液态金属铸造成形的基本原理47页PPT
合集下载
铸造金属凝固原理介绍课件

凝固缺陷
01 缩孔:金属凝固过程中,由 于体积收缩,导致内部出现 孔洞
02 疏松:金属凝固过程中,由 于气体析出,导致内部出现 疏松多孔的结构
03 偏析:金属凝固过程中,由 于成分不均匀,导致内部出 现成分分布不均匀的现象
04 裂纹:金属凝固过程中,由 于应力过大,导致内部出现 裂纹
铸造方法
01
砂型铸造:利用砂型制作铸 件,成本低,生产效率高
03
压力铸造:利用高压将熔融 金属压入模具,生产效率高, 适用于薄壁铸件
05
连续铸造:利用连续铸造机 将熔融金属连续铸造成铸件, 适用于大批量生产
02
熔模铸造:利用蜡模制作铸 件,精度高,适用于复杂铸 件
04
离心铸造:利用离心力将熔 融金属甩入模具,适用于管 状铸件
05
凝固原理在铸造工艺优 化中的实例分析
02
凝固原理对铸造工艺 的影响
04
凝固原理在铸造工艺优 化中的具体应用方法
06
凝固原理在铸造工艺优 化中的发展趋势
质量控制
01
凝固原理在铸造过 程中的应用
02
凝固原理在金属材料 质量控制中的作用
03
凝固原理在铸造缺 陷检测中的应用
04
凝固原理在铸造工 艺优化中的作用
新材料研究
01
纳米材料:具有高强度、高韧性、耐腐蚀等优良性能
02
复合材料:结合多种材料的优点,提高性能和降低成本
03
生物材料:利用生物技术制备新型材料,如生物陶瓷、生物高分子等
04
智能材料:具有感知、响应和自适应功能的材料,如形状记忆合金、压电材料等
绿色铸造技术
绿色铸造技术是指在铸造过程中减少环境污染、降低 能耗、提高材料利用率的技术。
金属材料成型基础之金属液态成型(ppt 101页)_5572

§1-2 液态金属的凝固与收缩
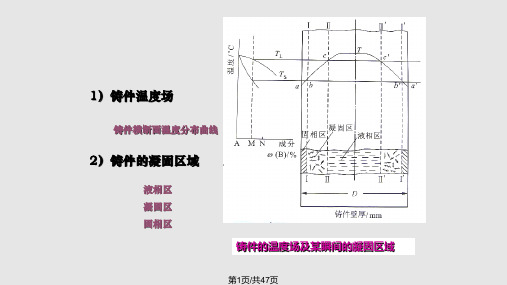
一、铸件的凝固方式
温度 温度
1. 逐层凝固 2. 糊状凝固 3. 中间凝固
a bc
液相线
S
液相线 固相线
影响铸件凝固方 成分 式的主要因素 :
固
表层
液
中心
(1)合金的结晶温度范围
固
表层
液
中心 表层 中心
凝固区
合金的结晶温度范围愈小,凝固区域愈窄, 愈倾向于逐层凝固 。
浇口杯
出气口
流动性(cm)
温度(℃)
30 0 20 0 10 00
80
60
40
20
0
Pb
20
40
60
80 Sb
合金流动性主要取决于合金化学成分所决定的结晶特点
温度(℃)
流动性(cm)
300 200 100
0 80 60 40 20 0
Pb 20 40 60 80 Sb
a)在恒温下凝固 b)在一定温度范围内凝固
上型
合金的线收缩受到铸型、 型芯、浇冒系统的机械阻 碍而形成的内应力。
机械应力是暂时应力。
下型
2.热应力
热应力是由于铸件壁厚不均匀,各部分冷却速度不同, 以致在同一时期内铸件各部分收缩不一致而引起的应力。
T
1
TH
1
Hale Waihona Puke 2塑性状态++-
t0~t1: t1~t2: t2~t3:
11
T临
22
2
T室
弹性状态
t
二、浇注条件
(1)浇注温度 一般T浇越高,液态金属的充型能力越强。 (2)充型压力 液态金属在流动方向上所受的压力越大,
金属的液态成形原理资料PPT课件
合金成分和温度
铸件的收缩
铸型、型芯条件
铸件结构
第23页/共47页
常用铸造合金的收缩率
合• 金铸造合含金从碳浇量注,凝固浇直注到至冷却液到态室温的过凝程固中,其体固积或态尺寸缩总减收的现缩 种类象,称(为收%缩)。收缩是温铸度件产生缩收孔缩、缩松、收裂缩纹、变形收的根缩源。 (%)
• 液态收缩
铸造• 碳钢•
(1)这是由于薄壁铸件的铸型冷却作用强,薄壁断面温 度梯度大,倾向于逐层凝固。因此收缩小的灰铸铁可消除 缩孔,获得致密铸件;而收缩较大的薄壁铸钢、有色合金 铸件会出现轴线缩松,但其表层组织致密。
第34页/共47页
(2)锡青铜,铝硅合金等凝固温度范围较宽的合金,倾 向于糊状凝固,用顺序凝固也难以消除缩松,采用 冷铁(或金属型铸造)及同时凝固原则,可保证其 表层组织致密。
1、合金的收缩 液态合金从浇注温度至凝固冷却到室温的过程中,体
积和尺寸减少的现象---.是铸件许多缺陷(缩孔,缩松, 裂纹,变形,残余应力)产生的基本原因.
收缩的几个阶段 1) 液态收缩(T浇 — T液) : 从金属液浇入铸型到开始 凝固之前. 液态收缩减少的体积与浇注温度至开始凝 固的温度的温差成正比. 2) 凝固收缩(T液 — T固): 从凝固开始到凝固完毕. 同一类合金,凝固温度范围大者,凝固体积收缩率大.如 : 35钢,体积收缩率3.0%, 45钢 4.3%。 3) 固态收缩(T固 — T室) : 凝固以后到常温. 固态 体积收缩直观表现为铸件各方向线尺寸的缩小,影响 铸件尺寸精度及形状的准确性,故用线收缩率表示.
铸件内部就发生内应力,即铸造应力。内应力是铸 件
产生变形和裂纹的基本原因。
按阻碍收缩的原因分为:
1)热应力
第一篇 液态金属成型原理PPT学习教案

2.空穴或空洞理论 空穴理论把液体看作是有大量空位的一种伪点阵。
3.有效结构理论 根据这种理论,液体状态可用似晶组分与似气组分之间 的配分关系来表示。 三、几何理论 由和提出的,把液体看作是原子的
某种“堆积物”。该理论认为,液体是原子紊乱的密集球堆 积
的,或者更确切地说,液体是均质的相互粘着的,本质上为
在任何时刻总有些原子能量高于平均 能量,而另一些原子能量低于平均能 量,称此为能量起伏
第5页/共77页
随着温度的升高,能量起伏增大,其中一部分能量大的原 子可能越过势垒跳到周围原子之间的空隙中,使原来的位置 成为空穴。同时空穴周围的原子也可以进入空穴中,就使空
穴发生”移动”。空穴首先从金属表面产生,向内部扩散。 温
子间有内聚力,使液体的内部产生内摩 擦
力,以阻滞液层间的相对滑动。这种性
质 F(x) SdUx/ dy
称为粘滞性,用粘度表征粘滞性的大小。 见图1-5
第11页/共77页
运动粘度可用动力粘度与密度之比表示,即
v /
运动粘度表征液体质点保持自身运动方向的惯性大小。 在运动粘度相同的情况下,密度大者,运动粘度小,质点 保持自身运动方向的倾向性打,亦即流体的紊流倾向大。
第16页/共77页
3.影响合金流动性的因素 (1)合金的成分 合金中: 磷量增加,液相线和固相线温度降低,粘度下降,流动性提高,但过 高使铸铁变脆。一般不用其提高流动性。 硅增加,液相线下降,流动性提高。 锰小于0.25%影响不大,但与S反应,使流动性降低。 铜和镍稍微提高流动性;铬降低流动性,但<1%无影响。 铸钢中: 硅<0.6%,流动性随含量的增加而提高。 锰<2%无明显影响;2%~14含量增加而提高 磷>0.05%,流动性提高,但会使钢变脆。 硫与锰形成化合物使粘度增大,降低流动性。 铬>1.5%降低钢液流动性, 铜提高流动性。
金属的液态成形技术研究.最全PPT

a——共晶成分合金 b——过共晶成分合金
ab
温度
铸件 铸件
液相线 固相线
成分
固
液
液
表层 中心
表层 中心
合金成分对流动性的影响
1.1 金属液态成形的基本原理
结晶区间越大,流动性越差,共晶成分合金的流动性最好。 过共晶成分合金在结晶时因有液固两相存在,流动性较差。
P可提高流动性,S可使流动性下降。
1.1 金属液态成形的基本原理
• 合金充型能力的影响因素:
1. 流动性
2.浇铸条件 (1)浇注温度: 对合金流动性的影响很显著。 灰铸铁1200~1380℃、铸造碳钢1520~1620℃、 铝合金680~780℃。“高温出炉,低温浇注” (2)充型压力
充型压力 充型能力
1.1 金属液态成形的基本原理
▲ 低温阶段(T2~T3之间)杆Ⅱ受压、杆Ⅰ受拉
缩孔(shrinkage cavity)形状不规则,孔壁粗糙,一般位于铸件厚 大部位和热节处 。
1.1 金属液态成形的基本原理
当合金结晶温度较宽时,铸件表面结壳后,内部有较宽的液、固 两相共存的凝固区域。凝固后期,树枝晶相互接触,将合金液分割成 多个小的封闭区域,当封闭区域内合金液凝固收缩得不到补充时,就 形成了缩松。
合金:由两种或两种以上的金属元素,或金属
元素和非金属元素组成的具有金属性质的物质。
第1章 金属的液态成形技术
传统砂型铸造流程简图
第1章 金属的液态成形技术
铸造特点:
优点: 1.复杂零件(外形、内腔); 2. 成本低; 2.尺寸和重量不受限制。
缺点: 1.废品率较高,生产过程难以控制; 2.铸件力学性能较差; 3.砂型铸造铸件精度较差。
金属的液态成形PPT课件

• (3)铸型条件与铸型结构
• 由于铸型和型心的阻碍,铸件的实际收缩率小于自由收缩 率。因此,在制作模样时要根据合金的种类,给与合理的 考虑。
.
7
• 三、缩孔和缩松的形成及防止
若液态收缩和凝固收缩所缩减的体积得不到补足,则
在铸件的最后凝固部位会形成一些孔洞。按照孔洞的大小
和分布,可将其分为缩孔和缩松两类。
• (2)球墨铸铁:因流动性比灰铁差,需提高铁液出炉 温度、加大浇注系统截面以增大充型速度;因其液态和 固态收缩率大,应采取顺序凝固法防止缩孔和缩松的产 生;铸造应力较大,有变形和冷裂的倾向。
.
10
• (3)可锻铸铁 • 流动性差、收缩率大,缩孔和裂纹倾向大,工艺措施
与球墨铸铁基本相同。
• 2、铸钢 • 铸钢因浇注温度高,凝固温度范围宽,且为糊状结晶,
金的流动阻力加大,合金的流动性大大下降,
合金的结晶温度区间越宽,流动性越差。
.
4
• (2) 浇注温度
•
浇注温度越高,液态合金的流动性越好,若过高,铸
件易产生缩松、粘沙等缺陷。一般浇注温度控制在:铸钢
1520~1620℃;铸铁1230~1450℃;铝合金680~780℃。
• (3)铸型填充条件
• 内浇道横截面小、型腔表面粗糙、型砂透气性差都会增加 液态合金的流动阻力;铸型材料的导热性过大,使液体金 属凝固快,同样会降低流动性。
第七章 金属的液态成形
什么是金属的液态成形:
即将液态金属浇入与零件形状相适应的铸型空腔 中,待其冷却凝固,以获得毛坯或零件的工艺方法,亦 称铸造.
金属的液态成形的作用: 金属的液态成形是制造毛坯、零件的重要方法之一。
按铸型材料的不同,金属液态形可分为砂型铸造和特
• 由于铸型和型心的阻碍,铸件的实际收缩率小于自由收缩 率。因此,在制作模样时要根据合金的种类,给与合理的 考虑。
.
7
• 三、缩孔和缩松的形成及防止
若液态收缩和凝固收缩所缩减的体积得不到补足,则
在铸件的最后凝固部位会形成一些孔洞。按照孔洞的大小
和分布,可将其分为缩孔和缩松两类。
• (2)球墨铸铁:因流动性比灰铁差,需提高铁液出炉 温度、加大浇注系统截面以增大充型速度;因其液态和 固态收缩率大,应采取顺序凝固法防止缩孔和缩松的产 生;铸造应力较大,有变形和冷裂的倾向。
.
10
• (3)可锻铸铁 • 流动性差、收缩率大,缩孔和裂纹倾向大,工艺措施
与球墨铸铁基本相同。
• 2、铸钢 • 铸钢因浇注温度高,凝固温度范围宽,且为糊状结晶,
金的流动阻力加大,合金的流动性大大下降,
合金的结晶温度区间越宽,流动性越差。
.
4
• (2) 浇注温度
•
浇注温度越高,液态合金的流动性越好,若过高,铸
件易产生缩松、粘沙等缺陷。一般浇注温度控制在:铸钢
1520~1620℃;铸铁1230~1450℃;铝合金680~780℃。
• (3)铸型填充条件
• 内浇道横截面小、型腔表面粗糙、型砂透气性差都会增加 液态合金的流动阻力;铸型材料的导热性过大,使液体金 属凝固快,同样会降低流动性。
第七章 金属的液态成形
什么是金属的液态成形:
即将液态金属浇入与零件形状相适应的铸型空腔 中,待其冷却凝固,以获得毛坯或零件的工艺方法,亦 称铸造.
金属的液态成形的作用: 金属的液态成形是制造毛坯、零件的重要方法之一。
按铸型材料的不同,金属液态形可分为砂型铸造和特
四金属的液态成形与半固态成形PPT课件
1)熔化合格合金液体: 成分合格,温度合适;
2)制作合理的铸型: 造型材料,造型方法,
铸造工艺,尺寸,型板,
砂箱,分型面,浇注系
统;
3)浇注成型以及清理: 浇注方法(重力,加
压),清理;
4)凝固成合格的铸件 : 内部质量,尺寸。
液态成形基本工艺流程
11
3、铸造金属的熔炼
熔炼是液态金属铸造成形技术过程中的一个重 要环节,与铸件的品质、生产成本、产量、能 源消耗以及环境保护等密切相关。 在熔炼中,多种固态金属的炉料(废钢、生铁 、回炉料、铁合金、有色金属等)按比例搭配 装入相应的熔炉中加热熔化,通过冶金反应, 转变成具有一定化学成分和温度的符合铸造成 形要求的液态金属。
31
(2) 合金的收缩 铸造合金从液态冷却到室温的过程中, 其体积和尺寸缩减的现象称为收缩。
32
收缩包括以下三个阶段: Ⅰ 液态收缩 (浇注温度-液相线) 特点:体积收缩; 浇注温度升高,液态收缩增加。 Ⅱ 凝固收缩 (液相线-固相线) 特点:体积收缩;结晶温度范围增大,凝固收缩增加。 Ⅲ 固态收缩 (固相线-室温 ) 特点:引起铸件外部尺寸变化。
分到另一部分逐渐凝固的过程。冒口和冷铁的合理 使用,可造成铸件的顺序凝固,有效地消除缩孔、 缩松。
43
顺序凝固,就是在铸件上可能出现缩孔的厚大部 位通过安放冒口等工艺措施,使铸件上远离冒口 的部位先凝固(如图Ⅲ ),而后是靠近冒口部位 凝固(图中Ⅱ、І),最后才是冒口本身的凝固。
按照这样的凝固顺序,先凝 固部位的收缩,由后凝固部 位的金属液来补充;后凝固 部位的收缩,由冒口中的金 属液来补充,从而使铸件各 个部位的收缩均能得到补充, 而将缩孔转移到冒口之中。 冒口为铸件的多余部分,在 铸件清理时将其去除。
2.1液态金属铸造成形的基本原理

c.析出气孔
合金冷凝时溶解于合金液中的气体溶解度逐渐下降以 气泡形式析出。可通过严格控制炉料质量,熔炼操作,浇 注工艺防止。
小结:
流动性
合 金 的 铸 造 性 能
浇不足 冷隔 液态收缩 收缩性 凝固收缩 固态收缩
提高流动性 合理设计浇注系统 缩孔 缩松 应力 同时凝固 均匀壁厚 时 效 裂纹 反 变 形 法 减 小 应 力 设 防 裂 筋 顺序凝固
铸型种类 砂型 砂型 砂型 砂型 砂型 金属型(300℃) 砂型 砂型 砂型
浇注温度/℃ 1300 1300 1300 1300 1600 680~720 700 1040 1100
螺旋线长度/mm 1800 1300 1000 600 100 700~800 400~600 420 1000
铸钢 C=0.4% 铝硅合金(硅铝明) 镁合金(含A1及Zn) 锡青铜(Sn≈10%,Zn≈2%) 硅黄铜(Si=1.5~4.5%)
补充1:液态合金的充型
一 充型概念 充型: 液态合金填充铸型的过程。 充型能力:液态合金充满铸型型腔,获得形状完整,轮廓清晰铸件的 能力。 二 影响充型能力的因素 1 合金的流动性 2 浇注条件 ★浇注温度 浇注温度越高,充型能力越强。 ★充型压力 液态合金在流动方向上所受 的压力,压力越大,充型能力越 强。
吸气性 侵 入 气 孔 析 出 气 孔 反 应 气 孔 减 小 应 力
变形 设 加 强 筋
减 小 材 料 脆 性
2.1.2铸件缺陷分析及铸件质量控制 一、常见铸件缺陷
类别 名称 气孔 孔 缩孔 类别 名称 多肉 浇不足 表 面 缺 陷 成 分 、 组 织 和 性 能 不 合 格 类别 名称 粘砂 夹砂
3 影响收缩的因素
★化学成分 合金不同,化学成分不同,其收缩率也不同;
铸造金属凝固原理课件:液态金属的充型能力-
l =μ
2gH
• Fρ1
KL •
+C1(T浇 - TK
)
Pα
Tl - T型
充型壓頭
液態金屬在流動方向上所受的壓力越大,充型能力就越 好。在生產中,用增加金屬液的靜壓頭的方法提高充型
能力,也是經常採取的工藝措施。其他方式外加壓力,
例如壓鑄、低壓鑄造、真空吸鑄等,也都能提高金屬液
的充型能力。 澆注系統的結構
流動性好。導熱係數小的合金,熱量散失慢,保持流 動的時間長;導熱係數小,在凝固期間液固並存的兩 相區小,流動阻力小,故流動性好。 金屬中加入合金元素後,一般都使導熱係數明顯下降。 但是,有時加入合金元素後初晶組織發生變化,反而 使流動性下降。
l =μ
2gH
• Fρ1
KL •
+C1(T浇 - TK
)
➢ 對於結晶溫度範圍較寬的合金,散失約20%潛熱後,晶粒 就連成網路而阻塞流動,大部分結晶潛熱的作用不能發揮, 所以對流動性的影響不大
問題:為什麼在相同的過熱度下AI-Si合金的流動性,在共 晶成分處並非最大值,而在過共晶區裏繼續增加?
金屬的比熱、密度和導熱係數 比熱和密度較大的合金,因其本身含有較多的熱量,
➢ 無限長立方截面棒:a/4
➢ 無限長圓柱棒:d/4
➢ 半無限大平面:t/2
➢ 垂直壁液面上升速度較大,容易充滿 ;
鑄件的複雜程度 鑄件結構複雜、厚薄部分過渡面多,則鑄型型腔結構複雜,
流動阻力大,鑄型的充填就困難。
➢ 鑄鋼流動性和充型能力 — 碳、矽、錳、磷、硫、 — 銅的影響
結晶潛熱
➢ 結晶潛熱約占液態金屬熱含量的85~90%,但是,它對不 同類型合金流動性的影響是不同的。
铸造-液态成形基础知识51页PPT

25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
铸造-液态成形基础知识
16、人民应该为法律而战斗,就像为 了城墙 而战斗 一样。 ——赫 拉种行为 ,而是 惟恐自 己会成 为这种 行为的 牺牲者 。—— 柏拉图 18、制定法律法令,就是为了不让强 者做什 么事都 横行霸 道。— —奥维 德 19、法律是社会的习惯和思想的结晶 。—— 托·伍·威尔逊 20、人们嘴上挂着的法律,其真实含 义是财 富。— —爱献 生
谢谢!
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
铸造-液态成形基础知识
16、人民应该为法律而战斗,就像为 了城墙 而战斗 一样。 ——赫 拉种行为 ,而是 惟恐自 己会成 为这种 行为的 牺牲者 。—— 柏拉图 18、制定法律法令,就是为了不让强 者做什 么事都 横行霸 道。— —奥维 德 19、法律是社会的习惯和思想的结晶 。—— 托·伍·威尔逊 20、人们嘴上挂着的法律,其真实含 义是财 富。— —爱献 生
相关主题