不可使用绒毛, 织布, 皮革, 表面纹路处理..等处理。
吸塑工艺和注塑工艺的区别和联系

吸塑工艺和注塑工艺的区别和联系
在现代工业生产中,吸塑工艺和注塑工艺是两种常见的成型工艺,它们在塑料制品加工领域具有重要的应用价值。
尽管二者都是塑料加工技术,但在具体的工艺流程、原理和应用领域上存在一定的区别和联系。
首先,吸塑工艺是一种通过加热和吸力来成型塑料制品的方法。
在吸塑工艺中,先将塑料片材加热软化,然后利用模具或模具系统施加负压,使塑料片材吸附在模具表面,最终冷却固化成型。
而注塑工艺则是在加热熔化的塑料料通过高压射出系统进入模具腔内,在一定压力和温度下冷却凝固成型。
可以看出,吸塑工艺是在模具内部形成真空力来成型,而注塑工艺是通过高压射出来实现成型。
其次,吸塑工艺和注塑工艺在应用领域上也存在一定的区别。
吸塑工艺适用于生产单层或多层塑料膜、薄膜包装、塑料盒、托盘等产品。
而注塑工艺由于其适用性广泛,可以生产各种塑料制品,如零部件、玩具、日用品、汽车零件等。
因此,根据产品的具体要求和形状复杂程度,选择吸塑工艺或注塑工艺有其对应的优势和适用范围。
此外,吸塑工艺和注塑工艺之间也存在一定的联系和互补性。
在一些特定的产品生产过程中,可以采用吸塑和注塑相结合的方式,充分发挥两者的优势。
例如,在生产汽车零部件时,可以先通过注塑工艺生产塑料外壳,再通过吸塑工艺加工成特定形状,既提高了生产效率,又保证了产品的质量和外观。
综上所述,吸塑工艺和注塑工艺在塑料制品加工领域各具特点,区别和联系并存。
在实际生产应用中,根据产品的要求和生产规模选择合适的工艺技术至关重要,同时也可以结合吸塑和注塑等多种工艺手段,以满足不同产品的加工需求,推动塑料制品生产技术的不断创新和发展。
1。
塑胶射出成型技术

塑胶射出成型技术设定注塑工艺时应考虑的塑料物性一收缩率影响热塑性塑料成型收缩的因素如下:1、塑料品种:热塑性塑料成型过程中由于存在结晶化形成的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此热塑性塑料收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也比较大。
2、塑件特性:成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。
由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。
所以壁厚、冷却慢、高密度层厚的则收缩大。
3、进料口形式、尺寸、分布这些因素直接影响料流方向、密度分布、保压补缩作用及成型时间。
4、成型条件:模具温度高,熔融料冷却慢、收缩大,尤其是结晶料因结晶度高,体积变化大,故收缩更大。
另外,保压压力及保压时间对收缩也影响较大,压力大、时间长的则收缩小但方向性大。
注塑压力高,熔融料粘度差小,层间剪切应力小,脱模后弹性回跳大,故收缩也会减小,料温高、收缩大,但方向性小。
因此在成型时调整模温、压力、注塑速度及冷却时间等诸多因素可适当改变塑件收缩情况。
二、流动性1、热塑性塑料流动性大小,一般可从分子量大小、熔融指数、表现粘度及流动比(流程长度/塑件壁厚)等一系列指数进行分析。
分子量小,分子量分布宽,分子结构规整性差,熔融指数高、流动长度长、表现粘度小,流动比大的则流动性就好。
常用塑料的流动性分为三类:1)流动性好PA、PE、PS、PP等;2)流动性中等聚苯乙烯系列树脂(如ABS、AS)、PMMA、POM;3)流动性差PC、硬质PVC。
2、各种塑料的流动性也因成型工艺条件而有所变化,主要影响的因素有如下几点:1)温度:料温高则流动性增大,但不同塑料也各有不同,PS(尤其耐冲击型)、PP、PA、PMMA、PC等塑料的流动性随温度变化较大所以在成型时宜调节温度来控制流动性。
对PE、POM、则温度增减对其流动性影响较小,所以在成型时要通过增加注射压力来增加其流动性。
注塑成型工艺基本知识

注塑成型工艺根底知识一、注塑成型所谓注塑成型〔Injection Molding〕是指将已加热融化的材料喷射注入到模具内,经由冷却与固化后,得到成形品的方法。
也叫射出成型,适用于量产与形状复杂产品等成形加工领域。
二、注塑成形过程是以以下七大顺序执行成型过程几个步骤:1、关门2、锁模3、注射保压4、冷却5、开模6、翻开平安门7、取出产品。
重复执行这种作业流程,就可连续消费产品。
1、关门半自动需开关平安门,全自动平安门设置在关的状态。
2、锁模将挪动侧的挪动板前进,使得模具关闭,模具关闭以后确实地把模具锁紧。
3、射出〔包括保压〕螺杆快速地往前推进,把熔融之成型材料注入模腔内填充成型,填充之后压力要必须继续保持,这个动作特别取名为“保压〞。
在刚充填时模具承受的压力,一般叫做射出压或者叫做“一次压〞。
4、冷却〔以及下个动作的“可塑化过程〞〕模腔内之成型材料等待冷却凝固之过程叫“冷却〞。
在这时候射出装置也准备下次工作,这个过程叫做“可塑化过程〞。
放在料斗里的成型材料,流入加热的料管内加热,是根据螺杆旋转剪切把原料变成熔融状态,螺杆像拨取螺丝的原理一样,一面转一面后退,螺杆前端会储存熔融之成型材料,螺杆旋转时,抵抗螺杆向后退的压力称之为螺杆的“背压〞。
5、翻开模具将挪动侧的挪动板向后退,模具跟着翻开。
6、翻开平安门平安门翻开,这时成型机处于待机状能。
7、取件将成品取出,然后检视确认模具内未残留任何物件再关门.以上整个成型作业叫做一个成型周期。
成品是由模具的形状成型出来。
模具是由母模及公模组合成,公母模模仁之间留有空隙,材料在此流入压缩形成产品。
成型材料要流入公母模之前的通路有主流道〔SPRUE〕流道〔RUNNER〕闸门〔GATE〕等。
三、射出成型机射出成型机以较大工程来区分,可分为两项,锁模装置和射出装置。
1、锁模装置将模具关闭不被翻开,成型材料在模腔内冷却凝固后,模具才翻开然后取出成品等等动作的设备装置之锁模装置。
塑料射出成型工艺流程

塑料射出成型工艺流程Plastic injection molding is a widely used manufacturing process in the production of plastic parts. 塑料射出成型是一种广泛应用的制造工艺,在塑料零件的生产中被广泛采用。
It involves injecting molten plastic material into a mold cavity, where it solidifies into the desired shape. 它涉及将熔化的塑料材料注入到模具腔中,然后在那里凝固成所需的形状。
The process is used to create a variety of products, ranging from small components to large automotive parts. 该过程用于制造各种产品,从小型零件到大型汽车零部件。
One of the key advantages of plastic injection molding is its ability to produce complex and intricate designs with high precision. 塑料射出成型的一个关键优势是它能够以高精度制造复杂和精密的设计。
This makes it suitable for mass production of components with consistent quality and dimensional accuracy. 这使其适用于大规模生产具有一致质量和尺寸精度的零部件。
The process allows for the use of a wide range of plastic materials, including thermoplastics and thermosetting polymers, providing flexibility in material selection. 该过程允许使用各种塑料材料,包括热塑性塑料和热固性聚合物,从而在材料选择上提供了灵活性。
聚丙烯PP的注塑成型工艺
聚丙烯PP的注塑成型工艺塑料原材料的成型工艺加工过程重要是塑化,充模,冷却定型后成为成品,是一个加温后再冷却的过程,也是塑料从颗粒更改到各不同形状的过程,以下将就各个不同阶段的角度去说明加工过程:1.螺杆PP加工绝大部份都是靠螺杆带动流动性,所以螺杆的设计影响特别大,口径大小影响产出量,压缩比大小影响压力值也影响产出量及成品效果,这也包括多种材料(色母、添加剂及改质剂)的混炼效果。
原材料流动重要靠加温器,但原材料翻动磨擦也会产生磨擦热能促使流动性加快,所以螺杆压缩比小带动流动小,转速必需加大所造成磨擦热能必较压缩比大的螺杆多。
所以常说塑料加工无师傅,用心了解机器性能的人就是师傅。
原材料受热不只是加温器而已,必需连摩擦热及窒留时间都并算在内。
所以这是实务问题,阅历有助于生产问题解决及效率。
螺杆假如需要混炼效果特别好,有时会设计二段式不同螺杆或双轴螺杆并分设各段不同形式螺杆以达各式混炼效果。
2.熔融装置加温器(Heater)让原材料颗粒渐渐熔解成流体状流动,重要以各不同原材料适合温度调整,调高温度会趋使原材料流动加快,可加添效率但不肯定能保证良率,必需取得合适的平衡。
另良好的效果与PP遇高热裂解的特性,都是生产时能让原材料顺当流畅到模头,以避开充料不足或回流现象的产生,回流代表原材料流动较产出速率快,zui 后会造成平均流动效率加大等于MFR提高,是加工可利用的方法之一,但却也造成MFR分布特别态可能导致不稳定性加大,导致不良率可能加大。
不过PP成品由于应用的关系都不是尺寸精密度很高的产品,所以影响还不大。
3.模具或模头塑料重新定型依靠的是模具或模头,射出成型成品是立体的,模具也比较多而杂更要考虑收缩率问题,其它皆为平面、条状、针状连续式产品模头,若为特别形状则归为异型,需要注意立刻冷却定型问题。
塑料机器的设计大部份皆像注射针筒,螺杆带动的挤压气力都会在小小出口造成巨大压力,提高生产效率。
当模头设计为平面时如何让原材料平均分布整个面上,衣架模头的设计就非常紧要,讲究的压出机会加添鱼鳃式帮浦稳定原材料供应量。
实际注塑成型工艺在MOLDFLOW中的设定方法

实际注塑成型工艺在MOLDFLOW中的设定方法常听到做MOLDFLOW的同行提到MOLDFLOW分析成型工艺与实际注塑成型不符,不知怎样在MOLDFLOW中设定实际成型工艺,进而无法与实际生产进行比较。
做过注塑成型的朋友都知道,一个产品的质量好坏跟工艺设定有很大关系,所以用MOLDFLOW分析时,分析结果的准确性跟工艺的设定也有很大关系。
本人从使用MOLDFLOW的经验总结一下,帮助大家对工艺设定有更清楚的了解。
目前大多数注塑成型机器注塑阶段控制方式主要有1、注射时间-注射速度2、螺杆位置-注射速度,而第二种方式用得最多,对于大型制品来说经常采用多段速度来控制以获得更好的质量。
不论哪种方式,其注射的速度都是由注塑机的性能决定的,因此必须要对注塑机的性能有所了解,下面以图例对注塑机的工作原理及注塑工艺做简单介绍。
1.注塑机的简明结构图1(注塑成型机示意图)图2(注塑系统示意图)2.注塑成型工艺接下来用我本人做的一个案例来介绍的是怎样在MOLDFLOW 中设定注塑工艺参数(螺杆位置-注射速度即stroke vs % maximun ram speed ).1. 注塑机选择或定义由于moldflow 数据库中的注塑机大多是国外品牌,如雅宝(Auburg )、赫斯基(Husky )、徳马格(Demag )等,很多牌子是没有的,需要自定义,定义方法如下(以我公司的东芝EC350为例,其它品牌可参照)1) 点toosl-new personal database,出现如下对话框:产品模型和网格统计,分析材料选的是pc+abs (GE C6600)在category(类别)拦中选择process condition(工艺条件)下面的 injection molding machine (注塑机),点OK,进入下一步,点new(新建),出现新对话框如下第1栏为description(描述),trade name中输入名称EC350,manufacturer输入厂家toshiba, data source 输入toshiba,data last modified输入sep 10 ,2002, data status默认,这一页的内容主要是注塑机的一些信息,无关紧要的东西,输入结果如下:第2栏为注射部分(重点),maximum machine injection stroke中输入最大计量行程300mm, maximum machine injection rate中输入最大注射率314cm^3/s,machine screw diameter输入螺杆直径50mm,fill control默认stroke vs ram speed)。
射出成型介绍

固化
模具传导热的作用,将树脂冷却付型 固化过程中,热收缩和结晶收缩同时进行 冷却不均,收缩时间不同,储存残余应力
注射成型知识
成型品各部位名称及作用
成品
分流道
进胶口闸门主流道Fra bibliotek冷料井
副流道
进胶方式
薄膜进胶
扇形进胶
进胶方式
潜伏进胶
牛角进胶
进胶方式
针点进胶
搭接进胶
进胶方式
直接进胶
侧边进胶
何谓成型工艺
锁模力
就是 阻止模腔内熔融树脂的压力将模具撑开
成型品末端压力 合模压力
流道压力
模具
螺杆 注射压力
射嘴压力(压力降)
温
料管温度 1.电加热 2.摩擦热 3.剪切热 4.压缩热
度
模具温度 1.传导热 2.对流热 3.辐射热 4.循环热
注射速度
注射速度就是螺杆前进的速度。同注射压力 都是成型条件中重要项目之一
塑胶的分类
物理性质
一般塑胶 工程塑胶
高工程塑胶
化学性质
热塑性塑胶
热固性塑胶
结晶性塑胶 非结晶性塑胶
注塑的原理
将熔融的原料以高压的方式快速充填到模腔 内经过冷却固化后得到所需要的成型品。
构成优良成型品主要因素
模具(60%)
注塑工艺(20%)
成型机(15%) 其他(5%)
成型过程
高压锁模 保压 加料计量
光泽度不均
成品表面亮度或颜色不均匀
对策:
调整料温 提高模温 清洗料管 提高背压 模具抛光
拉伤
成品分模线或滑块合模出处出现损伤
对策:
降低射出压力速度 加大脱模角 改善模具开启方式 改善顶出方式 模具加强抛光 避免成品取出使碰伤
射出成形机概说(中日双语+图示)
射出成形機概説1.射出成形射出成形とは注塑(Injection Molding)是指加热熔融使材料在模具内注塑注入,经过冷却,固话得到成型品的方法。
射出成形(Injection Molding)とは、加熱溶融させた材料を金型内に射出注入し、冷却・固化させることによって、成形品を得る方法です。
适合复杂形状的产品大量生产成形加工的一大块领域複雑な形状の製品を大量に生産するのに適し、成形加工の一大分野なしています。
注塑工艺大致分为,6个射出成形の工程は大きく分けて、6つあります。
1)合模型締め2)射出射出3)保压保圧4)冷却冷却5)开模型開き6)产品取出製品取り出し用这个顺序进行,周期的循环反复,连续生产产品。
この順序で行なわれ、このサイクルの繰り返しで、製品を連続的に生産します。
2.射出成形机射出成形機射出成形机是由合模单元和射出单元分成射出成形機は型締めユニットと射出ユニットに分かれています。
合模机体开关模具,突出(喷射器)进行型締めユニットは金型の開閉、製品の突き出し(ejector)を行います。
有使用液压缸直接开关模具的"直接式"和有使用联动装置进行开关的,开关"Toggle 式"的种类有2种。
油圧シリンダーで直接金型を開閉する『直接式』とリンク機構を使用して開閉する『トグル(Toggle)式』の2種類があります。
射出机体是让树脂加热熔融,在模具内注射射出ユニットは樹脂を加熱溶融させ、金型内へ射出します。
使螺杆旋转,从加料斗投入树脂,会在螺杆前部积存スクリューを回転させ、ホッパーから投入した樹脂をスクリュー前部へ溜めます。
必要的树脂量里相当的行程蓄力后(叫做计量)射出。
必要な樹脂量に相当するストロークを溜めた後(計量と呼びます)、射出します。
树脂在模具内流动的时候,控制螺杆的移动速度(射出速度)。
樹脂が金型内を流動している時は、スクリューの移動速度(射出速度)を制御します。
射出成型原理及塑料材料基础

後頂板
2. 三板模
Top Clamping Plate "A" Plate "X" Plate "B" Plate
主流道襯套
Stripper Plate 剝料板
Support Plate
Ejector Retainer Plate
Ejector Housing
Ejector Plate
3. 熱浇道模具
五、塑胶原料的配色和着色剂
1.著色劑的分類
顏料
著色劑
有機顏料 無幾顏料
2.常用顏料
染料
白色顏料: 鈦白粉(TiO2), 氧化鋅, 鋅鋇白(ZnS· BaSO4) 黑色顏料: 炭黑(有色素炭黑)
珠光顏料: 銀白類, 彩虹類, 彩色類
3.配色着色工艺
色粉直接加入树脂法和色母粒法
六、塑胶原料的鑑別方法
說明:低壓的作用為關模中P.L 面剛接觸此時為快速低壓力,這 時上若有料頭,或其他雜物會因 有低關模壓力關係,使模具面不 會被夾傷在過此階段模具進入高 壓鎖模作用預備射出
2).模具高壓關模夾緊: 此階段為關模高壓作用,射出機曲軸伸直準備射膠,
3).射膠(保壓)
4). 開模
5). 頂出
四、动画模拟
3.全廠的塑料系統可達統一操操控
4.大量輸送節省成本,連續供料質量穩定 5.全部設備密封性作業,無塑料損失,污染 與環保問題
粉碎機:
成型条件
所谓成型条件是指,为了获得所需的成形 品,而利用成型机的汽缸温度、射出速度、 模具温度、射出位置等组合成无数个设定 条件。由于可获得的成形品外观、尺寸、 机械物性会因成形条件而异,因此要找出 最佳的成形条件,就必须仰赖熟练的技术 与经验。理想的注射速度射定应该是使熔 料在尽可能高且一致的速度下流过所有模 腔表面。
塑胶射出成型工艺流程

塑胶射出成型工艺流程
朋友!今天来跟你唠唠塑胶射出成型这档子事儿。
先跟你说哈,我在这行都混了 20 多年啦!想当年我刚入行的时候,那叫一个懵圈,啥都不懂。
不过慢慢摸索,总算是有点门道啦!
咱先说这第一步啊,准备原料。
哇塞,这原料可重要了,就跟做饭得有好食材一样!要是原料不好,后面全白搭。
我记得有一次,用了一批质量不咋地的原料,那做出来的东西,简直没法看!
然后就是加热融化原料,这一步可得掌握好温度,温度高了低了都不行。
嗯...我好像有次温度没控制好,做出来的东西全是次品,那叫一个郁闷啊!
说到模具,这可是关键中的关键!选对模具,那产品才能成型得漂亮。
我跟你讲,有一回我们用错了模具,那可真是“赔了夫人又折兵”,损失惨重啊!
注射这一步也不能马虎,速度和压力都得拿捏好。
唉,我刚开始的时候总是掌握不好,没少犯错。
保压和冷却,这俩步骤也挺重要。
要是保压时间不够或者冷却不均匀,产品就容易出问题。
脱模的时候可得小心,一不小心就容易把产品弄坏。
我就有过这种倒霉经历,心疼得我哟!
我这又扯远啦!咱再回过头来说说原料的事儿。
现在这原料的种类是越来越多,有些新出的我都还没搞太明白呢。
你说要是注射的时候机器突然坏了可咋办?哈哈,别担心,这种情况虽然麻烦,但也不是没法解决。
这塑胶射出成型啊,其实也不是啥特别难的事儿,只要你多练多琢磨,肯定能行!就像我,刚开始也是啥都不懂,现在不也成行家啦!
对了,我听说隔壁厂最近出了个大乌龙,模具设计错了,那损失,啧啧啧!
好啦,我能跟你说的也就这么多,剩下的就靠你自己去摸索啦!。
塑胶镜片成型工艺及测试评价
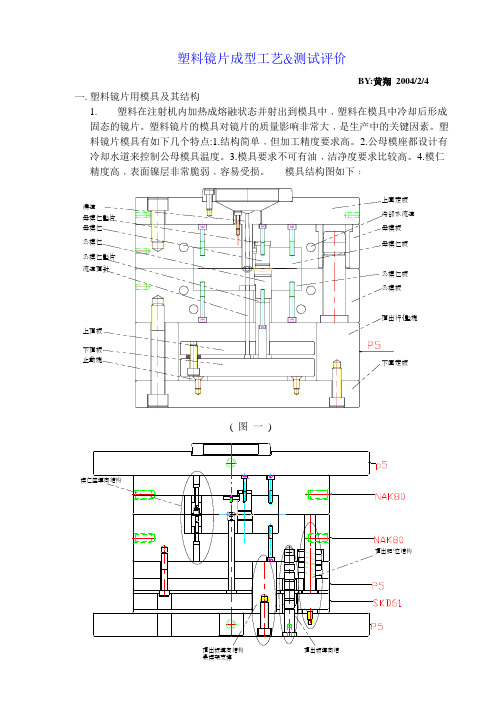
塑料镜片成型工艺&测试评价BY:黄翔2004/2/4一.塑料镜片用模具及其结构1. 塑料在注射机内加热成熔融状态并射出到模具中﹐塑料在模具中冷却后形成固态的镜片。
塑料镜片的模具对镜片的质量影响非常大﹐是生产中的关键因素。
塑料镜片模具有如下几个特点:1.结构简单﹐但加工精度要求高。
2.公母模座都设计有冷却水道来控制公母模具温度。
3.模具要求不可有油﹐洁净度要求比较高。
4.模仁( 图二)3.模仁的制造镜片的镜面为模仁成型﹐模仁镀镍(厚度约0.1mm)﹐在镍层上采用超精密加工车床车削出需要的镜面回转曲面。
新模具一般先制做一套镜面模仁﹐并把该模仁组立入模具后﹐试模并在射出的最佳状态下射出试模镜片﹐并对试模的镜片进行镜片的面精度测量﹐如果误差太大则在成品测量数据的基础上计算出对模仁修正所需要的加工量﹐模仁进行二次超精密加工补正作业﹐以使最终产品精度进入图面范围。
如果一次补正不行则进行二次补正﹐直至图面要求。
当首套模仁确认OK后﹐再对其它穴的模仁进行复制作业﹐复制的模仁再进行实际射出并确认﹐如果不符合图面则进行补正修改直到符合要求为止。
模仁的曲面外形与最终射出完成品的曲面外形不一定完全相同﹐其取决于镜片的结构状况等。
因模仁制造使用了超精密加工车床加工﹐故可以制造出非球面的轴回转曲面塑料镜片﹐这是球面磨镜片所无法达到的。
而非球面镜片对于光学组件改善球差等像差是非常重要的﹐故射出镜片的重要性得到了肯定。
二.塑料镜片射出成型成型过程在很大程度上会影响塑料产品的质量。
OCBU/PIM使用的是日本FANUC 的射出机台﹐公母模都使用水温机进行模具温度控制﹐温度可以控制在-/+1度内。
使用的塑料颗粒在射出前先进行干燥处理﹐确保成型品的质量稳定。
成型条件及设定参数包括以下﹕1.公母模模具温度﹔2.射出料管温度(喷嘴﹐料管1﹐料管2﹐料管3﹐进料口)﹔3.射出及保压参数﹔4.模具动作设定﹔5.顶板动作设定﹔6.计量条件设定其中第1﹐3项对成型镜片影响最大。
加工塑胶毛刺报告
加工塑胶毛刺报告1. 引言塑胶制品在现代制造业中广泛应用,然而,在塑胶制品加工过程中常常会产生一些不可忽视的问题,比如毛刺。
毛刺是塑胶制品表面上突出的小颗粒,给产品的外观和质量带来了负面影响。
本报告旨在探讨塑胶毛刺的成因以及处理方法。
2. 塑胶毛刺成因2.1 塑胶材料的选择塑胶毛刺的成因与塑胶材料的选择有着密切的关系。
一些低质量的塑胶材料中可能会含有不纯物质或杂质,这些杂质在加工过程中容易形成毛刺。
因此,在选择塑胶材料时,应尽量选择高质量、纯净的材料。
2.2 塑胶射出成型过程塑胶射出成型是常见的塑胶制品加工方法,而在这个过程中也容易引起毛刺产生。
主要原因包括模具不良设计、模具损坏、注射速度过快、冷却不充分等。
这些因素都会导致塑胶在注射过程中无法完全填充模具空腔,从而形成毛刺。
2.3 后处理过程塑胶制品在成型后常常需要进行后处理,例如修剪、打磨等。
如果后处理工艺不当或者所用工具不合适,都有可能造成毛刺的产生。
3. 处理塑胶毛刺的方法3.1 塑胶材料的选择如前所述,塑胶材料的选择对于避免毛刺的产生至关重要。
在选择塑胶材料时,应选用高质量的、纯净的材料,并严格遵守供应商提供的使用说明。
3.2 优化射出成型工艺优化射出成型工艺是减少毛刺产生的重要方法。
首先,需要根据塑胶材料的特性和产品要求,合理设计模具以及冷却系统,确保塑胶能够充分填充模具空腔,避免出现空隙导致毛刺。
其次,合理控制注射速度和压力,避免过快或过慢导致的问题。
此外,冷却过程也要足够充分,以保证塑胶在成型过程中得到适当的冷却和固化。
3.3 后处理工艺改进改进后处理工艺也可以有效减少毛刺的产生。
首先,修剪毛刺时应选用适当的工具和方法,并注意力度的控制,以避免对产品造成二次伤害。
其次,打磨过程也需要仔细控制,使用细砂纸或者打磨工具进行平滑处理,并定期更换磨具以保持打磨效果。
4. 结论塑胶毛刺是塑胶制品加工过程中常见的质量问题,会对产品的外观和质量产生负面影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
射出成型工艺Document number【980KGB-6898YT-769T8CB-246UT-18GG08】射出成型工艺图1 塑胶射出流程注塑过程中的关键步骤:1. 塑化计量1)塑化达到组分均匀、密度均匀、黏度均匀、温度分布均匀。
2)计量保证将塑化好的熔体定温、定压、定量射出。
3)塑化效果和能力柱塞式射出机、螺杆式射出机(普通螺杆塑化、动力熔融)。
其中螺杆式射出机的塑化能力强于柱塞式射出机。
2.射出充模1)流动充模射出过程中注塑压力和速度的变化。
射出压力与熔体温度、熔体流速的关系。
射出压力与熔体充模特性(充模流动形式和充模速度)的关系。
2)保压补缩保证将塑化好的熔体定温、定压、定量射出。
保压力、保压时间和模腔压力之间的关系会影响制件的密度、收缩及表面缺陷。
射出成形加工考虑要点1.模具成形温度模温过低:熔体流动性差,制件上产生较大应力、熔接痕,表面质量差。
模温过高:冷却时间、收缩率、翘曲变形均增大。
模温影响射出的成型性、成型效率、制品品质。
尤其对流动性、尺寸安定性、表面光泽及内应力有绝对影响.2. 塑料温度若低于黏流温度:不利于塑化,熔料黏度大,成型困难,易出现熔接痕,表面无光泽或缺料。
若高于热分解温度:引起热降解,导致之间物理和力学性能变差。
3. 螺杆回转速度当进料时,螺杆回转并在背压作用下向后退,其回转速度将主要影响螺杆对物料的塑化能力,此外对料温也会产生影响。
螺杆转速达到一定数值后,综合塑化效果下降。
4.背压设定与螺杆转速一起影响螺杆对物料的塑化效果,要综合考虑背压力和螺杆转速的设定。
背压大而螺杆转速小时会发生逆流。
背压过小会使空气进入螺杆前端。
5.射出成形压力若射出压力过小:模腔压力不足,熔体难以充满模腔。
若射出压力过大:涨模、溢料,压力波动较大,生产难于稳定控制,制件应力增大。
射出压力确定原则:根据条件,射出压力尽量高,有助于提高充模速度、熔接痕强度,防止缺料,使收缩率减小;但同时要注意避免喷射流动。
6. 射出成形速度若射出速度过小:制件表层冷却快,易发生缺料、分层和熔接痕若射出速度过高:维持熔体温度,减小熔体黏度,制件比较密实均匀容易产生喷射,在排气不良时会使制件灼伤或热降解同时应当注意要改变聚合物黏度时应根据聚合物黏度对温度敏感性和对剪切速率敏感性两个因素确定注射温度和注射速度。
6.保压力和保压时间图2. 螺杆转速与塑化效果的关系图4. 注嘴结构图3. 背压油缸结构若保压力不足:压力无法充分传递,易产生成型缺陷。
若保压时间不足:熔体倒流,制件内部真空泡,凹陷。
保压时间的确定:确定保压力和注射温度条件后,根据试验效果确定。
关键成型工艺条件:注塑温度、注塑压力、注塑速度成型条件调试在调试成形条件时,先根据经验将射出阶段分为若干小段,可以先将各段压力和速度设定为经验值,然后主要通过改变各段转换时螺杆所处位置的值来确定成形条件,当无法满足要求时,将压力和速度值作调整,在次调节螺杆位置。
当各段压力、速度、螺杆位置基本确定后,根据此时制件质量在确定保压力和保压时间。
注塑实例(打印机某部件)图5. 注塑过程中压力分布示例本节中,我们引用一个打印机部件的成型作为实例,来说明成型条件调试的过程。
图6. 注塑速度和压力设定曲线图7. 注塑速度和压力设定曲线和实测曲线比较该过程中螺杆位置变化及其它动作图8. 该过程中螺杆位置变化及其它相应动作注射速度和压力的关系以我们的经验来看,压力和速度应该是成正比的。
但从图6速度和压力曲线可以看出,二者没有必然联系,这是因为:成型产品所用塑胶的特性和产品的结构对速度的要求和对压力的要求是相互独立的,例如有的塑胶成型时要得条件是高速低压,还有的塑胶成型时需要低速高压。
所以在注塑机台中,注塑的速度和压力分别由两个系统进行控制,这样我们就可以分别设定速度和压力成型曲线。
在实际操作中,速度和压力不可避免的要互相影响,其它条件一定时,压力越大速度越大,有时我们会利用这一特性调试成形条件。
通过短射追踪模腔塑胶流动轨迹在成形条件的确认过程中,我们会通过不同程度的短射制品来分析熔融的塑胶在模腔中的流动状况。
短射的程度通过螺杆位置曲线设定来确定。
我们可以分段式控制各项成型条件,将螺杆一定行程后的压力或速度设为零,则注塑时螺杆走过这一段行程后停止运动,形成制件的短射,通过控制此段行程的长度可以控制短设程度。
通过不同程度的短射制件我们可以看出溶胶在模腔中的流动轨迹,找出产品成型的最佳条件。
同时可以确定,溶胶在哪些位置发生熔接,那些位置难以成型等。
图9. 不同程度的短射产品注塑用原材料及其特性塑料制件的选材应考虑以下几个方面,以判断其是否满足使用要求。
1.塑料的力学性能,如强度、刚性、韧性、弹性、弯曲性能、冲击性能以及对应力的敏感性。
2.必要的精度,如收缩率的大小及各向收缩率的差异。
3.成型工艺性,如塑料的流动性、结晶性和热敏性等。
4.塑料的物理性能,如对使用环境变化的适应性、光学特性、绝缘或电气绝缘的程度、精加工和外观的完美程度。
5.塑料的化学性能,如对接触物(水、溶剂、油、药品)的耐性、卫生程度以及使用上的安全性。
打印机各部件使用到的塑胶材料实例以下列举某打印机各部件所用到的塑胶材料和这些材料的特性,它们大部分是我们也经常使用的塑胶材料。
PC 琥珀色,高透明性,高耐热温度,高冲击强度,耐磨性、耐腐性、尺寸稳定性等均较高。
但耐疲劳强度低,易产生开裂。
模温太低会使工件不易射饱,表面会有水气痕迹。
ABS塑料的机械性能、耐磨性、耐腐性、尺寸稳定性等均较高。
具有弹性和较高的冲击韧性,优良的成形加工性能,是丙烯晴,丁二烯,苯乙烯三种单体聚合而成。
比较适合电镀。
PC+ABS是聚碳酸脂和ABS的合金材料。
具备PC的耐冲击性和优良的耐候性,及ABS的高流动性,所以应用在薄壁及复杂形状制品时,也能保持其优异的物理特性及成形性。
特点﹕优良的抗UV性能、良好的抗冲击度、优良的成形加工性能、耐高温(80~120 C)、阻燃性。
POM结晶性高,结晶化时体积变化大,吸湿性小,收缩率大,对模温敏感,需单独控制喷嘴温度浇口断面宜大些。
PMMA主要特性是质轻,透光率高,其密度为无机玻璃的一半,而机械强度为无几玻璃的十倍以上。
PMMA的着色性能好,可染成各种鲜艳的颜色。
其使用温度为800c左右,它具有良好的耐候性,但最大缺点是表面硬度不高,容易被划伤,质脆,易开裂。
PMMA的吸水性低,成形收缩率小,塑胶件的尺寸稳定性高。
PBT工程塑胶,用於电脑接头,且有优良电气性,及耐气候性,本身具有润滑图10. ABS结构性,不易受变形及收缩、尺寸精密、密度高,不易起模、需增大起模角度。
PP是典型的通用塑料, PP复合材料具有良好的流动性、加工性及耐热性等性质,透明度、光泽度好,外观漂亮。
制件细小部位的清晰度好,表面可制成皮革图案。
PA又称尼龙,聚显胺的抗拉强度高,硬度高,耐磨性和自润滑性很突出,并有很好的冲击性能。
不溶于有机溶剂和油脂,耐热性不高。
吸湿性大,收缩率大,易变形和缩孔PET耐热性佳,不易疲劳,无毒,需充份乾燥,具有较好的机械性能。
HIPS高冲击强度聚苯乙烯,流动性好。
PC +PET PPE射出成型常见问题一. 制品凹陷射出和保压时间过短 射出压力过小 浇口位置不当 料温太高 模温过低 排气不良如何解决:检查注射量和模具冷却。
提前注塑保压切换点。
提高保压压力和保压时间。
检查模具冷却管路。
降低模具和机器加热温度。
检查冷却系统,压力,水流量,和温度。
二. 表面气泡材料未充分干燥薄厚相接处,肉厚部分形成空洞 模具温度不均 料管温度不稳定 射出压力过低如何解决:降低注塑机加料口温度,或者增加塑化背压;降低料温以减少低分子组分的挥发;对易吸湿材料进行烘干处理;降低注射速度和注射压力;纠正浇口位置。
三. 熔接痕料温太低、塑料流动性差 射出压力过小图11. 制品缩水凹陷图12. 制品表面气泡型腔排气不良 射出速度过慢 模温过低 塑料受到污染如何解决:熔接痕问题在PC 料中最明显,若有两个或两个以上的进胶口尽量避免在产品孔位对称的位置设置进胶口;也可在成型时,通过提高树脂温度、提高模具温度、提高注射压力及速度等,来提高流动性的方式来改善熔线痕;也可在熔接痕的产生处设置推出杆以利于排气从而来改善熔接痕。
四. 短射料筒、喷嘴及模具温度偏低射出压力过小 射出速度过慢浇口尺寸、数量、位置不当 型腔排气不良 塑料流动性太差如何解决:尽可能提高注塑温度及模具温度,增加材料的流动性; 尽可能提高注塑速度和压力,缩短产品填充时间; 稍增加保压时间和压力,以利二次补料; 稍增加背压(作用不太); 产品设计时预防有过薄的结构。
五. 表面烧焦排气不良(末端)射出速度过快 射出压力过大 浇口尺寸过小 料温过高如何解决:加假顶针;加开排气槽;在深腔的型腔中尽量不使用整体型腔。
六.毛边闭模压力不足 注射压力过大图13. 熔接痕图14. 短射图15. 表面烧焦图16. 毛边料温过高射出高压时间过长模具损坏或过热射出速度过快如何解决:即时:降低射出压力,降低加热料筒温度。
降低射出速度。
短期的:对模具发生飞边的面进行研磨,使模具分型面做得严密。
长期的:模具使用硬质钢的材料。
七.银条烘干不够模具问题,模腔有水份料温度不够喷嘴温度太低 如何解决: 充分干燥材料(100℃以上);不过分提高树脂温度;提高螺杆背压;强化排气口沟槽; 从流道排气; 八.翘曲制品切面厚薄不均制品脱模时温度较高模具温度不均保压过度致使内应力增加脱模系统设计或安装不良模具温度过高如何解决:1.制件的设计,尽量让制品壁厚均匀,适当加一些加强筋可以减少变形。
2.模具的设计,选择恰当的浇口位置、顶出杆位置以及顶出杆数量或面积,冷却水道设计时要考虑制件冷却的均匀。
3.注射成型工艺,调整注射压力和保压,压力低了可能造成注射不足,局部收缩变形,压力太大制件内应力大而产生变形。
收缩变形的大小跟树脂种类也是有很大关系的图17. 银条图18. 翘曲。