FANUC机参数
FANUC机参数

FANUC机参数FANUC是一家专业生产工业机器人与数控设备的公司,其机器人广泛应用于制造业领域。
在FANUC机器人中,有很多重要的参数需要注意,这些参数将直接影响到机器的性能和效果。
下面将介绍一些重要的FANUC机器参数。
1.机器型号:FANUC机器人有各种不同的机型,每种机型适用于不同的应用场景。
公司根据自身的需要,可以选择适合其生产需求的机型。
2.负载能力:机器的负载能力是指机器能够承载的最大负荷。
这个参数对于选择适合的机器很重要,如果负荷超过了机器的负载能力,可能会导致机器性能下降或者机器系统的损坏。
3.工作范围:工作范围是指机器人在三维空间中可以操作的范围。
这个参数对于决定机器是否能够满足生产需求非常重要,如果工作范围不够大,可能无法完成一些任务。
4.速度:机器人的速度是指机器人在执行任务时的运动速度。
速度越快,机器人执行任务的效率也越高。
对于一些需要高效完成的生产线来说,快速的机器人速度是非常重要的。
5.精度:精度是指机器人在执行任务时的精确度,也就是机器人达到预定位置的准确度。
高精度的机器人在一些需要精确定位的任务中非常重要,例如装配线上的零件装配。
6.控制系统:FANUC机器人的控制系统是指机器人的核心控制单元,它负责机器的运动控制和任务编程。
控制系统的性能将直接影响到机器人的运行和编程效果。
7.编程方式:FANUC机器人支持多种编程方式,例如点动式编程、示教式编程和离线编程等。
不同的编程方式适用于不同的生产需求,公司可以根据自身的需要选择适合的编程方式。
8.安全功能:FANUC机器人的安全功能是指机器人的安全系统,负责保护机器人操作员的安全。
安全功能包括防护措施、紧急停止按钮和安全警报等。
9.通信接口:FANUC机器人的通信接口是指机器人与其他设备之间通信的方式。
通信接口的选择将影响到机器人与其他设备之间的数据交换和协作能力。
10.维护和保养:FANUC机器人的维护和保养是指机器人的日常维护和保养工作。
FANUC常用系统参数说明
FANUC常用系统参数说明FANUC常用系统参数是一些特定的数值,在FANUC系统中用来配置和调整机床和控制系统的功能和性能。
这些参数可以被读取、修改和保存,以满足特定的加工需求和设备配置。
下面是一些常用的FANUC系统参数的说明:1.机床坐标系参数(G53,G54-G59):这些参数用于定义机床的坐标系。
每个坐标系可以代表不同的加工位置和工件夹持方式。
通过调整这些参数,可以在不同的工件加工过程中实现坐标系的切换和调整。
2.加工坐标系参数(G92):这个参数用于定义加工过程中的零点和坐标系位置。
通过调整这些参数,可以将工件的零点和坐标系原点设置为加工过程中的任意位置。
3.进给速率参数(F):这个参数用于定义进给速率。
通过调整这个参数,可以控制机床的进给速度,以便在不同的加工条件下达到最佳的加工效果。
4.进给倍率参数(G93,G94,G95):这些参数用于设置进给倍率。
通过调整这些参数,可以在加工过程中调整进给速率的倍数,以满足不同的加工要求。
5.插补方式参数(G01,G02,G03):这些参数用于定义插补方式。
通过调整这些参数,可以控制机床的插补方式,包括直线插补、圆弧插补等,以满足不同的加工需求。
6.主轴转速参数(S):这个参数用于定义主轴的转速。
通过调整这个参数,可以控制主轴的转速,以满足不同的加工要求。
7.刀具半径补偿参数(G40,G41,G42):这些参数用于刀具半径补偿。
通过调整这些参数,可以在加工过程中补偿刀具半径的影响,以确保加工轮廓的准确性和精度。
8.切削进给参数(G96,G97):这些参数用于定义切削进给方式。
通过调整这些参数,可以选择恒速切削进给(G96)或恒功率切削进给(G97),以适应不同的切削条件。
9.向前补偿参数(G43,G49):这些参数用于定义向前补偿。
通过调整这些参数,可以在加工过程中补偿刀具的尺寸和位置变化,以确保加工结果的准确性和精度。
10.循环启动参数(G80):这个参数用于循环启动。
FANUCK参数大全

FANUCK参数大全1.K0-K7参数:K0-K7参数是用于定义系统中组别子程序的总数。
2.K12参数:K12参数用于定义系统中可用的自定义M码的最大个数。
3.K40参数:K40参数用于设置系统时钟的小时值。
4.K41参数:K41参数用于设置系统时钟的分钟值。
5.K42参数:K42参数用于设置系统时钟的秒值。
6.K60-K90参数:K60-K90参数是用于定义软连续轴的基数。
7.K100-K127参数:K100-K127参数是用于定义工具偏移变量的数量。
8.K200参数:K200参数用于设置机床位置坐标系的选择。
9.K201参数:K201参数用于设置机床的工作坐标系。
10.K215参数:K215参数用于定义宏变量的个数。
11.K280参数:K280参数用于设置弧插补中圆心方向的选择。
12.K355参数:K355参数用于设置系统的存储单元定义。
13.K356参数:K356参数用于设置系统的软件版本号。
14.K365参数:K365参数用于设置系统的监视变量数量。
15.K416参数:K416参数用于设置系统的最大报警号。
16.K449参数:K449参数用于设置系统的报警输出位置。
17.K542参数:K542参数用于设置系统的数据传输速率。
18.K551参数:K551参数用于设置系统的插补周期。
19.K722参数:K722参数用于设置系统的辅助功能的最大编号。
20.K734参数:K734参数用于设置系统的步进电机最大脉冲频率。
21.K801参数:K801参数用于设置伺服电机使能的状态。
22.K812参数:K812参数用于设置伺服电机的速度指令单位。
23.K880参数:K880参数用于设置系统的坐标轴数目。
24.K905参数:K905参数用于设置系统的刀具编号上限。
25.K982参数:K982参数用于设置系统的数据输入单位。
26.K1040参数:K1040参数用于设置系统的精度显示。
27.K1127参数:K1127参数用于设置系统的ASCII选择。
FANUC数控系统主轴参数

FANUC数控系统主轴参数1. 主轴转速(Spindle Speed)主轴转速是指主轴每分钟旋转的圈数,通常以转/分钟(rpm)为单位。
FANUC数控系统通常具有高精度的主轴调速系统,可以根据加工要求调节主轴转速,以满足不同工件材料和加工方式的需求。
2. 主轴加速度(Spindle Acceleration)主轴加速度是指主轴从静止状态加速到设定转速时所需的时间。
在精密加工中,主轴加速度的快慢对加工质量、工件表面质量和主轴寿命都有重要影响。
FANUC数控系统通常具有大范围的主轴加速度调节功能,可以根据不同工艺要求进行调整。
3. 主轴减速度(Spindle Deceleration)主轴减速度是指主轴从设定转速减速到静止状态所需的时间。
主轴减速度的合理设置可以保证主轴停止后位置的精度,减少工件因主轴停转而产生的负面影响。
FANUC数控系统通常具有调整主轴减速度的功能,可以根据工件的要求和机床性能进行调整。
4. 主轴定位精度(Spindle Positioning Accuracy)主轴定位精度是指主轴停止后,在指定位置能够保持的精度。
在高精度加工中,主轴定位精度对工件的加工精度至关重要。
FANUC数控系统通常具有高精度的主轴定位控制系统,可以保证主轴在停止后的位置精度。
5. 主轴控制方式(Spindle Control Mode)主轴控制方式是指主轴的启停和转速控制方式。
FANUC数控系统通常具有多种主轴控制方式,如手动控制、自动控制、远程控制等。
不同的主轴控制方式可以满足不同的加工需求。
6. 主轴力矩(Spindle Torque)主轴力矩是指主轴旋转时所产生的力矩。
主轴力矩的大小决定了机床能够承受的加工负荷,对于大型工件的加工尤为重要。
FANUC数控系统通常可以根据加工要求调整主轴力矩,以适应不同的工作情况。
7. 主轴冷却方式(Spindle Cooling Method)主轴冷却方式是指主轴散热的方式。
fanuc常用参数
fanuc常用参数Fanuc是世界领先的工业机器人和自动化解决方案供应商之一。
它的机器人和控制系统在许多行业中被广泛应用,包括汽车制造、航空航天、电子制造、金属加工等。
Fanuc机器人的参数设置对于机器人的正常运行和性能优化非常重要。
下面是几个常用的Fanuc机器人参数以及它们的参考内容。
1. RSPD - 机器人运行速度RSPD参数定义了机器人的运行速度,通常以百分比表示。
可以根据实际的应用需求来设置该参数。
例如,对于需要快速操作的任务,可以将RSPD设置为较高的值,以提高机器人的运行速度。
但是需要注意的是,过高的速度可能会导致机器人在操作过程中产生过大的惯性力,导致精度降低或者机器人移动不稳定。
因此,在设置RSPD时需要找到速度和精度之间的平衡点。
2. JVEL - 关节速度JVEL参数定义了机器人每个关节的最大速度,通常以度/秒为单位。
可以根据机器人结构和任务要求来设置该参数。
例如,如果机器人某些关节的负载较大或者受到了限制,可以降低JVEL以减小关节的运动速度。
另外,较低的JVEL值也可以用来提高机器人的运动平稳性和控制精度。
3. ACC - 加速度ACC参数定义了机器人的加速度,通常以度/秒^2为单位。
加速度决定了机器人在开始和结束运动时的速度变化率。
在设置ACC时,需要根据机器人和任务的特点来选择。
较小的加速度可以提高机器人的稳定性和精度,但是可能会导致运动速度过慢。
相反,较大的加速度可以加快机器人的运动速度,但是可能会对机器人结构和控制系统造成较大的负载。
4. RCTR - 机器人模式RACT参数定义了机器人的工作模式,常见的有Auto模式和Manual模式。
在Auto模式下,机器人将按照预先设定的程序执行任务。
在Manual模式下,机器人可以手动操作,例如通过操纵杆或者外部控制台进行控制。
根据具体的任务需求,可以调整机器人的工作模式。
5. ZONE - 动作平滑度ZONE参数定义了机器人在运动过程中的平滑度。
fanuc常用参数
fanuc常用参数FANUC是全球最大的机器人制造商之一,其广泛的工业机器人和CNC系统在全球各领域被广泛应用。
在使用FANUC的机器人和CNC系统时,常涉及到一些重要的参数,这些参数对于机器人的正常运行以及生产过程中的安全和效率都发挥着至关重要的作用。
以下是FANUC机器人常用的参数及其相关参考内容:1. S型加减速度参数:S型加减速度参数对机器人的运动控制非常重要。
在使用机器人时,S型加速度参数的值决定了机器人运动的快慢和平滑程度。
加速度参数过高或过低都会影响机器人的正常运行。
若加速度参数过高,机器人可能会失去控制,因而应该根据实际情况设定合适的加速度参数。
2. 位置误差参数:机器人在进行运动时,如果位置控制不准确,会导致产品生产质量下降甚至出现不良品。
FANUC机器人使用位置误差参数来确定机器人位移量与位置设定值的差异。
通过调整位置误差参数,可以保证机器人的位置控制精度,提高产品的生产质量。
3. 坐标系参数:机器人的动作控制是基于坐标系来进行的。
坐标系参数确定了机器人坐标系相对于世界坐标系的位置和方向。
我们可以通过修改坐标系参数来实现机器人的坐标变换,实现机器人的多姿态操作。
4. 工具坐标系参数:工具坐标系是机器人的工具、末端执行器和传感器的坐标系。
工具坐标系参数与末端执行器的姿态和位置有关,并且可以影响到机器人的定位和运动控制。
当机器人进行复杂的运动时,我们可以通过设置工具坐标系参数来提高机器人运动的精度。
5. 坐标系旋转参数:在一些特殊的情况下,我们可能需要旋转整个机器人坐标系,以适应不同的生产需求。
坐标系旋转参数允许我们通过旋转机器人坐标系来调整其朝向。
通过修改坐标系旋转参数,我们可以改变机器人的运行方向、朝向和位置。
除了上述常见参数,FANUC机器人还有许多其他参数。
这些参数通常会随着使用的机器人模型和应用场景而有所不同,因此在使用机器人时,需要根据实际情况进行设定和调整。
不过,无论使用哪种参数,我们都应该注意安全性和操作精确性,以保证机器人能够正常运行并保持高效的生产效率。
FANUC系统数控机床参数

FANUC系统数控机床参数一、掌握数控机床参数的重要性:无论哪个公司的数控系统都有大量的参数,如日本的FANUC公司6T-B系统就有294项参数。
有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。
这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。
特别是用户能充分掌握和熟悉这些参数,将会使一台数控机床的使用和性能发挥上升到一个新的水平。
实践证明充分的了解参数的含义会给数控机床的故障诊断和维修带来很大的方便,会大大减少故障诊断的时间,提高机床的利用率。
同时,一台数控机床的参数设置还是了解CNC系统软件设计指导思想的窗口,也是衡量机床品质的参考数据。
在条件允许的情况下,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。
因此,无论是那一型号的CNC系统,了解和掌握参数的含义都是非常重要的。
另外,还有一点要说明的是,数控机床的制造厂在机床出厂时就会把相关的参数设置正确、完全,同时还给用户一份与机床设置完全符合的参数表。
然而,目前这一点却做的不尽如人意,参数表与参数设置不符的现象时有发生,给日后数控机床的故障诊断带来很大的麻烦。
对原始数据和原始设置没有把握,在鼓掌中就很难下决心来确定故障产生的原因,无论是对用户和维修者本人都带来不良的影响。
因此,在购置数控机床验收时,应把随机所带的参数与机床上的实际设置进行校对,在制造厂的服务人员没有离开之前落实此项工作,资料首先要齐全、正确,有不懂的尽管发问,搞清参数的含义,为将来故障诊断扫除障碍。
数控机床在出厂前,已将所采用的CNC系统设置了许多初始参数来配合、适应相配套的每台数控机床的具体情况,部分参数还需要调试来确定。
这些具体参数的参数表或参数纸带应该交付给用户。
在数控维修中,有时要利用机床某些参数调整机床,有些参数要根据机床的运行状态进行必要的修正,所以维修人员要熟悉机床参数。
FANUC常用参数
FANUC常用参数1.报警处理参数(ALM)这些参数用于设置系统报警的处理方式,例如报警终止的条件、报警信息的显示等。
2.坐标系参数(G54~G59)这些参数用于设置工件坐标系的原点和轴向移动的距离。
3.速度参数(F、S、G96~G97)这些参数用于设置切削进给速度、切削用途的材料速度等。
4.转速参数(M3、M4、M5)这些参数用于设置主轴的转速和方向。
5.工具偏移参数(G43、G44、G48)这些参数用于设置和调整工具补偿的位置。
6.急停参数(M0、M1)这些参数用于设置急停的条件和执行急停操作。
7.程序调用参数(M98、M99)这些参数用于调用和执行子程序。
8.伺服参数(SV、SET)这些参数用于设置伺服轴的速度和位置。
9.插补误差参数(G96、G97、G98、G99)这些参数用于设置插补误差补偿的方式和值。
10.自动换刀参数(T、M6)这些参数用于自动换刀操作,设置刀具编号和刀具长度补正值。
11.平台控制参数(G160~G169)这些参数用于配置和控制机床上的附加设备,例如自动上下料机等。
12.快速移动参数(G00)这些参数用于设置快速移动的速度和方式。
13.进给速度参数(G94、G95)这些参数用于设置进给速度单位和进给速度值。
14.反向间隙参数(G41、G42)这些参数用于设置反向间隙的值和位置。
15.加工参数(G01、G02、G03)这些参数用于设置不同的加工方式,例如直线插补、圆弧插补等。
以上是一些常用的FANUC参数示例,不同的机床和加工过程可能会有所差异。
在操作FANUC数控系统时,正确设置和调整这些参数是非常重要的,可以确保机床正常运行,并且获得高质量的加工结果。
FANUC_系统参数及中文解释

FANUC_系统参数及中文解释1.O9001:设置中断/自动停止模式。
0表示中断模式,即当发生错误或警报时,程序会暂停执行;1表示自动停止模式,即当发生错误或警报时,程序会自动停止执行。
2.O1320:切削液类型选择。
0表示无切削液,1表示浸润冷却切削液,2表示压力供液切削液。
3.O1902:速度控制方式。
0表示使用加减速控制方式,即通过指定不同的加减速度来控制工件运动的速度;1表示使用频率控制方式,即通过调整主轴电机的转速来控制工件运动的速度。
4.O2600:定位误差补偿类型。
0表示不使用定位误差补偿;1表示使用位置误差补偿,可以通过设定补偿值来修正工件的位置误差;2表示使用半径误差补偿,可以通过设定补偿值来修正工件的半径误差。
5.O3301:进给轴选择。
0表示进给一轴,1表示进给二轴,2表示同时进给一、二轴。
6.O4000:插补时基准位置选择。
0表示使用机械参考点作为插补时的基准位置;1表示使用工件的其中一特定位置作为插补时的基准位置。
7.O5431:坐标系统选择。
0表示使用绝对坐标系统,即以机床坐标系为参照,以机械参考点为原点;1表示使用相对坐标系统,即以工件的起始点为原点。
8.O7000:快速进给速度选择。
0表示使用低速快速进给速度,1表示使用中速快速进给速度,2表示使用高速快速进给速度。
9.O8001:刀具半径补偿选择。
0表示使用刀具半径补偿G41/G42指令,1表示使用半径补偿函数,可以通过设定补偿值来修正刀具的半径误差。
10.O9002:主轴控制方式。
0表示使用转速控制,主轴电机的转速由程序中的指令确定;1表示使用进给控制,主轴电机的转速根据工件的进给速度自动调整。
这些参数只是FANUC系统参数的一部分,不同型号的数控装置可能有差异。
在使用FANUC数控装置时,用户可以根据具体需求对这些参数进行设置,以满足特定的加工要求。
同时,FANUC数控装置还提供了一系列其他的参数,如进给倍率、插补方式、原点复归方式等,这些参数的设置对于加工的精度、速度、性能等方面都有一定的影响。
FANUC数控系统主轴参数
FANUC数控系统主轴参数1.主轴转速参数:主轴转速是指主轴每分钟旋转的转数,通常以转/分为单位。
在FANUC数控系统中,可以通过参数设置来调整主轴转速,并且可以根据加工要求进行多级转速调节。
主轴转速参数对于机床的切削效率、加工质量和工件加工尺寸等方面起着重要作用。
2.主轴加减速时间参数:主轴加减速时间是指主轴从零速度加速到设定转速所需的时间,或者从设定转速减速到零速度所需的时间。
在FANUC数控系统中,可以通过设置参数来调整主轴的加减速时间,以满足不同的加工需求和切削条件。
3.主轴最大转矩参数:主轴最大转矩是指主轴所能输出的最大转矩。
在机床加工过程中,有些加工工艺需要较大的主轴转矩来完成,因此主轴最大转矩参数对于选择合适的切削条件和保证切削质量非常重要。
4.主轴径向定位精度参数:主轴径向定位精度是指主轴在旋转过程中的径向定位误差。
在金属切削加工中,主轴径向定位精度对于保证工件加工尺寸的精度非常重要。
在FANUC数控系统中,可以通过调整参数来优化主轴径向定位精度。
5.主轴轴向定位精度参数:主轴轴向定位精度是指主轴在旋转过程中的轴向定位误差。
对于需要进行轴向移动或轴向定位的加工工艺,主轴轴向定位精度对于保证加工质量和工件的准确位置非常关键。
6.主轴行程参数:主轴行程是指主轴在轴向运动中的有效行程范围。
在FANUC数控系统中,可以通过参数设置来限制主轴的行程范围,以防止机床意外超出行程范围导致故障或意外损坏。
总结起来,FANUC数控系统主轴参数包括主轴转速、主轴加减速时间、主轴最大转矩、主轴径向定位精度、主轴轴向定位精度和主轴行程参数等。
这些参数对于保证机床的切削效率、加工质量和工件加工尺寸有着重要作用,并且可以通过FANUC数控系统的参数设置来进行调整和优化。
fanuc密码参数
在FANUC系统中,参数3210(PASSWD)和参数3211(KEYWD)可以用来设置和修改密码。
具体设置方法如下:
1. 置为MDI方式。
2. 设置参数开关为可写这时在CNC 上显示P/S100报警。
3. 设置参数No.3210(PASSWD) 这时就设定为锁住状态。
4. 将参数写入开关置为禁止写入。
如果想解锁,可以按照以下步骤操作:
1. 置为MDI方式。
2. 设置参数开关为可写这时在CNC 上显示P/S100报警。
3. 在参数No.3211(KEYWD)中设置与参数No.3210(PASSWD)相同的值这时锁住状态解除。
4. 将参数NE9(No.3202#4)设置为0。
5. 将参数写入开关置为禁止写入。
6. 按下解除报警状态。
7. 程序No.9000到No.9999 现在就可以编辑了。
以上信息仅供参考,如不能解决问题,可咨询专业的技术人员。
FANUC0I常用参数

FANUC0I常用参数
1.系统参数:
-系统时钟:设置系统时钟的时间和日期。
-系统尺度:用于定义坐标系的尺度因子。
-系统测量单位:定义系统中的尺度单位,如毫米、英寸等。
-系统报警:设置报警的声音和灯光等参数。
-系统语言:设置显示屏的语言。
-系统保护:设置系统的保护参数,如密码等。
2.通信参数:
-通信速率:设置与外部设备通信的速率。
- 通信协议:设置与外部设备通信时使用的协议,如Modbus、Ethernet等。
-通信地址:设置与外部设备通信时使用的地址。
3.插补参数:
-加速度/减速度:设置加速度和减速度的数值。
-插补速度:设置插补运动的最大速度。
-插补精度:设置插补运动的精度,影响运动的平滑程度。
-脉冲当量:设置脉冲当量的数值,用于转换坐标系。
4.自动化参数:
-工具半径补偿:设置工具半径补偿的数值。
-刀具长度补偿:设置刀具长度补偿的数值。
-自动化程序:设置自动化程序的相关参数,如循环次数、跳转地址等。
以上仅列举了部分常用参数,实际使用中还需要根据具体的机床和加工要求进行设置。
在操作FANUC0I系统时,了解和熟悉这些参数对于正确操作和编程非常重要。
FANUC0系列参数说明

FANUC0系列参数说明
1.PWE:该参数用于设置写入操作时的抑制功能。
当PWE=0时,写入操作会被抑制。
当PWE=1时,写入操作将被执行。
2.PRM:该参数用于设置程序号使用的起始值。
3.GPS:该参数用于设置工件坐标原点和零点的坐标值。
4.MCR:该参数用于设置程序操作时的计加器操作权限。
5.FBL:该参数用于设置回零操作的方式。
当FBL=0时,使用绝对方式回零操作。
当FBL=1时,使用增量方式回零操作。
6.DWE:该参数用于设置从读出程序末尾到回零操作的延迟时间。
7.DRC:该参数用于设置终止程序执行时的停顿时间。
8.TMM:该参数用于设置在MDI模式下,轴移动命令的最大速度。
9.LVX:该参数用于设置程序操作时的数值操作权限。
10.FAD:该参数用于设置快速移动速度的倍率。
11.SIM:该参数用于控制回零操作时是否进行轴的模拟操作。
12.DST:该参数用于设置刀具补偿功能是否可用。
13.HAP:该参数用于设置坐标系交换功能的使用方式。
14.BRK:该参数用于设置追踪控制功能是否可用。
15.TLT:该参数用于设置倾斜轴的角度。
以上是FANUC0系列中的一些常见参数的说明。
这些参数可以根据具体的机床要求进行设置和调整,以实现更精确和稳定的数控加工操作。
FANUC参数介绍
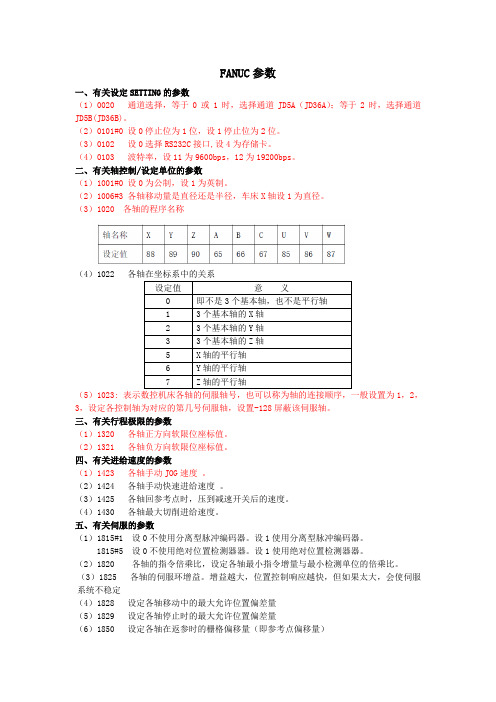
FANUC参数一、有关设定SETTING的参数(1)0020 通道选择,等于0或1时,选择通道JD5A(JD36A);等于2时,选择通道JD5B(JD36B)。
(2)0101#0 设0停止位为1位,设1停止位为2位。
(3)0102 设0选择RS232C接口,设4为存储卡。
(4)0103 波特率,设11为9600bps,12为19200bps。
二、有关轴控制/设定单位的参数(1)1001#0 设0为公制,设1为英制。
(2)1006#3 各轴移动量是直径还是半径,车床X轴设1为直径。
(3)1020 各轴的程序名称(4)1022(5)1023: 1,2,3,设定各控制轴为对应的第几号伺服轴,设置-128屏蔽该伺服轴。
三、有关行程极限的参数(1)1320 各轴正方向软限位座标值。
(2)1321 各轴负方向软限位座标值。
四、有关进给速度的参数(1)1423 各轴手动JOG速度。
(2)1424 各轴手动快速进给速度。
(3)1425 各轴回参考点时,压到减速开关后的速度。
(4)1430 各轴最大切削进给速度。
五、有关伺服的参数(1)1815#1 设0不使用分离型脉冲编码器。
设1使用分离型脉冲编码器。
1815#5 设0不使用绝对位置检测器器。
设1使用绝对位置检测器器。
(2)1820 各轴的指令倍乘比,设定各轴最小指令增量与最小检测单位的倍乘比。
(3)1825 各轴的伺服环增益。
增益越大,位置控制响应越快,但如果太大,会使伺服系统不稳定(4)1828 设定各轴移动中的最大允许位置偏差量(5)1829 设定各轴停止时的最大允许位置偏差量(6)1850 设定各轴在返参时的栅格偏移量(即参考点偏移量)(7)1851 设定各轴的反向间隙补偿量(8)2020 设定电机ID号;(9)2022 电机旋转方向没有设定正确值(111或-111);(10)2084和2085 柔性齿轮比。
六、数控机床与DI/DO 有关的参数:(1)3004#5:是否进行数控机床超程信号(硬限位)的检查,0时检测硬限位,1时不检测;(2)3030:数控机床M 代码的允许位数。
FANUC参数介绍
FANUC参数一、有关设定SETTING的参数(1)0020 通道选择,等于0或1时,选择通道JD5A(JD36A);等于2时,选择通道JD5B(JD36B)。
(2)0101#0 设0停止位为1位,设1停止位为2位。
(3)0102 设0选择RS232C接口,设4为存储卡。
(4)0103 波特率,设11为9600bps,12为19200bps。
二、有关轴控制/设定单位的参数(1)1001#0 设0为公制,设1为英制。
(2)1006#3 各轴移动量是直径还是半径,车床X轴设1为直径。
(3)1020 各轴的程序名称(4)1022(5)1023: 1,2,3,设定各控制轴为对应的第几号伺服轴,设置-128屏蔽该伺服轴。
三、有关行程极限的参数(1)1320 各轴正方向软限位座标值。
(2)1321 各轴负方向软限位座标值。
四、有关进给速度的参数(1)1423 各轴手动JOG速度。
(2)1424 各轴手动快速进给速度。
(3)1425 各轴回参考点时,压到减速开关后的速度。
(4)1430 各轴最大切削进给速度。
五、有关伺服的参数(1)1815#1 设0不使用分离型脉冲编码器。
设1使用分离型脉冲编码器。
1815#5 设0不使用绝对位置检测器器。
设1使用绝对位置检测器器。
(2)1820 各轴的指令倍乘比,设定各轴最小指令增量与最小检测单位的倍乘比。
(3)1825 各轴的伺服环增益。
增益越大,位置控制响应越快,但如果太大,会使伺服系统不稳定(4)1828 设定各轴移动中的最大允许位置偏差量(5)1829 设定各轴停止时的最大允许位置偏差量(6)1850 设定各轴在返参时的栅格偏移量(即参考点偏移量)(7)1851 设定各轴的反向间隙补偿量(8)2020 设定电机ID号;(9)2022 电机旋转方向没有设定正确值(111或-111);(10)2084和2085 柔性齿轮比。
六、数控机床与DI/DO 有关的参数:(1)3004#5:是否进行数控机床超程信号(硬限位)的检查,0时检测硬限位,1时不检测;(2)3030:数控机床M 代码的允许位数。
FANUC_系统全参数大全

FANUC_系统全参数大全
下面是FANUC系统的一些常用参数和功能:
1.轴控制参数:包括轴运动速度、轴运动加速度、极限速度、轴位置偏差等参数。
2.伺服控制参数:包括伺服放大器增益、反馈回路参数、伺服控制算法等参数。
3.机器人控制参数:包括机器人末端速度、机器人末端加速度、机器人关节速度、机器人关节加速度等参数。
4.插补控制参数:包括插补周期、插补精度、插补速度等参数。
插补控制可以控制多个轴进行联动运动,实现复杂的轨迹规划和插补运动。
5.IO控制参数:包括输入输出端口配置、输入输出信号滤波时间、IO信号状态检测等参数。
6.程序控制参数:包括程序执行模式、程序段切换速度、程序运行优先级等参数。
7.坐标系参数:包括坐标系定义、坐标系切换速度、坐标系补偿等参数。
坐标系可以用于定义机床、机器人的工作空间,方便坐标转换和坐标系切换。
8.报警参数:包括报警处理方式、报警屏蔽、报警处理程序等参数。
报警参数可以实现对系统异常情况的检测和处理。
9.通信参数:包括网络连接方式、通信协议、数据传输速率等参数。
通信参数可以实现与其他设备的数据交换和远程监控。
FANUC0I常用参数

FANUC0I常用参数
1.参数5020(铣床程序显示页数):设置铣床程序显示的页数。
2.参数5041(宏变量定义):用于定义宏变量,可以在程序中使用。
3.参数5050(显示设置):设置控制面板的显示方式,例如颜色、
背光等。
4.参数5060(系统消息):控制系统消息的显示方式。
5.参数5102(刀具长度偏移值):设置刀具长度偏移的初始值。
6.参数5200(加工数据记忆区):设置加工数据的存储区域。
7.参数5300(坐标轴速度和进给率单位):设置坐标轴速度和进给
率的单位。
8.参数5400(轴名称显示):设置轴名称的显示方式。
9.参数5900(通用加工参数):设置通用的加工参数,例如进给速度、加工时间等。
10.参数6000(自动工具变更功能):设置自动工具变更的功能。
11.参数6400(切换时间设定):设置工具切换的时间。
这些参数可以通过FANUC0I控制系统的参数编程界面进行设置和修改。
在使用FANUC0I控制系统进行加工时,根据具体的加工需求和机床类型,
对这些参数进行适当的设置和调整可以提高加工的效率和质量。
参数的具
体设置方法可以参考FANUC0I控制系统的用户手册和相关文档。
需要注意的是,FANUC0I控制系统有很多其他的参数可供设置,上述
只是一部分常用的参数。
在实际使用中,还要根据具体的机床和加工需求,灵活调整其他参数以实现更好的加工效果。
FANUC 常用的系统参数

0:按 MDI 面板上的 START 键向机床侧发信号,当机床侧启动 信号返回时,CNC 才启动。 PROD 1:坐标值显示的是编程的位置。
0:坐标值显示的是加上偏置值的实际位置。 SCW 1:最小指令值为英制(机床为英制)
GMCL 1:通过复置键可以消除刀具形状补偿矢量。
0:通过复置键不能消除刀具形状补偿矢量。
(※此项功能仅 0—TC 才有)
T2D 1:用二位数指令 T 代码。
0:用四位数指令 T 代码。
0015 CPRD REP PRWD MORB SKPF COTZ NWCH CBLNK 76543210 CPRD 1:可以使用小数点的地址中省略了小数点时,以 mm,inch, s 为单位。 0:可以使用小数点的地址中省略了小数点时,为最小设定单位。 REP 1:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号 时不报警,而由新输入的程序置换。 0:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号时报 警。 PRWD 1:用便携式纸带阅读器时,有倒带信号输出。 0:用便携式纸带阅读器时,没有倒带信号输出。 MORB 1:刀具位置补偿量、工件坐标系偏移量的测量直接输入时, 选择如下方式:设置 RECORD 键、切削测定面,按住 RECORD 键后 两轴共同回退。(需要 FANUC PMCMODEL L 或 M) 0:选择没有 RECORD 键的方式。 SKPF 1:在 G31 跳过功能中,空运转、速度修调、自动加减速有效。 0:在 G31 跳过功能中,空运转、速度修调、自动加减速无效。 (※此项功能仅 0—TC 才有) COTZ 1:超程极限信号(*LZ)有效。