栓钉焊焊接工艺评定记录表
焊钉(栓钉)焊接工程检验批质量验收记录

焊钉(栓钉)焊接工程检验批质量验收记录
市政验·通-141 第 × 页,共 × 页
工程名称
1111
单位工程名称
星云路轨道交通建设项目一期工程
施工单位
××市政工程有限公司
分包单位
/
项目负责人
×××项目技术负责人 Nhomakorabea×××分部(子分部)工程名 称
钢结构
验收部位/区段
焊钉(栓钉)焊接工程检验批质量验 收记录
分项工程名称 检验批容量
焊钉(栓钉)焊接工程 50件
施工及验收依据
《钢结构工程施工质量验收规范》GB 50205
验收项目
设计要求或 最小/实际 规范规定 抽样数量
检查记录
检查 结果
1 焊接工艺评定
主
控 项
2 焊后弯曲试验
目
第5.3.1条
/
检验合格,见检验报告
√
第5.3.2条 10 / 10
抽查10件,合格10件
√
1 焊缝外观质量
第5.3.3条 10 / 10
抽查10处,合格10处
100%
一 般 项 目
施工单位 检查结果
专业工长:
主控项目全部合格,一般项目符合验收规范要求。
×××
项目专业质量检查 员:
×××
2019年×月×日
监理单位 验收结论
主控项目和一般项目均合格,有完整的施工操作依据、质量验收记录,同意验收。
专业监理工程 师:
×××
2019年×月×日
焊钉(栓钉)焊接工程检验批质量验收记录

施工单位 检查结果
主体结构分部
主控项目全部合格,一般项目满足规范规定
-钢结构子分部
要求
项目专业质量检查员:
年月日
监理单位 验收结论
XX-C5-71180
验收合格
专业监理工程师: 年月日
焊钉(栓钉)焊接工程检验批质量验收记录
XX-C5-71180
单位(子单位) XXXXXXXX及综合配套 分部(子分部) 主体结构分部 分项工程名
工程名称
设施工程
工程名称
-钢结构子分部
称
钢结构焊接分项
施工单位
XXXX建设有限公司 项目负责人
陈品
检验批容量
50件
分包单位
/
分包单位 项目负责人
/
施工依据
《钢结构工程施工规范》GB5075合格,报告编号 XXX
√
/
文件符合规定,资料齐全
√
4
焊后弯曲试验
第5.3.2条 10 / 10
抽查10处,全部合格
√
一1 般 项 目2
焊钉和瓷环尺寸 焊缝外观质量
第4.3.3条 10 / 10 第5.3.3条 10 / 10
抽查10处,全部合格 抽查10处,全部合格
100% 100%
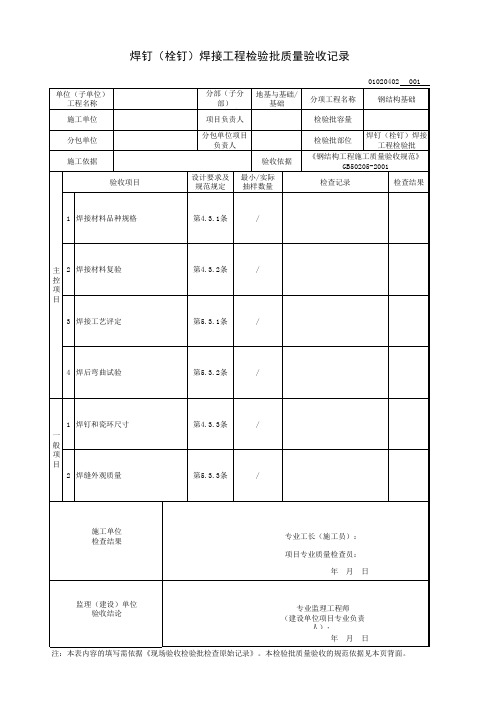
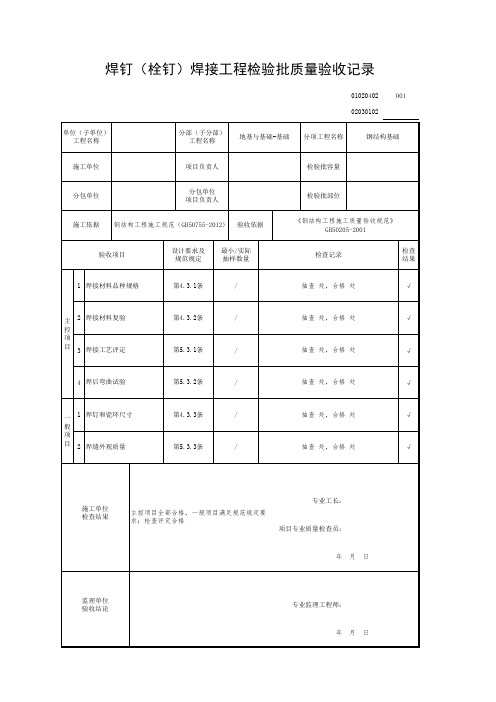
验收依据
验收项目
设计要求及 最小/实际 规范规定 抽样数量
检验批部位
体育馆
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1
焊接材料品种规格
第4.3.1条
/
质量证明文件齐全,试验合格,报告编号 XXX
√
主2 控 项 目3
焊接材料复验 焊接工艺评定
第4.3.2条 第5.3.1条
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
焊接工艺评定报告表格-全套

门式起重机焊接工艺评定报告
编 号:
编 制:
焊接责任人:
技术人员:
批 准:
单 位:
日 期:
表B-1焊接工艺评定报告目录
序号
报告名称
报告编号
页数
1
焊接工艺评定报告
2
焊接工艺评定指导书
3
焊接工艺评定记录表
4
焊接工艺评定检验记录
5
附件1:力学检验报告
6
附件2:超声波检测报告
7
附件3:金属材料冲击试验报告
8
9
环境温度(℃)
相对湿度
%
预热温度(℃)
层间温度(℃)
后热温度
时间(min)
后热处理
技术措施
焊前清理
层间清理
背面清根
其他
焊工姓名
资格代号
级别
施焊日期
Байду номын сангаас年月日
记录
日期
年月日
审核
焊钉(栓钉)焊接工程检验批质量验收记录
专业工长(施工员): 项目专业质量检查员:
年月日
监理(建设)单位 验收结论
专业监理工程师 (建设单位项目专业负责
人):
年月日
注:本表内容的填写需依据《现场验收检验批检查原始记录》。本检验批质量验收的规范依据见本页背面。
《钢结构工程施工质量验收规范》
GB50205-2001
检查记录
检查结果1 焊接材料品源自规格第4.3.1条/
主 2 焊接材料复验 控 项 目
3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
1 焊钉和瓷环尺寸
一 般 项 目
2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
焊钉(栓钉)焊接工程检验批质量验收记录
单位(子单位) 工程名称 施工单位
分包单位
施工依据
验收项目
分部(子分 部)
工程名称
主体结构/ 钢结构
项目负责人
分包单位项目 负责人
验收依据
设计要求及 最小/实际 规范规定 抽样数量
02030102 001
分项工程名称
钢结构焊接
检验批容量
检验批部位
焊钉(栓钉)焊接 工程检验批
焊接工艺评定记录表

资格代号 日期 年 月 日Fra bibliotek级别 审核
施焊日期 日期
年 年
月 月
日 日
焊 剂 或 气 体 施 焊 工 艺
道 次
焊接方法
焊条(焊丝) 直径(mm)
保护气体流量 (1/min)
电流 (A)
电压 (V)
施焊环境 预热温度(℃) 后热处理 技 术 措 施 焊前清理 背面清根 其 他
室内/室外
环境温度(℃) 层间温度(℃)
相对湿度 后热温度 时间(min)
%
层间清理
焊工姓名 记 录
焊接工艺评定记录表
GD2301071-4 0 共 工程名称 焊接方法 母材钢号 母材规格 焊接位置 类别 指导书编号 设备型号 生产厂 供货状态 焊 牌 号 接 头 尺 寸 及 施 焊 道 次 顺 序 焊 条 生产厂 烘干温度(℃) 焊 丝 牌 号 生产厂 牌 号 生产厂 烘干温度(℃) 参 数 记 录 焊接速度 (cm/min) 热输入 (kJ/cm) 备注 时间(min) 接 材 料 类 型 批 号 时间(min) 规格(mm) 批 号 规格(mm) 电源及极性 1 页第 页
焊钉(栓钉)焊接工程检验批质量验收记录表模板

主控项目
1
焊接材料品种规格
第4.3.1条
2
焊接材料复验
第4.3.2条
3
焊接工艺评定
第5.3.1条4焊来自弯曲试验第5.3.2条
一般项目
1
焊钉和瓷环尺寸
第4.3.3条
2
焊缝外观质量
第5.3.3条
施工单位检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
焊钉(栓钉)焊接工程检验批质量验收记录表
焊钉( 栓钉) 焊接工程检验批质量验收记录表
GB50205-
( Ⅱ)
010901
020401
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
焊钉(栓钉)焊接工程检验批质量验收记录
01020402 001 02030102
单位(子单位) 工程名称
分部(子分部) 工程名称
分项工程名称
施工单位
项目负责人
检验批容量
分包单位
/
分包单位 项目负责人
/
检验批部位
施工依据 验收项目
1 焊接材料品种规格
验收依据
设计要求及 规范规定
最小/实 际
抽样数量
第4.3.1条
年月日
监理单位 验收结论
同意验收Βιβλιοθήκη 监理单位 验收结论同意验收
专业监理工程师: 年月日
/
检查记录
检查 结果
主 2 焊接材料复验 控 项 目 3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
一 1 焊钉和瓷环尺寸 般 项 目 2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
主控项目全部合格,一般项目满足规范规 定要求;检查评定合格
专业工长: 项目专业质量检查员:
焊钉焊接检验批质量验收记录表

施工单位
检查结果
项目专业质量检查员: 项目专业技术负责人: 年 月 日
监理(建设)单位
验收结论
专业监理工程师:
(建设单位项目专业技术负责人) 年 月 日
焊钉焊接检验批质量验收记录表
表5.11.2 工程编号:
单位(子单位)
工程名称
分部
工程名称
分项工程名称
验收部位
施工单位
项目经理
施工执行标准
名称及编号
专业工长
(施工员)
分包单位
分包项目经理
施工班组长
施工质量验收规范的规定
施工单位自检记录
监理(建设)单位验收结果
类别
序号
检验项目
质量标准
主
控
项
目
1
焊接材料的品种、规格、性能等☆
应符合现行国家产品标准和设计要求
2
重要钢结构采用的焊接材料
应进行抽样复验,复验结果应符合现行国家产品标准和设计要求
3
焊钉和钢材焊接应进行焊接工艺评定
应符合设计要求和国家现行有关标准的规定;瓷环应进行烘焙
4
焊后弯曲试验
应符合现行有关标准的规定,其焊缝和热影响区不应有肉眼可见的裂纹
一
般
项
目
1
焊钉及焊接瓷环的规格、尺寸及偏差
焊钉(栓钉)焊接工程检验批质量验收记录
验收项目
设计要求或 最小/实际 规范规定 抽样数量
检查记录
检查 结果
1 焊接工艺评定
主
控 项
2 焊后弯曲试验
目
第5.3.1条
/
第5.3.2条
/
1 焊缝外观质量
第5.3.3条
/
一 般 项 目
施工单位 检查结果
专业工长:
监理单位 验收结论
专业监理工程 师:
项目专业质量检查 员:
年月日 年月日
市政基础设施工程
焊钉(栓钉)焊接工程检验批质量验收记录
第
市政验·通-141
页,共
页
工程名称Biblioteka 单位工程名称施工单位
分包单位
项目负责人
项目技术负责人
分部(子分部)工程名 称
验收部位/区段
市政验·通-141 焊钉(栓钉)焊接工 程检验批质量验收记录
分项工程名称 检验批容量
施工及验收依据
《钢结构工程施工质量验收规范》GB 50205
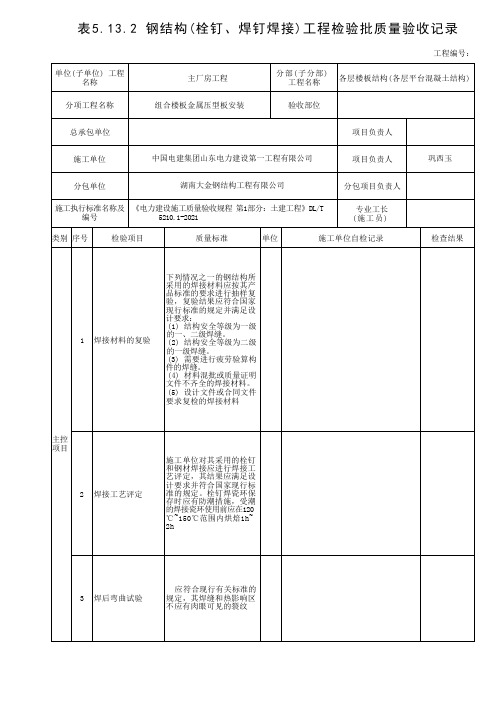
表5.13.2 钢结构(栓钉、焊钉焊接)工程检验批质量验收记录
工程编号:
单位(子单位) 工程名称
主厂房工程
分部(子分部)工程名称
各层楼板结构(各层平台混凝土结构)
分项工程名称
组合楼板金属压型板安装
验收部位
总承包单位
项目负责人
施工单位
中国电建集团山东电力建设第一工程有限公司
项目负责人
巩西玉
分包单位
湖南大金钢结构工程有限公司
(1) 结构安全等级为一级的一、二级焊缝。
进行疲劳验算构件的焊缝。
(4) 材料混批或质量证明文件不齐全的焊接材料。
(5) 设计文件或合同文件要求复检的焊接材料
2
焊接工艺评定
施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结果应满足设计要求并符合国家现行标准的规定。栓钉焊瓷环保存时应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内烘焙1h~2h
3
焊接质量
焊缝外形尺寸
(1) 360°范围内焊缝饱满;
(2)拉弧式栓钉焊:焊缝高≥1mm,焊缝宽≥0.5mm
焊缝缺陷
无气孔、夹渣、裂纹等缺陷
焊缝咬边
咬边深度≤0.5mm,且最大长度不得大于1倍的栓钉直径
栓钉焊后倾斜角度
倾斜角度偏差≤5°
2
3
4
2
4
0
3
3
3
2
采用电弧焊方法的栓钉焊接接头脚尺
寸
直
径
10mm
≥6
mm
7
8
7
7
6
8
8
8
13mm
6
8
7
6
8
7
8
焊钉(栓钉)焊接工程检验批质量验收记录
焊钉(栓钉)焊接工程检验批质量验收记录注:本表内容的填写需依据《现场验收检验批检查原始记录》。
本检验批质量验收的规范依据见本页背面。
填写说明一、填写依据1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分焊钉(栓钉)焊接工程可按相应的钢结构制作或安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2 重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.3.1 施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现行有关标准的规定。
瓷环应按其产品说明书进行烘焙。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
5.3.2 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目4.3.3 焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准《圆柱头焊钉》GB10433中的规定。
焊钉(栓钉)焊接工程检验批质量验收记录
/
抽查 处,合格 处
√
一 1 焊钉和瓷环尺寸 般 项 目 2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
抽查 处,合格 处
√
抽查 处,合格 处
√
施工单位 检查结果
主控项目全部合格,一般项目满足规范规定要 求;检查评定合格
专业工长: 项目专业质量检查员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
最小/实际 抽样数量
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1 焊接材料品种规格
第4.3.1条
/
抽查 处,合格 处
√
主 2 焊接材料复验 控 项 目 3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
抽查 处,合格 处
√
抽查 处,合格 处
√
4 焊后弯曲试验
第5.3.2条
焊钉(栓钉)焊接工程检验批质量验收记录
单位(子单位) 工程名称
01020402
001
02030102
分部(子分部) 工程名称
地基与基础-基础
分项工程名称
钢结构基础
施工单位
项目负责人
检验批容量
分包单位
分包单位 项目负责人
施工依据 钢结构工程施工规范(GB50755-2012) 验收依据
验收项目
设计要求及 规范规定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环境温度 (℃)相对湿度Βιβλιοθήκη %)备注焊前母材清理
技 术 措 施
技 术 措 其它: 施
焊工姓名 编制
资格代号 日期
级别
年
月 日
审核
施焊日期 日期
年月日 年月日
页 备注
年月日 年月日
栓钉焊焊接工艺评定记录表
01 共 页第
工程名称
指导书编号
焊接方法
焊接位置
设备型号
电源及极性
母材钢号
类别
厚度(mm)
生产厂
施焊材料
牌号
穿
透 生产厂
焊
接
钢 表面镀层
头
材
及
规格(mm)
试
件 形 式
焊 牌号 钉 生产厂
规格(mm)
牌号
规格(mm)
瓷 环
生产厂
烘干温度℃及时间(min)
序号 电流(A) 电压(V) 时间(S) 伸出长度(mm) 提升高度(mm)