焊接过程记录表
(焊接过程)特殊过程确认记录表
达到了预期的效果。
评价人:
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?
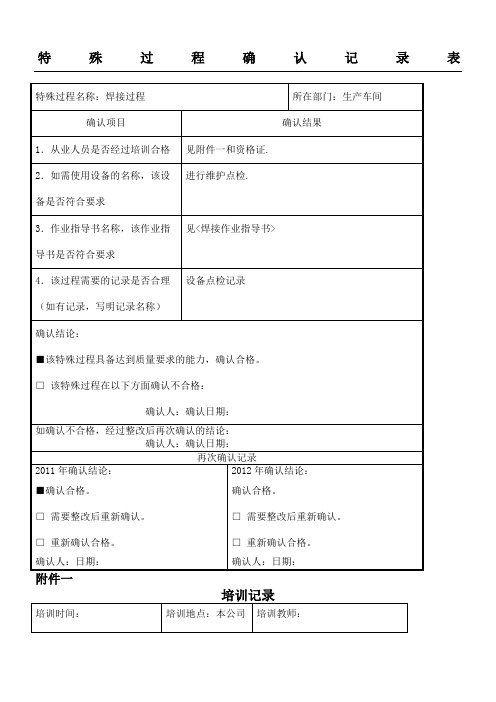
特殊过程确认记录表
特殊过程名称:焊接过程
所在部门:生产车间
确认项目
确认结果
1.从业人员是否经过培训合格
见附件一和资格证.
2.如需使用设备的名称,该设备是否符合要求
进行维护点检.
3.作业指导书名称,该作业指导书是否符合要求
见<焊接作业指导书>
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
设备点检记录
□重新确认合格。
确认人:日期:
附件一
培训记录
培训时间:
培训地点:本公司
培训教师:
参加培训人员:车间全员(包括维修员、调机员)
培训内容:
1、焊接的安全作业
2、焊接品的接收标准
3、异常处理
培训效果评价:
通过与部分学员面谈交流、讨论、大家已对本公司的焊接安全作业,焊接工艺条件已掌握,对生产产品品质要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的期限已基本掌握和清楚。并且知道自己在岗位上的职责完成的优劣。经过口述+提问和实际操作的考核全部合格。
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
(焊接过程)特殊过程确认记录表
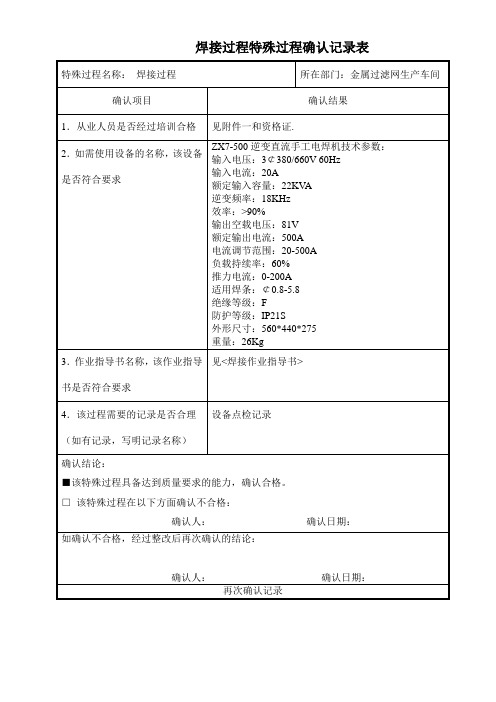
焊接过程特殊过程确认记录表附件一焊工培训记录焊工技能考试理论试题姓名:得分:一、选择题:(每题4个选项,只有1个是正确的,将正确的选项填入括号内,每空2分,共40分)1.焊接是一个( B )A不均匀加热和均匀冷却B不均匀加热和不均匀冷却C均匀加热和不均匀冷却D均匀加热和均匀冷却2.属于压焊的焊接方法有(C )A气焊B氩弧焊C摩擦焊D手工电弧焊3.CO2焊的焊接热源是( B )A乙炔焊B电弧C氩弧D等离子弧4.MZ-1000中的M是含义是(B )A电弧焊机B埋弧焊机C氩弧焊机DCO焊机25.焊条型号E4303中的0是表示焊条适用的焊接位置是( C )A平焊B立焊C全位置D仰焊6.仰焊时不利于熔滴过渡的作用力是( A )A重力B表面张力C电磁力D气体吹力7.在焊接热源作用下,焊件上形成的具有一定几何形状的液态金属称为( C )A焊接接头B焊缝C熔池D渣池8.一般情况下,随电流增加,熔深和熔宽的变化是( A )A熔深增加,熔宽略有增大B熔深不变,熔宽减小C熔深减小,熔宽不变D熔深减小,熔宽减小9.焊接电流是影响( A )的主要因素。
A焊缝熔深B焊缝宽度C焊缝长度D余高10.中厚板对接接头中,最常用的坡口形式中( A )AV型坡口BK型坡口CU型坡口D双U型坡口11.金属材料焊接性的好坏主要决定于材料的( B )A物理性能B化学成分C塑性D强度12.焊接接头根部预留间隙的作用是( B )A防止烧穿B保证焊透C减少应力D避免产生未熔合13.焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷叫( B )A凹坑B烧穿C未焊透D焊瘤14.焊接下列金属对Ar纯度要求较高的是( C )A不锈钢B铜及其合金C铝、镁及其合金D低碳钢15.CO2气保焊时应( B )A先引弧后通气B先通气后引弧C先停气后熄弧D先停电后停送丝16.CO2气体保护焊时,如果气体保护层被破坏,则是产生( C )气孔。
ACO B H2CN2BCO217.对金属材料焊接性没有影响的因素是( D )A材料因素B工艺因素C结构使用条件D焊工技术水平18.碳当量为( D )时,钢材的焊接性优良。
焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
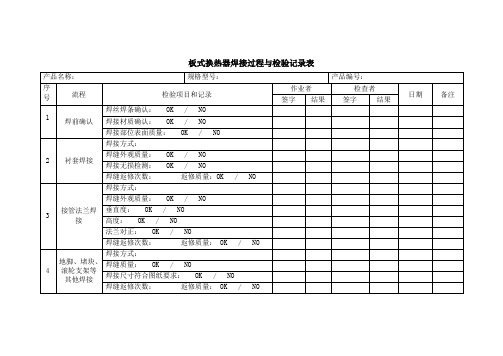
结果1ຫໍສະໝຸດ 焊前确认焊丝焊条确认: OK / NO
焊接材质确认:OK / NO
焊接部位表面质量:OK / NO
2
衬套焊接
焊接方式:
焊缝外观质量:OK / NO
焊接无损检测:OK / NO
焊缝返修次数:返修质量:OK / NO
3
接管法兰焊接
焊接方式:
焊缝外观质量:OK / NO
垂直度:OK / NO
高度:OK / NO
法兰对正:OK / NO
焊缝返修次数:返修质量:OK / NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK / NO
焊接尺寸符合图纸要求:OK / NO
焊缝返修次数:返修质量:OK / NO
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接过程确认记录表
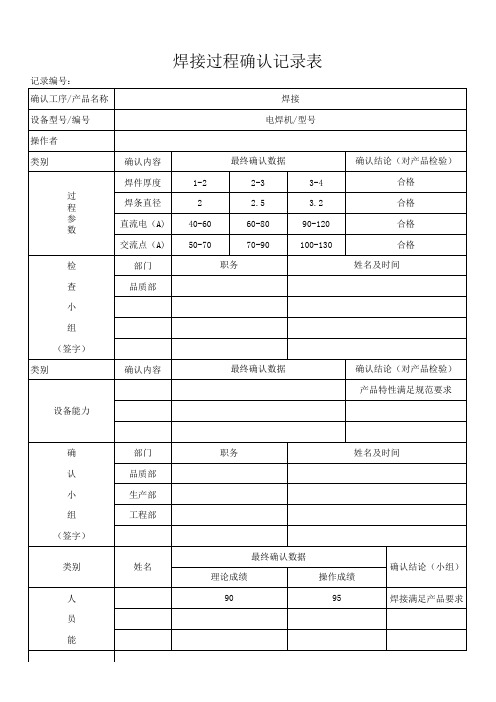
最终确认数据
设备能力
确认结论(对产品检验) 合格 合格 合格 合格
姓名及时间
确认结论(对产品检验) 产品特性满足规范要求
确 认 小 组 (签字)
类别
人 员 能
部门 品质部 生产部 工程部
姓名
职务
姓名及时间最终确认数据 Nhomakorabea理论成绩
操作成绩
90
95
确认结论(小组) 焊接满足产品要求
记录编号: 确认工序/产品名称
焊接过程确认记录表
焊接
设备型号/编号
电焊机/型号
操作者
类别
确认内容
最终确认数据
焊件厚度
1-2
2-3
3-4
过
程
焊条直径
2
2.5
3.2
参 数
直流电(A) 40-60
60-80
90-120
交流点(A) 50-70
70-90
100-130
检
部门
职务
查
品质部
小
组
(签字)
类别
确认内容
金属焊接工艺参数记录表
金属焊接工艺参数记录表
1. 引言
本记录表用于记录金属焊接工艺参数,以便对焊接过程进行记录和分析。
2. 工艺参数
焊接工艺参数是指在金属焊接过程中影响焊缝形成和质量的各种参数。
以下是常见的焊接工艺参数:
- 焊接电流:焊接过程中通过焊接电极传递的电流。
- 焊接电压:焊接过程中电极与工件之间的电压差。
- 焊接速度:焊接过程中焊枪移动的速度。
- 焊接时间:焊接过程中的焊接时间。
- 焊接气体流量:焊接过程中使用的保护气体的流量。
3. 记录表格
4. 结论
根据上述记录表格可以看出,焊接工艺参数对焊接结果评价有着重要影响。
合格的焊接工艺参数能够产生良好的焊缝质量,而不合格的焊接工艺参数可能导致焊接缺陷。
5. 建议
为了提高焊接质量,我们建议进行以下改进:
- 对每一次焊接过程进行仔细记录,包括焊接日期和具体的工艺参数。
- 在焊接过程中严格控制焊接电流和电压,确保其在规定范围内。
- 根据记录分析结果,及时调整焊接工艺参数,以达到合格的焊缝质量。
6. 参考。
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接记录表
/
单位工程:低温甲醇洗(706)
规
格
坡口形式、角度
外观 检查
无损检验 方法 报告号
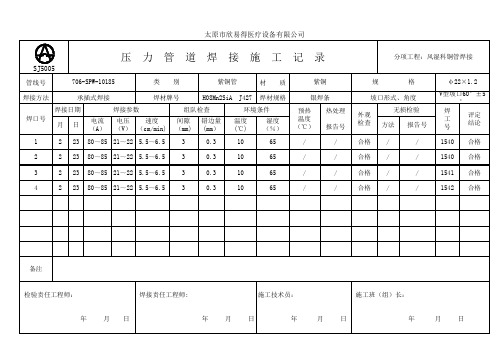
φ33.7×4.5
V型坡口60°±5
°
焊 工 号
评定 结论
合格 RT 706-RT-827 1540 合格
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
环境条件
年 月日
年月日
年
月日
年
月日
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
银焊条
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接过程检验记录表

序 号
工位名称
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
工位名称
异 常 记 录
过程检验记录表
生产日期:
焊前准 焊丝规
焊接参数
试板
备
格
预压 时间
加压 时间
空气 压力
焊接 电流
焊接 时间
其他
试验
关键尺寸
首件 检验
自检
QC确认
表单编号:G15001-0526/A0
过程巡检(OK/NG) 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30
0526/A0 备注
QC复检
请在异常记录中 、如工艺卡上没有 检,针对首件、自
备注
时间
问题描述
原因分析
处理方法/结果
QC复检
表单填写标准: 1.各项目必须完整填写,检查到哪个项目即在那一栏划“√”,无问题填Ok,有问题填NG,填写内容需清晰明了;2.产品如有关键尺寸需控制,则必须在尺寸栏写出关键尺寸,在检验过程中加以检验;3.首件、巡检确认时如检验结果NG,请在异常记录中 填写临时处理方法,并且需再次做首件确认4.员工自主做完首件确认OK后需通知PQC再次确认OK后方可批量量产,如没有QC在首件栏签名确认就量产一经发现提报小过处份。5.检验频率:A、统一依工艺卡上的标准自主检验并做好记录;B、如工艺卡上没有 明确自检频率统一依加工半小时法包括:目测、检具、量具、样件对比等;7.缺陷程度A为严重缺陷,B为一般缺陷,C为轻微缺陷;8.每班均有PQC做制程巡检,针对首件、自 检、工艺标准执行状况做稽查,如有违反作业标准的记录备案,将作为绩效评价依据。
氩弧焊焊接特殊过程确认记录表

□需要整改后重新确认。
□重新确认合格。
确认人:日期:
氩弧焊过程确认表
编号:ISSUE9-09
焊
接
设
备
设备名称
型号
数量
技术状况
审核意见
氩弧焊机
WS-250
1
良好
合格
审核单位
审核人
确认时间
人
员
资
料
姓名
工种
证号
电焊工
有效2020-4-9
作
业文Biblioteka 件文件名称审核意见
审核部门
审核人
审核时间
焊工安全生产责任制
确认部门:生产部,品管部
签字:
4.工艺方法确认
作业指导书名称:氩弧焊焊接作业指导书:该作业指导书是否符合要求
见<焊接作业指导书>,指导书规定详细,符合工艺要求。
确认部门:工程部
签字:
确认结论:
结论:本次验证结果表明当前焊接工艺及过程控制能够保证产品质量及过程能力。继续沿用当前焊接工艺及过程控制措施;
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:2019.05.10
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
2019年确认结论:
■ 确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:2019.05.10
2020年确认结论:
特殊过程确认记录表
特殊过程名称:氩弧焊焊接过程
所在部门:生产车间
确认时间:2020-08-26
确认目的:过程能力确认
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品图号
零件图号
焊接方法
焊工代号
产品编号
材质
焊缝位置
工件编号
规格
Ф
施焊日期
检
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
余高
最低
熔渣飞溅物
总长
焊缝宽度
最宽
其它:
最窄
焊角高度
结论检验员ຫໍສະໝຸດ 年月日焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
位置
数量
焊接材料
焊接规范参数
焊材
规格
焊剂
烘干温度
电源及极性
层数
电流
电压
焊速(cm/min)
℃
℃
℃
℃
℃
℃
℃
℃
℃
说明
施焊者:
年月日
检验员:
年月日
焊缝表面质量检验单
产品名称
零件名称
焊缝类型