数控铣床加工中心技术参数表
加工中心切削参数表

加工中心切削参数表CNC加工切削刀具参数⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^& f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
cnc小型加工中心参数

cnc小型加工中心参数
型号:恒鑫v300
名称:小型加工中心
小型加工中心占地面积小,用电量少,适合五金小零件批量加工,可以24小时工作,能够完成铜材、铝材、不锈钢、45#刚。
复合材料、铁等材料钻孔、攻牙、铣外形等加工工序。
性价比非常高。
是科研单位,小型工厂,,个人都用的其的设备。
主要参数
一、台湾高精密度主轴,采用P级轴承组装,标准转速8000rpm,可选配10000rpm。
二、8T斗笠式刀库,换刀时间4s(秒)。
台湾精密滚珠丝杠及P级滚珠线轨,提高起动速度,确保传动效率及刚性,快速进给1-4000mm/min。
三、可搭配四轴联动分度头或五轴联动分度头,不影响Z
轴有效加工范围及刚性;
四、全密闭式外罩钣金设计,避免高速加工产生的油雾铣屑
等影响车间环境及员工的身体健康,符合环保要求及人性化。
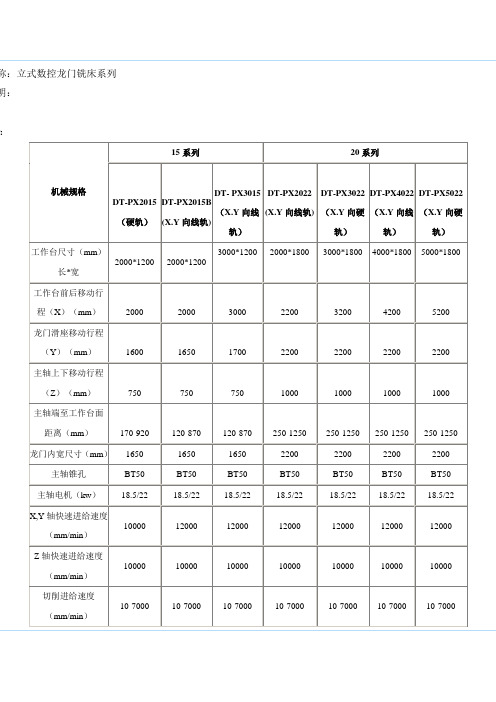
数控龙门铣床加工中心技术参数
线性导轨;
不锈钢导轨防护、Y向帘式防护;
产Z向液压平衡站;
集中自动润滑系统;
M65数控系统,三菱交流伺服系统。
置:
闭防护罩;
速器;
式铣头,
第四轴;
循环恒温系统;
排屑系统;
液系统;
热交换器;
断电系统;
稳压器;
UC,西门子数控系统。
参数以三菱系统为标准,其它系统的具体参数以合同为主。
司对产品规格,设计特性均不断研究改进,上述参数若有更改,恕不另行通知.。
DT-P
9999999
面议
1.树脂砂铸件;
2.台湾产滚珠丝杆及精密锁紧螺母;
3.台湾产增压缸;
4.台湾产油漆;
5. 台湾产带轴及皮带;
6.进口轴承;
7.台湾产主轴;
8.进口联轴器
9.进口线性导轨;
10.X向不锈钢导轨防护、Y向帘式防护;
11.台湾产Z向液压平衡站;
12.中央集中自动润滑系统;
13.三菱M65数控系统,三菱交流伺服系统。
选择配置:
1.全封闭防护罩;
2.ZF减速器;
3.齿轮式铣头,
4.加装第四轴;
5. 主轴循环恒温系统;
6.自动排屑系统;
7.切削液系统;
8.电柜热交换器;
9.自动断电系统;
10.电源稳压器;
11.FANUC,西门子数控系统。
数控铣床技术参数
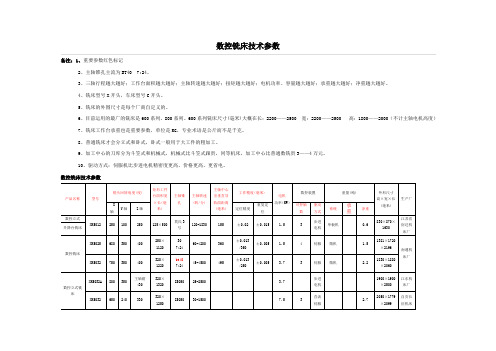
数控铣床技术参数备注:1、重要参数红色标记2、主轴锥孔主流为BT40 7:24。
3、三轴行程越大越好;工作台面积越大越好;主轴转速越大越好;扭矩越大越好;电机功率、容量越大越好;承重越大越好;净重越大越好。
4、铣床型号X开头,车床型号C开头。
5、铣床的外围尺寸是每个厂商自定义的。
6、目前运用的最广的铣床是600系列、800系列。
600系列铣床尺寸(毫米)大概在长:2200——2500 宽:2200——2500 高:1800——2000(不计主轴电机高度)7、铣床工作台承重也是重要参数,单位是KG,专业术语是公斤而不是千克。
8、普通铣床才会分立式和卧式,卧式一般用于大工件的粗加工。
9、加工中心的刀库分为斗笠式和机械式,机械式比斗笠式跟贵,同等机床,加工中心比普通数铣贵3——4万元。
10、驱动方式:伺服机比步进电机精密度更高、价格更高、更省电。
数控铣床技术参数产品名称型号铣头回转角度(度)矩形工件台面积宽×长(毫米)主轴锥孔主轴转速(转/分)主轴中心至垂直导轨面距离(毫米)工作精度(毫米)电机功率(KW)数控装置重量(吨)外形尺寸高×宽×长(毫米)生产厂X轴Y轴Z轴定位精度重复定位可控轴数驱动方式系统承重净重数控立式XK5012250100250125×500莫氏3号120-1830155±0.02±0.015 1.53步进电机单板机0.6830×870×1630江苏省宿迁机床厂升降台铣床数控铣床XK5025680350400250×1120307:2460-4200360±0.013/350±0.005 1.54伺服微机 1.51381×1720×2196南通机床厂XK5032750350400320×1220bt407:2445-4500495±0.013/250±0.005 3.73伺服微机 2.21830×1880×2060数控立式铣床XK5032A800350主轴箱430320×1320ISO5025-2500 3.7步进电机1900×1900×2500江东机床厂XK5032650240330320×1250ISO5030-15007.53直流伺服2.72050×1779×2099自贡长征机床数字化仿型铣床XKF5032650240330320×125030-15007.53 2.92050×2183×1950厂立式数控铣床XK5040A900375410400×160030-15007.5 3.82350×2100×2640齐齐哈尔第二机床厂数控立式升降台铣床XK5040-1900350400400×1650NO.507:2412-15004000.03/300±0.017.53SCR连续 4.51964×2190×2673北京第一机床厂简易数控立式升降台铣床XKJ5040-I900350400400×1650NO.507:2412-5504000.03±0.017.53SCR点位直线4.82177×2091×2673数控双轴立式铣床XK5142500400100400×80090-1340300:±0.0253长度量仪开发公司卧式数控铣床XK6040900375400400×160030-15007.5FANUC3MA 3.42040×2100×1220齐齐哈尔第二机床厂数控立式升降台铣床RAM8762362406330×1066350±0.015±0.00752.23DC伺服1.51866×1500×1979自贡长征机床厂数控立式铣床S8J4800400机200手328381×965100-4510±0.015±0.00755.54或3AC伺服4.52000×1980×2800三座标数控仿形铣床FNC-3D555504203201500×40040#12级96-23000.03/300±0.0133电液微机 3.51520×2000×1960上海申江机械厂FNC-3D555504203201500×40040#12级96-23000.03/300±0.0133电液微机 3.51520×2000×1960数控铣床NT-J320A760297444270×122030#7:2450-2750305±0.013/250±0.005 1.53伺服微机 1.92150×1900×2200南通机床厂数控万能工具铣床AM-443390330380垂直250×600水平315×70062-2800全长0.043青海第一机床厂VF-411000700750840×11004闭环南京第二机床厂数控立式无升降台铣床XMK7151000500800500×1200NO.507:2435-3500700±0.005±0.0025153SCR连续123700×2900×3600北京第一机床厂数控立式床身铣床XK715B1320550600500×200036-18006201142830×3013×3284上海第四机床厂数控床身铣床XK7161600630700630×200037.5-1800113600×2690×3500江东机床厂数控工作台不升降立式铣床XKA7161600630650630×200030-1620全长0.047.5青海第一机床厂精密仿形数控工作台不升降铣床XKAMA-7161200630750630×200020-2000全长0.0511数控仿形立式铣床XKFM-7161000630630630×14007:2410-2800±0.01±0.005113AC伺服122808×3748×3129自贡长征机床厂XKF7181600800800×20007:2436-360015/18.53AC伺服163750×3787×3080数控转塔工作台不升降铣床XKF7261500630600630×200063-1250全长0.04青海第一机床厂数控立式立柱移动铣床XK7341200500450400×120060-300040:00.015数控立式无升降台铣床XKA7362000630650630×2500NO.507:2425-2200700±0.02/300±0.01153SCR连续185800×3300×3510北京第一机床厂XKA7382500900800900×2500NO.507:2430-30001050X:0.04Y0.025E:0.0250.02153SCR连续267220×4135×4415数控立式立柱移动铣床XKA7382500800780800×300020-1700全长0.0417青海第一机床厂数控立式无升降台铣床XKA-7310250010008001000×2500NO.507:2430-30001150Y0.025E:0.0250.02153SCR连续297220×5345×3900北京第一机床厂数控卧式床身铣床XK7541050400600(900)400×160032-16007.5 4.52220×2100×2560(2860)上海第四机床厂。
数控铣床技术参数
数控铣床技术参数备注:1、重要参数红色标记2、主轴锥孔主流为BT40 7:24。
3、三轴行程越大越好;工作台面积越大越好;主轴转速越大越好;扭矩越大越好;电机功率、容量越大越好;承重越大越好;净重越大越好。
4、铣床型号X开头,车床型号C开头。
5、铣床的外围尺寸是每个厂商自定义的。
6、目前运用的最广的铣床是600系列、800系列。
600系列铣床尺寸(毫米)大概在长:2200——2500 宽:2200——2500 高:1800——2000(不计主轴电机高度)7、铣床工作台承重也是重要参数,单位是KG,专业术语是公斤而不是千克。
8、普通铣床才会分立式和卧式,卧式一般用于大工件的粗加工。
9、加工中心的刀库分为斗笠式和机械式,机械式比斗笠式跟贵,同等机床,加工中心比普通数铣贵3——4万元。
10、驱动方式:伺服机比步进电机精密度更高、价格更高、更省电。
数控铣床技术参数产品名称型号铣头回转角度(度)矩形工件台面积宽×长(毫米)主轴锥孔主轴转速(转/分)主轴中心至垂直导轨面距离(毫米)工作精度(毫米)电机功率(KW)数控装置重量(吨)外形尺寸高×宽×长(毫米)生产厂X轴Y轴Z轴定位精度重复定位可控轴数驱动方式系统承重净重数控立式XK5012250100250125×500莫氏3号120-1830155±0.02±0.015 1.53步进电机单板机0.6830×870×1630江苏省宿迁机床厂升降台铣床数控铣床XK5025680350400250×1120307:2460-4200360±0.013/350±0.005 1.54伺服微机 1.51381×1720×2196南通机床厂XK5032750350400320×1220bt407:2445-4500495±0.013/250±0.005 3.73伺服微机 2.21830×1880×2060数控立式铣床XK5032A800350主轴箱430320×1320ISO5025-2500 3.7步进电机1900×1900×2500江东机床厂XK5032650240330320×1250ISO5030-15007.53直流伺服2.72050×1779×2099自贡长征机床数字化仿型铣床XKF5032650240330320×125030-15007.53 2.92050×2183×1950厂立式数控铣床XK5040A900375410400×160030-15007.5 3.82350×2100×2640齐齐哈尔第二机床厂数控立式升降台铣床XK5040-1900350400400×1650NO.507:2412-15004000.03/300±0.017.53SCR连续 4.51964×2190×2673北京第一机床厂简易数控立式升降台铣床XKJ5040-I900350400400×1650NO.507:2412-5504000.03±0.017.53SCR点位直线4.82177×2091×2673数控双轴立式铣床XK5142500400100400×80090-1340300:±0.0253长度量仪开发公司卧式数控铣床XK6040900375400400×160030-15007.5FANUC3MA 3.42040×2100×1220齐齐哈尔第二机床厂数控立式升降台铣床RAM8762362406330×1066350±0.015±0.00752.23DC伺服1.51866×1500×1979自贡长征机床厂数控立式铣床S8J4800400机200手328381×965100-4510±0.015±0.00755.54或3AC伺服4.52000×1980×2800三座标数控仿形铣床FNC-3D555504203201500×40040#12级96-23000.03/300±0.0133电液微机 3.51520×2000×1960上海申江机械厂FNC-3D555504203201500×40040#12级96-23000.03/300±0.0133电液微机 3.51520×2000×1960数控铣床NT-J320A760297444270×122030#7:2450-2750305±0.013/250±0.005 1.53伺服微机 1.92150×1900×2200南通机床厂数控万能工具铣床AM-443390330380垂直250×600水平315×70062-2800全长0.043青海第一机床厂VF-411000700750840×11004闭环南京第二机床厂数控立式无升降台铣床XMK7151000500800500×1200NO.507:2435-3500700±0.005±0.0025153SCR连续123700×2900×3600北京第一机床厂数控立式床身铣床XK715B1320550600500×200036-18006201142830×3013×3284上海第四机床厂数控床身铣床XK7161600630700630×200037.5-1800113600×2690×3500江东机床厂数控工作台不升降立式铣床XKA7161600630650630×200030-1620全长0.047.5青海第一机床厂精密仿形数控工作台不升降铣床XKAMA-7161200630750630×200020-2000全长0.0511数控仿形立式铣床XKFM-7161000630630630×14007:2410-2800±0.01±0.005113AC伺服122808×3748×3129自贡长征机床厂XKF7181600800800×20007:2436-360015/18.53AC伺服163750×3787×3080数控转塔工作台不升降铣床XKF7261500630600630×200063-1250全长0.04青海第一机床厂数控立式立柱移动铣床XK7341200500450400×120060-300040:00.015数控立式无升降台铣床XKA7362000630650630×2500NO.507:2425-2200700±0.02/300±0.01153SCR连续185800×3300×3510北京第一机床厂XKA7382500900800900×2500NO.507:2430-30001050X:0.04Y0.025E:0.0250.02153SCR连续267220×4135×4415数控立式立柱移动铣床XKA7382500800780800×300020-1700全长0.0417青海第一机床厂数控立式无升降台铣床XKA-7310250010008001000×2500NO.507:2430-30001150Y0.025E:0.0250.02153SCR连续297220×5345×3900北京第一机床厂数控卧式床身铣床XK7541050400600(900)400×160032-16007.5 4.52220×2100×2560(2860)上海第四机床厂。
CNC加工中心技术参数

CNC加工中心SXK06L技术参数
主营产品:数控机床、数控钻床、数控铣床、CNC加工中心、数控分度头、数控加工中心、小型数控铣床、立式铣床、电脑锣、
优点:适合于铜铝件加工,五金零件的钻孔、攻牙、铣切及各种复杂加工。
适用行业范围:五金件加工、散热片加工、乐器器材加工、缝纫机配件加工、压铸件加工、汽车零配件、农用机配件、弹性夹头、锁芯加工等。
可加工材料:45#钢、铝合金、铜、铁,木制材料等。
CNC加工中心SXK06L技术参数
工作台面积长(mm)X宽(mm)600X300
T型槽数量-宽(mm)-间距(mm)3-14-95
X轴行程(mm)400
Y轴行程(mm)300
Z轴行程(mm)450
主轴端面至工作台(mm) 560
主轴中心至立柱导轨面(mm) 355
主轴spindle taper气动换刀主轴BT30(标准配置)
刀库斗笠式10把
主轴最高转速(rpm) 300-8000 rpm
主轴伺服电机功率(KW)3.7KW
进给电机feed motor(1.2KW伺服)
X 轴扭矩(N.m)1.2KW/ 4N.m
Y 轴扭矩(N.m)1.2KW/4 N.m
Z 轴扭矩(N.m)1.8KW/6 N.m
快速移动速度:X/Y/Z(mm/min)18000
切削进给速度(mm/min) 0-10000
丝杆参数X/Y/Z(直径mm/螺距mm) X/Y/2508/P3 Z/3210/P3
控制系统宝元数控LNC528M
净重/毛重 2.0T
外型尺寸(LXWXH)1650mmX1340mmX2130mm。
CNC加工中心-精加工切削参数计算表

以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
??Vc=(π*D*S)/1000
??Vc:线速度(m/min)? ?π:圆周率(3.14159)? ???D:刀具直径(mm)? ?? ???
??S:转速(rpm)
??例题. 使用Φ25的铣刀Vc为(m/min)25??求S=?rpm
? ?? ?? ???Vc=πds/1000
? ?? ?? ???25=π*25*S/1000
? ?? ?? ???S=1000*25/ π*25
? ?? ?? ???S=320rpm
三、进给量(F值)的计算
? ?F=S*Z*Fz
? ?F:进给量(mm/min)? ???S:转速(rpm)? ?? ???Z:刃数
? ?Fz:(实际每刃进给)
? ?例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
? ?值)为多少?(Fz=0.25mm)
? ?F=S*Z*Fz
? ?F=2000*2*0.25
? ?F=1000(mm/min)。
数控铣床主要技术参数

附件1-3
数控铣床主要技术参数
一、用途:
本机床布局为立式主轴、十字型床鞍工作台,结构紧凑、加工范围广泛,一次装夹后可完成铣、镗、钻、铰、攻丝等多种工序的加工。
主轴采用交流主轴电机同步齿形带传动,噪声低。
主要应用于中小型机械零件和模具加工。
二、主要技术参数
●工作台面积(长×宽) 900×400 mm
●工作台左右行程(X向) 630 mm
●工作台前后行程(Y向) 400 mm
●主轴上、下行程(Z向) 500 mm
●工作台最大承重600 kg
●主轴端面至工作台面距离125-625 mm
●主轴锥孔MAS403 BT40
●主轴定向
●刚性攻丝
●刀具最大尺寸φ100×250 mm
●刀具最大重量 6 kg
●主轴最高转速8000 rpm
●进给速度5-5000 mm/min
●快速移动速度15000 mm/min
●主电机功率11/15kw
●主轴最大输出扭矩94 N.m
●定位精度《JB/T8772.4-1998》X:0.016 mm ,Y、Z:0.014 mm
全程
●重复定位精度《JB/T8772.4-1998》X:0.010 mm ,Y、Z:0.008mm
全程
●进给电机扭矩FANUC 8 N.m
●机床外形尺寸(长×宽×高) 2230×2190×2080 mm
●主机包装箱2850×2490×2380 mm、净重5000 Kg、毛重6500Kg
三、主要部件及配套件清单。
数控铣床及加工中心概述
700x320
150 BT40 10000 5.5 1.1
切削进给率(mm/min)
定位精度(mm) 重复定位精度(mm)
气压(kg/cm2) 刀库(选装)
机器重量(kg)
1-20000
±0.005/300 ±0.0025 ≥6
20(机械手) 2920
6、数控铣床及加工中心技术参数识读 数控铣床及加工中心主要技术参数识读可分成尺寸参数、接口参数、运动参数、动力
铣床主体是数控铣床的机械部件,包括床身、主轴箱、铣头、工作台、
进给机构等。与传统的普通铣床相比较,其整体布局、外观造型、传动机 构、工具系统等方面都发生了很大的变化。如:主传动及主轴部件具有传 递功率大、刚度高、抗振性好及热变形小等优点;进给传动件具有传动链 短、结构简单、传动精度高等特点;机床本身具有很高的动、静刚度;采 用全封闭罩壳。
数控铣床是一种用途广泛的机床,主要用于完成铣削平面加工或镗削加 工的数控机床,有立式、卧式及龙门铣3种。主轴在空间处于垂直状态的, 称为立式数控铣床;主轴在空间处于水平状态的,称为卧式数控铣床。主 轴可作垂直和水平转换的,称为立卧两用数控铣床。
(1)立式数控铣床
如图1.1.1所示为立式数控铣床。立式数控铣床是数控铣床中数量最多的一种, 应用范围最广。小型数控立式铣床的X、Y、Z方向的移动一般都由工作台完成,主 运动为主轴旋转,与普通立式升降台铣床相似。中型数控立铣的纵向和横向移动一 般由工作台完成,且工作台还可手动升降,主轴除完成主运动外,还能沿垂直方向 伸缩。大型数控立铣,由于需要考虑扩大行程、缩小占地面积、刚性等技术问题, 多采用龙门架沿床身作纵向移动,主轴在龙门架的横向与垂直溜板上运动。
内容包括:主轴电机功率;伺服电机额定转矩。作用:影响到切削负荷。 (5)精度参数。
(完整word)五轴加工中心参数
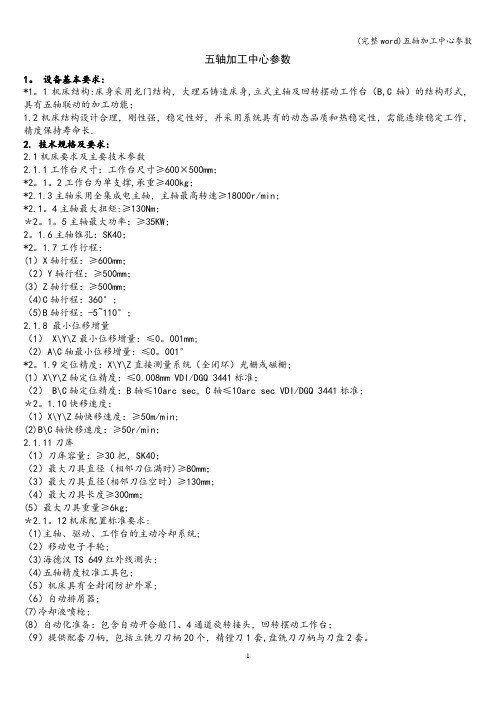
五轴加工中心参数1。
设备基本要求:*1。
1机床结构:床身采用龙门结构,大理石铸造床身,立式主轴及回转摆动工作台(B,C轴)的结构形式,具有五轴联动的加工功能;1.2机床结构设计合理,刚性强,稳定性好,并采用系统具有的动态品质和热稳定性,需能连续稳定工作,精度保持寿命长.2. 技术规格及要求:2.1机床要求及主要技术参数2.1.1工作台尺寸:工作台尺寸≥600×500mm;*2。
1。
2工作台为单支撑,承重≥400kg;*2.1.3主轴采用全集成电主轴,主轴最高转速≥18000r/min;*2.1。
4主轴最大扭矩:≥130Nm;*2。
1。
5主轴最大功率:≥35KW;2。
1.6主轴锥孔:SK40;*2。
1.7工作行程:(1)X轴行程:≥600mm;(2)Y轴行程:≥500mm;(3)Z轴行程:≥500mm;(4)C轴行程:360°;(5)B轴行程:-5~110°;2.1.8 最小位移增量(1) X\Y\Z最小位移增量:≤0。
001mm;(2) A\C轴最小位移增量:≤0。
001°*2。
1.9定位精度:X\Y\Z直接测量系统(全闭环)光栅或磁栅;(1)X\Y\Z轴定位精度:≤0.008mm VDI/DGQ 3441标准;(2) B\C轴定位精度:B轴≤10arc sec,C轴≤10arc sec VDI/DGQ 3441标准;*2。
1.10快移速度:(1)X\Y\Z轴快移速度:≥50m/min;(2)B\C轴快移速度:≥50r/min;2.1.11刀库(1)刀库容量:≥30把,SK40;(2)最大刀具直径(相邻刀位满时)≥80mm;(3)最大刀具直径(相邻刀位空时)≥130mm;(4)最大刀具长度≥300mm;(5)最大刀具重量≥6kg;*2.1。
12机床配置标准要求:(1)主轴、驱动、工作台的主动冷却系统;(2)移动电子手轮;(3)海德汉TS 649红外线测头;(4)五轴精度校准工具包;(5)机床具有全封闭防护外罩;(6)自动排屑器;(7)冷却液喷枪;(8)自动化准备:包含自动开合舱门、4通道旋转接头,回转摆动工作台;(9)提供配套刀柄,包括立铣刀刀柄20个,精镗刀1套,盘铣刀刀柄与刀盘2套。
数控加工中心刀具转速进给参考表
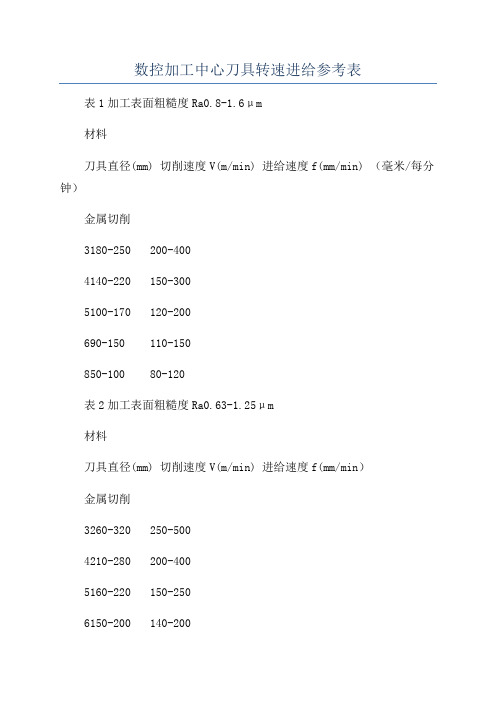
数控加工中心刀具转速进给参考表表1加工表面粗糙度Ra0.8-1.6μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min) (毫米/每分钟)金属切削3 180-250 200-4004 140-220 150-3005 100-170 120-2006 90-150 110-1508 50-100 80-120表2加工表面粗糙度Ra0.63-1.25μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 260-320 250-5004 210-280 200-4005 160-220 150-2506 150-200 140-2008 90-150 100-140表3加工表面粗糙度Ra0.4-0.8μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 330-400 300-5004 270-350 250-4005 210-260 200-2506 200-240 180-2008 120-170 100-130表4加工表面粗糙度Ra0.25-0.5μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 410-480 400-6004 350-430 300-5005 290-360 250-3506 280-320 220-2608 160-210 130-160表5加工表面粗糙度Ra0.16-0.4μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(m/min)金属切削3 490-560 400-7004 430-510 350-6005 360-440 300-4506 340-380 260-3208 210-260 160-210表6加工表面粗糙度Ra0.1-0.25μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 570-650 450-7504 510-590 400-6505 440-520 350-5006 420-460 320-3608 260-310 210-260表7加工表面粗糙度Ra0.06-0.16μm材料。
CNC加工中心切削参数表

粗加工参数指材料 硬度在HRC30-50, 对于低0-50, 对于低于此硬度的 材料,切深可增大
刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350
0.8-2 36 1800 700-1000 4800 72 0.6 36 1800 1000 4800 72 0.5 36 800 1000 4800 72
0.3 0.5 1400 1400 600 0.225 0.3 0.5 1400 1200 600 0.225 0.3 0.5 1000 1200 600 0.225
E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E25R5 E25R5 E25R5 E25R5 E25R5 E25R5 E32R6 E32R6 E32R6 E32R6 E32R6 E32R6
普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通
aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
CNC数控机床、加工中心钻孔、攻丝切削参数表
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
M30X3.5
26.5
250
125
200
700
M10×1
9 12(26) 700
通用管螺 纹
1/4″ 2/8″ 1/2″ 3/4″
底孔直径
11.5 15
18.7 24.2
ቤተ መጻሕፍቲ ባይዱ
钻头转速
600 430 340 270
钻头进给
160 120 100 150
8.5 7(21) 700
300
500
750 M12×1.25 10.7
M12×1.75 10.2 8(22) 630
280
500
875 M16×1.5 14.5
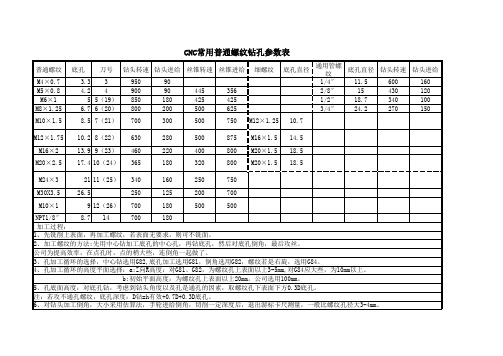
6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。
7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。
普通螺纹
M4×0.7 M5×0.8 M6×1 M8×1.25
M10×1.5
CNC常用普通螺纹钻孔参数表
底孔 刀号 钻头转速 钻头进给 丝锥转速 丝锥进给
3.3 3
950
dmg五轴数控加工中心 的加工参数

一、概述随着现代制造业的发展,数控加工中心在加工精度和效率方面具有明显优势,已成为众多制造行业的重要设备。
而数控加工中心的加工参数对于加工效果和成本控制具有重要影响。
本文将针对dmg五轴数控加工中心的加工参数进行深入探讨,希望能够为相关行业的工程师和技术人员提供一些参考和指导。
二、加工速度参数1.1 进给速度进给速度是数控加工中心在加工过程中工件相对于刀具的运动速度,通常以毫米/分钟或英寸/分钟为单位。
对于不同材料的工件以及不同精度要求的加工,进给速度的设定会有所不同。
一般情况下,进给速度越高,加工效率越高,但是也会影响加工表面的光洁度和加工温度,需要根据具体情况进行合理调整。
1.2 主轴转速主轴转速是数控加工中心中刀具旋转的速度,通常以转/分钟为单位。
对于不同直径和材质的刀具,以及不同材料的工件,主轴转速的选择会影响加工效率和加工质量。
在选择主轴转速时,需要考虑刀具的切削速度和进给速度的配合,以及工件的硬度和切削性能。
三、切削参数2.1 切削深度切削深度是指刀具在加工过程中一次切削时所能切削的最大深度,通常以毫米或英寸为单位。
切削深度的选择会影响加工质量和加工效率,过大的切削深度容易造成刀具断裂或加工表面粗糙,而过小的切削深度则会导致加工效率低下。
在设定切削深度时,需要考虑工件的材料和硬度,以及刀具的刚性和切削性能。
2.2 切削速度切削速度是刀具在加工过程中实际切削时的线速度,通常以米/分钟或英寸/分钟为单位。
切削速度的选择与刀具材质、刀具直径和主轴转速密切相关,需要综合考虑切削热量、切削力和切削表面质量等因素。
合理的切削速度可以保证加工表面的光洁度和加工质量,同时也能提高加工效率和延长刀具寿命。
四、冷却参数3.1 冷却液类型在数控加工中心的加工过程中,冷却液的选择对于切削温度和切削表面质量具有重要影响。
不同材料和加工方式的工件,需要选择适当的冷却液类型,以确保切削区域的温度在合理范围内,同时也要注意冷却液对于工件表面的影响,避免出现腐蚀或氧化等负面影响。
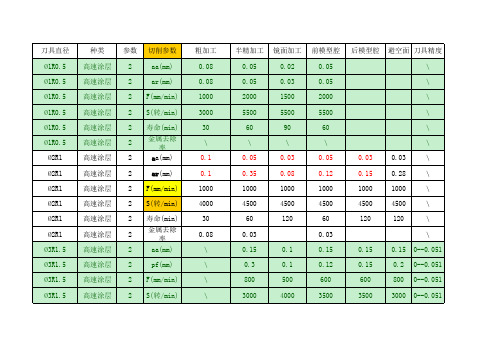
加工中心切削参数表

加工中心切削参数表刀具直径 种类参数 切削参数 粗加工精加工 平面加工 备注刀具悬伸长度E10R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HR C30-50,对于低于此硬度的材料,切深可增大刀长在50以下 E10R0.8 飞刀 2 ar(mm) 8 0.2 8 刀长在50以下 E10R0.8 飞刀 2 F(mm/min) 1000 1000 600 刀长在50以下 E10R0.8 飞刀 2 S(转/min) 3200 3200 3500 刀长在50以下 E10R0.8 飞刀 2 寿命(min) 60 \ 60 刀长在50以下 E10R0.8 飞刀 2 金属去除率 \ \ \ 刀长在50以下E12R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HR C30-50,对于低于此硬度的材料,切深可增大刀长在60以下 E12R0.8 飞刀 2 ar(mm) 10 0.2 10 刀长在60以下 E12R0.8 飞刀 2 F(mm/min) 1000 1000 700 刀长在60以下 E12R0.8 飞刀 2 S(转/min) 3000 3000 3500 刀长在60以下 E12R0.8 飞刀 2 寿命(min) 60 120 60 刀长在60以下 E12R0.8 飞刀 2 金属去除率 \ \ \ 刀长在60以下E16R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在90以下 E16R0.8 飞刀 2 ar(mm) 13 0.2 13 刀长在90以下 E16R0.8 飞刀 2 F(mm/min) 900 1800 800 刀长在90以下 E16R0.8 飞刀 2 S(转/min) 2500 3000 3000 刀长在90以下 E16R0.8 飞刀 2 寿命(min) 60 120 60 刀长在90以下 E16R0.8 飞刀 2 金属去除率 \ \ \ 刀长在90以下E20R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在130以下 E20R0.8 飞刀 2 ar(mm) 17 0.2 17 刀长在130以下 E20R0.8 飞刀 2 F(mm/min) 1000 1800 900 刀长在130以下 E20R0.8 飞刀 2 S(转/min) 2200 2500 2500 刀长在130以下 E20R0.8 飞刀 2 寿命(min) 60 120 60 刀长在130以下 E20R0.8 飞刀 2 金属去除率 \ \ \ 刀长在130以下E25R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在150以下 E25R0.8 飞刀 2 ar(mm) 22 0.2 22 刀长在150以下 E25R0.8 飞刀 2 F(mm/min) 1200 1800 1000 刀长在150以下 E25R0.8 飞刀 2 S(转/min) 2000 2300 2300 刀长在150以下 E25R0.8 飞刀 2 寿命(min) 60 120 60 刀长在150以下 E25R0.8 飞刀 2 金属去除率 \ \ \ 刀长在150以下E32R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在200以下 E32R0.8 飞刀 2 ar(mm) 29 0.2 29 刀长在200以下 E32R0.8 飞刀 2 F(mm/min) 1500 2000 1000 刀长在200以下 E32R0.8 飞刀 2 S(转/min) 2000 2200 2200 刀长在200以下 E32R0.8 飞刀 2 寿命(min) 60 120 60 刀长在200以下 E32R0.8飞刀2 金属去除率\\\刀长在200以下HRC30-86,对于低于此硬度的材料,切深可增大E25R5 飞刀 2 ar(mm) 14 0.3 14 刀长在100以下 E25R5 飞刀 2 F(mm/min) 2000 2000 500 刀长在100以下 E25R5 飞刀 2 S(转/min) 2000 2200 2000 刀长在100以下 E25R5 飞刀 2 寿命(min) 240 \ 刀长在100以下 E25R5 飞刀 2 金属去除率 11.2 \\刀长在100以下E32R6 飞刀 普通 aa(mm) 0.8 0.1-0.5 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在150以下 E32R6 飞刀 普通ar(mm) 25 0.1-0.5 25 刀长在150以下 E32R6 飞刀 普通F(mm/min) 2000 2000 700 刀长在150以下 E32R6 飞刀 普通S(转/min) 2000 2200 2000 刀长在150以下 E32R6 飞刀 普通寿命(min) 480 \ 刀长在150以下 E32R6 飞刀 普通 金属去除率 64 0.21 \ 刀长在150以下E40R6 飞刀 普通 aa(mm) 0.8 0.1-0.5 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在200以下 E40R6 飞刀 普通ar(mm) 33 0.1-0.5 32 刀长在200以下 E40R6 飞刀 普通F(mm/min) 2000 2000 800 刀长在200以下 E40R6 飞刀 普通S(转/min) 2000 2000 1800 刀长在200以下 E40R6 飞刀 普通寿命(min) 480 \ 刀长在200以下 E40R6 飞刀 普通 金属去除率 64 0.21 \ 刀长在200以下E52R6飞刀普通aa(mm) 0.8-20.30.2粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在160以下 E52R6 飞刀 普通ar(mm) 30 0.5 40 刀长在160以下E52R6 飞刀 普通F(mm/min) 2000 1400 500 刀长在160以下E52R6 飞刀 普通S(转/min) 800-950 1200 1400 刀长在160以下E52R6 飞刀 普通寿命(min) 480 \ 刀长在160以下E52R6 飞刀 普通金属去除率 64 0.21 \ 刀长在160以下通HRC30-50,对于低于此硬度的材料,切深可增大E52R6 飞刀普通ar(mm) 30 0.5 40 刀长160-250E52R6 飞刀普通F(mm/min) 1800 1600 500 刀长160-250E52R6 飞刀普通S(转/min) 950 1400 1400 刀长160-250E52R6 飞刀普通寿命(min) 480 600 \ 刀长160-250E52R6 飞刀普通金属去除率64 0.24 \ 刀长160-250E52R6 飞刀普通aa(mm) 0.5 0.3 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长250-350E52R6 飞刀普通ar(mm) 36.4 0.5 40 刀长250-350E52R6 飞刀普通F(mm/min) 1200 1600 500 刀长250-350E52R6 飞刀普通S(转/min) 950 1400 1400 刀长250-350 E52R6 飞刀普通寿命(min) 480 600 \ 刀长250-350E52R6 飞刀普通金属去除率64 0.24 \ 刀长250-350E63R6 飞刀普通aa(mm) 0.8-2 0.3 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在160以下E63R6 飞刀普通ar(mm) 36 0.5 50 刀长在160以下E63R6 飞刀普通F(mm/min) 1800 1400 500 刀长在160以下E63R6 飞刀普通S(转/min) 700-1000 1400 1200 刀长在160以下E63R6 飞刀普通寿命(min) 4800 600 \ 刀长在160以下E63R6 飞刀普通金属去除率72 0.225 \ 刀长在160以下E63R6 飞刀普通aa(mm) 0.6 0.3 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长160-250E63R6 飞刀普通ar(mm) 36 0.5 50 刀长160-250E63R6 飞刀普通F(mm/min) 1800 1400 500 刀长160-250 E63R6 飞刀普S(转/min) 1000 1200 1200 刀长160-250通E63R6 飞刀普通寿命(min) 4800 600 \ 刀长160-250E63R6 飞刀普通金属去除率72 0.225 \ 刀长160-250E63R6 飞刀普通aa(mm) 0.5 0.3 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长250-350E63R6 飞刀普通ar(mm) 36 0.5 50 刀长250-350E63R6 飞刀普通F(mm/min) 800 1000 500 刀长250-350E63R6 飞刀普通S(转/min) 1000 1200 1200 刀长250-350E63R6 飞刀普通寿命(min) 4800 600 \ 刀长250-350E63R6 飞刀普通金属去除率72 0.225 \ 刀长250-350。
数控铣床主要技术参数
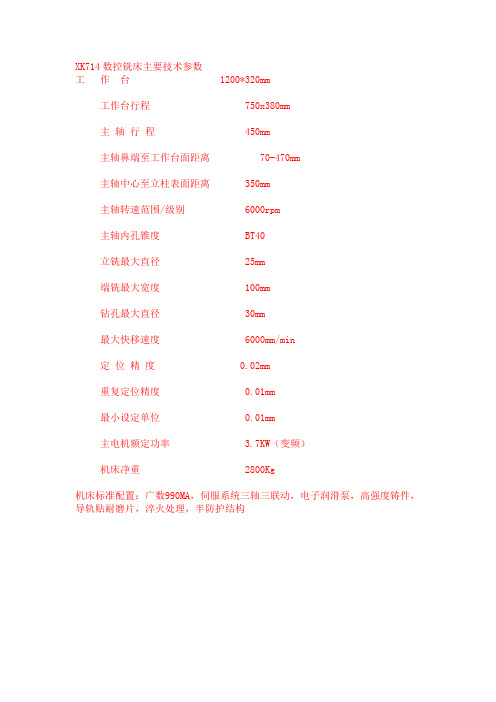
重复定位精度0.01mm
最小设定单位0.01mm
主电机额定功率3.7KW(变频)
机床净重2800Kg
机床标准配置:广数990MA,伺服系统三轴三联动,电子润滑泵,高强度铸件,导轨贴耐磨片,淬火处理,半防护结构
xk714数控铣床主要技术参数1200320mm工作台行程750x380mm450mm主轴鼻端至工作台面距离70470mm主轴中心至立柱表面距离350mm主轴转速范围级别6000rpm主轴内孔锥度bt40立铣最大直径25mm端铣最大宽度100mm钻孔最大直径30mm最大快移速度6000mmmin002mm重复定位精度001mm最小设定单位001mm主电机额定功率37kw变频机床净重2800kg机床标准配置
XK714数控铣床主要技术参数
工作台1200*320mm
工作台行程750x380mm
主轴行程450mm
主轴鼻端至工作台面距离70-470mm
主轴中心至立柱表面距离350பைடு நூலகம்m
主轴转速范围/级别6000rpm
主轴内孔锥度BT40
立铣最大直径25mm
端铣最大宽度100mm
钻孔最大直径30mm
最大快移速度6000mm/min
加工中心CNC切削参数表(大全)
高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层
飞刀 飞刀
2 S(转/min)
\
1500
2 寿命(min)
\
60
2
金属去除 率
\
\
2
aa(mm)
\
0.3
2
ar(mm)
\
0.78
2 F(mm/min)
\
参数 切削参数
2
aa(mm)
2
ar(mm)
2 F(mm/min)
2 S(转/min)
2 寿命(min)
2
金属去除 率
2
aa(mm)
2
ar(mm)
2 F(mm/min)
2 S(转/min)
2 寿命(min)
2
金属去除 率
2
aa(mm)
2
pf(mm)
2 F(mm/min)
2 S(转/min)
粗加工 0.08 0.08 1000 3000 30
ar(mm)
\
Ø8R4
高速涂层 2 F(mm/min)
\
40
60
0.2 0.3 1000 3000 50
0.1 0.12 600 3500 70
0.3 0.6 1200 2000 60 \ 0.3 0.69 1100
0.15 0.15 1400 2200 90
\ 0.15 0.17 1300
40
0.1 0.18 800 3200 50
0.2 0.37 1400 1800 90
0.3 0.38
1500 0--0.051 90 0--0.051
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BT50/ Ø155
BT40/ Ø130
BT40/ Ø130
BT40/ Ø150
BT40/ Ø150
BT40/ Ø150
BHale Waihona Puke 50/ Ø155主轴最高转速(rpm)
8000
8000
8000
8000
8000
8000
8000
8000
8000
8000
8000
8000
8000
8000rpm
X、Y、Z线轨
X、Y线轨Z硬轨
X、Y线轨Z硬轨
X、Y线轨Z硬轨
X、Y、Z线轨
X、Y线轨Z硬轨
主电机功率(kw)
4
5.5
5.5
5.5~7.5
5.5~7.5
5.5~7.5
11-15
11-15
5.5
5.5
7.5
11
11~15
11~15
X.Y.Z轴电机扭矩(Nm)
6、6、6
6、6、6
8、10、10
10、12、12
785
主轴端面至工作台面距离
45-500
80-630
80-560
180-680
105-655
105-655
150-750
150-800
110-560
110-610
110-610
70-670
160-710
87-687
工作台T型槽
(数目-宽度×间距)
3-16*110
5-18*60
3-18*135
3-18*150
420X800
450X900
460X950
500X1050
700X1360
710X1400
420X700
500X800
500X1000
600X1300
600×1200
700×1360
左右行程(X)
500
900
650
750
800
800
1200
1300
560
600
800
1000
1100
1200
前后行程(Y)
10、12、12
10、12、12
16、20、20
16、20、20
8、10、10
8、10、10
10、12、12
12、16、16
12、16、16
16、16、16
工作台承重(kg)
250
600
600
600
600
600
1000
1000
300
350
450
800
800
1000
整机净重(T)
3.5
4
4
4.5
4.3
400
500
400
450
500
500
700
700
410
500
500
600
550
700
上下行程(Z)
455
550
480
500
550
550
600
650
450
500
500
600
550
600
主轴中心至立柱导轨面距离
460
515
480
520
550
550
785
785
453(至滑块)
560
560
655
699(至滑块)
3-18*150
3-18*150
5-18*152.5
5-18*152.5
3-14*100
3-18*144
5-18*90
5-18*100
5-18*125
5-18*122
主轴锥孔(型号/安装尺寸)
BT30/ Ø120
BT40/ Ø150
BT40/ Ø150
BT40/ Ø150
BT40/ Ø150
BT40/ Ø150
4.3
8.8
9.0
3.8
5.5
5.5
7.5
7
8.5
备注
“人”字型立柱
长工作台
“人”字型立柱
“人”字型立柱
“人”字型立柱
“人”字型立柱
“人”字型立柱
“人”字型立柱
“人”字型立柱
“人”字型立柱
立式加工中心(硬轨系列)
立式加工中心(线轨系列)
机型单位:mm
VMC545
VMC600A
VMC650
VMC750
VMC850
VMC850B
VMC1270
VMC1370
VMCL5641
VMCL650
VMCL850
VMCL1060
VMCL1150
VMCL1270
工作台面尺寸
380X620
405X1370
刀库刀具数(把)
12
12、16
16、20
16、20、24
16、20、24
16、20、24
20、24
20、24
12、16
16、20
16、20、24
20、24
20、24
20、24
X、Y、Z导轨形式
X、Y、Z硬轨
X、Y、Z硬轨
X、Y、Z硬轨
X、Y、Z硬轨
X、Y、Z硬轨
X、Y、Z硬轨
X、Y、Z硬轨
X、Y、Z硬轨