6 OP27在上位机管理系统改造中的应用
上位机瓦斯巡检管理系统的设计

61科技资讯 S CI EN CE & T EC HNO LO GY I NF OR MA TI ON 工 程 技 术巡检系统中上位机数据处理是整个系统的灵魂。
巡检路线确定、巡检计划的更改以及各种识别卡的注册和更改都是由上位机通过程序实现的。
对收集的原始数据根据经验值进行智能分析,给出趋势数据和报警数据,并且根据需要给出报表。
1 系统开发环境VB 是全新的可视化编程环境,为我们提供了一种方便、快捷的Wi ndow s应用程序开发工具。
它使用了Microsoft Windows 图形用户界面的许多先进特性和设计思想,采用了弹性可重复利用的完整的面向对象程序语言(Object-Oriented Language)、当今世界上最快的编辑器、最为领先的数据库技术[1]。
因此,对于开发智能瓦斯安全巡检系统这样的中小型应用程序来说,利用VB 可视化集成开发环境更为实用,并且考虑到本信息收集管理的主要应用领域与使用人群,为此文中采用VB 作为开发智能瓦斯安全巡检系统的语言。
2 系统数据库的设计数据库在一个管理系统中有非常重要的地位,数据结构设计的好坏将直接对应用系统的效率、功能的扩展、完善,以及实现的效果产生影响,合理的数据库结构设计可以提高存储的效率,保证数据的完整和一致。
该系统使用Access 2000,根据需求对数据库进行设计,实现了11张数据表:用户信息表、班次管理表、班次牌管理表、地点分类管理表、地点管理表、计划编制表、记录管理表、角色管理表、角色权限表、人员管理表、线路管理表。
2.1数据库设计的关键技术在V B 的开发环境中,可以使用三种数据库访问方式,它们分别是:数据访问对象(DAO)、远程数据对象(RDO)和ADO对象模型。
但不是所有的方法都能访问目前比较流行的Access2000数据库,经过比较,在此采用ADO对象模型的方法访问Access2000数据库。
ADO涉及的数据库访问方式有DSN(数据源名称)、ODBC(开放式数据连接)以及OLE DB 三种,本文主要运用了OLE DB方式。
广蓄电厂监控系统上位机自动控制功能开发及应用

0 概 述
广蓄 A厂上位机 系统从 19 9 2年投入运行至 20 0 7年 , 运 行时间已达 1 5年。随着时 间的推移 , 曾经领先的系统逐渐落
台机 பைடு நூலகம் 抽 水 。
选择平均分配模 式时 , 自动控制程序将会把负荷设定平均分 配给各 台运行的机组 。由于广 蓄机组调节频繁 , 按照经济分 配方案时虽然减少了耗水量 和机组调节损耗 , 但可能会使个 别机组长期处于高负荷运行状态 , 所以广蓄并未采用经济分 配模式而采用负荷平均分配模式 。 电网频率调节模式 此功能 由操作员 手动启动 和停 止 , 不会 自动运 行 , 当启
1 7
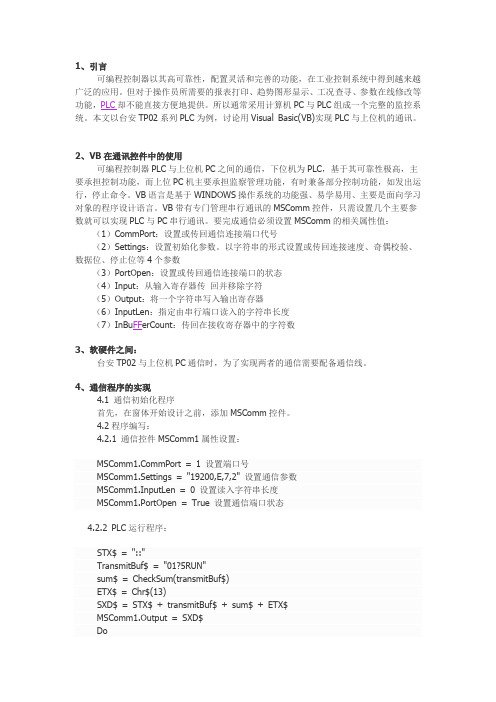
状态 , 根据各开关 , 刀闸的状态进行计算 , 出电厂出线的网 得 络结构模型 , 并针对 当前的网络结构模 型进行 相关 的安全性 计算 , 限制或开放机组的相关功能。例如 , 正常运行时 , 广蓄 A厂由两条出线与 5 0k 0 V系统相连 , 此时 4台机组可以全部 启动 ,当一条 出线退出运行时 ,只能启 动 3台机组发 电或 2
接操员厂荷定 5V率节式 收作全负设值I o 频调模 I o k
根 据全 厂有功 目标值 及分配 模 式计 算单 机负荷 设定 值
J
I发机 荷定给地制元调器行 单负设值现控单及速 执 l
图 1广蓄 A厂 S A A有功控制流程简图 CD 其主要计算模块分述如下 :
( ) 0 V 网络 结 构状 态 监 视 模块 1 5 0k
J n2 1 u .0 1
广 蓄 电厂 监 控 系统 上 位 机 自动控 制 功 能 开发及 应 用
电机上位机控制及界面设计讲解
电机上位机控制及界面设计吴牛俊(自动化与电气工程学院指导教师:周克宁)摘要:随着计算机、电子、通讯技术的飞速发展,人们对于车间现场设备的运行管理控制,可视化操作等综合水平提出了新的要求。
为了满足这新的要求,本毕业设计本着“不在现场,远离现场”的原则,以C语言作为开发语言,VC为开发环境,针对某充电机产品编写了应用程序,将充电机的现场设备界面通过串口通信技术,与上位机界面有机的结合起来,以实现计算机的远程监控功能。
此外,该上位机应用软件还实现了查看充电机存储在U盘中的运行记录文件的功能。
在本毕业论文通过这个项目的开发过程,阐述了编程环境的选择,串口通讯实现远程测试的方法,通过文件操作读取U盘数据的技巧。
探讨如何在PC平台与工控机平台间建立远程测试和历史数据读取和分析的一般方法。
关键词:人机界面;串口通信;Visual C++6.0;文件操作Abstract:With the development of computer, electronics, communications technology, the people are requiring that the the operation and management of the equipment control,and the Visualization operation must develop too.To meet these new requirements, the design of the graduates base on that "not on the scene, the scene away from the principle of" and use the C language and VC environment programming the charger procedures. The design uses the communications technology to put the charger field equipment interface and PC interface combination.And it can be achieved RMON. In addition, the PC application software also can view the test records stored in the U disk.This paper through the project development process describes the following points.First is The choice of programming environments.Second is Serial Communication remote test method.Third is the skills of reading the test records stored in the U disk.Discussion on general methods that through the PC platform with the establishment of industrial computer platform for remote testing and reading historical data and analysisKeywords:Human-machine interface;Serial Communication;;Visual C++6.0;File1 绪论1.1 背景随着计算机、电子、通讯技术的飞速发展,人们对于车间现场设备的运行管理控制,可视化操作等综合水平提出了新的要求。
PLC原理与应用技术ppt课件
7. 模拟量输出模块(D/A、AO)
D/A作用:将计算机内部的数字信号转化为现场仪表可以接收的标准信号4~20mA等
如: 12位数字量(0~4095) → 4~20mA 2047 对应的转换结果: 12mA
调节阀 变频器
……
执行器控制信号
4~20mA 0~10mA 1~5VDC 0~10VDC
0~4095 0~1023
……
工程化转换
工程量
0~100℃ ?~??kPa
……
CPU
软件实现
硬件滤波 如:RC滤波
软件滤波 如:中值滤波
软件RC滤波 ……
25
A/D组成:一般是由多路转换开关、前置放大器、采样保持器、ADC(Analog to
Digital Converter)等组成
输入信号1
多路 转换
11
存储器、存储空间的分配--系统程序存储区
系统程序存储区中存放着相当于计算机操作系统 的系统程序。它包括监控程序、管理程序、命令解 释程序、功能子程序、系统诊断程序等。由制造厂 商将其固化在EPROM中,用户不能够直接存取。它 和硬件一起决定了该PLC的各项性能。
12
存储器、存储空间的分配--系统RAM存储区
直流、交流负载(隔离、功率放大)
2) 晶体管集电极输出:高速小功率
直流负载
3) 双向可控硅输出:高速大功率
交流负载
23
以继电器形式为例
继电器输出
PLC
内
内
部
部
电
电J
路
路
输出接口电路
Y
COM +-
交流电源或 直流电源
24
6. 模拟量输入模块(A/D、AI)
基于VB6.0的上位机与PLC实时通信技术
基于VB6.0的上位机与PLC实时通信技术【摘要】本文围绕基于VB6.0的上位机与PLC实时通信技术展开讨论。
在介绍了该技术的背景和意义。
在分别讨论了VB6.0在工业控制系统中的应用,PLC的应用与特点,上位机与PLC之间的通信方式,以及基于VB6.0的实时通信技术实现方法和在工业控制中的应用。
在预测了该技术的发展趋势和未来应用前景,并对全文进行了总结。
通过本文的研究,读者将了解到基于VB6.0的上位机与PLC实时通信技术在工业控制中的重要性和应用价值,以及未来发展的潜力和前景。
【关键词】关键词:VB6.0、上位机、PLC、实时通信技术、工业控制系统、通信方式、发展趋势、未来应用、应用前景、研究背景、研究意义、实现方法、应用、总结1. 引言1.1 介绍基于VB6.0的上位机与PLC实时通信技术基于VB6.0的上位机与PLC实时通信技术指的是利用Visual Basic 6.0作为编程语言,实现与可编程逻辑控制器(PLC)之间的即时通信。
在工业控制系统中,上位机扮演着监控和控制的角色,而PLC则负责执行实际的控制任务。
通过实时通信技术,上位机可以实时监控和控制PLC的运行状态,实现对生产过程的实时调控。
基于VB6.0的上位机与PLC实时通信技术的实现主要包括建立通信连接、数据传输和接收处理三个步骤。
需要建立通信连接,确定上位机与PLC之间的通信协议和通信方式,例如使用串口通信或以太网通信。
然后通过编程实现数据的传输和接收处理,将上位机发送的指令和数据传输给PLC,并接收并处理PLC返回的状态和数据。
这种基于VB6.0的上位机与PLC实时通信技术在工业自动化控制中具有重要意义。
它可以实现生产过程的实时监控和控制,提高生产效率,减少人力成本,降低故障率,提升生产质量。
同时也为工业控制系统的智能化和网络化发展提供了重要技术支持。
1.2 研究背景由于工业现场环境复杂多变,传统的PLC与上位机通信方式往往存在诸多不足,如实时性差、稳定性差、数据传输速度慢等问题。
OP27在上位机管理系统改造中的应用

荣事达电冰箱公司引进的意大利 4B@# 公司产冰箱门板成 形线, 自动化程度高, 同时实现 ), 个轴的自动定位。主机为西 门子 !2 ( 1’’3C5, 主站包括 53D ( 1)9$3、 EB19,、 EB19)、 !B1*)、 共 !B1**、 531,’ 等共 )1 块模块。各工作台均由远程 4%A 模块,
!"#$"# % "&
〔合肥荣事达电冰箱公司蒋斌供稿 万方数据 HHI 号 %"&&DD〕 !
合肥市长江西 路 段
万方数据设备管理与维修*’’, F," !
计 !" 块 #$%&&’ 模块构成。主站与远程 ()* 模块采用 +,*-(’./ 现场总线连接。%&&% 年底, 其上位机出现死机, 硬盘损伤, 无法 在 0(12*0/ 状态下运行。该上位机仅具有监控、 选型及数据 传送管理等功能; 操作繁琐, 界面不友好; 所有的数据运算均在 决定对其进行较大的改造。 +34 中完成。因此, 通过对西门子 /567859 :;( 的分析比较, 决定采用 *+%< 替 代原系统上位机。由 +,*$**3 软件进行组态。首先进行参数 配置, 与 /< 系列通信, 接口应设置为 !-!’; *+ 与 +34 通信使用 的编程口, 应设置为 , 应设置为 直接 +34 +=>?5@A ;+( ’7BC !D<EF; 根据 4+. 的地址、 导轨号设置 +AA= +7=76AB8A=G。对 +34 程序分 析后, 找出与原上位机的报警、 事件之间的通信区, 确定哪个数 据块与其通信。最关键的是对 /9=AAB 的编辑, 必须考虑生产工 艺及流程, 操作要方便。组态后, 连接 +4 机 4*;! 端口和 *+%< 的 !-% 端口, 再由 ,/%"% 电缆下载。采用 /< 的 ;+( 电缆连接 *+ 的 !-!’ 端口至 4+. 的编程口。由于对原 +34 程序中的报警部 分进行细化, 故在 *+ 中反映的故障更加直接明了, 降低了维修 进度, 减轻了维修的工作量, 场场操作更为简单实用。
基于VB6.0的上位机与PLC实时通信技术

基于VB6.0的上位机与PLC实时通信技术一、实时通信技术在工业控制系统中的重要性实时通信技术在工业控制系统中扮演着十分重要的角色。
在现代工业控制系统中,各种设备之间需要进行及时、准确的信息交换,以保证整个系统的正常运行。
在许多工业控制系统中,PLC往往承担着实时数据采集、逻辑控制、设备状态监测等任务,而上位机则需要通过实时通信技术与PLC进行数据交换和控制命令的下发。
实时通信技术的稳定性和可靠性对整个工业控制系统的运行至关重要。
基于此,基于VB6.0的上位机与PLC实时通信技术成为了工程师们需要深入研究和掌握的技术。
二、VB6.0在上位机开发中的应用VB6.0是一种非常成熟、功能强大的软件开发工具,拥有良好的可视化设计界面和强大的编程功能。
在工业自动化领域,基于VB6.0的上位机开发具有以下几个优势:1. 易于学习和使用。
VB6.0的编程语言结构清晰、简单易懂,对于工程师来说比较容易上手。
2. 丰富的控件库。
VB6.0提供了丰富的控件库,可以方便地实现各种窗体界面的设计和功能的实现。
3. 良好的可视化设计界面。
VB6.0提供了良好的可视化设计界面,可以直观地设计界面布局和控件功能。
4. 广泛的应用领域。
VB6.0已在工业控制系统中得到了广泛的应用,积累了大量的经验和案例,为工程师们提供了丰富的技术支持和解决方案。
基于VB6.0的上位机开发在工业控制系统中得到了广泛的应用。
在后文中,我们将结合VB6.0的优势,介绍基于VB6.0的上位机与PLC实时通信的具体实现方法。
基于VB6.0的上位机与PLC实时通信的具体实现方法通常包括以下几个步骤:1. 建立通信连接。
通常情况下,PLC与上位机之间的通信连接可以通过串口、以太网等方式实现。
在VB6.0中,我们可以利用其提供的串口通信、Socket通信等控件来建立与PLC的通信连接。
2. 设计数据交换协议。
在进行实时通信时,上位机与PLC之间需要进行数据的交换。
基于VB6.0的上位机与PLC实时通信技术
基于VB6.0的上位机与PLC实时通信技术一、引言在工业自动化控制领域,上位机与PLC实时通信技术扮演着十分重要的角色。
上位机是指在控制系统中完成对PLC或其他控制设备数据采集和监控的计算机。
PLC (Programmable Logic Controller)是可编程逻辑控制器的缩写,其主要作用是用来控制生产现场的设备以实现自动化操作。
上位机与PLC实时通信技术可以让上位机快速准确地与PLC交换数据,从而实现对生产工艺的实时监控和管理。
本文将重点介绍基于VB6.0的上位机与PLC实时通信技术的实现方法与应用。
二、基于VB6.0的上位机与PLC实时通信技术的实现方法1. VB6.0编程环境的搭建要实现基于VB6.0的上位机与PLC实时通信技术,首先需要在计算机上安装VB6.0开发环境。
然后,创建一个新的VB6.0项目,选择“标准EXE”模板。
2. 使用通讯控件在VB6.0中,实现与PLC的通信可以使用通讯控件。
常用的通讯控件包括MSComm控件和Winsock控件。
MSComm控件用于串口通讯,而Winsock控件用于网络通讯。
根据实际情况选择合适的通讯控件,然后在VB6.0项目中引用相应的控件库。
3. 编写通讯程序在VB6.0中,通过使用通讯控件,可以编写与PLC通讯的程序。
首先需要设置通讯控件的属性,包括端口号、波特率、数据位、停止位等。
然后编写相应的事件处理程序,如接收数据事件、发送数据事件等,以实现与PLC的数据交换。
4. 数据解析与显示通过VB6.0与PLC通讯后,上位机可以接收到PLC发送的数据。
为了实现实时监控,需要对接收到的数据进行解析和处理,然后将其显示在上位机界面上。
可以通过VB6.0提供的界面设计工具,实现数据的动态显示和更新。
5. 错误处理与安全性在实际应用中,基于VB6.0的上位机与PLC实时通信技术需要考虑通讯的稳定性和安全性。
在编写通讯程序时,需要实现错误处理机制,对通讯中可能出现的异常情况进行处理,确保通讯的稳定性。
超声探伤中的多通道滤波器的设计与应用
超声探伤中的多通道滤波器的设计与应用吴 强1,张 森2,叶晓慧2(1.海军工程大学电气与信息学院 湖北武汉 430033; 2.海军工程大学电子工程学院 湖北武汉 430033)摘 要:介绍了一种超声探伤中脉冲信号的数据采集与初步处理的方法。
该方法基本可由通用部件实现,包括由PIC 单片机控制的多通道带通滤波器组、前端放大电路、一台工业控制计算机。
由工业控制计算机向P IC 单片机发出控制指令,单片机进行指令验证和识别,通过矩阵电路切换所需中心频率的滤波器接入系统,进行数据处理。
关键技术为多通道带通滤波器组的设计、矩阵电路的设计、采样数据的处理。
本方法已在某型钢管超声探伤实验设备中使用,效果良好。
关键词:PI C 单片机;带通滤波器组;矩阵控制;数据采集中图分类号:T P 274+.4 文献标识码:B 文章编号:1004373X (2005)1800303Design and Implementation of a Multichannel Band pass Filter in Ultrasonic DetectionW U Q iang 1,ZHA N G Sen 2,Y E Xiaohui 2(1.Co l leg e o f Electric it y and Info rm ation,N avy Universi t y of Engineering,Wuha n,430033,China;2.Institution o f Electronic Engineering ,Nav y U niversity of Eng i neeri ng ,Wuhan ,430033,Chi na )Abstract :T his paper presents how to co llect and pr e pro cess the pulse sig nal in ultr aso nic detection system,which co nsists o f a mult ichannel band pa ss filter gr o up co nt ro lled by PIC micr ocontr oller ,pr e amplifier and an indust rial computer.T he co mputer sends PI C micro contr oller a messag e ,then t he micr oco nt ro ller ver ifies the messag e and sw it ches a filter in t he mult ichannel band pass filter to join the sy stem to pr ocess the signal.T he most impo rtant t echnolo gy is to desig n multichannel band pass filter gr oup and to pr o-cess thecollect ing data.T his metho d is used in an ex periment al equipm ent successfully.Keywords :PIC micr oco nt ro ller ;bandpass filter gr oup ;matr ixco ntr olling ;data acquisitio n收稿日期:20050526 在一个超声探伤的实验设备中,设备的发射机可以发射不同频率的信号,故需设计一个可控的多通道带通滤波器组,上位机(计算机)通过控制PIC 单片机来切换带通滤波器组的某一个滤波器,使其中心频率对准发射机发射频率,实现信号的检测和分析。
VB6.0在PLC与上位机通讯中的应用
1、引言可编程控制器以其高可靠性,配置灵活和完善的功能,在工业控制系统中得到越来越广泛的应用。
但对于操作员所需要的报表打印、趋势图形显示、工况查寻、参数在线修改等功能,PLC却不能直接方便地提供。
所以通常采用计算机PC与PLC组成一个完整的监控系统。
本文以台安TP02系列PLC为例,讨论用Visual Basic(VB)实现PLC与上位机的通讯。
2、VB在通讯控件中的使用可编程控制器PLC与上位机PC之间的通信,下位机为PLC,基于其可靠性极高,主要承担控制功能,而上位PC机主要承担监察管理功能,有时兼备部分控制功能,如发出运行,停止命令。
VB语言是基于WINDOWS操作系统的功能强、易学易用、主要是面向学习对象的程序设计语言。
VB带有专门管理串行通讯的MSComm控件,只需设置几个主要参数就可以实现PLC与PC串行通讯。
要完成通信必须设置MSComm的相关属性值:(1)CommPort:设置或传回通信连接端口代号(2)Settings:设置初始化参数。
以字符串的形式设置或传回连接速度、奇偶校验、数据位、停止位等4个参数(3)PortOpen:设置或传回通信连接端口的状态(4)Input:从输入寄存器传回并移除字符(5)Output:将一个字符串写入输出寄存器(6)InputLen:指定由串行端口读入的字符串长度(7)InBu FF erCount:传回在接收寄存器中的字符数3、软硬件之间:台安TP02与上位机PC通信时,为了实现两者的通信需要配备通信线。
4、通信程序的实现4.1 通信初始化程序首先,在窗体开始设计之前,添加MSComm控件。
4.2程序编写:4.2.1 通信控件MSComm1属性设置:mPort = 1 设置端口号MSComm1.Settings = "19200,E,7,2" 设置通信参数MSComm1.InputLen = 0 设置读入字符串长度MSComm1.PortOpen = True 设置通信端口状态4.2.2 PLC运行程序:STX$ = "::"TransmitBuf$ = "01?5RUN"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBu FF erCount >= 12In1$ = MSComm1.Input4.2.3 从PLC读取资料,将寄存器内的数据资料在PC上显示以便观察监控(反应时间50ms):STX$ = "::"transmitBuf$ = "01?5MRVD000102"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBufferCount >= 20InData$ = MSComm1.InputLabel2.Caption = Mid$(InData$, 10, 4)Label3.Caption = Mid$(InData$, 14, 4)4.2.4从PLC读取资料,将RelayC0001状态通过PC显示进行监控(反应时间50ms):STX$ = "::"transmitBuf$ = "01?5MCRC0001"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBufferCount >= 13In4$ = MSComm1.InputCoil$ = Mid$(In4$, 10, 1)C1% = CInt(Coil$)Label6.Caption = C1%4.2.5 设定Relay状态,将Relay设定为ON(反应时间50ms):Dim C1 As IntegerSTX$ = "::"transmitBuf$ = "01?5SCSY00011"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBufferCount >= 12In2$ = MSComm1.Input4.2.6 PLC停止运行:STX$ = "::"transmitBuf$ = "01?5STP"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBufferCount >= 12In3$ = MSComm1.Input4.2.7 VB6.0下CheckSum函数代码如下:Private Function CheckSum(transmitBuf$)L = Len(transmitBuf$)Add = 0Dim k, sum As IntegerFor k = 1 To LTJ$ = Mid$(transmitBuf$, k, 1)Add = Add + Asc(TJ$)Next kDo While Add >= 256Add = Add - 256LoopAdd = 255 - Add + 1tempBuf$ = Hex$(Add)CheckSum = LTrim(tempBuf$)End Function5、结论PLC与上位机的结合,并通过VB6.0传送数据所构成的计算机监控系统,对于近距离传输数据的现场控制来说是一种性价比很高的解决方案。
某水电站上位机监控系统改造全过程分析
某水电站上位机监控系统改造全过程分析摘要:某水电站监控系统应用南京南瑞集团监控系列产品,本文介绍了该上位机监控系统升级改造各阶段,在实现水力发电设备及相关自动化设备的“四遥”、局域网搭建、监控系统软硬件配置及功能调试等过程中,对产生问题、发现问题及解决问题等方面进行详细阐述,为相似项目提供理论参考。
关键词:服务器;KVM;延长器;时钟同步装置1引言某水电站现地控制层,包括5个现地控制单元(G1机组LCU、G2机组LCU、公用LCU、开关站LCU、闸门LCU)。
在运行过程中,由于设备技术换型、产品更新迭代、电气元件老化等,已无法满足现有安全生产要求。
例如,机组振摆监视装置由于通讯故障,导致无上送数据;调速器系统、励磁系统、温度监测装置等通讯频繁中断,造成上位机监测数据可靠性降低。
监控系统各服务器,整体运行状态较差。
具体为:1、历史数据库查询功能异常,生产运行数据无法正常读取;2、厂外通讯服务器,网络运行状态不稳定,经常与区域调度机构IEC104网络链路中断;3、时钟同步装置,无法对各结点完成同步时间功能;4、语音报警功能有待完善,此项功能配布署于多媒体工作站,该机器与操作员站不在同一场所,导致现场操作员人员无法正常监听语音报警。
2上位机监控系统改造总体设计保证原有水电站运行生产需求的前提下,合理布署服务器。
配置2台主服务器(历史服务器兼主机);1台操作员站,并新增语音报警功能;3台通讯服务器,分别用于原有厂外主、备调通讯,及新增厂内通讯功能。
其中,具体变动为:将原有的2台操作员站减为1台,新增1台通讯服务器,去除多媒体工作站。
配置KVM 设备用于主服务器、通讯服务器的屏幕显示、键盘、鼠标操作。
应用延长器,将操作员工作站与显示、I/O外设有效分离。
3监控数据网络水电站监控数据网络,完成站内各服务器与现地控制单元间的数据传输。
实现生产运行的数据监视、远程控制、自动发电操作、历史数据分析等功能。
3.1服务器结点组成及功能1) 主服务器,两台互为热备。
西门子op27面板功能优化

故障维修·西门子OP27面板功能优化doi:10.16648/ki.1005-2917.2019.04.080西门子OP27面板功能优化周 彬(酒钢(集团)宏兴股份公司炼轧厂,甘肃酒泉 735000)摘要:酒钢二高线是2002年投资建设的项目,控制系统主要配置为西门子设备。
计算机系统为S7–400PLC、传动系统为6SE70系列,集卷区配置OP27操作面板,用于集卷板收集位置的选择、分离爪打开延时时间的设置、运卷小车收集散卷后停止位的定位、集卷板低速运行速度控制参数的设定等;在OP27操作面板进行用户程序编辑时,由于数据设置没有对输入数据的范围进行限制,通过面板输入超范围的控制参数,将会造成集卷板、运卷小车发生设备事故。
关键词:集卷;西门子OP27控制板;技术改造;效果1. 工艺流程酒钢二高线的集卷区包括斯太尔摩风冷辊道、集卷站、PF线、打包机、称重挂牌、卸卷站等设备,其中单体最复杂的就是集卷站的控制。
集卷站包括集卷筒、双臂芯轴(包括内心轴)、布线器、分离爪、浮筒、集卷板、集卷板抱臂、运卷小车、小车抱臂等设备,其作用是将散卷收集成盘卷,并挂在PF线的C型勾上,然后由C型勾运往下一道工序。
集卷站工作过程:散卷进人集卷筒,当散卷堆积到设定高度时分离爪打开,散卷落在集卷板抱臂上;集卷板抱臂慢速下降,当散卷末端完全进入集卷筒后,延时0.5秒分离爪闭合。
这时,集卷板抱臂开始快速下降,内心轴下降,浮筒落下。
集卷板抱臂下降到低位后打开,打开到位后,双臂芯轴开始旋转,同时集卷板抱臂上升;芯轴旋转到位后,当集卷板抱臂已升到最高位时,内芯轴将浮筒升起,集卷板抱臂闭合。
运卷小车从卸卷位行至PARK位等待,有盘卷的芯轴转至水平时,运卷小车从PARK位运行至芯轴位接卷,盘卷筐升到最高位,接住盘卷,接着小车抱臂闭合,扶住盘卷,运卷小车行至卸卷位置;小车抱臂打开,盘卷筐下降,完成一个循环。
2. 系统组成从工艺流程可以看出,集卷站的控制主要包括:分离爪的打开/闭合控制;双臂芯轴旋转控制;内芯轴升降的控制。
顶管机智能操作系统设计与应用

顶管机智能操作系统设计与应用发布时间:2021-05-10T10:02:31.767Z 来源:《基层建设》2020年第30期作者:张方彪耿倩楠顾文超[导读] 摘要:本文基于传感器信息采集、程序控制及顶管施工纠偏技术原理,开发了一套顶管机智能操作系统,实现初始参数设置、实时状态监测、自动纠偏、报警等功能;开发了自动纠偏算法,基于NPD1650型泥水平衡式顶管机实现了智能操作系统应用。
中国水利水电第五工程局有限公司四川成都 610000摘要:本文基于传感器信息采集、程序控制及顶管施工纠偏技术原理,开发了一套顶管机智能操作系统,实现初始参数设置、实时状态监测、自动纠偏、报警等功能;开发了自动纠偏算法,基于NPD1650型泥水平衡式顶管机实现了智能操作系统应用。
在实际工程中的应用结果表明,顶管机智能操作系统稳定性和准确性高,能有效纠正偏差。
关键词:顶管机;智能控制;自动纠偏1.前言阜阳市城区水系综合整治(含黑臭水体治理)工程位于安徽省西北部阜阳市境内。
中国水电五局参与建设的标段包括泉北片区和颍东片区一期及二期工程;其中包括132.28公里截污管道工程。
本工程截污管道均采用钢筋混凝土管,顶进方式为泥水平衡式顶管,管径为DN800~DN2200mm,掘进过程中,采用激光导向控制系统。
顶管施工以其适用土质广、施工精度高、使用管径范围大、综合成本低、环境污染小等优点而被广泛应用于管道施工工程中。
由于地层土质变化、千斤顶推力不均、已拼管节轴线误差等因素影响,管体容易产生姿态偏差。
现有的顶管机通过控制台面板进行手动操作控制,完全依靠操作人员手动调整纠偏油缸完成纠偏。
这样就使得纠偏施工存在一定的滞后延时性,且受操作人员的影响较大,施工中纠偏不及时、管节发生偏差等情况时有发生,此情况对管道后续影响较大,运维期间易发生渗漏等问题甚至导致管道破坏。
人工操作纠偏已不能满足超长顶管或曲线顶管施工质量的控制要求。
2.顶管机智能操作系统设计2.1原机系统该项目基于NPD1650型泥水式顶管机进行智能操作系统设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全自动棒材打捆机诞生首钢首钢自行研制的SG BD/800-1型全自动棒材打捆机,在首钢烟台东星公司诞生。
经过20个月的实际生产考核表明,该产品设计合理,运行安全可靠,棒材捆扎紧实,维修方便,完全适应棒材连续生产线全自动打捆包装的要求。
主要用于型材、圆钢、螺纹钢等棒型材料精整包装的打捆机,是一种集机、电、液一体化,科技含量高的设备。
随着棒材生产向着连续化、自动化、大型化发展,自动包装技术势在必行。
近年来,国内一些钢铁企业已经陆续使用了棒材打捆机。
但是,所用设备全是从国外引进的,国内尚无定型产品。
由北京首钢设计院牵头,机电公司、电子公司、首钢烟台东星公司和首钢型材厂参加的攻关小组,经过10个月的艰苦努力,全自动棒材打捆机研制成功,通过了国家冶金局组织的科技成果鉴定。
专家们评价,“SG BD/800-1型全自动棒材打捆机,依据使用可靠原则,采用国内外先进技术,设计与制造工艺先进合理,在结构上有创新性改进,操作维护方便,符合规范要求,属国内领先,并达到国外同类产品水平。
”建议“用该项成果替代进口产品,在国内棒材厂推广使用,并推向国际市场”。
目前,SG BD/800-1型全自动棒材打捆机获得了国家专利,已有10余台全自动棒材打捆机在生产中推广应用,取得了良好的经济效益。
X04.04-03〔首钢矿业公司宣传部刘承军供稿 河北迁安市 064404〕⊙环保型金属镀膜液研制成功最近,一种不用电、无污染,利用新型金属镀膜液代替电镀的新工艺,在山东省莱州工人文化宫府前科技中心研究成功。
经实践证明,各项技术指标均优于传统工艺,填补了国内空白。
传统的电镀工艺,投资大,耗能多,污染严重,国家有关部门早已三令五申停止办理新建电镀厂,对不能处理三废的电镀厂,要求一律停产。
所以,环境保护已成为当今中小电镀企业必须面对而又棘手的问题。
为了解决上述问题,山东省莱州市工人文化宫府前科技中心联合高等院校一起潜心研究,经无数次试验,终于研究成功这种不用电、无污染,能代替电镀的金属镀膜新工艺。
这种新工艺制成的金属镀膜液,是采用市场上来源广泛的化工原料,按科学配方混合而成。
该液无毒无味,使用时不用直流电源,只要将预处理好的工件浸入到这种镀膜液中,浸泡20~40min,便能得到光亮如镜、永不生锈、像电镀一样的产品,且被处理的工件表面硬度提高2~3倍,耐酸碱,耐腐蚀,成本只有传统电镀铬的1/3,是目前代替电镀的理想方法,有着广阔的市场前景,值得在大范围推广应用。
X04.04-04〔机械工业信息研究院赵广兴供稿 北京市西城区百万庄大街22号 100037〕③汽轮机轴封供汽压力调节系统改进汽轮机运行中,轴封供汽压力控制系统出现了供汽压力与供汽调节门开度变化不一致、在阀门开启过程中压力存在跃变现象,特别是由辅汽联箱供汽切换为除氧器供汽的过程中,难以对该系统进行有效控制。
同时,轴封压力调节系统控制环节上存在阀门动作滞后、调节压力波动大等缺陷,甚至导致手动调节亦无法控制,致使轴封供汽品质下降,进而影响汽轮机真空,严重影响机组的安全经济运行。
为此,对轴封供汽压力调节系统进行了特性试验,有针对性地进行改进:(1)针对系统的阀门动作滞后、调节压力波动大的缺陷,利用稳定边界法对调节系统调节PI D参数进行计算整定。
先把积分时间T I调至接近无穷大,微分时间T D调至最小值0,比例带δ调至较大值,将调节系统投入运行。
然后改变δ进行调试,直至调节过程为等幅振荡为止;(2)针对工况突变造成调节系统超调现象而操作人员又不易发现,利用DCS增设偏差报警、采样点故障等逻辑判断功能,并以报警画面突出显示在CRT上,以提示操作人员及时作相关调整,防止事故发生,确保设备安全稳定;(3)利用DCS对调节系统PI D控制参数及方式进行合理限定,当调节系统或工况骤变时,跳出报警画面并使调节系统自动退出,终止自动调节,防止事态扩大,确保机组的安全及经济性。
轴封供汽压力调节系统改进后运行一年多的实践证明,整定后各项参数符合机组运行工况,调节机构动作灵活可靠,性能参数调整准确灵敏,轴封供汽品质明显提高,消除了轴封供汽质量对汽轮机真空的不良影响,使汽轮机真空度得到有效精密的控制,提高了机组的热效率。
改造后机组的热效率提高015%,煤耗降低115g/kW・h,一年节约资金10万余元,经济效益可观。
改进后的轴封供汽压力调节系统未再出现调节跃变现象,彻底消除了执行机构不易操作判断的缺陷,消除了汽机保护因此动作造成故障停机的事故隐患,提高了机组安全性。
X04.04-05〔山东武所屯生建电厂许开林、王新国、王秀锋供稿 山东滕州市姜屯镇 277521〕⑦SET AP系列八角破碎精细筛江苏省常州市通力机电制造有限公司开发设计一种新型破碎精细筛,该设备集破碎、粗筛、精细筛为一体,适用于铸造厂旧砂的净化与回收。
SET AP系列八角破碎精细筛主要由筛筒、机架、传动系统等组成。
其筛筒呈八角形,筛网绷紧固定于八角筛筒上,在筛筒转动时,具有较好的抛射和反弹效果,有利于旧砂的破碎和透筛;筛筒分为三级,第一级破碎,第二级粗筛,第三级精细筛;筛网采用特制钢丝编织网,不仅不易粘砂,而且破碎分筛效果更好;用平行轴螺旋齿轮减速机直接带动主轴,这种传动系统结构简单、可靠、稳定性好;具有筛筒面积大、生产效率高、筛分精细、工作平稳、可靠等特点。
X04.04-06〔江苏常州市通力机电制造有限公司高黎明供稿 江苏常州市五星乡新新村金家塘36号 213002〕⑨OP27在上位机管理系统改造中的应用荣事达电冰箱公司引进的意大利I M AB公司产冰箱门板成形线,自动化程度高,同时实现14个轴的自动定位。
主机为西门子S7-300P LC,主站包括CPU-315DP、F M354、F M351、S M321、S M322、CP340等共13块模块。
各工作台均由远程I/O模块,共信 息设备管理与维修 2004№4 47 © 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.计13块ET 200B 模块构成。
主站与远程I/O 模块采用PROFI BUS 现场总线连接。
2002年底,其上位机出现死机,硬盘损伤,无法在WI NDOWS 状态下运行。
该上位机仅具有监控、选型及数据传送管理等功能;操作繁琐,界面不友好;所有的数据运算均在P LC 中完成。
因此,决定对其进行较大的改造。
通过对西门子S imatic H MI 的分析比较,决定采用OP27替代原系统上位机。
由PROT OO L 软件进行组态。
首先进行参数配置,与S7系列通信,接口应设置为1F1B ;OP 与P LC 通信使用P LC 的编程口,Profile 应设置为MPI ,Band 应设置为18715;直接根据CPU 的地址、导轨号设置Peer Paramenters 。
对P LC 程序分析后,找出与原上位机的报警、事件之间的通信区,确定哪个数据块与其通信。
最关键的是对Screen 的编辑,必须考虑生产工艺及流程,操作要方便。
组态后,连接PC 机C OM1端口和OP27的1F2端口,再由RS232电缆下载。
采用S7的MPI 电缆连接OP 的1F1B 端口至CPU 的编程口。
由于对原P LC 程序中的报警部分进行细化,故在OP 中反映的故障更加直接明了,降低了维修进度,减轻了维修的工作量,场场操作更为简单实用。
X04.04-07〔合肥荣事达电冰箱公司蒋斌供稿 合肥市长江西路段669号 230088〕⑩12SG T/SW64机组仪表系统升级改造胜利油田油气集输公司孤岛压气站1989年从美国库伯公司引进了4台12SG T/SW64天然气引擎压缩机组,发动机12个气缸,压缩机为往复活塞式。
机组仪表系统采用气动控制,手动启动,无远程监控,靠操作工每小时一次的巡回检查监视机组的运行,机组运行安全保障差。
其缺点:①操作繁琐,②气动控制,③存在不安全因素。
设定值很容易被改变,如果设定值不正确,就可能造成机组停车,严重时会发生事故。
另外,系统不具备保存历史数据的功能,已不能满足生产的要求,影响生产运行,故要对原仪表系统进行升级改造。
新的系统以FT 50作为控制中心,FT 300作为下载和写入控制逻辑与设定值的终端设备,以FT 210作为显示参数状态的终端(参数的状态也可在仪表的控制盘上显示),FT 210与FT 50之间的通信是通过F LEX NET 接口,以同轴电缆作为传输介质,FT 300与FT 50之间的通信是通过RS232接口,以双绞线传输。
新系统采用电动控制逻辑,为电动控制气动,较好地实现了操作的自动化:①启停为自动控制,②发动机空燃比为电动控制,实现正确的空燃比,③发动机和压缩机报警和停车保护功能齐全、完善,④工艺参数远程监控。
由于系统具备了历史数据保存功能,可通过参数的历史趋势,迅速判断故障原因。
如二号机组转速发生波动,通过查看“调速器输出”和“发动机转速”历史趋势图,确切地判断出调速器是由于调速器控制杆有一接头松动,将松动接头紧固后,转速波动消失,恢复平稳。
与原仪表控制系统相比,FT 控制系统有明显的优势,运行效益明显。
对比机组运行率,机组开机延长382h ,主要生产经济指标———多输气量效益和多生产轻烃效益,两项合计共创造效益211万元。
此次仪表系统的升级改造,将原来的人工监控改为远程在线监控,大大提高了机组运行可靠度,降低了操作工人的劳动强度,为机组的长周期安全运行提供了有力的保障,并创造了可观的经济效益。
W04.04-08〔胜利油田油气集输公司设备管理科刘兆增供稿 山东东营市黄河路25号 257000〕⑩专业物流国际大展将在沪举行第九届中国国际物料搬运与物流技术展览会及第二届中国国际传动及控制技术展览会将于2004年6月8日至11日在上海举行。
目前已有百余家国内外企业报名参展,展品涉及物料搬运与物流技术、物流服务、传动及控制技术等各个方面。
设计包装焕然一新的本届展会奉献给广大观众的将不再仅仅是叉车、货架、托盘展的单薄形象,而是以与时俱进的理念,结合制造业和用户的共同需要,在进一步丰富物料搬运设备种类的同时,更加重视物流的信息化、自动化、网络化、智能化、柔性化等特点,将以更加丰满的专业技术内容推出展会新的亮点。
来自欧美、特别是亚洲近邻的海外展团将更具吸引力,将为中国大陆乃至周边国家的专业观众、用户提供一个一流的专业交流交易平台。
北京富士通系统工程有限公司经营计算机软件开发、系统集成设计、销售自产产品、提供咨询和售后服务。
瑞士卡迪斯系统公司承诺,在保证产品性能领先的同时,受过合格专业培训的技术服务人员以及设在中国国内的备件库是彻底解除用户使用K ardex 产品后顾之忧的可靠保障。