发那科注塑机讲义
Fanuc电动注塑机成型条件设定与调整

毛頭之消除, 80%可由模具改善, 20%由成型條件改善, 但由成形條件改善會有毛頭或流延
22
7.射出時間的確認
7.1.切換到保壓時,要進行 位置切換 時的射出時間的確認.確認
實際射出時間比己設定的最大射出時間短.
• 如何讓成型更穩定
3
目標
• 正確的初始設定條件: 糾正隨意甚至錯誤的初始設定
• 合理細致的調整方法: 品質提升
• 如何讓成型更穩定: 均質提升
4
1.溫度條件的初始設定
5
1.溫度條件的初始設定
1.1.依各種塑膠材料廠商提供的成型溫度范圍設定
先設定在上下限的0.618處 #13畫面
參考表
樹脂名稱 噴嘴℃ 料筒前℃ 料筒中℃ 料筒后℃ 干燥溫度℃ 模具溫度℃ 背壓Mpa 旋轉數min-1
–注意 – 本設定只是射出條件設定的基本標准.要注意的是,由于樹脂.模
具.其他注塑條件等的不同,調整射出條件.
8
2.計量條件的初始設定
For LCP, 100 ~ 200 is remended
For LCP, 10 ~ 15 is remended
9
2.計量條件的初始設定
2.1.TURN ON
20
5.注料不足的消除
5.1.在最小緩衝量處在比射出保壓切換位置小的狀態,且注料不足時,請一邊注視
著注塑品一邊逐漸地增加計量位置,以使最小緩衝量殘留3~5mm左右.且直到
注料不足消除為止
5.2.在最小緩衝量處在比射出保壓切換位置大的狀態,且注料不足時,請將最大射出 壓力增大到 10 MPa左右. For LCP, 一般約為30 ~ 40 Mpa; 不建議超過50 Mpa;
发那科注塑机资料

1.射出成型机射出成型机是将塑料原料在熔解的状态下高压射入模具内,待塑料冷却凝固后再打开模具,将成型品取出的机器。
为了追求塑料制品的高精度、高效率的大量生,目前,以轻薄短小见长的射出成型机在射出成型工业中已逐流行起来。
以下,就上述特点和应用范围展开论述。
1. 1全电气式射出成型机的特征1.考虑经济实用的合理设计.低价格:全电气式射出成型机通过软件的改造,能够进行复杂的控制。
.节约能源:运转费用低,与油压机相比,其电力消耗仅占 1 / 3。
•高功能:该机拥有强大的人工智能。
.高信赖性:其控制装置具有很高的可信度,机械构造具有高刚性的特点。
.无污染:无噪音,不使用机油。
2.使用AC伺服马达(数字控制)AC伺服马达能够精确设定ROBOSHOT的各轴的速度和位置。
速度控制的最小单位为0.1mm/s,位置控制的最小单位0.01mm。
[用AC伺服马达的控制轴总共有4根轴]:1.射出轴2.螺杆回转轴3.锁模轴4.顶出轴[使用齿轮马达的控制轴总共有2根轴]:1.射出座(喷嘴接触)2.模具厚度的调整[成型塑料]塑料可分为热塑性树脂和热固性树脂。
同时,热塑性树脂又可分为结晶性树脂和非结晶性树脂。
使用塑料原料时一定要很好了解树脂生厂家的树脂特性。
1.热塑性树脂:加热以后软化流动,将其冷却后又固化,再次加热又熔化为原来的状态,好象蜡一样,温度一高就熔化,冷却后又恢复还原成原有的状态。
2.热固性树脂:加热以后软化流动,在一定的温度下固化。
它跟鸡蛋一样,在一定的温度下硬化,而再次加热后却不会再软化熔融。
该树脂在加工成制品后失去了成型性,因而不能再生。
[塑料原料的主要用途和种类]1.精密成型品:照相机镜头,精密接插件,CD,精密齿轮,其他。
2. 一般成型品:接插件,电子零部件,照相机外壳,家用电器部件及其它。
3.杂物成型品:废纸篓,塑料杯等日常用品,塑料模特儿,其他。
1.聚苯乙烯(PS):非常通用的透明树脂。
用于盒式日常用品。
发那科注塑机维修说明书

发那科注塑机维修说明书FANUC发那科注塑机伺服器报警1故障维修,过电压,检查三相电源线。
检查断路和制动电阻,检查应用程序,欠电压,检查三相电源线。
过电流,检查是否有机械堵塞并确保电机是目前使用的适当尺寸。
,检查电机连接和任何相位或相位短路,检查电机电缆的长度和类型使用。
确保电源滤波器未连接到发动机!速度回路FBK错误检查速度环路的连接两侧连接器驱动电机。
PTC电机报警检查PTC连接电缆。
如果警报仍然存在,请禁用驱动器,删除来自电机的电源并使驱动器断电(24VDC) 。
从中取出PTC连接器驱动,短路PTC(连接PTC+)和PTC-)在同一个驱动器端子块上。
为驱动器供电(24VDC)。
如果报警持续存在,驱动器处于故障状态,或PTC电机处于故障状态。
在测试结束时,取下PTC短路连接)。
电源模块每个故障的故障原因及其解决方法如下:1、两个intern是内部错误,要返回厂家维修2、Antivalence-encoder:是编码器故障,检查是否连接编码器,或者编码器线是否断开或者接触不良;3、Encodercounting:编码器计数错误(通过N相信号来判断),检查编码器的屏蔽线是否接触良好,还有就是把编码器线分开走线,提高抗干扰性,也就是说是干扰的问题,屏蔽网要两头都要接金属外壳体,如果还是有问题,请返回厂家;如果现场干扰很严重,那么可以把电流环的encoder increments/resolution设置为0,不让N相信号进行计数,也可以让电机运行,但是会造成电机实际电流缓慢增大,导致烧毁电机,所以还是要找到干扰源,彻底解决干扰的问题。
4、Masterconder:也是编码器故障,也就是驱动器上的Masterconder 接口有问题检查,如果还是出现问题,请更换主编码器;5、Driver temperature:驱动器温度过高>80。
C,请保证控制柜通风正常,以便让驱动器良好散热;6、Logicvoltage:控制电压(逻辑电压)过低180V,驱动器的电机电源是否电压过高(电源模块的问题)7、Busundervoltage:主回路电压过低。
Fanuc电动注塑机成型条件设定与调整

S:計量位置 (cm) r:螺杆半徑 (cm)
W:一模產品質量 (g) ρ:塑膠比重 (g/cm 3 )
π:3.14
2.4.2.當不清楚每次的射出的重量和由于注料不足而無法進行注塑時, 將最大壓力設定低些(50MPa左右),將計量位置的值設定得大些.
–LCP ~ 30 MPa –For connector, through short-shot is better
在模具的保護等需要監視射出壓力時使用.
3.11.計量前 設定
3.11.1.此項為保護設備之用,一般不要作壓力設定, 時間可設為0.1秒左右.
3.11.2.當保壓壓力較大時,請一定將壓力設定為 0 , 時間設定為0.1秒以上.
19
4.實際的射出 等初始設定及計量位置的設定結束后, 試著進行實際的注塑.
2019/8/314/30/98 TWN 鴻海
1
< CN Molding 內部人員教育訓練>
成型條件設定與調整
FANUC S-2000i 100A
CN
一.學習內容&目標 二.成型條件初始設定 三.成型條件調整 四.考試 五.DIY
大綱
1.溫度條件的初始設定
2.計量條件的初始設定
螺杆會以按照計量條件的背壓和旋轉數進行樹脂的計量.
2.2.2.一邊觀察從噴嘴噴出的樹脂量和螺杆后退的情況,一邊以
0.5Mpa逐步調整背壓,直到找出螺杆不再后退的極限背壓.
2.2.3.輸入(前項2-2中找出的極限背壓+0.1) Mpa的背壓值.
2.3 設定螺杆旋轉數. For LCP, about 100 ~ 200 rpm
5.2.2.當最小緩衝量處在比射出保壓切換位置大的狀態且注料不足時,還要將最大
发那科ROBOSHOT电动注塑机与快速简便启动工作单元

• 自动收集数据(无需任何人力操作),并具有备份功能
可以看到ROBOSHOT的数据
FANUC ROBOSHOT-LINKi
FANUC
ROBOSHOT-LINKi
移动终端
质量信息管理
•实现数据追踪和质量提升 •查究不良原因 •确认成型稳定性
11
時間
2017/10
一般控制
为了维持稳定成形 压力波形追踪控制
Screw Speed
Screw Speed
成形品 不稳定
粗密粗密 樹脂密度
充填状態 不稳定
不管计量的 粗密以同样 的速度射出
粗密粗密 樹脂密度
成形品 稳定
充填状態 稳定
根据计量的粗密 控制螺杆的速度
2017/10/27 12
計量 射出・保圧
普通控制
AI压力波形追踪控制
射出
保圧
根据设定压力 根据设定速度
射出圧力
射出速度
可以 切换
射出
追踪所记 忆的压力 波形
保圧 射出圧力
圧力・速度 圧力・速度
优势
時間
〇 出众的成型稳定性 可以抑制计量的波动而维持稳定成形。对于再生材料起到的作用更加明显。
〇 实现出色的再现性 通过调出登录的压力波形、实现再现性出众的成型。
绿色机器人的快速简便启动工作单元
伺服驱动前门
可移动式
小型精密零件的检查整列工序的自动化
插件成型的自动化
基本组成(机构部,机器人界面,机器人基本程序)包裹化 更好的支持机器人系统的导入
ROBOSHOT LINKi
ROBOSHOT-LINKi
• 对应成型工厂的国际化和大规模化的生产及质量信息管理工具
发那科注塑机讲义
不良品回収
良品按照模腔1 个1个分开回収
FA & ROBOT
检查时,连接器 位置的自动检出
iR Vision 系统的特征
①连接器吸附 溝的外形(红色框)
② 连接器(成型品) 外形 (紫色框)
合格 (PASS)
位置的自动补正
20mm
4mm
ショート
不合格 (FAIL)
可用于多模腔的判定 (此模为4模腔)
FA & ROBOT
精密计量3(射出前压缩)的效果
精密计量 1模4取出 ON
30模
VP位置
OFF
初期値
-0.05 mm
-0.10 mm
-0.15 mm
VP位置 初期値
-0.05 mm
-0.10 mm
-0.15 mm
FA & ROBOT
精密计量3(射出前压缩)的效果
依据峰值圧力,进行正确的良否判定
圧力大
开模・成型品取出・闭模
射出
直到射出开始,止逆阀前后端的压力差, 造成塑胶向喷嘴方向微小的漏出(前流)。
射出开始时的逆流 射出量变动的主要原因
闭锁动作
直到逆流阀完全锁闭,其过程中会产生 微小的逆流(回流)。
FA & ROBOT
逆流监视
•世界上首次在画面中显示逆流状况
•这个波形稳定的话,逆流也就稳定。 •三角形变小的话,逆流也随之变小。
削除对象气体 (6种暖化气体)
•二氧化碳 •沼气 •一氧化二氮 •代替氟利昂2种 (HFC,PFC) •六氟化硫磺
全世界 日本 美国 欧盟(EU)
: 5.2%削减 : 6% 削减 : 7% 削减 : 8% 削减
(1990年为基准 )
发那科注塑机全资料

1. 射出成型机射出成型机是将塑料原料在熔解的状态下高压射入模具,待塑料冷却凝固后再打开模具,将成型品取出的机器。
为了追求塑料制品的高精度、高效率的大量生,目前,以轻薄短小见长的射出成型机在射出成型工业中已逐渐流行起来。
以下,就上述特点和应用围展开论述。
1. 1 全电气式射出成型机的特征1.考虑经济实用的合理设计.低价格:全电气式射出成型机通过软件的改造,能够进行复杂的控制。
.节约能源:运转费用低,与油压机相比,其电力消耗仅占1/3。
.高功能:该机拥有强大的人工智能。
.高信赖性:其控制装置具有很高的可信度,机械构造具有高刚性的特点。
.无污染:无噪音,不使用机油。
2.使用AC伺服马达(数字控制)AC 伺服马达能够精确设定ROBOSHOT 的各轴的速度和位置。
速度控制的最小单位为0.1mm/s,位置控制的最小单位0.01mm。
[用AC伺服马达的控制轴总共有4根轴]:1. 射出轴2. 螺杆回转轴3. 锁模轴4. 顶出轴[使用齿轮马达的控制轴总共有2根轴]:1. 射出座(喷嘴接触)2.模具厚度的调整[成型塑料]塑料可分为热塑性树脂和热固性树脂。
同时,热塑性树脂又可分为结晶性树脂和非结晶性树脂。
使用塑料原料时一定要很好了解树脂生厂家的树脂特性。
1.热塑性树脂:加热以后软化流动,将其冷却后又固化,再次加热又熔化为原来的状态,好象蜡一样,温度一高就熔化,冷却后又恢复还原成原有的状态。
2.热固性树脂:加热以后软化流动,在一定的温度下固化。
它跟鸡蛋一样,在一定的温度下硬化,而再次加热后却不会再软化熔融。
该树脂在加工成制品后失去了成型性,因而不能再生。
[塑料原料的主要用途和种类]1.精密成型品:照相机镜头,精密接插件,CD,精密齿轮,其他。
2.一般成型品:接插件,电子零部件,照相机外壳,家用电器部件及其它。
3.杂物成型品:废纸篓,塑料杯等日常用品,塑料模特儿,其他。
1.聚苯乙烯(PS):非常通用的透明树脂。
用于盒式日常用品。
发那科培训讲义第一章
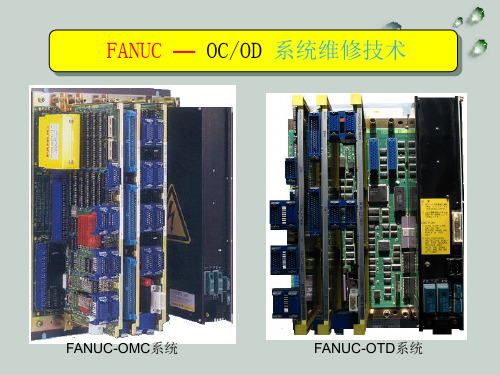
FANUC-OMC系统
FANUC-OTD系统
1.1 FANUC—OC/OD系统及功能连接
1. 全功能、可靠性CNC FANUC—OC系列
CNC单元
显示装置与操作面板
FANUC — OC 系统配置
计算机 显示装置和MDI键盘
α系列主轴模块 α系列进给模块
机床操作面板
M12(手摇脉冲发生器)
手脉接口信号接口 系统功能包参数900#3设定为“1”
CCX5(视频信号)
图形显示板(CCX4)
系统视频信号接口 系统没有图形显示板时与显示器连接;如果有图形显示板将改板的CCX4与显示器 连接,且系统功能包参数909#0设定为“1”
M5/M74接口信号
系统参数I/O通道设定为“0”或“1”(901#6)时启用M5;设定为“2”启用M74(2通道有 效功能包参数是914#4)
(3)伺服电动机内装编码器+5V短路故障 通过从系统轴板分别拔出电动机编码器插头(M184/M187/M194/M197),观察 电源报警指示灯的亮灭情况进行故障具体部分的判别。
(4)系统轴板内部短路故障(+/-15V) 通过拔掉系统轴板再上电进行故障的判别
(5)系统主板短路 更换系统主板
(3) 轴板(AXE)的功能及连接
2.伺服RAM奇偶检验报警(ALM 912 Low/913 High)#914 #915/#916PMC程序奇偶故障
故障产生的原因及处理方法: (1)由于外界的干扰引起的数据报警
系统断电再重新上电后,该故障消失
(2)系统伺服参数据文件不良
系统伺服软件初始化,该故障消失 注意:伺服软件初始化前,应该对系统参数进行备份
注塑机操作说明书
1段﹕注料口﹐流道下 段﹕澆口后
段﹕形狀變化前 段﹕形狀變化后 段﹕形狀變化前 段﹕形狀變化后 段﹕充填結束前 段﹕充填結束后
★ 邊進料設定澆口前和澆口后的位置﹒ ★ 點進料設定射出1段射出至澆口后
整理ppt
21
2.射出切換位置的設定
考慮到成型不良,并為了适應成型品的形狀,要設定射出切換位置,其 操作為:在射出過程中設定速度為0mm/s,觀察成型品,來設定切換位 置.
整理ppt
7
三.射出机构部
1.射出驅動机构 射出驅動机构使螺杆前進,后退.
2.螺杆回轉机构
通過AC馬達的旋轉以及同 步皮帶的作用,使螺杆回轉, 進行計量.
整理ppt
8
四.鎖模机构部
1.鎖模机构
通過AC馬達的旋轉以及同步皮帶的作用,驅動滾珠導螺桿 , 使模具打開或關閉.
整理ppt
9
2.射出座的動作領域
可塑化能力是指在單位時間內可塑化(熔融)的樹脂的最大量,用kg/h表 示.
整理ppt
14
螺杆頭的构造
裝在螺杆最前面的尖頭,是在可塑化(計量)時通過樹脂的壓力,將逆流防 止閥門打開.熔融樹脂向前流動.在長射出或保壓時,逆流防止閥閥門關 閉,阻止螺杆前部樹脂向前逆流.ROBOSHOT 一般采用無爪閥門.
F : S = 70 : 0.8 = 87.5 : 1,取 F:S=100:1
解:1. 當曲線圖,得Pci = 345BAR 之曲線,
因此模穴壓力 Pci = 345 ×1.35 = 467.75
(註:1.35值查流動係數表)
2. 467.75 ×50 ×1.1 ×1/1000= 25 TON
(安全係數)
2.熱固性樹脂:加熱以后軟化流動,在一定的溫度下固化.它跟雞蛋一樣,在 一的溫度下硬化,而再次加熱后卻不會再軟化熔融.該樹脂在加工成制 品后失去了成型性﹐因而﹐不能再生﹒
FANUC(法那科)电动注塑机模板原点方法

FANUC(发那科)电动注塑机模板原点方法
使用机型:FANUC ROBOSHOT S-2000I 50B
1.调模状态下,按下操作面板上的红色“自动锁紧”按钮。
红色自动
锁紧按钮
2.将后盖打开,将调模皮带按逆时针方向旋转到底,直到不能转动。
然后再顺时针方向旋转至白色记号处(皮带上的白色箭头与机器上的白色记号处对齐)
看此处调整
两处白色标记要对齐3.重启注塑机。
4.在重启的同时按住屏幕下方的左右两个角的安键不放。
直到完全启动。
5.进入维修菜单-原点设定-模板-执行;确定一下。
6.重启注塑机。
OK
注:在出现模具在正常操作情况下无法锁模的情况才可以进行模板原点。
收录制作:徐威(从事注塑管理及技术)
QQ:35575775
Email:xuwei97@
2009-2-24。
发那科培训ppt课件

7、加工程序
31
利用BOOT界面做备份
• 了解读、写的区
别
32
33
34
• 要求:熟悉理解
SELECT、YES、 NO、UP、DOWN 的含义,防止误 操作
35
注意:仅按此步骤做 出来的数据备份中没 有包括PMC程序、宏 程序、C语言执行跨 应用程序(用于二次 开放界面),必须对 ROM内的文件也做备 份,利用“6: SYSTEM DATA SAVE” 功能来做。
8
9
M、S、T译码过程
10
• F7.0、F7.2、
F7.3发出信号
• G5.0、G5.2、
G5.3置零执行 结束
• M、S、T
11
IOlink分配
• 理解组、座、槽
12
13
PMC使用
14
功能指令P165
• @了解C、T的编号及数值具
体是多少 P235
15
16
17
18
19
PS:另一种做法:在启动界 面利用ROM内做,文件名不 能更改
27
开机后利用各个界面做备份
1、CNC参数
28
2、PMC程序
• 1、按下system • 2、按拓展键找到梯形图 • 3、按下操作 • 4、按执行
3、PMC参数
• 1、按下system • 2、按拓展键找到梯形图参数 • 3、按下操作 • 4、按执行
4、螺距补偿
29
5、宏变量 6、刀具补偿
30
20
21
22
梯形图的编辑(P265)
23
24
翻阅PMC程序时候必须了解 信号是来源于哪里,具体F、 G信号可查阅手册,F、G信 号的功能是固定的,X、Y信 号是可变的,功能需查阅机 床厂家的图纸。
FANUC注塑机射出﹑溫度組參數的設定
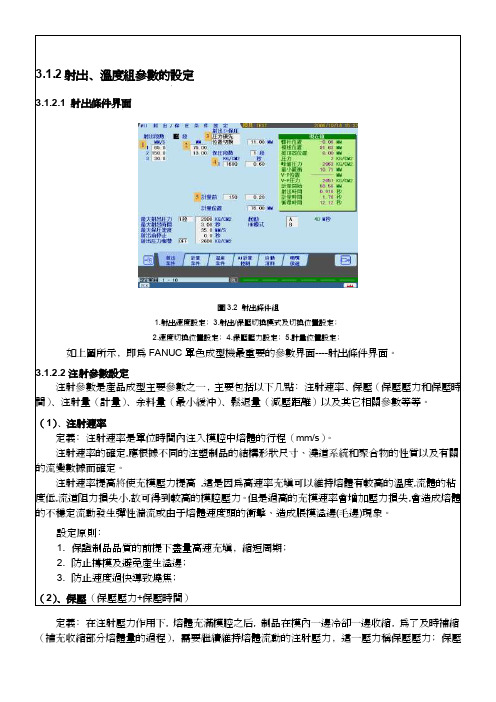
定義﹕在注射壓力作用下, 熔體充滿模腔之后, 制品在模內一邊冷卻一邊收縮, 為了及時補縮(補充收縮部分熔體量的過程)﹐需要繼續維持熔體流動的注射壓力﹐這一壓力稱保壓壓力﹔保壓
(5)﹑鬆退量(減壓距離)
定義﹕螺杆計量(預塑)到位后,又直線地倒退一段距離,使計量室(料筒)中熔體的比容增加,
圖3.4 起動模式(c)
圖3.5 HR模式(a)
無論對結晶型聚合物還是非結晶型聚合物,隨着轉速提高,塑化能力會增加﹐隨著螺杆轉速的提高,熔體溫度也有所提高。
圖3.7 計量行程與螺杆背壓關系
自動清料控制設定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
峰值压力 [MPa]
96 精密计量ON
94 短射率=100%
短射率=100%
短射率=0%
短射率=0%
↑良品 ↓不良品(短射)
92
VP位置 初期值
90
成型品:窄间距连接器 (0.4mmPitch×40Pin)
-0.05 mm
-0.10 mm
-0.15 mm
99 精密计量OFF
短射率=100% 97
短射率=47%
FA & ROBOT
ROBOSHOT 技术说明资料
FANUC LTD
上海发那科机器人有限公司
2007年11月29日
FA & ROBOT
内藏于ROBOSHOT和ROBOT控制器之内 视觉一体化成形品检查系统
iR Vision
FA & ROBOT
ROBOSHOT S-2000i30B + LR Mate 200iC + iRVision
逆流阀 锁闭
维持锁闭 缓慢后退
途中 精密计量2
逆流大幅 减少
精密计量3
锁闭
从射出开始到逆流阀锁闭 → 逆流防止
FA & ROBOT
精密计量的操作画面
计量后减压 精密计量2 (自动设定)
+射出前压缩 精密计量3
(须对VP位置 再设定)
简易设定
对应各种成型 可详细设定
ON/OFF 只是开、关,就可简单 利用精密计量功能。
圧力大
开模・成型品取出・闭模
射出
直到射出开始,止逆阀前后端的压力差, 造成塑胶向喷嘴方向微小的漏出(前流)。
射出开始时的逆流 射出量变动的主要原因
闭锁动作
直到逆流阀完全锁闭,其过程中会产生 微小的逆流(回流)。
FA & ROBOT
逆流监视
•世界上首次在画面中显示逆流状况
•这个波形稳定的话,逆流也就稳定。 •三角形变小的话,逆流也随之变小。
52%
19%
通常控制 精密计量2 精密计量3 (计量后减压 )(射出前压缩)
32%
13%
通常控制 精密计量2 精密计量3 (计量后减压 )(射出前压缩)
黑色部分为短射
FA & ROBOT
机器人的定位精度和直线补正精度
0.5mm自动铅笔芯的高速插入
FA & ROBOT
克服内嵌式螺杆的难题 追求成形不良为零
逆流监视和精密计量
FA & ROBOT
内嵌式螺杆的课题
计量
模具 料筒
螺杆
止逆阀 下一模射出的计量
计量结束时的前流 计量密度变动的主要原因
圧力小
三角形的顶点位置,即逆流阀锁闭。
这个三角形的面积、 顶点的高度・位置 都是逆流的指标。
工程监视画面
面积为依据的良否判別 峰值为依据的良否判別
射出压力波形(不能判定逆流阀的锁闭位置。)
FA & ROBOT
利用逆流监视确认成型的稳定性
逆流不稳定
逆流稳定
没有逆流
逆流防止阀的的锁闭 时机每回都不同
检讨是否交换 逆流防止阀等对策
*RVision
成型品全数検査
*Rvision的用户接口
(利用控制系统内藏软件)
LR Mate200iC
监视探头 机器人控制器
R-30iA Mate 内藏视觉系统
S-2000i30B
制品/水口取出 水口丢放
成型品 : 连接器
利用iRVision 全数検査
不合格
合格
•与成型机一体化、节约占地空间的系统 •具有内藏视觉功能高性能简易系统 •多关节、高速、高精度动作的机器人 •因为可从射出画面操作机器人,系统停止后,可迅速恢复运行
FA & ROBOT
精密计量3(射出前压缩)的效果
精密计量 1模4取出 ON
30模
VP位置
OFF
初期値
-0.05 mm
-0.10 mm
-0.15 mm
VP位置 初期値
-0.05 mm
-0.10 mm
-0.15 mm
FA & ROBOT
精密计量3(射出前压缩)的效果
依据峰值圧力,进行正确的良否判定
不良品回収
良品按照模腔1 个1个分开回収
FA & ROBOT
检查时,连接器 位置的自动检出
iR Vision 系统的特征
①连接器吸附 溝的外形(红色框)
② 连接器(成型品) 外形 (紫色框)
合格 (PASS)
位置的自动补正
20mm
4mm
ショート
不合格 (FAIL)
可用于多模腔的判定 (此模为4模腔)
95
93
VP位置 初期值
短射率=10%
-0.05 mm
-0.10 mm
短射率=3.3%
-0.15 mm
FA & ROBOT
精密计量的效果(重量偏差)
短射的重量偏差(σ)比较 树脂不同,效果不同。
机种:100B标准规格 螺杆径 :Φ26 模具:刮雪器(短射)
100%
PBT
100%
PP
短射重量偏差(σ)
FA & ROBOT
动作
精密计量2的效果
(降低成型不良)
通常松退
只後退螺杆
精密计量
一边控制逆旋转量 一边后退螺杆
减压距離
2mm
4mm
有
无
成 拉丝 形 不 良
空气卷入
无
有
成形不良的同时解决很困难
+1mm 无
无
可同时解決
FA & ROBOT
精密计量3(射出前压缩)动作
通常计量
成型品取出
逆流阀 锁闭准备
逆流防止阀的的锁闭 时机每回都相同
逆流防止阀在完全锁 闭状态下的射出
• 逆流防止阀的动作稳定 • 如果发生成型不良,请确认树脂、模具 等逆流防止阀以外的条件状况。
FA & ROBOT
逆流阀的磨损检测(共转)
共转逆流阀外径的磨损
逆流防止阀锁闭
高峰值 峰值位置迟后
波形不稳
外径磨损
如波形不稳定, 有必要交换。
7.3mm
逆流峰值 的位置
FA & ROBOT
精密计量2(计量后减压)动作
通常计量
压力小
<
压力大
精密计量2
计量后減压 前流抑制
直到射出开始,止逆阀前后端的压力差, 造成塑胶向喷嘴方向微小的漏出(前流)。
压力 = 压力
逆流阀的锁闭 提前的话,逆 流大幅减少
通常计量后 逆回转+后退
自动设定
减压量设定
逆流阀前后的压力差为零, 前流停止。 射出时的逆流阀的动作提前, 逆流减少。
树脂:PBT 成型品:连接器 成型机:S-2000i 100B
(Φ28)
波形不下降
射出 VP位置
锁闭稳定
大
射出 VP位置
锁闭稳定
射出 VP位置
锁闭不稳定 →時有短射
射出 VP位置
保压
不锁闭→成型不良
短射
逆流 ( 峰值 )
没有磨损
外径0.2mm磨损
外径0.3mm磨损
外径0.4mm磨损
小
良品
FA & ROBOT
逆流阀的磨损检测(非共转)
非共转逆流阀端面的磨损
端面的磨损
通过工程监视对逆流波形进行监视 •利用前流位置,可推定端面的磨损
树脂:PBT 成型品:连接器 成型机:S-2000i 100B
(Φ28)
VP位置
新品
VP位置
端面2mm磨损
VP位置
端面4mm磨损
2.1mm
5.1mm
VP位置
变更VP位置
端面6mm磨损