LPC-321纠偏系统
印刷E+L纠偏说明书LPC&EPC综合说明书_P21-27_

断续线感测
连续线( )及断续线( )感测
边缘( )及色差( )感测
五、按装方式
FE 5002 为 E+L 最新款高感度电眼,故按装时须特别注意其感测角度以及需要非常稳固之机械连杆。
1.按装角度示意图如下:
位置设定
材料 材料
校正规
感测轮
材料
调整螺丝
角度相同
校正规定位点
22
Erhardt + Leimer (Hangzhou) Co.,Ltd
二、外部结构
请参阅下图所示:
导正标准
线条感测 (深线白底)
线条感测 (浅线深底)
光学镜头 扩散灯
高光度 LED 灯
边缘感测 色差感测
操作面板
电眼连接线插座
三、指示光点说明
FE 5002 电眼(传感器)会在下方投射出三道橙色光点及一道红色光点,如下图所示:
1.橙色光点: 用来指示 FE5002 电眼感测区域。如果被测点或线超出此范围,则电眼 无法对被测点或线进行感测。
2.红色光点: 用来指示被测点或线位置。如果被测点或线在工作区域内左/右移动, 则红色光点会跟随被测点或线左/右移动。
橙色光点 红色光点
21
Erhardt + Leimer (Hangzhou) Co.,Ltd
LPC & EPC 综合说明书
四、运用范例
FE 5002 电眼可做线条感测追踪(深线白底/浅线深底)、边缘/色差追踪(由于被测边缘在感测轮上,故被测边缘 与感测轮即形成色差面),一般运用范例如下图所示:
Erhardt + Leimer (Hangzhou) Co.,Ltd
LPC & EPC 综合说明书
一种新型自动纠偏装置在门式起重机上的应用

工控机技术 、 人机界面和传感器技 术完美地结合 到一起 , 纠偏 精度更 高更可 靠, 决 了大跨度和大起 升高度起 使 解
重机跑偏 、 啃轨现象 , 实现起重机 自动调 整两侧 支腿运行状态和实 时监控 。
关键 词 : 人机 界面 ; 自动纠偏 ; 对轨 ; 自动回复
中 图分 类 号 :P 7 T23 文 献 标 识 码 : A 文 章 编 号 :0 8— 0 3 2 1 )4— 0 1— 3 10 2 9 (0 2 0 0 1 0
大车 的不 同步误 差可 在 触摸 屏 上 实时 显示 , 于 便
用双 重保 护 的 纠偏 装 置并 设 置初 始 位 置基 准 点 。大 操 作人 员实 时掌 握大 车 的偏差 状态 。 码器 检测 两腿 的实 际位 置信号 , 入 P C进 行 比较 运 输 L 算 , 对柔性 腿进 行速 度调 整 , 现 大车 的同步 控 制 。 实
消 除偏 差后恢 复大 车运行 。
号 。司机 通过 手动操 作柔 腿运 行 机 构 进行 手 动 纠偏 , 装于 同一地 梁上 , B编码 器 装在 自由轮上 与 B侧 接 近
主 梁变形 , 重影 响 起 重 机 的使 用 寿命 和 安 全 运 行 , 严 为 了解决 这 些 问题 , 户 对 纠偏 技 术 提 出很 严 格 的 用
1 装 置的组成
本 装 置有 工 控 机 、 机 界 面 -]P C 两 个绝 对 人 2、L 、
要求 , 传统 的 纠偏 方 法 是 依 靠 手 动操 作 和仪 器 测 量 值 编码 器 、 两个 自由轮 和两 个接 近 开关 组成 。 如 图 1 调整 , 但是 , 重机 运 行 比较 频繁 , 起 这样 不但 效 率低 、 所示 :
论文说明书-带材纠偏装置控制系统(24页)

论文说明书——带材纠偏装置控制系统(24页)一、项目背景随着我国工业自动化水平的不断提高,各类生产线对带材的质量要求也越来越高。
在实际生产过程中,带材跑偏现象时常发生,这不仅影响了生产效率,还可能导致产品质量下降。
为解决这一问题,我们研发了一套带材纠偏装置控制系统,旨在提高生产线的稳定性和带材的精度。
二、研究目的与意义1. 研究目的本论文旨在设计一套带材纠偏装置控制系统,通过对带材运行过程中的实时监测与调整,实现带材自动纠偏,降低生产过程中的故障率,提高生产效率。
2. 研究意义(1)提高带材生产线的自动化程度,减轻操作工人的劳动强度;(2)确保带材在生产过程中的稳定运行,提高产品质量;三、系统设计原理1. 系统概述带材纠偏装置控制系统主要由检测部分、控制部分和执行部分组成。
检测部分负责实时监测带材的运行状态,控制部分根据检测到的数据进行分析处理,并输出控制信号,执行部分根据控制信号对带材进行纠偏。
2. 系统设计原理(1)检测部分:采用高精度传感器,实时监测带材的运行位置;(2)控制部分:采用PLC(可编程逻辑控制器)作为核心控制器,实现对检测数据的处理和分析;(3)执行部分:通过伺服电机驱动纠偏机构,实现对带材的实时纠偏。
四、系统硬件设计1. 传感器选型根据生产现场的实际需求,本系统选用精度高、响应速度快的光电传感器作为检测元件。
2. 控制器选型本系统选用性能稳定、抗干扰能力强的PLC作为核心控制器,实现对整个系统的实时监控与调整。
3. 执行机构选型根据纠偏力矩和响应速度的要求,本系统选用伺服电机驱动纠偏机构,确保带材在高速运行过程中的纠偏效果。
五、系统软件设计1. 软件架构带材纠偏装置控制系统的软件部分采用模块化设计,主要包括主控模块、检测模块、纠偏模块、通信模块和人机交互模块。
这样的设计便于后期维护和功能扩展。
2. 程序设计(1)主控模块:负责整个系统的启动、停止和异常处理,确保系统稳定运行;(2)检测模块:实时采集传感器数据,对带材位置进行监测;(3)纠偏模块:根据检测模块提供的数据,计算纠偏策略,并输出控制信号;(4)通信模块:实现PLC与上位机之间的数据交换,便于监控和调试;六、系统调试与优化1. 系统调试在硬件安装完成后,我们对带材纠偏装置控制系统进行了详细的调试。
纠偏、纠偏系统
纠偏(Guiding)
(型号美塞斯MC01Fife纠偏系统纠偏400/830/1898)
基本解释
[rectify a deviation] 改正偏向或偏差
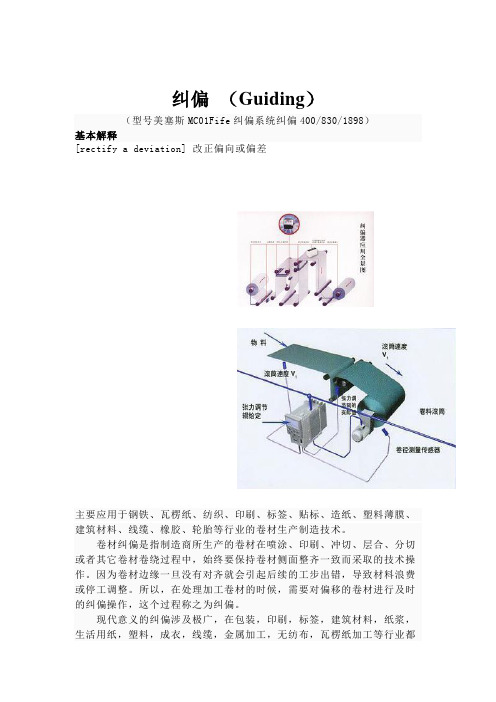
主要应用于钢铁、瓦楞纸、纺织、印刷、标签、贴标、造纸、塑料薄膜、建筑材料、线缆、橡胶、轮胎等行业的卷材生产制造技术。
卷材纠偏是指制造商所生产的卷材在喷涂、印刷、冲切、层合、分切或者其它卷材卷绕过程中,始终要保持卷材侧面整齐一致而采取的技术操作。
因为卷材边缘一旦没有对齐就会引起后续的工步出错,导致材料浪费或停工调整。
所以,在处理加工卷材的时候,需要对偏移的卷材进行及时的纠偏操作,这个过程称之为纠偏。
现代意义的纠偏涉及极广,在包装,印刷,标签,建筑材料,纸浆,生活用纸,塑料,成衣,线缆,金属加工,无纺布,瓦楞纸加工等行业都
制造者,此行业的行程标示中国工业包装的进步和突破,达到节能环保的理念。
据不完全统计,使用纠偏系统可节约材料百分之十到百分之二十左右。
节能减排,工业纠偏功不可没。
扩展
1.LPC(Line-edge Position Control)对线对边追踪装置是利用精确光电检知,来控制使卷材随时
能修正保持在整齐正确之位置上,亦称为纠偏。
它广泛的应用于各式产业机械中,能提升品质、降低损耗并减少人力,是产业自动化的幕后功臣。
纠偏系统工作原理

纠偏系统工作原理一、介绍纠偏系统是一种常见的技术,用于对文本、语音或其他形式的数据进行纠错和纠偏。
本文将详细介绍纠偏系统的工作原理。
二、纠偏系统的基本原理纠偏系统的基本原理是通过对输入的数据进行分析、处理和比对,来判断输入数据是否存在错误,并尽可能地纠正这些错误。
下面将详细介绍纠偏系统的工作流程和各个环节。
2.1 数据预处理纠偏系统首先需要对输入的数据进行预处理。
这包括对输入数据进行分词、词性标注、句法分析等操作,以便更好地理解数据的结构和语义。
同时,也可以对数据进行去噪、过滤等操作,去除影响后续处理的干扰。
2.2 错误检测与定位在数据预处理之后,纠偏系统会对输入数据进行错误的检测和定位。
这包括对数据中的拼写错误、语法错误、语义错误等进行判断和标注。
系统可能会使用各种模型和算法来进行错误的检测和定位,例如基于规则的方法、基于统计的方法、基于机器学习的方法等。
2.3 候选生成在错误检测和定位之后,纠偏系统会根据错误的位置和可能的错误类型,生成一系列候选纠正结果。
这些候选纠正结果是正确结果和错误结果的替代品,系统会对这些候选纠正结果进行评估和排序。
2.4 纠正候选选择与生成纠偏系统会根据一定的评估准则,从候选纠正结果中选择最优的结果作为最终的纠正结果。
系统可能会使用各种评估准则和算法来进行选择和生成,例如基于语言模型的方法、基于上下文的方法、基于概率的方法等。
2.5 输出纠正结果最后,纠偏系统将最终的纠正结果输出给用户。
纠正结果可以是对输入数据的修正,也可以是对错误的标注和解释。
用户可以根据纠正结果进行相应的操作,例如修改文章、重新输入等。
三、纠偏系统的应用场景纠偏系统在各个领域都有广泛的应用。
下面将介绍一些常见的纠偏系统应用场景。
3.1 拼写纠错拼写纠错是纠偏系统的一个主要应用场景。
在文本编辑、搜索引擎等领域,拼写错误是一个常见且普遍存在的问题。
纠偏系统可以通过对输入的文本进行拼写检查和纠正,提供准确的结果。
友道自动纠偏控制系统资料

分类和应用 应用行业:印刷、包装、无纺布、纺织、锂电池、橡胶轮胎、冶金等 适用卷材:卷筒纸、薄膜、金属箔、胶片、皮革、无纺布、织布等卷绕性材料 适用设备:印刷:柔印机、凹印机、轮转印刷机、模切机等横切机
包装:分切机、覆膜机、检品机、涂布机、模切机、吹膜机、淋膜机等 无纺布:卫生巾设备、卫生护垫生产线、婴儿成人纸尿裤生、超声波传感器
红外线传感器
超声波传感器
●具有红外线和超声波两种检边传感器,可检查跟踪各种材料 ●具有环境补偿功能 传感器内部备有环境补偿部件,可极大补偿因温度、湿度、灰尘及其它环境因素而
引起的检测误差 ●抗光干扰(红外) 阳光10000Lux 日光灯 3000Lux ● 技术参数 检测精度 0.1mm 检测范围 30mm 响应时间 4ms 开口尺寸 50-100mm
GF 纠偏框架图
6
公司简介
武汉友道自动化控制有限公司系卷取控制行业中纠偏导正系统的专业供应商。公司前期 一直致力于为相关行业配套产品,为终端用户提供备件,并承接项目改造。着眼于公司专业化 的发展需要,凭借着长期以来在纠偏控制领域的钻研,公司推出了自行研制的相关产品,并 已广泛应用在各行各业。 公司培养了专业的技术型销售团队,并可根据客户要求为其定制相关产品,提供最佳解 决方案,最大程度满足客户的需要。产品设计小巧美观、智能化、操作简易,在各种场合及环 境中使用,无论是超声波还是红外线传感器,高可靠性无需担心系统的纠偏性能。 公司的每一个用户我们都将定时的进行回访及售后保障服务。如在使用中遇到问题我们 都将在最短的时间内提出解决办法或上门指导。 专业的技术、优秀的性能、可靠的品质、细致的服务是公司的发展宗旨。选择友道您会 真正感受到您的价值。
2
纠偏控制器 YD-WGC01
印刷E+L纠偏说明书LPC&EPC综合说明书_P1-11_
莱默尔(杭州)机电设备有限公司Erhardt+Leimer (Hangzhou) Co., Ltd.目 录1 功能介绍1.1 LPC 系统 (4)1.2 EPC 系统 (5)2 运用范例2.1 LPC/EPC 系统 (6)2.2 REELING STATION (7)2.3 PIVOTING FRAME (8)3 各系统配套件介绍3.1 LPC 电眼感测装置3.11 探线/边型: F E 5002 电眼(群组位罝0.3)…………………..9 3.2 EPC 电眼感测装置3.21 探边型: F R 5001 电眼(群组位置0.1/0.2)………………..10 3.22 探边型: F X 4030 电眼(群组位置0.1/0.2)………………..10 3.3 控制装置3.31 D C 1340控制器(用于100W 以下M o t o r ),群组位置0.5…...11 3.4 驱动装置3.41 A G 2491驱动器(240N ,25m m /s ,±12/25/50m m ).........................12 3.42 A G 2591驱动器(1000N /2500N ,24/10m m /s ,±25/50/75/100m m )......12 3.43 A G 2691驱动器(3000/5300N ,19/10m m /s ,±50/75/100/175m m )......13 3.44 A G 4081驱动器(250N ,21m m /s ,±6/25/50m m )..........................13 3.45 A G 4591驱动器(1000N ,24m m /s ,±25/50/75/100) (14)3.46 A G 4691驱动器(3000N ,25m m /s ,±25/50/75/100).....................14 3.47 A G 5791驱动器(10000N ,25m m /s ,±50/100/150/200/300m m )........15 3.48 A G 5891驱动器(20000N ,10m m /s ,±50/100/150/200/300m m )........15 3.49 A G 6791驱动器(10000N ,25m m /s ,±50/100/150/200/300m m )........16 3.50 A G 6891驱动器(20000N ,10m m /s ,±100/150/200/300m m )............16 3.5 中心回归装置 (17)以上红色记号处为此份说明书之重点部份以上红色记号处为此份说明书之重点部份4 各系统配套件功能键/指示灯说明4.1感测装置4.11 F E 5002电眼………………………………………………………19 4.12 F R 5001 / F X 4030电眼………………………………………… 20 4.2控制装置5 LPC 系统操作说明................................................... 21 6 EPC 系统操作说明................................................... 28 7 各装置群组位置及参数值运用说明.................... 29 8 各装置参数表 (34)9按装及试车说明 (53)10各装置尺寸图 (58)11 选配系统说明 / 公司信息…………………………………………..684.整套系统均采用数字式控制,因此可与计算机或PLC系统联机,可单点多机控制,亦可单机多点控制。
纠偏系统配置举例
1. CCD纠偏系统:(对中纠偏、定边纠偏)控制器:EKR1000传感器:CCD5000/28传感器支架:FJ/25伺服电机:EMS16 备注:常用电机推力420,840,1700,3900N ;常用电机行程50,100,200mm 。
回中开关:OMG8高频灯:PDFV1/18 备注:根据物料检测宽度选择不同长度的高频灯,常用型号:PDFV1/18检测宽度460mm;PDFV1/36检测宽度1080mm; PDFV1/58检测宽度1380mm)备注:传感器可自动检测物料宽度变化,物料宽度变化时对纠偏工作没有影响,无需人为进行设置。
2. 红外线纠偏系统:控制器:EKR1000传感器:IR2001/10/100 备注:常用传感器开口(50,100,150mm)传感器支架:FJ1/20伺服电机:EMS16 备注:常用电机推力420,840,1700,3900N ;常用电机行程50,100,200mm 。
回中开关:OMG8备注:可细分为两种类型:定边纠偏和对中纠偏。
其中定边纠偏系统:只需一个传感器一个支架;对中纠偏系统:需两个传感器两个支架。
3. 红外线纠偏系统:控制器:EKR1000传感器:IR2002 备注:传感器与反射信号板分离,没有开口大小的限制,便于安装,有利于保护传感器不受损坏。
传感器支架:FJ1/20伺服电机:EMS16 备注:常用电机推力420,840,1700,3900N ;常用电机行程50,100,200mm回中开关:OMG8备注:可细分为两种类型:定边纠偏和对中纠偏。
其中定边纠偏系统:只需一个传感器一个支架;对中纠偏系统:需两个传感器两个支架。
4. 红外线纠偏系统:控制器:EKR PRO com 40传感器:IR2001/10/100 备注:常用传感器开口(50,100,150mm)传感器支架:FJ1/20伺服电机:EMS16 或EMS17(EMS17电机内部自带回中开关、保护限位)备注:常用电机推力840,1700,3900N ;常用电机行程50,100,200mm回中开关:OMG8备注:可细分为两种类型:定边纠偏和对中纠偏。
意大利ST纠偏控制系统说明书(最新)

深色色块右边缘
图 1,检边模式设置 图 1 中,分别代表四种色块对比度情况,颜色的深浅表示材料的对比度,传感器的设置可根据材 料实际情况对照此图示对应设置。 (2)检测材料线条模式传感器对应设置:
扫描方向:左—>右
浅色线条左边缘
扫描方向:右—>左
浅色线条右边缘
扫描方向:左—>右
深色线条左边缘
注:CN101 接口使用 S1 传感器、CN104 接口使用 S2 传感器、对中模式时设置成 S3 即 S1 与 S2 同时使用。
3.开关电源接通 220V 交流电源。(确保可靠接地) 三. 主菜单操作 按 ESC 进入菜单页面: 1.选择 OK=Sensor 2.选择 OK=center 选择 OK=setup OK OK OK 传感器设置 驱动器居中 系统参数设置
5
SELEGUIDE 9000 – User’s Manual
纠偏常见问题及对策:
一 ,“alarm”红灯亮,传感器未检测到正常信号报警或驱动器已运行至极限位置报警。 传感器与控制器连接是否正确,或传感器设置是否正确(控制器有二个插座可供传感器连接。控 制器 SENSOR 模式参数中可修改 S1 或者 S2 与之对应,S3 为双传感器对中纠偏)。 CCD 传感器检测信号不正常。Alarm 信号灯闪烁,则调整传感器高度及角度。 二 ,传感器检测不正常。 检查传感器设置模式是否与实际对应(CCD 传感器的扫描方向及深浅设置); CCD 传感器和材料的距离是否合适(一般在 25-30mm 左右,30°夹角照射材料); 传感器是否做了对比度校准操作; 材料是否反光,要做对应的光源设置(LED 正常材料,DIF 反光材料); 系统可能受环境的电磁干扰(此时可能显示偏差为无序的跳变,控制器、传感器、开关电源可做 接地处理); 跟踪目标是否有足够的对比度; 三 ,自动模式下跟踪异常(驱动器运行至极限或者抖动严重) 驱动器极性是否设置正确(修改参数 DIR 值); CCD 传感器跟踪信号是否正常。 四 ,纠偏精度不高。 CCD 传感器高度、距离是否合适,调整后观察检测信号是否正常; 原材料偏差较大,需要提高 GKP、ACC 及 VMI,同时降低材料线速度; VMI(最小速度)数值过低,通常设置为 10; TOL(盲区)设置过高,通常设置为 1 或 2; 驱动器安装与导轨不平行,或连接间隙过大; 材料张力控制不稳定; 客户机器相关部件问题。 五 ,系统在运行时正常纠偏,但是稍有抖动. 降低 GKP(收放卷纠偏调整范围在 50-200)及 ACC(1-50)参数值,一般情况按默认值设置。 六 ,系统单边工作. 驱动器可能左右极限已限位,确保在工作前居中; 传感器跟踪信号仅有单边信号,需调整传感器高度并重新校准(CCD 传感器)。
单片机控制的纠偏系统的软硬件开发
单片机控制的纠偏系统的软硬件开发
张兴梅;刘延俊
【期刊名称】《山东工业大学学报》
【年(卷),期】1996(26)1
【摘要】简述了单片机控制的带材纠偏系统的工程原理,并对所采用的单片机进行了扩展,按照PD控制算法编制了纠偏控制软件。
【总页数】4页(P75-78)
【作者】张兴梅;刘延俊
【作者单位】不详;不详
【正文语种】中文
【中图分类】TP273
【相关文献】
1.单片机控制的液压伺服纠偏系统设计 [J], 姜良诚
2.一种水质监测单片机系统的软硬件开发 [J], 邓宏一;金文光;吉吟东;朱善君
3.由单片机构成的时间顺序控制系统的输出控制失误及软硬件对策 [J], 王春晓
4.浅析STC单片机软硬件控制系统的开发设计 [J], 许中璞
5.基于89C51单片机控制的包装机自动纠偏系统 [J], 蒋焕新
因版权原因,仅展示原文概要,查看原文内容请购买。