对中纠偏系统
BST纠偏系统(精简)实用

BST纠偏系统调校
一、电眼设置
(1)同时按“SETUP”和“←”键
(2)用物料遮挡电眼后即移走
(3)按“ENTER”键
(4)按电眼指示灯(如按左电眼、右电眼、左右电眼按键一同按)
(5)按自动键“Auto”
二、“对中”键,如果不能自动对中,调换马达线。
“自动”键,当物料往外移动时,支架向内修正;往内移动时,支架向外修正,否则,将内部条形码拨反码(如:原ON改为OFF、原OFF改为
ON)。
三、灵敏度调试
将物料放于纠偏支架和传感器上,分别按“AUTO”键和“SETUP”键后,通过“←”及“→”键增加及减少灵敏度,一般设定读数为5即可。
四、故障检修
1)驱动器/纠偏装置“振动”
系统灵敏度过高或材料张力不够造成,可以通过降低灵敏度或对张力进行调校解决。
2)驱动器反映太慢或纠偏检测不正确
系统灵敏度不够或材料张力太紧造成,可以通过提高灵敏度或对张力进行调校解决。
3)系统正常动作下更换材料后,传感器没有反应
材料变更,无法识别现有材料或传感器损坏,检查或重新设定传感器程序,并于遮挡传感器时用正处于检测的材料来遮挡。
4)正常生产线上的纠偏系统出现乱跑现象
调整进出料角度,修正为90°。
5)在没有材料时,驱动器/纠偏装置振动
受到外部干扰信号,检查屏蔽是否良好。
6)动作正常,但自动时系统偏向一边
检查系统的中心线和材料中心线是否吻合;
五、维护和保养
1)经常清洁传感器,用干抹布或纸巾擦拭探头即可
2)吹碳刷。
机械润滑。
3)清洁导辊杂物(如胶等)。
带钢对中纠偏系统(CPC)在退火炉上的应用

作者 简介 : 马玉霞 ( 1 9 6 5一) , 女, 辽 宁本溪 人 , 本钢总 医院工
4
辽 宁科 技学 院学 报
第1 5卷
文章 编号 : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 8—3 7 2 3 . 2 0 1 3 . 1 2 . 0 0 2
带钢 对 中纠偏 系统 ( C P C) 在 退 火 炉上 的应 用
马 玉 霞
( 本溪钢铁 ( 集团 ) 公 司总医院 , 辽宁 本溪 l 1 7 0 2 1 )
相对 称 的位置 。每 对传 感器 分别 用于 检测 带钢 的一 个边 , 一个 作发 射装 置 , 另一 个作 为接 收装 置 。 发射 线 圈提 供 9 V交 流 电 , 根 据 带 钢 在 线 圈 中 间 的位 置 , 在接 收线 圈上 得 到 相应 的值 。对 比两 组
1 . 3 电动执行机构
2 4VDC、±1 5VDC。
达4 5 0 m/ mi n , 在 生产 过 程 中 , 多 种 因素 会 造 成 的带 钢跑偏 , 从 而影 响机 组 的运行 速度 , 严重 跑偏 时甚 至 造 成 断带 等事故 ¨ J , 造 成损 失 。基于 此原 因 , 在 生 产线 的适 当位 置 安 装 C P C( C e n t e r P o s i t i o n C o n t r o 1 )
本 钢浦 项冷 轧 连 续退 火 机 组 的连 续退 火 炉 , 由 于该退 火 炉 体 较 长 , 带钢 宽 度 为 8 0 0 m m 一1 8 7 0 m m,
带钢厚 度 为 0 . 3 mm~2 . 5 mm, 带 钢 最 大运 行 速 度 可
以下组 件 :
带钢自动对中纠偏/对边控制系统(CPC/EPC)的调整

l 麓酥
图 2 横 切 机 组 工 艺 流 程
为使冷 轧板 卷产 品符合 国家 质量标 准 , 中开 其 卷 机控 制使 用 对 中纠 偏装 置 C C,对 带 钢 位置 的 P
偏 差进行 纠正 。 使带 钢开卷 后能 准确 地进 入机 组 中
致使 带 钢在运 行 中频繁发 生 圆盘剪脱 边 、 卷取 塔形
一
C CE C装 置使 用 传感 器 定 位装 置 作 边 缘 检 P /P
测 ,其 连 接 交 变光 测 量接 受器 ( 一个 测量 接 受器
L 1 一个 参 考 接受 器 L 1) S 3和 S4 ,对 准 高频 发 射光
源 。为 了避 免 周 围光线 对 板带 边 缘 控 制 系统 的影 响 ,采 用 由 10 H 0 0 z调 制 电压 供 电 的 发 射 光 源 。
公 差 、 层公 差超标 等 问题 , 重影 响产 品质 量 , 错 严 同
时停 机 处理 又 影 响生 产 产量 。 厂里 根 据 C CE C P /P
心 线 。一是保证 圆盘 剪 的剪切精 度 , 是保 证 横切 二
装 置控 制 系 统 的工 作 原理进 行 了故 障 分 析并 作 调
E C为 例 ,控 制系统 功能原 理如 图 4所 示 : P
个 连续 的 闭环 式 电 液调 节 系统 .采 用 传感 器 定
位装 置检 测 带钢 一侧 边 缘 的位置 变化 ,在 电动 滑
测量 接受 器 L 1 S 3和参 考接 受 器 L 4的信 号 通过 S1 相 应 的 电子 滤波 器 ,只 有 高频 部 分被 接 收 ,而且 高 频 发射 光 源 的发光 强 度是 通 过 内部 的闭环 系统 保 持 不 变 的 。这 就保 证 了板 带边 缘测 量 不受 周 围 光 线 的影 响 。高 频 电源 由高 频 变 压器 和 板带 控 制 调 节 器 的 高频 光 电 源板 、高 频光 发生 板 提供 。 以
冷轧酸洗线对中纠偏系统

辊 , 其 中两个 辊 子 在 同一 平 面 ,另一 个 在 两个 辊 子 中 间 的上 方 ,通 过 上 侧 辊 子 的上 下 移 动使
带 钢 与 上 辊 形 成 一定 的包 角 。其定 心 在 设 备 的
称C P C ) 。
机组运行过程 中,带 钢都能持续地运行在机组
中心线 上 ,不 致 出现跑 偏 现象 。
2 . 2 在 冷轧 厂应 用情 况
2 C P C系统及其应用
2 . 1 工作 原理
2 . 2 . 1 工艺布置
1 5 5 0 mm冷 轧酸 洗线 采 用德 国 E MG对 中纠
改 变 。 当纠 偏 辊 转 动 时 ,测 量 点 处 板 带 产 生 横
( 1 )单 辊 纠偏 装 置 。单 辊 纠偏 是 辊子 沿 轴 线 方 向 的 支点 摆 动 ,带 材 与 摆 动 辊 辊 面 产 生 摩
擦 力 使 带 材在 辊 面 运 动 ,实 现 带 材 的 纠偏 。 该
向位移 ,板带成 比例移动 ;由于纠偏辊轴线与
1号 纠 偏
—1^
1号张力
纠 偏 人 口活 套 人 口速 度 :最 大 5 0 0m / a r i n 2号 纠
轧 机 轧 机 人 口速度 :最 大 3 0 0m / a r i n
图 1 冷轧 酸洗 线 纠偏装 置 布置 图
2 . 2 . 2 设 备 的类型
纠偏装置在工作时既有侧 向位移 ,又有角度的
带 钢形 成 一定 偏 转角 度 ,板 带受 到侧 向力作 用 ,
CCD对中纠偏说明书

CCD对中纠偏控制系统使用说明书北京金自天正智能控制股份有限公司目录1.概述 (1)2.工作原理及系统组成 (2)2.1 CCD光电检测的基本原理 (2)2.2 三种检测方式 (2)2.3 系统组成 (5)3、调试与操作 (6)3.1光路调整 (6)3.2 电路调整 (7)3.3 操作说明 (9)4、注意事项 (11)5. 故障处理 (11)5.1 仪表显示不稳定 (12)5.3 信号有干扰 (13)5.4 放大器零点漂移 (13)5.5液压缸抖动 (14)5.6 液压缸不动作 (14)6、售后服务 (14)1.概述现代化冷轧带材生产线上,由于机组长、辊系多、速度高、带材板形等方面的原因,带材经常会出现跑偏现象,带材跑偏不仅使带材无法卷齐,而且会使带材表面出现划伤,带材边缘碰撞折边,甚至会造成设备损坏和断带等生产事故。
为了提高带材质量、降低成本,以满足市场对优质带材的需求,纠偏控制系统已成为冷轧生产线上不可缺少的设备。
它广泛应用于冷轧带状金属线、退火线、酸洗线、镀锌线等领域。
对中纠偏控制系统主要由带材位置测量装置、伺服放大器、位移传感器、伺服阀及液压系统组成。
首先由带材位置测量装置测量带材的偏移情况并输出偏移信号,此信号经伺服放大器放大并驱动伺服阀去控制液压系统,以完成对中纠偏控制。
控制效果的好坏不仅与伺服放大器的参数和液压系统的稳定性有关,更取决于带材位置测量装置的测量精度和稳定性。
本说明书所述检测装置是以高频日光灯作为光源,用CCD摄像机作为光电转换装置来实现检测的。
CCD光电检测装置的特点:¾测量精度高,其分辨率是视场的1/2048;¾光源简单且维护更换方便;¾使用寿命长。
2.工作原理及系统组成2.1 CCD光电检测的基本原理CCD光电检测装置是采用线阵列CCD摄像器件作为测量传感器,其核心部分是CCD线阵列扫描器件,该器件可看成是一个精密的光电刻度尺,刻度间隔由CCD光敏单元的几何尺寸决定,该装置使用的CCD光敏单元的尺寸为14μm。
带钢自动对中纠偏/对边系统的改进

3 umi o n t l ru o t. u m n 5 32 hn ) .K n n I nadSe opC .Ld ,K n ig60 0 ,C i gr eG a
工作过程中钢带从高频发射光源架和检测接收器电动滑台之间穿过电动滑台左右两边各有套检测接收单元对准高频发射光源通过检测带钢边缘对带钢运行过程中随时变化的位置进行跟踪检测采集光信号并经传感器定位装置evk转化为电信号压形式并传送给控制器spc16由控制器套接收单元传送过来的电信号进行比较对其差值进行运算后转换为位置偏差信号通过控制器大传送给电液伺服阀电液伺服阀根据信号大小驱动伺服油缸伺服油缸带动开卷机带钢 自动对 中纠偏/ 对边控 制 系统 ( P / P )是板带生产线 中不 可缺 少的环 节,结合 其工作原 理与 实 CCE C
际使用情况 ,对生产过程 中出现的 问题进行 了分析和总结。采用 P C对 C C E C系统 中的液压站 电控 系统进行 L P/ P
改 进 , 降低 了设 备 故 障 的 停 机 率 ,确保 了生 产 的 稳 定 高 效 。
0 引 言
板 带冷 轧重卷 生产 线 的主要功 能是 将来 料带卷 按 产 品重 量要 求切 分成 不 同规格 的小卷 。在板 带 生产 过程 中较 为 普 遍 的问 题 为 因来 料 板 形 较 差 ,如 镰 刀 弯 、带 边 起 皱 、浪 形 、 塔 形 等 ,或 机 组 机 械 原 因 造
Absr c t a t:T ti t e u o t he srp se la t ma i CPC/ c EPC s se i n i e i b e p r n srp se lp o u to i e y tm sa n vt l a ti ti te r d c in ln . a Co i i g i r i g p n i l t a tc lc n to si h r d ci n,t sp pe n l z s p o lms mb n n t wo k n r c p e wih pr cia o di n n t e p o u t s i i o hi a ra ay e r b e d rng t e p o ucin a e v t st e ee t c c n r ls se o h y r u i tto i t e CPC/ C u i h r d to nd rno ae h l cr o to y tm ft e h d a lc sain n h i EP s se b sn C.I h swa y t m y u i g PL n t i y,e ui q pme td wn i s c u d b e uc d a d sa e a d hih e c e y n o t me o l e r d e n tbl n g f inc i p o u to o l e g a a t e r d c in c u d b u r n e d. Ke r y wo ds:CPC/EPC;P LC;h d a lc sain y r u i tto
EMG传感器
EMG BMIH 高精度电感式传感器作为一种对中精度高达±1mm(例如用在带钢对中纠偏系统的纵剪机或扎机上)的高精度带钢位置检测系统,电感式BMIH对中纠偏系统确实是物有所值的。
这种高精度测量设备带有经氧化处理的铝型材制成的框架式紧凑型结构,并配有一个外置信号处理单元。
根据所选的对中传感器,这台设备可以侦测范围在200,550,950到1550mm之间的对中偏差。
上海秋腾贸易代理销售德国Emg易安基传感器、EMG伺服阀等全系列产品,欢迎您来电咨询!EMG产品涵盖:EMG检测光头、EMG高频光源发射器、EMG伺服阀、EMG电磁阀、EMG液压伺服阀、EMG模块、EMG数据I/O板、EMG数据转换板、EMG显示面板、EMG 传感器、EMG伺服放大阀、EMG控制放大器、EMG就地控制器、EMG推进器、EMG液压推动器、EMG平行光传感器、EMG网线、EMG保护器、EMG电路板、EMG对中光源、EMG监测装置、EMG位移传感器电控箱、EMG位置传感器、EMG程序板、EMG稳压电源、EMG过载电流继电器、EMG炭刷等。
EMG BMI电感式对中传感器:在整个带钢纠偏系统中,电感式对中控制系统多用于钢带的免维护设备。
另外,电感式对中纠偏传感器还能感应到一些非磁性金属,例如铝、铜、黄铜、镍铬合金等。
这种设备的工作原理是电感效应。
在钢带的两边,垂直于钢带运行方向,对称地排列着两个对中传感器。
这样的对称设计是为了使钢带可以在对中传感器上沿中心线移动。
位于钢带下面的传感器是接收器,钢带上面的是发射器。
由一台电子设备为发射器提供同等功率的稳定交流电。
在电感式传感系统中装有综合自检测设备,许多独立的信号经过混合后会显示为“传感系统OK”和“带钢位置OK”的复合信号。
EMG BMI4 电感式传感器:通过使用对边传感器,可以实现对钢带位置的无接触式侦测。
如果将一个放大控制器和一个推动器结合使用,就可以组成对边纠偏系统。
纠偏系统工作原理

纠偏系统工作原理一、介绍纠偏系统是一种常见的技术,用于对文本、语音或其他形式的数据进行纠错和纠偏。
本文将详细介绍纠偏系统的工作原理。
二、纠偏系统的基本原理纠偏系统的基本原理是通过对输入的数据进行分析、处理和比对,来判断输入数据是否存在错误,并尽可能地纠正这些错误。
下面将详细介绍纠偏系统的工作流程和各个环节。
2.1 数据预处理纠偏系统首先需要对输入的数据进行预处理。
这包括对输入数据进行分词、词性标注、句法分析等操作,以便更好地理解数据的结构和语义。
同时,也可以对数据进行去噪、过滤等操作,去除影响后续处理的干扰。
2.2 错误检测与定位在数据预处理之后,纠偏系统会对输入数据进行错误的检测和定位。
这包括对数据中的拼写错误、语法错误、语义错误等进行判断和标注。
系统可能会使用各种模型和算法来进行错误的检测和定位,例如基于规则的方法、基于统计的方法、基于机器学习的方法等。
2.3 候选生成在错误检测和定位之后,纠偏系统会根据错误的位置和可能的错误类型,生成一系列候选纠正结果。
这些候选纠正结果是正确结果和错误结果的替代品,系统会对这些候选纠正结果进行评估和排序。
2.4 纠正候选选择与生成纠偏系统会根据一定的评估准则,从候选纠正结果中选择最优的结果作为最终的纠正结果。
系统可能会使用各种评估准则和算法来进行选择和生成,例如基于语言模型的方法、基于上下文的方法、基于概率的方法等。
2.5 输出纠正结果最后,纠偏系统将最终的纠正结果输出给用户。
纠正结果可以是对输入数据的修正,也可以是对错误的标注和解释。
用户可以根据纠正结果进行相应的操作,例如修改文章、重新输入等。
三、纠偏系统的应用场景纠偏系统在各个领域都有广泛的应用。
下面将介绍一些常见的纠偏系统应用场景。
3.1 拼写纠错拼写纠错是纠偏系统的一个主要应用场景。
在文本编辑、搜索引擎等领域,拼写错误是一个常见且普遍存在的问题。
纠偏系统可以通过对输入的文本进行拼写检查和纠正,提供准确的结果。
EMG 纠偏系统

IMH2测量精确 耐温高达1100 o C 免维护高温型电感式带钢对中测量根据电磁场感应的原理,在被测量带钢的两侧边部上下水平放置两套对中传感器并与带钢中心对称布置;带钢上方的对中传感器内有两个发射传感器,带钢下方的对中传感器内有两个接收传感器,发射传感器所发射的磁场方向垂直与带钢边部到接收传感器。
信号处理装置提供一个频率和频幅可调节的正弦波交流电压给电感发射传感器,电感发射线圈所产生的交变磁场感应到接收传感器;接收传感器被感应到的磁通量的大小取决于带钢的位置。
频幅的大小变化所产生的交流电压经过计算转换为模拟输出信号,最终得到带钢的边部位置。
对于带钢对中纠偏来说,来自两个相同的干扰分别作用于两个接收传感器,这种干扰可以抵消。
70年代早期电感原理传感器首次在酸洗线酸槽中应用1980-1993年 用带有IR-CUT 滤网的摄像头检测带钢与炉内背景光之间的明暗对比测量带钢边缘位置1992-1994年 开发研制炉内高温型电感式传感器1993年 第一套高温型电感式传感器在炉内应用1998年对高温型电感式传感器 进行改进,取消陶瓷保护套管2004-2005年 重新设计新一代传感器至今300多套高温型电感式带钢对中系统在炉内运行成功的应用历史为保证产品质量,EMG 工厂有特殊设计的加热炉,用于炉内电感式传感器的出厂测试。
E M G 高温型电感式带钢对中测量的应用炉内纠偏辊架ESZ 电动伺服推杆水冷/空冷电控柜IMH2高温型电感式传感器• contactless• cost-effective• maintenance-freeTwo double flanges are welded to the furnace walls so that they are gas-tight. They are used tosupport and seal the cross beams.Two temperature resistant rectangular metal cross beams with special, heat-resistant sensor coils which are installed from one side of the fur-nace by the customer.To protect the sensor system, particularly in case of strip breakage, mechanical deflectors are recom-mended.On request we will be glad to give our customers information about how to design and where to mount the mechanical defl ectors.Shock protection• 对改造或新建炉子设计容易• 高温条件工作稳定、高精度保证• 测量不受炉内蒸汽和金属粉尘的影响• 减少带钢的炉内断带• 安装简便、操作容易• 安全防护设计• 无易损更换件• 使用寿命长客户利益高温型传感器IMM2IMH2IMU2适用最高炉内温度650 °C950 °C1100 °C适用带钢宽度范围500...2850 mm (取决于传感器安装位置)系统保证精度± 5 mm 传感器距金属保护梁最小距离200 mm 端子盒适应环境温度0...+80 °C 端子盒保护等级IP54信号处理箱BMI 04.19供电电压110 / 120 / 220 / 230 / 240 V; 50 - 60 Hz 功率60 V A 适应环境温度0...50 °C信号输出CAN-bus总线EB S T P r o M a r k T e c h n o l o g i e s , I n c .U .S .A .E M H -E l e c t r o m e c ân i c a e H i d r áu l i c a L t d a .B r a z i lB S T I n t e r n a t i o n a l G m b HG e r m a n yE M G ,F a c t o r y E L T M AG e r m a n yB S T S a y o n a A u t o m a t i o n s P r i v a t e L t d .I n d i a E M G A u t o m a t i o n G m b HG e r m a n yE M G A u t o m a t i o n (B e i j i n g ) L t d .C h i n a。
对中和纠偏调试方法
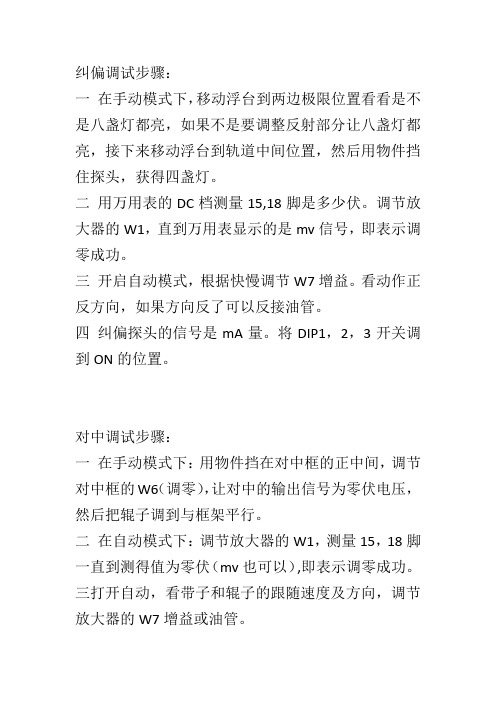
纠偏调试步骤:
一在手动模式下,移动浮台到两边极限位置看看是不是八盏灯都亮,如果不是要调整反射部分让八盏灯都亮,接下来移动浮台到轨道中间位置,然后用物件挡住探头,获得四盏灯。
二用万用表的DC档测量15,18脚是多少伏。
调节放大器的W1,直到万用表显示的是mv信号,即表示调零成功。
三开启自动模式,根据快慢调节W7增益。
看动作正反方向,如果方向反了可以反接油管。
四纠偏探头的信号是mA量。
将DIP1,2,3开关调到ON的位置。
对中调试步骤:
一在手动模式下:用物件挡在对中框的正中间,调节对中框的W6(调零),让对中的输出信号为零伏电压,然后把辊子调到与框架平行。
二在自动模式下:调节放大器的W1,测量15,18脚一直到测得值为零伏(mv也可以),即表示调零成功。
三打开自动,看带子和辊子的跟随速度及方向,调节放大器的W7增益或油管。
EMG钢材对中系统分析及常见故障处理

③检查带材板 型是否 良好, 大的边浪、 带材两边松紧度不
一
显然 , 对于相 同的影响系数 K, u值将不变 。 这表 明E MG
的 测 量 系统 对 环 境 污 染 的 影 响 具有 极强 的抵 抗 能 力 。
致 以及张力不够或不稳都会对卷取质量造成影响。
对德 国 E MG公 司的 E MG 对中系统的构成、 控制原理等方面进行简单说 明, 并结合 实际介 绍在涟源钢铁 集
涟源钢铁集 团冷轧板厂采用 了大量 的 E MG 对中系统来
解 决 带 钢 跑 偏 的 问题 。 E MG 对 中系 统 是 由德 国 E MG 公 司 开 发 的主 要 用 于 板 带 材 加 工 线 带 材 自动 对 中控 制 的 系 统 。它 跟 其 他 很 多 的 纠偏 系统 最 大 的 不 同在 于 : ( 1 ) E M G对 中系 统 主 要 针 对 的 是 带 材 中心 线 一 致 性 控 制( 也可 以用 于 边 部 对 中控 制 ) ;
图3 : E MG控 制原 理 示意 图
l 2
或对中杆) , 这样, 通过保证钢材两边缘处光 电测 量头检测 到
的光信号的一致 , 使 钢 材 始 终 运 行 在 加 工 线 的 中心 线 上 。
o . 1 3 ×上
图4 : E MG 测 量 头 示 意 图 2工 作 原 理 介 绍
1 4 3
者 就 是 说位 置靠 近 的测 量 头 检测 出来 的 电压 因环 境 污 染 导 致 固 定 是 否 牢 固 , 万 向节 头 与 执 行 器之 间 的连 接 是 否 紧密 , 不 能 的变 化 程 度 应 该 是相 似 的 。 根 据 图 3, 每一侧测量头组( 包 括 留有 活 动 间 隙 。
纠偏辊对中系统的基本原理与应用
纠偏辊对中系统的基本原理与应用摘要:CPC控制系统为连续闭环式电液调节系统,测量系统测出板带位置偏差,并将偏差值输入到电控系统,电控系统的输出与液压伺服系统相连,液压系统驱动纠偏辊相应移动,这样板带就准确地进行在预先调整好的中心(对边)位置上。
对中(对边)装置可使板带运动在对中(对边)精度范围内。
关键词:CPC 纠偏辊对中1.引言在带钢处理线上,带钢的跑偏可能由于不同的原因所产生。
跑偏可能导致产品的损坏或生产设备的损坏。
为了避免带钢跑偏,在冷轧薄板生产线上使用纠偏对中控制系统。
CPC(Strip Center ControlSystems)控制系统为连续闭环式电液调节系统,测量系统测出板带位置偏差,并将偏差值输入到电控系统,电控系统的输出与液压伺服系统相连,液压系统驱动纠偏辊相应移动,这样板带就准确地进行在预先调整好的中心(对边)位置上。
对中(对边)装置可使板带运动在对中(对边)精度范围内,CPC执行机构-纠偏辊是对中系统中的关键部分。
2.控制原理2.1基本结构原理纠偏辊对中系统由EVM1650探测头,液压站,电磁阀,位移传感器,控制器,纠偏辊组成。
2.2工作原理CPC自动对边系统是一个连续的闭环液压伺服调节系统;由探测头连续地测量行进板带边缘位置的变化,将板带的位置偏差信号输入到电控器,电控系统的输出与液压控制站的电伺服阀相连,伺服阀趋动液压油缸带动纠偏辊进行左右移动,使板带回到中心位置。
2.3比例积分调节纠偏机架SRH型纠偏机架的主要作用是保证带钢经过圆盘剪时对中很好,他的原理:通过两根倾斜的连杆来转动装有纠偏辊的机架,使带钢与滚轴之间形成一定的角度(积分调节部分)同时又能使带钢横向移动(比例调节部分),两者的恰当组合构成了比例积分调节,这种类型除了对出带位置进行精确的纠正之外,对进带也能有一定纠正效果。
SRH型纠偏机架示意图如下:SRH(1)型纠偏机架示意图2.4控制回路EVM1650探测头位置偏差HR160液压控制站位置偏差EVM1650探测头设定偏差£set 液压传动输出测量位置偏差£i3安装调试方法通过吊车将测量系统安装到已准备好的合适的支架上。
纠偏工作原理

纠偏工作原理
纠偏是一种常见的工程技术,在各种机械设备和工业生产中都有着广泛的应用。
它的作用是对物体进行调整,使其达到预期的位置或状态,以确保生产过程的顺利进行。
纠偏工作原理主要涉及到力学、控制理论和传感器技术等多个领域,下面将对其原理进行详细介绍。
首先,纠偏的工作原理涉及到力学方面的知识。
在机械设备中,纠偏通常是通
过施加力或扭矩来实现的。
通过对物体施加力或扭矩,可以使其产生位移或旋转,从而达到调整位置或状态的目的。
这需要对物体的力学特性进行深入的分析和计算,以确保施加的力或扭矩能够达到预期的效果。
其次,纠偏的工作原理还涉及到控制理论。
在实际的生产过程中,纠偏通常是
由控制系统来实现的。
控制系统可以通过传感器获取物体的位置或状态信息,然后根据预先设定的目标值进行比较,最终通过执行机构来实现对物体的调整。
这就需要对控制系统的设计和调试进行精细的工作,以确保纠偏能够准确、稳定地进行。
此外,纠偏的工作原理还涉及到传感器技术。
传感器可以获取物体的位置、速度、加速度等信息,这些信息对于纠偏过程至关重要。
传感器的准确性和灵敏度直接影响着纠偏的效果,因此需要对传感器的选择和安装进行精心的考虑和设计。
综上所述,纠偏的工作原理涉及到力学、控制理论和传感器技术等多个领域。
通过对物体施加力或扭矩,控制系统获取物体的位置或状态信息,并通过传感器来实现对物体的调整,最终达到预期的效果。
在实际应用中,需要综合考虑各种因素,精心设计和调试纠偏系统,以确保其能够稳定、准确地工作。
希望通过本文的介绍,读者能够对纠偏的工作原理有一个更加深入的了解。
纠偏工作原理

纠偏工作原理纠偏是一种常见的工作原理,它在各种机械设备和工业生产中都有着广泛的应用。
纠偏的作用是通过控制系统对物体进行调整,使其达到预定的位置或轨迹,从而保证生产过程的稳定性和质量。
纠偏工作原理的核心是通过传感器检测物体的位置或姿态,然后通过控制系统对物体进行调整,使其达到预定的位置或轨迹。
在这个过程中,传感器、控制系统和执行机构是纠偏工作原理的三大核心组成部分。
首先,传感器起着关键的作用。
传感器可以感知物体的位置、速度、姿态等信息,并将这些信息转化为电信号,传输给控制系统。
常见的纠偏传感器包括光电传感器、激光传感器、压力传感器等。
这些传感器可以实时地监测物体的位置和姿态,为控制系统提供准确的反馈信息。
其次,控制系统是纠偏工作原理的核心。
控制系统接收传感器传输过来的信息,经过处理和分析后,生成控制指令,通过执行机构对物体进行调整。
控制系统通常采用PLC(可编程逻辑控制器)或者CNC(数控系统)等,这些系统具有高精度、高速度和稳定性,可以实现对物体的精确控制。
最后,执行机构是纠偏工作原理的执行部分。
执行机构根据控制系统生成的指令,对物体进行调整。
常见的执行机构包括电机、气缸、液压缸等,它们能够根据控制系统的指令,实现对物体位置和姿态的调整,从而完成纠偏的工作。
纠偏工作原理的应用非常广泛,比如在印刷、涂布、拉伸等工业生产中,纠偏设备可以及时检测并调整材料的位置,保证产品的质量和生产效率。
在飞机、汽车等交通工具中,纠偏技术可以保证车辆的稳定性和安全性。
在机器人、自动化生产线等领域,纠偏技术可以实现对物体的精确定位和姿态控制。
总之,纠偏工作原理通过传感器、控制系统和执行机构的协同作用,实现对物体位置和姿态的精确调整,保证生产过程的稳定性和质量。
随着科技的不断发展,纠偏技术将会在更多的领域得到应用,为人们的生产和生活带来更多的便利和效益。
纠偏系统的原理及应用范围
纠偏系统的原理及应用范围纠偏系统原理纠偏系统是一种用于纠正偏差的计算机算法,它可以校正输入数据中的错误或偏差,以提高数据的准确性和可靠性。
纠偏系统的原理主要基于以下几个方面:1.传感器数据校正:纠偏系统首先会对传感器数据进行校正。
传感器在测量过程中可能会受到许多因素的影响,如噪声、漂移等。
纠偏系统通过采用滤波算法和校准方法来消除这些误差,以提高传感器数据的精度。
2.模型建立:纠偏系统通过建立数学模型来解释数据中的偏差。
它可以使用各种数学方法,如最小二乘法、卡尔曼滤波等来建立模型。
通过对模型进行参数优化,纠偏系统可以准确地估计并修正数据中的偏差。
3.实时校正:纠偏系统对数据进行实时校正,以确保输出结果的准确性。
它可以根据实际情况动态地调整校正参数,以适应不同的环境和应用需求。
实时校正可以帮助纠偏系统快速响应外部变化,并提供高质量的校正效果。
4.反馈控制:纠偏系统通过反馈控制机制来监测和调整输出结果。
它可以使用误差反馈信号来修正校正参数,以进一步提高纠偏效果。
反馈控制可以使纠偏系统具有自适应能力,适应不同的输入数据和工作环境。
纠偏系统应用范围纠偏系统广泛应用于各个领域,以提高数据处理和分析的准确性。
以下是一些纠偏系统的应用范围:1.导航系统:纠偏系统在导航系统中起到重要作用。
它可以通过校正传感器数据,提供准确的位置信息和导航指引。
纠偏系统可以根据地理位置、速度和方向等信息来纠正导航数据,以提供更精确的导航结果。
2.地图制图:纠偏系统在地图制图中也有广泛应用。
它可以校正航拍图像或卫星图像中的偏差和畸变,以提供更准确的地图信息。
纠偏系统可以消除图像中的空间畸变、光学畸变和传感器畸变等,使得地图制图更加精确和可靠。
3.测量和测绘:纠偏系统在测量和测绘领域中扮演着重要角色。
它可以校正测量仪器中的偏差,提高测量数据的准确性。
纠偏系统可以对测量仪器的读数进行修正,消除传感器漂移和精度误差,使测绘数据更加准确和可靠。
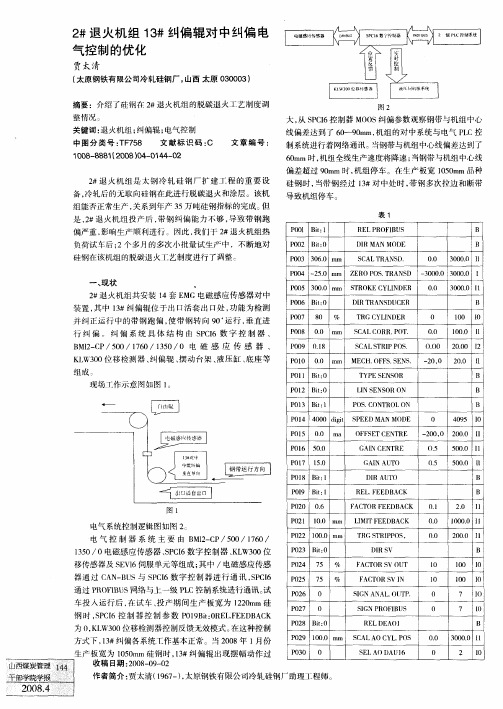
2#退火机组13#纠偏辊对中纠偏电气控制的优化
B 0 00 . 0. 0O 一 0. 2 0 1H 0 1 0 0 1M . 儿 【】 O 2 .0 I 0o 2 2 . I 0O l
B
行 纠 偏 。 纠 偏 系 统 具 体 结 构 由 S C6数 字 控 制 器 、 PI
B 2 C /5 0 7 0/15 /0 电 磁 感 应 传 感 器 、 M1 P 0 /16 一 30 K W30位移检测器 、 L 0 纠偏辊 、 动台架 、 摆 液压缸 、 座等 底
0. 5 5 o O I 0 . 1
f
———一
P 6 5 . 0l 0 0
宁
.
P 7 l , 0l 50 P 8 Bi: O1 tl P I Bi: O9 tl
P 2 O6 0 O .
GAI N AUT 0 DI T0 R AU REI F J EEDBACK .
关键词 : 退火机组 ; 纠偏辊 ; 电气控制 中图 分类 号 : F 5 T 78 文 献标 识 码 : C 文章 编 号 :
1 o 一 B 12 0 )4 O — 2 8 B B 0 B 0 一 1 4 0 o I 4
线偏差达 到了 6 - 9 m 机组 的对 中系统与 电气 P C控 0- 0 m, L
组成 。
P 08 O O 0 . P 0 0.8 09 1 P 1 O. 00 0
P 1 Bi: 0l t0
现场_ T作示 意图如图 1 。
P 2 Bi: 0l t0
P 1 Bi: O 3 t1
LNS I ENS OR ON
P0S C0N . TR0L 0N 0
P 2 1 0O 0 2 o . mm P 23 B t 0 O i:
L MI EEDBACK I TF
EMG钢材对中系统分析
根据公式( ), 1 我们可 以分髑种极限情 况来讨论测量头的寻边运动方向。
() a.所有 测 量头均 未被遮 盖 。
此时计算 出的 V = 一2 表明主驱动 0,
装置给定电压的负的最大值 , 两侧测量头组
3 使用效果
实践证 明, M E G系统具有极高 的抗 自 然光干扰和环境干扰能力 , 即便 当测量头满 输出电压低至 5 以下 , V 系统仍然能够正常 运行 , 并且控制精度( < ± m )也不会发 1m 生显著劣变。同时 , 系统的 日常维护量也很 小, 测量头的清洗周期可长达数月之久。
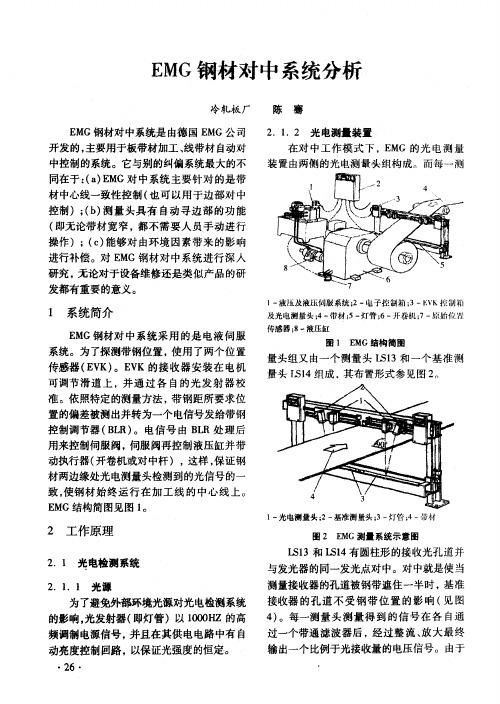
E G钢材 对中 系统分析 M
冷 轧板厂 陈 骞
E G钢材对中系统是 由德国 E G公 司 M M 开发的, 主要用于板带材加工 、 线带材自动对 中控制的系统。它与别的纠偏系统最大的不 同在于 :a E G对 中系统主要针对 的是带 () M 材中心线一致性控制 ( 也可以用于边部对 中 控制);b 测量头具有 自动 寻边 部的功能 ()
图4 E MG测 量 头 示 意 图
原理分析 如下: 境污染 , 环 比如油 、 、 雾 粉尘等对测量头表面的影响应该具有极大的
测量头和基准测量头)检测到的信号都经过 了相同的运算 。根据 图 3所示 的运算框图, 将主驱动装置的给定电压用下式来描述 :
相似性。或者就是说位置靠近的测量头检测 出来的电压因环境污染导致的变化程度应该 是相似的。根据图 3, 每一侧测量头组 ( 包
系统。为了探测带钢位置 , 使用 了两个位置
传感器 ( V ) V E K 。E K的接收器 安装 在电机 可调节滑道 上,并通过 各 自的光发射 器校
准 。依照特定的测量方法 , 带钢距所要求位 置的偏差被测出并转为一个 电信号发给带钢 控制调节器 ( L ) B R 。电信号 由 B R处理后 L 用来控制伺服阀, 伺服阀再控制液压缸并带 动执行器( 开卷机或对 中杆 ), 这样 , 保证钢 材两边缘处光电测量头检测到的光信号的一 致, 使钢材始终运 行在加工线 的 中心线 上。
重卷机组对中装置纠偏特点分析及改进措施
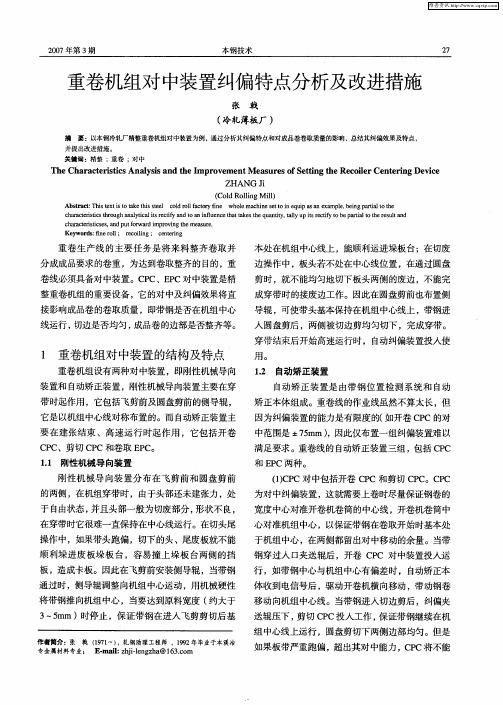
()P 1C C对 中包括开卷 C C和 剪切 C C。C C P P P
为对 中纠偏装置 , 这就需要上卷时尽量保证钢卷的 宽度 中心对准开卷机卷筒的中心线 , 开卷机卷筒中 心对准机组中心,以保证带钢在卷取开始时基本处 于机组中心 , 在两侧都 留出对 中移动的余量。当带
钢穿 过入 口夹送 辊后 ,开卷 C C 对 中装 置投入运 P
c aa trs c e , dp t o wa d i p o i g te me s r . h r c ei t s s a u r r r v n a u e i n f m h
Ke wo d : n ol; r c i n y r s f er l i e o l g; c n e i g i e trn
重卷 生产线 的主要任务是将来 料整齐卷取 并
本处在机组中心线上 ,能顺利运进垛板台;在切废
分成成品要求的卷重 , 为达到卷取整齐的 目的,重
卷线必须具备对中装置。C C、 P P E C对中装置是精 整重卷机组的重要设备 , 它的对中及纠偏效果将直 接影响成品卷 的卷取质量,即带钢是否在机组中心 线运行 , 切边是否均匀 , 成品卷的边部是否整齐等。
操作中,如果带头跑偏 ,切下 的头 、 尾废板就不能
顺利垛进 废板垛板 台,容易撞上垛板 台两侧的挡
板 ,造 成卡 板 。因此 在 飞剪前安 装侧 导辊 ,当带钢
行, 如带钢 中心与机组中心有偏差时 ,自动矫正本 体收到电信号后 ,驱动开卷机横向移动 , 带动钢卷 移 动向机组 中心线。当带钢进入切边剪后 ,纠偏夹
完成纠偏 ,导致板带切边不均 , 甚至较窄一侧废边 被拉断的情况。
()P 2E C的作用是保证钢带卷 的一侧边部整齐。 在带钢进入卷曲机钳 口 ,卷取机应选择在对 中位 前
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对中纠偏系统
在工业生产中,一般长度在10米以上生产线,如冶金行业铜版、铁板、不锈钢板、织布和印染行业的布料及造纸行业的纸卷在连续生产中都要保证材料处于一定的横向位置,如材料跑偏会造成材料的损失,严重时造成设备的损坏。
为保证生产安全顺利的进行,一般会在生产线上安装数套对中(CPC)或纠偏(EPC)装置。
现着重介绍卷取机纠偏系统
一、系统说明
卷取机纠偏系统是一个连续的闭环式调节系统,有探测头连续的测量板带位置变化,将板带的位置偏差信号输入电控系统,电控系统的输出与液压站电液伺服阀相连,伺服阀驱动与卷取机相连的液压缸而使卷取机跟踪进带位置,卷取机和测量探头的相接使板带能准确地卷取。
二、卷取机纠偏、
开卷机的纠偏和中间纠偏控制是对板带位置的偏差进行纠正,卷取机的纠偏则是对板带的位置进行跟踪;并不是对板带位置的偏差进行纠正,而是跟踪进板的位置;这样就可以使板带边缘在卷取时对准一点而使带卷的一边平齐。
采用对边纠偏装置,使探测头测量板带的一边,对准一点进行精确的卷取;当板带边缘尚未剪齐,或下一道工序板带仍需对中纠偏时,应采用这种纠偏卷取。
对于任何卷取机的纠偏系统,探测头必须安装在导向辊附近,并与卷取机相连以保证同步移动;这种连接可以通过机械的金属臂直接相连或电的同步跟踪来实现。
有一点十分重要需加以注意,那就是板带需紧贴导向辊而没有相对滑动,因此板带的导向辊上应有一定的包角,导向辊的直径必须足够大,以确保板带在一定的张力下精确的卷取。
三、系统原理图
1、采用红外线光电探边器控制的EPC系统
卷取机
纠偏原理图(一)
2、采用单片机和CCD光电探边器控制的EPC系统
卷取机
纠偏原理图(二)。